常用电阻焊焊接电极
- 格式:pdf
- 大小:112.33 KB
- 文档页数:1
电阻焊电极
电阻焊电极是电阻焊机中直接与焊件接触并向焊件传输电流的部件,它对焊接质量和效率有着重要的影响。
电阻焊电极通常由导电性能良好的金属材料制成,如铜、铬锆铜、钨铜等。
其形状和尺寸会根据具体的焊接工艺和焊件要求进行设计和制造。
在电阻焊过程中,电极通过与焊件表面的接触产生电阻热,使焊件局部加热至熔化或塑性状态,从而实现焊接。
为了保证焊接质量,电极需要具备以下特点:
- 良好的导电性:确保电流能够均匀地通过电极,以产生均匀的加热效果。
- 合适的硬度和耐磨性:能够承受焊接过程中的压力和摩擦,延长电极的使用寿命。
- 抗高温性能:在高温下保持良好的性能,避免变形或熔化。
- 易于维护和更换:方便电极的清理和修整,以保证焊接质量的稳定性。
此外,电极的表面质量也会影响焊接质量。
电极表面应光滑平整,无污垢、氧化层或其他杂质,以确保与焊件的良好接触。
为了延长电阻焊电极的使用寿命,需要定期对电极进行维护和保养,包括清理表面污垢、修整磨损部位等。
同时,根据焊接工艺的要求,选择合适的电极材料和形状也是至关重要的。
各种焊接电极的应用
一、铜合金电极材料
1)纯铜
纯铜电极只适用于压强小、焊接温度低和产品批量不大的情况。
2)镉铜
多用于铝合金材料的焊接,但是镉被指定为有害合金。
在日本不允许制造。
3)铬铜
用于软钢板、镀锌钢板、不锈钢板等的焊接。
5)铬锆铜
用铬锆铜做成点焊电极来焊接低碳钢或镀层钢,电极寿命会比用铬铝镁铜电极提高5~10倍。
常用来焊接碳素钢、镀锌薄板、黄铜、青铜、镍片、在有些条件下也可以用来焊接铝合金材料。
6)铍铜
用于焊接不锈钢和抗热材料,如:簧片、塑料模模块。
比铬铜更耐用
7)铍钴铜
被用于耐热钢和不锈钢的点焊接。
二、电阻焊用钨、钼和粉末烧结电极材料
1)钨和钼电极
钨、钼常用于黄铜、紫铜、不锈钢的焊接。
2)钨、碳化钨
用于软钢、不锈钢、低合金钢板的点焊接
3)银-钨
在不能在铜合金的场合使用:被焊材料是铜系的场合,使用银钨的电极时由于银和铜产生共晶反应,电极和被焊材料容易焊着。
4)铜-钨
主要用于黄铜、紫铜、不锈钢的焊接。
5)弥散强化铜(CuAl2O3),
是用于镀锌板的焊接,因为如果采用铬锆铜的材料的电极帽进行焊接时,铬会和镀锌板中的锌起化学反应,生成类似铜的物质,影响焊接的质量。
而弥散铜则能较好的解决这个问题。
广泛用于镀锌钢板、镀镍板、镍带、铝合金、不锈钢、黄铜等点焊,滚焊。
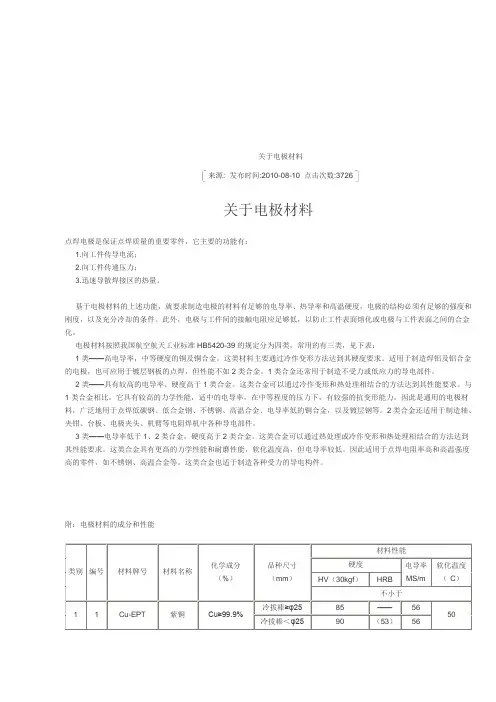
关于电极材料来源: 发布时间:2010-08-10 点击次数:3726关于电极材料点焊电极是保证点焊质量的重要零件,它主要的功能有:1.向工件传导电流;2.向工件传递压力;3.迅速导散焊接区的热量。
基于电极材料的上述功能,就要求制造电极的材料有足够的电导率、热导率和高温硬度,电极的结构必须有足够的强度和刚度,以及充分冷却的条件。
此外,电极与工件间的接触电阻应足够低,以防止工件表面熔化或电极与工件表面之间的合金化。
