热网管道焊接正文
- 格式:doc
- 大小:203.00 KB
- 文档页数:15

来吧,朋友,让我们共同探讨一下“热力管道的焊接要求管道焊接施工方案”。
这不仅仅是冰冷的文字,更是管道焊接工作的灵魂。
管道焊接,这四个字背后的意义深远。
想象一下,一条条热力管道就像人体的血管,为城市的每一个角落输送着温暖。
而焊接,就是连接这些血管的关键一环。
那么,如何才能确保焊接的质量呢?我们要明确焊接的基本要求。
这就像谈恋爱,你得了解对方的性格、喜好,才能更好地相处。
对于管道焊接来说,基本要求就是:焊缝要均匀、牢固,不能有气孔、夹渣等缺陷。
这就像是两个人的关系,要亲密无间,不能有隔阂。
我们要谈谈焊接材料的选择。
这就好比烹饪,不同的食材需要不同的调料。
焊接材料的选择也是如此,要根据管道的材质、厚度、使用环境等因素来选择合适的焊接材料。
否则,就像是用错了调料,做出的菜肯定不好吃。
然后,我们来谈谈焊接工艺。
这就像是做手术,每一步都要精确到位。
焊接工艺包括焊接方法、焊接顺序、焊接速度等。
比如,对于厚壁管道,我们通常采用多层焊接的方法,先焊底层,再焊中层,焊顶层。
这样,就像是一层层衣服,把管道紧紧包裹起来,更加牢固。
焊接过程中,还要注意焊接参数的控制。
这就像是开车,要掌握好速度、方向,才能安全到达目的地。
焊接参数包括电流、电压、焊接速度等。
电流太大,容易造成焊缝过宽、过深,甚至烧穿管道;电流太小,又容易造成焊缝不牢固。
所以,控制好焊接参数,就像是掌握好车速,确保焊接过程顺利进行。
焊接完成后,还需要进行焊缝检测。
这就像是考试,要检查一下自己的学习成果。
焊缝检测包括外观检测、无损检测等。
外观检测就是看看焊缝表面是否有缺陷,无损检测则是通过X射线、超声波等方法,检查焊缝内部是否有缺陷。
我们来谈谈焊接施工的组织管理。
这就像是举办一场活动,需要合理分工、协调配合。
焊接施工要有明确的责任分工,确保每个人都知道自己的工作内容和职责;同时,要制定合理的施工计划,确保工程进度和质量。
让我们一起,用心焊接,温暖城市。
注意事项:1.焊接前的准备工作马虎不得,材料检查要仔细,不能有任何水分和油污,这关系到焊接质量。

供热管道焊接方案1、施工概况本工程供热管道采用氩电联焊,氩弧焊打底,电焊盖面焊接工艺。
由于各条管线的焊接工艺一致,因此合编供热管道焊接工艺作为共同使用的技术文件。
2、焊接前准备工作2.1对材料的检查1)检查母材材质是否符合相应标准的规定要求。
2)检查焊接材料是否符合相应标准的规定要求。
3)检查焊条、焊丝是否有制造厂的质量合格证,验收合格方能入库。
4)焊丝使用前是否清除了锈、垢和油污。
5)焊条使用前是否按规定进行了烘干,现场使用时是否按要求装入温度保持在100℃~150℃的专用保温筒内,随用随取。
6)钨极氩弧焊用的电极宜采用铈钨棒,检查气体氩气纯度是否≥99.95%.7)焊接时,焊接材料与焊接母材的匹配应按焊接工艺卡或有关规范进行选择。
2.2对作业条件的检查2.2.1当环境出现下列任一情况,且无有效的防护措施时,严禁焊接。
1)作业点风速≥10m/s时。
2)作业点相对湿度≥90%时。
3)管道焊口有水,淋到雨或接触到雾时。
4)待焊管内有穿堂风时。
2.2.2检查焊工是否具备相应的合格证项目,在上岗前是否经过上岗考试合格,在通过审核批准后才具备上岗资格。
2.2.3检查焊工在上岗前是否经焊接工艺技术交底和安全技术交底,是否已经在交底单上签名登记、记录。
3、供热管道焊接工艺流程图4、供热管道焊接工艺描述4.1对口前检查1)管子对口前,应将坡口及母材内、外壁的氧化皮、油、漆、锈、垢等清理干净并打磨,直至露出金属光泽。
2)坡口处母材无裂纹、重皮、坡口损伤及毛刺等缺陷。
3)坡口加工尺寸符合焊接工艺卡要求。