电极材料按照我国航空航天工业标准HB5420-39的规定分为四类,常用的有三类,见下表:1类——高电导率,中等硬度的铜及铜合金。
这类材料主要通过冷作变形方法达到其硬度要求。
适用于制造焊铝及铝合金的电极,也可应用于镀层钢板的点焊,但性能不如2类合金。
1类合金还常用于制造不受力或低应力的导电部件。
2类——具有较高的电导率、硬度高于1类合金。
这类合金可以通过冷作变形和热处理相结合的方法达到其性能要求。
与1类合金相比,它具有较高的力学性能,适中的电导率,在中等程度的压力下,有较强的抗变形能力,因此是通用的电极材料,广泛地用于点焊低碳钢、低合金钢、不锈钢、高温合金、电导率低的铜合金,以及镀层钢等。
2类合金还适用于制造轴、夹钳、台板、电极夹头、机臂等电阻焊机中各种导电部件。
3类——电导率低于1、2类合金,硬度高于2类合金。
这类合金可以通过热处理或冷作变形和热处理相结合的方法达到其性能要求。
这类合金具有更高的力学性能和耐磨性能,软化温度高,但电导率较低。
因此适用于点焊电阻率高和高温强度高的零件,如不锈钢、高温合金等。
这类合金也适于制造各种受力的导电构件。
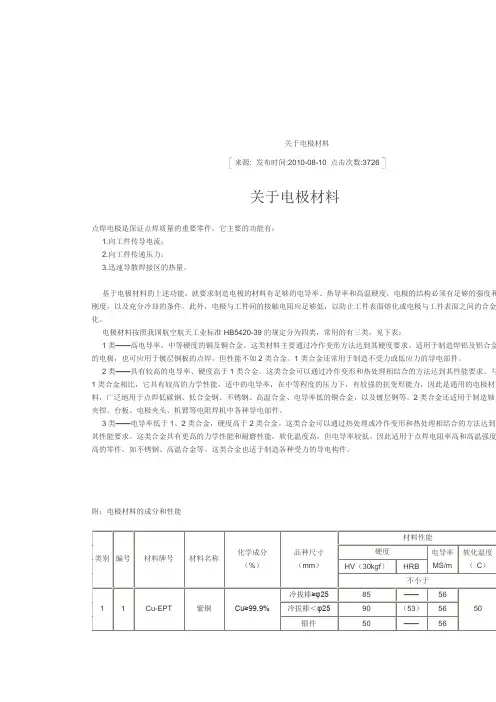
附:电极材料的成分和性能类别编号材料牌号材料名称化学成分(%)品种尺寸(mm)材料性能硬度电导率MS/m软化温度(°C)HV(30kgf)HRB不小于1 1 Cu-EPT 紫铜Cu≥99.9%冷拔棒≥φ2585 ——5650 冷拔棒<φ2590 (53)561、CuCr(铬铜)与CuCrZr(铬锆铜)有什么区别?共同点:都是铜合金材料,适合作电阻焊电极用,具有较高的硬度、强度;具有高温软化的特性,能抗高温而保持其化学、物理性能温度约为450℃~550℃;具备一定的耐磨性,较长的使用寿命;具有良好的导电性能。
jbt4281-1999电阻焊电极和附件用材料概述及报告模板1. 引言1.1 概述本篇文章旨在介绍jbt4281-1999电阻焊电极和附件用材料的概述及报告模板,该标准针对电阻焊工艺中使用的电极和附件的材料做出了相应规定。
本文将首先概述该标准的背景和作用,接着分析电极材料和附件材料以及它们各自的特点。
1.2 文章结构本文分为五个主要部分。
引言部分是整篇文章的开端,对文章重点进行简要介绍。
其后是jbt4281-1999标准下电阻焊电极和附件用材料的总体概述,包括该标准的简介以及相关技术规范。
接着,我们将提供一个报告模板,这个模板可以方便研究人员或企业对自己所使用的材料进行评估与测试。
第四部分将重点讨论和分析电极和附件用材料的选择标准、其他相关标准对比以及市场应用情况和发展趋势。
最后,在结论与展望部分,我们将总结研究结果并提出评价建议,探讨未来研究方向和可能的拓展领域。
1.3 目的本文的目的是为读者提供关于jbt4281-1999电阻焊电极和附件用材料的详细概述及对应报告模板,帮助读者了解该标准对电极和附件用材料的要求,并提供一个实用工具以便评价和测试相关材料。
此外,我们还将讨论与分析其他相关标准,探讨市场应用情况和发展趋势,并给出对现有标准改进的意见,以期促进行业发展并指导未来相关研究方向。
2. jbt4281-1999电阻焊电极和附件用材料概述2.1 标准简介jbt4281-1999标准是中国国家标准,涉及电阻焊电极和附件用材料的规范。
该标准旨在规定电阻焊工艺中使用的电极和附件所需的材料要求,以确保焊接过程的质量和安全性。
2.2 电阻焊电极材料及特点根据jbt4281-1999标准,电阻焊电极的主要材料应为铜合金、钼合金或特殊合金。
这些材料具有优异的导热性、导电性和耐高温性能,能够提供稳定而高效的焊接过程。
铜合金是最常用的电阻焊电极材料之一。
它具有良好的导热性和导电性,并且易于加工成各种形状。
此外,铜合金还具有优秀的耐腐蚀性能,可以延长电极寿命。
电极材料介绍:电极是电阻焊机的易耗零件。
电阻焊中电极的工作条件比较恶劣。
制造电极的材料除了应有较好的导电和导热性能外,还应能承受高温和高压。
目前最常用的电阻焊电极材料是铜及铜合金,在特殊焊接场合,也可采用钨、钼及氧化铝等耐高温的材料作为电极。
在电阻焊中,电极材料和电极形状的不同选择直接会影响到焊接质量、生产成本和劳动生产率。
铬锆铜(CuCrZr) 铬锆铜(CuCrZr)是最常用的电阻焊电极材料,这是由它本身优良的化学物理特性及很好的性价比所决定的。
1) 铬锆铜电极它达到焊接电极四项性能指标很好的平衡:优良的导电性----------保证焊接回路的阻抗最小,获到优良的焊接质量高温机械性能----------较高的软化温度保证焊接高温环境下电极材料的性能及寿命耐 磨----------电极不易磨损,延长寿命,降低成本较高的硬度和强度----保证电极头在一定的压力下工作不易变形压溃,保证焊接质量 2) 电极是一种工业生产的消耗品,用量比较大,因而其价格成本也是一个考虑的重要因素,铬锆铜电极相对其优良的性能来说,价格比较便宜,能满足生产的需要。
3) 铬锆铜电极适用于碳钢板、不锈钢板、镀层板等零件的点焊与凸焊,铬锆铜材料适合于制造电极帽、电极连杆、电极头、电极握杆、凸焊特殊电极、滚焊轮、导电嘴等电极零件。
铍铜(BeCu) 铍铜(BeCu)电极材料与铬锆铜相比,具有更高的硬度(达HRB95~104)、强度(达800Mpa/N/mm2)及软化温度(达650℃),但其导电率要低得多,较差。
铍铜(BeCu)电极材料适用于焊接承受压力较大的板材零件,以及较硬的材料,如焊缝焊接用的滚焊轮;也用于一些强度要求较高的电极配件如曲柄电极连杆,机器人用的转换器;同时它具有良好的弹性和导热性,很适合制造螺柱焊夹头。
铍铜(BeCu)电极造价较高,我们通常将其列为特殊的电极材料.氧化铝铜(CuAl2O3) 氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比, 具有更高强度(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85 IACS%),具有出色的耐磨性,寿命长。

关于电极材料来源: 发布时间:2010-08-10 点击次数:3726关于电极材料点焊电极是保证点焊质量的重要零件,它主要的功能有:1.向工件传导电流;2.向工件传递压力;3.迅速导散焊接区的热量。
基于电极材料的上述功能,就要求制造电极的材料有足够的电导率、热导率和高温硬度,电极的结构必须有足够的强度和刚度,以及充分冷却的条件。