4)对接管口端面应与管子中心线垂直。
其偏斜度Δf不得超过以下规定:管子外径≤60mm,Δf为0.5mm,管子外径>60 mm,Δf为1mm。
4.2对口检查1)管子对口时一般应做到内壁齐平。
如有错口,其错口值不应超过焊件厚度的10%,且不大于1mm。
2)对口间隙应符合焊接工艺卡要求,间隙过大或过小都应设法修整到规定尺寸,严禁强力对口或在间隙内加填塞物作为填充金属,更不允许利用热膨胀法对口。

供热管网管道焊接施工方案供热管网管道焊接施工方案为保证供热管道的质量,施工设计应遵循以下要求:1、严格执行《城镇供热管网工程施工及验收规范》(CJJ28-2014)。
2、采用焊接连接,与设备、阀门等连接采用焊接连接。
焊缝坡口和焊接质量应符合《工业金属管道工程施工质量验收规范》(GB-2011)和《现场设备工业管道焊接工程验收规范》(GB-)的要求。
3、管道安装完毕后,应按照《城镇供热管网工程施工及验收规范》CJJ28-2014进行管道焊接的无损探伤检测。
所有焊口(焊缝)都应进行射线探伤检查,符合GB/T规定的Ⅱ级标准为合格。
所有焊口检查资料应记录编号,并存档备查。
4、直埋管道的保温结构在工厂加工制作时,管段两端应留200-250mm的不保温管段接头,以便现场组焊。
5、直埋供热管道的直管、三通、弯头、变径短管等进入现场必须检查验收,内外壳表面不得有裂纹、坑、洞破损等缺陷。
6、直埋管道安装前必须逐根清管。
当管内有明显赃物时,必须拉管清除。
无明显赃物时,在管子起吊与地面成≥45°夹角时敲打管道,清除管内浮锈及砂土杂物。
每次施工收工前,必须将开口包扎好,避免误入杂物。
对于埋设管道尤其注意此点。
管道接口方面,本工程管道材质为螺旋焊缝钢管,焊接方式采用氩电联焊、电弧焊,焊条采用E4303系列,焊机采用BX-500交流电焊机。
在进行正式焊接前,每个焊工应做试件和焊接工艺试验,试件合格后方可正式施焊。
管道焊缝内部质量标准应符合《钢焊缝射线照相及底片等级分类法》(GB3323)的Ⅲ级规定。
每一道焊口都应在《现场施工记录表》中按标志桩位进行记录并存档。
在进行焊接准备时,应检验母材和焊接材料合格证、检验报告。
配备合格的焊接、技术、检查和检验人员,配备能保证焊接质量的设备、检测工具。
焊接时应有防风、雨措施,风速大于8m/s无措施停止焊接。
管道及附件焊接要求气温15°以上时进行,10°以下不宜施工,0°以下停止施工。

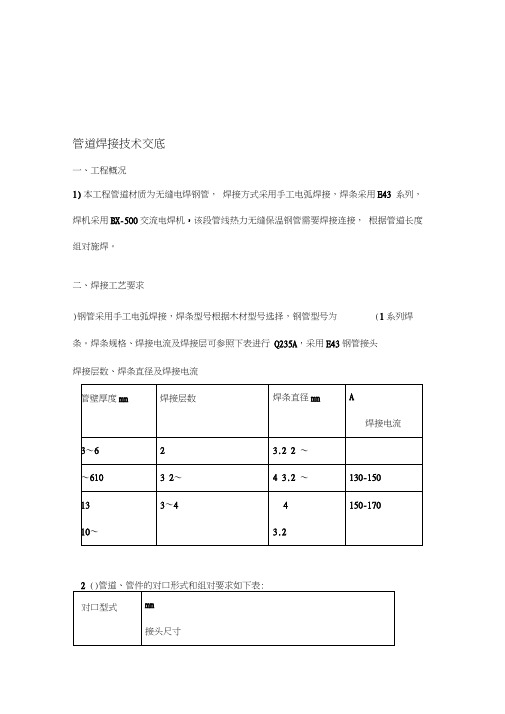
管道焊接技术交底一、工程概况1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用E43系列,焊机采用BX-500交流电焊机,该段管线热力无缝保温钢管需要焊接连接,根据管道长度组对施焊。
二、焊接工艺要求(1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为Q235A,采用E43系列焊条.焊条规格、焊接电流及焊接层可参照下表进行钢管接头焊接层数、焊条直径及焊接电流(2)管道、管件的对口形式和组对要求如下表:(3)焊缝全部用对接坡口焊缝。
对于工作钢管,所有焊缝均采用氩弧焊打底,手工电弧焊填充并照面。
(4)直埋预制保温钢管焊接,严格执行国家现行标准《工业金属管道工程施工及验收规范》(GB50235-97),《现场设备、工业管道焊接工程施工及验收规范》(GBJ50236—98)和《城镇供热管网工程施工及验收规范》(CJJ28—89)。
三、管道安装1、钢管检验进入现场的螺旋缝电焊钢管、管件和接口材料,必须具有制造厂的产品合格证及性能检测报告,并进行外观检查,检测数据应符合规范标准。