此外,电极与工件间的接触电阻应足够低,以防止工件表面熔化或电极与工件表面之间的合金化。
电极材料按照我国航空航天工业标准HB5420-39的规定分为四类,常用的有三类,见下表:1类——高电导率,中等硬度的铜及铜合金。
这类材料主要通过冷作变形方法达到其硬度要求。
适用于制造焊铝及铝合金的电极,也可应用于镀层钢板的点焊,但性能不如2类合金。
1类合金还常用于制造不受力或低应力的导电部件。
2类——具有较高的电导率、硬度高于1类合金。
这类合金可以通过冷作变形和热处理相结合的方法达到其性能要求。
与1类合金相比,它具有较高的力学性能,适中的电导率,在中等程度的压力下,有较强的抗变形能力,因此是通用的电极材料,广泛地用于点焊低碳钢、低合金钢、不锈钢、高温合金、电导率低的铜合金,以及镀层钢等。
2类合金还适用于制造轴、夹钳、台板、电极夹头、机臂等电阻焊机中各种导电部件。
3类——电导率低于1、2类合金,硬度高于2类合金。
这类合金可以通过热处理或冷作变形和热处理相结合的方法达到其性能要求。
这类合金具有更高的力学性能和耐磨性能,软化温度高,但电导率较低。
因此适用于点焊电阻率高和高温强度高的零件,如不锈钢、高温合金等。
这类合金也适于制造各种受力的导电构件。
附:电极材料的成分和性能1、CuCr(铬铜)与CuCrZr(铬锆铜)有什么区别?共同点:都是铜合金材料,适合作电阻焊电极用,具有较高的硬度、强度;具有高温软化的特性,能抗高温而保持其化学、物理性能温度约为450℃~550℃;具备一定的耐磨性,较长的使用寿命;具有良好的导电性能。
电阻焊电极材料电阻焊是一种常见的电弧焊接方法,它通过电流通过焊接材料产生热量,使两个工件连接在一起。
而电阻焊的关键部分就是电极材料,它直接影响着焊接的质量和效率。
在选择电阻焊电极材料时,需要考虑材料的导电性、热传导性、耐磨性和耐腐蚀性等因素。
下面将介绍几种常见的电阻焊电极材料及其特点。
首先,铜电极是电阻焊中最常用的电极材料之一。
铜具有良好的导电性和热传导性,能够快速将电能转化为热能,使焊接区域迅速升温并熔化。
此外,铜电极还具有良好的耐磨性和耐腐蚀性,能够在长时间的使用中保持稳定的焊接质量。
因此,铜电极广泛应用于电阻焊中,特别是对焊接质量要求较高的场合。
其次,钨电极也是电阻焊中常用的电极材料之一。
钨具有极高的熔点和良好的电导率,能够在高温条件下保持稳定的性能。
因此,钨电极常用于对焊接温度要求较高的材料,如不锈钢和钛合金等。
此外,钨电极还具有较好的耐磨性和耐腐蚀性,能够在特殊环境下保持稳定的焊接质量。
另外,钼电极也是一种常见的电阻焊电极材料。
钼具有良好的高温性能和较高的导电性,能够在高温条件下保持稳定的性能。
钼电极常用于对焊接温度和耐磨性要求较高的场合,如合金钢和镍基合金等材料的焊接。
钼电极的使用能够保证焊接接头的质量和稳定性,提高焊接效率和生产效益。
除了上述几种常见的电阻焊电极材料外,还有一些其他特殊材料,如钨铜合金、铬铜合金等,它们都具有特定的性能和适用范围,可以根据具体的焊接要求进行选择。
总的来说,电阻焊电极材料的选择直接影响着焊接的质量和效率。