破损和不合格产品严禁使用.2、现场布管现场布管采用吊机布管,布管要依据图纸要求及已挖好的管沟,逐根布管,首尾衔接,相邻两管口呈锯齿形错开.每根管子要用软土墩或沙袋垫起离地,不能直接放在地面.布管采用专用索具,现场布管要特别注意保护管段保温层和管口,不允许用拖、滚、撬的方法布管。
在拖运过程中应采取防损管子的措施,避免运伤或划伤管子和外防腐层。
对管子外表出现的槽痕和划伤等有缺陷必须修正消除。
3、管道吊装运输1)保温管采用10T大板车运输,采用宽度不小于150mm的吊带吊装,装卸时,应轻起稳放,防止磕碰,以防破坏保护层。
2)保温管码放在方木上并楔死,高度不超过2m。
应同规格放在一起,并标注规格数量,管端封堵,防止杂物进入,管头苫布,防止保温层浸水。
3)根据现场实际情况管道吊装使用20T汽车吊,用尼龙吊带和钢丝绳吊钩配合使用,逐根下管,部分地段需穿管进行管道就位.3管道组对1)管子加工:根据需要长度进行切短加工。
xx管网工程施工一标段热力管道焊接施工方案编制:批准:审核:编制单位:xx编制日期:xx年xx月目录1、工程概况 (3)2、编制依据 (3)3、施工安排 (3)4、焊接人员要求 (5)5、施焊环境要求 (5)6、焊接材料的管理及要求 (6)7、焊接准备 (7)8、焊接方法及工艺 (8)9、质量检验 (10)10、安全文明措施 (12)1、工程概况XX1.2工程特点主要材质热力专业管道均为DN150-DN1000钢管,直埋管道采用符合《高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋管保温及管件》。
材质为Q235B、20#。
1.3各负责单位建设单位:xx设计单位:xx监理单位:xx施工单位:xx2、编制依据1、本工程施工图纸2、《城镇供热管网工程施工及验收规范》CJJ28-20143、《城镇供热管网设计规范》CJJ34-20104、《城镇直埋供热管道工程技术规程》CJJ/T81-20135、《现场设备、工业管道焊接工程施工及验收规范》GB50236-20116、《工业金属管道施工质量验收规范》GB50184-20117、《高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件》GB/T29047-20128、《工业设备及管道绝热工程设计规范》GB50264-20139、《工业设备及管道绝热工程施工规范》GB50126-200810、《无损检测、金属管道熔化焊环向对接接头射线照相检测方法》GB/T126053、施工安排3.1施工组织3.2施工机械、工机具配备根据设计和现场实际情况,提出机械设备、工机具计划(如表施工机械及机具一览表所示),并作好检查验收。
施工机械及机具一览表表3-1根据工程量配置如表施工人员一览表中所示各工种人员及数量:施工人员一览表表3-24、焊接人员要求4.1按照规范规定的合格项目及其适用范围从事焊接工作。
4.2熟悉并严格执行焊接工艺(作业)指导书和焊接技术措施的有关规定。
4.3当作业条件与焊接工艺(作业)指导书规定不符时,应停止或拒绝施焊。
管道焊接技术交底一、工程概况1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用E43 系列,焊机采用BX-500交流电焊机,该段管线热力无缝保温钢管需要焊接连接,根据管道长度组对施焊。
二、焊接工艺要求)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为(1系列焊条。
焊条规格、焊接电流及焊接层可参照下表进行Q235A,采用E43钢管接头焊接层数、焊条直径及焊接电流)焊缝全部用对接坡口焊缝。
对于工作钢管,所有焊缝均采用氩弧焊打3 (底,手工电弧焊填充并照面。