在选择电极材料时,需要根据焊接材料的性能要求和工艺要求来进行综合考虑,以确保焊接质量和生产效率。
同时,对于不同的焊接材料和工艺要求,可以选择不同的电极材料,以满足不同的焊接需求。
希望本文对您在选择电阻焊电极材料时能够提供一定的参考和帮助。
电阻焊电极头一、电阻焊电极头的定义和作用电阻焊电极头是指在电阻焊接过程中,用于传递电流、产生热量、将两个工件连接在一起的部件。
它是电阻焊接中最重要的组成部分之一,其质量直接影响着焊接质量和效率。
二、电阻焊电极头的分类1.按照形状分类(1)平面型:适用于平板或板条类工件。
(2)凸面型:适用于较薄的圆形或椭圆形工件。
(3)球形:适用于较厚的圆形或球形工件。
2.按照材料分类(1)铜合金型:具有优异的导电性和导热性能,耐磨性好,寿命长。
(2)钼合金型:具有高温强度和抗氧化性能,可用于高温环境下的焊接。
(3)其他材料型:如钨铜合金、钛合金等。
3.按照结构分类(1)单头式:只有一个端面可进行焊接。
(2)双头式:两个端面均可进行焊接,提高了生产效率。
三、电阻焊电极头的制作工艺1.材料选择:根据焊接工件的材料和要求,选择合适的电极头材料。
2.加工工艺:将选定的材料进行切割、钻孔、车削、铣削等加工,制成符合要求的电极头。
3.表面处理:对电极头进行抛光、喷砂等表面处理,以提高其表面光洁度和耐腐蚀性能。
4.装配调试:将电极头与焊接设备连接,并进行调试测试,确保其正常运行。
四、电阻焊电极头的维护和保养1.定期检查:对电极头进行定期检查,发现问题及时解决。
2.清洗保养:对电极头进行清洗保养,去除表面污垢和氧化物,并涂上防锈油或润滑油。
3.更换维修:及时更换磨损严重或出现裂纹等问题的电极头,并对设备进行维修保养。
五、总结电阻焊电极头是电阻焊接中不可缺少的组成部分,其质量直接影响着焊接质量和效率。
在制作过程中,需要根据不同的要求选择合适的材料和制作工艺,并对其进行定期检查和清洗保养。
只有做好了电阻焊电极头的维护和保养工作,才能确保焊接质量和设备寿命。
电阻焊用钨电极电阻焊是一种常见的焊接方法,它通过将电流通过焊接接头来产生热量,使两个接头之间的金属熔化,然后冷却固化,从而实现焊接的目的。
而钨电极则是电阻焊中常用的电极材料之一。
本文将从钨电极的特点、优势和应用等方面进行介绍。
钨电极具有高熔点和高熔化热,熔点达到3422℃,熔化热为35.5kJ/mol。
这使得钨电极在高温环境下能够保持稳定性,不易烧蚀和损耗,因此适合用于高温条件下的电阻焊接。
钨电极具有优良的导电性能和热导性能。
钨是金属中导电性能最好的一种材料,具有低电阻率和高热导率,能够有效地传递电流和热量,提高电阻焊接的效率和质量。
钨电极还具有良好的机械性能和化学稳定性。
钨的机械性能优异,具有高硬度、高抗拉强度和抗腐蚀性,能够在焊接过程中保持较长时间的稳定性,不易变形和损坏。
此外,钨电极还具有良好的耐氧化性和耐腐蚀性,能够在氧化性和腐蚀性环境中长期稳定工作。
在实际应用中,钨电极广泛用于电子、航空航天、化工、医疗器械等领域的焊接工艺中。
例如,在电子领域,钨电极常用于微电子器件的制造和组装过程中,如集成电路、半导体器件等的封装焊接。
钨电极能够提供稳定的电弧和热量,使焊接接头在高温条件下得到均匀加热和快速冷却,从而保证焊接质量和可靠性。
钨电极还广泛应用于航空航天领域的焊接工艺中。
航空航天设备对焊接质量的要求非常高,需要使用高温环境下稳定、高导电性和高热导性的电极材料。
钨电极正是符合这些要求的材料,能够满足航空航天设备对焊接质量和可靠性的要求。
钨电极还应用于化工领域的焊接工艺中。
化工设备通常在腐蚀性环境下工作,对焊接材料的耐腐蚀性要求较高。
钨电极具有良好的耐腐蚀性,能够在腐蚀性介质中长期稳定工作,保证焊接接头的质量和可靠性。
钨电极作为电阻焊中常用的电极材料,具有高熔点、高导电性、高热导性、良好的机械性能和化学稳定性等优点。
它在电子、航空航天、化工等领域的焊接工艺中发挥着重要作用,能够保证焊接接头的质量和可靠性。
常用电阻焊焊接电极1.铬锆铜电极具有良好的导电性,导热性,高的硬度,耐磨,抗爆,抗裂性以及软化温度,使用时损耗少,焊接总成本低,适合作为熔接焊机的电极及有关零件。
电导率≥74%IACS密度:8.83g/cm3硬度:75-88HRB软化温度≥550℃应用例:点焊一般钢材,电极帽,缝焊焊轮,导电块2.铍镍铜电极对不锈钢和镀锌钢板的焊接表现良好,是一种高级焊接材料。
软化温度,抗黏附性能突出.密度:8.77g/cm3电导率:45-60%IACS软化温度≥700℃硬度:92-100HRB应用例:熔接焊接机电极及有关零配件、点焊不锈钢、镀锌钢板、铜套、结晶器3.铍钴铜电极优质焊接电极材料,真空冶炼铸造、排除杂质使导电度提高,降低电阻发热量,对严苛的焊接环境等性能特佳对焊接处的接牢可靠性与焊点面积的精密度予以有效保证密度:8.62g/cm3电导率:45-60%IACS硬度:92-100HRB应用例:船舶、汽车工业常用电阻焊高温电极1.高钨铜电极熔化温度极高和耐磨损,作为焊接电极,因可承受高温而损耗极少。
主要应用于焊接铜,铝合金或较薄的钢材等难焊材料.*根据使用条件(材质,厚度)不同,于7种不同牌号的钨铜来选择。
应用例:电器接触点,线路板焊接2.纯钨复合电极大电流高压力情况下焊接,既提高电极的导电性能,也改善了钨极的散热效果,并防止钨极在焊接时受冲击而碎裂。
注:1. 钨嵌铜,铜钨嵌铜复合电极。
2.设备用铜合金复合电极。
3.氧化铝铜作为电阻焊电极,点焊不易粘连。
适合焊接不锈钢、镀锌钢板、镍板、手机电池的镍带、铝合金、黄铜等。
密度:8.81 8/cm3 电导率:78% IACS硬度:86 HRB 软化温度:930 度应用案例:电阻焊电极、氩弧焊焊嘴、电子引线框架、开关、继电器、触头、导电材料。
电阻焊用钨电极电阻焊是一种常见的焊接方法,它是利用电流通过电阻焊机中的电阻产生热量,将工件加热至熔化状态,然后通过外力施加压力,使工件焊接在一起。
而钨电极在电阻焊中起到了重要的作用。
钨电极是电阻焊中常用的电极材料之一,由于钨的高熔点和良好的电导率,使得钨电极在电阻焊中具有很好的耐热性和导电性能。
钨电极通常为钨棒状,通过固定在电极夹持装置上,并与电阻焊机的电流引线相连,实现电流的传导。
在电阻焊过程中,钨电极起到了两个重要的作用。
首先,钨电极作为电流的传导介质,将电流引导到工件上,形成热量。
其次,钨电极也是焊接电弧的产生者,通过电弧的热量将工件加热至熔化状态。
钨电极的选择对电阻焊的焊接质量有着重要的影响。
一般来说,钨电极的选择应根据焊接材料和工件的特点来决定。
对于高导电性的材料,如铝、铜等,可以选择直径较大的钨电极,以增大电流传导面积,提高焊接效率。
而对于高熔点的材料,如不锈钢、钛合金等,可以选择纯度较高的钨电极,以提高耐热性。
钨电极的使用寿命也是需要注意的问题。
在电阻焊过程中,钨电极会受到高温和电弧的侵蚀,导致电极表面磨损和形状改变。
因此,定期检查和更换钨电极是保证焊接质量的重要措施。
除了钨电极的选择和更换,电阻焊中还需要注意一些操作技巧。
首先,要保持钨电极的清洁,避免沾染杂质和氧化物,以减少电极与工件之间的接触电阻。
其次,要控制好焊接电流和时间,以避免过度加热和过短的焊接时间对工件产生负面影响。
最后,要保证焊接过程中的压力均匀和稳定,以避免产生焊接缺陷。
电阻焊作为一种常用的焊接方法,广泛应用于各个领域。
钨电极作为电阻焊中的重要组成部分,在焊接质量和效率上起到了重要的作用。
正确选择和使用钨电极,掌握好电阻焊的操作技巧,能够提高焊接质量,保证焊接工艺的稳定性和可靠性。
压力电阻焊接电极块作用压力电阻焊接电极块作用1. 引言压力电阻焊接是一种常见的金属焊接技术,它通过施加压力和电流使金属材料产生热量,从而实现焊接。
而电阻焊接电极块作为压力电阻焊接的关键组件,在焊接过程中起到了重要的作用。
2. 电阻焊接电极块的功能•提供稳定的电流传导:电阻焊接电极块与金属工件接触,通过电阻使电流通过电极块和金属工件。
优质的电极块能够提供稳定的电流传导,确保焊接过程中电流的准确控制。
•产生焊接压力:电阻焊接电极块通过施加压力,将金属工件与电阻焊接机夹持在一起。
这种压力的产生使得金属材料紧密接触,有利于热量的传递和焊接接头的形成。
•促进热量传导:电阻焊接电极块的导热性能对焊接质量有直接影响。
高导热性的电极块能够迅速传导产生的热量,使得焊接达到理想温度,避免焊接接头处温度不均匀而导致焊接质量下降的问题。
•提供机械稳定性:焊接过程中,电阻焊接电极块需要承受相当大的力量。
因此,电极块必须具备足够的机械稳定性,以避免在焊接过程中出现移动或破碎。
3. 电阻焊接电极块的材料选择•高导电性:电阻焊接电极块必须具备良好的导电性能,以确保电流能够顺利通过电极块和金属工件。
•良好的焊接性:电极块材料要能够与被焊接金属工件良好接触,形成均匀的接触面,使得热量能够有效传导。
•耐磨性:因为电极块需要与金属工件接触,所以电极块材料需要具备足够的耐磨性,以确保长时间使用后仍能保持良好的接触性能。
4. 电阻焊接电极块的维护和保养•定期清洁:经常清洁电阻焊接电极块表面的焊渣和氧化物,以确保电极块与金属工件之间的良好接触。
•定期润滑:对一些特殊电极块,需要定期进行润滑以维持其机械性能和导热性能。
•及时更换:当电阻焊接电极块出现损坏、磨损或寿命到期时,要及时更换,以避免产生焊接缺陷。
5. 结论电阻焊接电极块在压力电阻焊接中扮演着至关重要的角色。
优质的电极块能够提供稳定的电流传导、产生适当的焊接压力、促进热量传导,并具备足够的机械稳定性。