)直埋预制保温钢管焊接,严格执行国家现行标准《工业金属管道工程4 (专业资料施工及验收规范》(GB50235-97),《现场设备、工业管道焊接工程施工及验收规范》(GBJ50236-98 )和《城镇供热管网工程施工及验收规范》(CJJ28-89 )。
三、管道安装1、钢管检验进入现场的螺旋缝电焊钢管、管件和接口材料,必须具有制造厂的产品合格证及性能检测报告,并进行外观检查,检测数据应符合规范标准。
破损和不合格产品严禁使用。
2、现场布管现场布管采用吊机布管,布管要依据图纸要求及已挖好的管沟,逐根布管,首尾衔接,相邻两管口呈锯齿形错开。
每根管子要用软土墩或沙袋垫起离地,不能直接放在地面。
布管采用专用索具,现场布管要特别注意保护管段保温层和管口,不允许用拖、滚、撬的方法布管。
在拖运过程中应采取防损管子的措施,避免运伤或划伤管子和外防腐层。
对管子外表出现的槽痕和划伤等有缺陷必须修正消除。
3、管道吊装运输1)保温管采用10T大板车运输,采用宽度不小于150mm的吊带吊装,装卸时,应轻起稳放,防止磕碰,以防破坏保护层。
2)保温管码放在方木上并楔死,高度不超过2m。
应同规格放在一起,并标注规格数量,管端封堵,防止杂物进入,管头苫布,防止保温层浸水。
3)根据现场实际情况管道吊装使用20T汽车吊,用尼龙吊带和钢丝绳吊钩配合使用,逐根下管,部分地段需穿管进行管道就位。
第1篇一、施工准备1. 施工图纸及资料:施工前,需熟悉施工图纸,了解工程规模、施工工艺、管道材料等,确保施工顺利进行。
2. 材料设备:根据施工图纸,准备足够的管道、阀门、法兰、垫片等材料,以及焊接设备、检测仪器等设备。
3. 施工人员:组织专业施工队伍,对施工人员进行技术培训和安全教育,提高施工质量。
4. 施工现场:清理施工现场,确保施工环境安全、整洁。
二、施工工艺1. 管道安装:根据设计要求,按照管道安装图进行管道安装。
首先,将管道水平放置,检查管道外观、尺寸是否符合要求;然后,根据设计要求进行管道对接,确保对接严密、牢固。
2. 阀门安装:在管道安装过程中,需注意阀门安装位置、方向和高度。
安装时,先检查阀门外观、尺寸是否符合要求,然后按照设计要求进行安装。
3. 法兰连接:法兰连接是管道连接的一种方式,施工时需注意法兰尺寸、垫片材质和安装顺序。
安装时,先将法兰垫片安装在法兰上,然后进行管道对接,确保连接牢固。
4. 焊接:焊接是管道施工的关键环节,需严格按照焊接工艺进行。
施工前,对焊接设备进行检查,确保设备正常运行。
焊接过程中,注意火焰调节、焊接速度和焊接顺序,确保焊接质量。
5. 检测与试压:管道安装完成后,进行管道检测和试压。
检测内容包括管道外观、尺寸、焊接质量等;试压目的是检验管道的强度和密封性。
试压合格后,方可进行下一步施工。
6. 管道保温:为防止管道热量损失,对管道进行保温处理。
保温材料选择符合国家相关标准的保温材料,按照设计要求进行施工。
7. 工程验收:施工完成后,组织相关人员进行工程验收,确保工程质量符合要求。
三、施工注意事项1. 严格遵循施工规范,确保施工质量。
2. 加强施工安全管理,确保施工人员安全。
3. 严格控制施工进度,确保工程按时完成。
4. 做好施工记录,便于后期维护和管理。
5. 加强与相关部门的沟通与协调,确保工程顺利进行。
总之,热网工程蒸汽管道施工是一项重要的基础设施工程,施工过程中需严格按照规范操作,确保工程质量,为用户提供安全、稳定的供热服务。
集中供热工程施工第三标段工程管道焊接方案《批准人:审核人:编制人:》管道焊接方案1、工程概况及措施编制依据:工程概况:~本工程为城区集中供热工程施工第三标段,管道直径为DN1400,采用高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管及管件,共约11500米管。
灾后重建约1600米。
本工程主要是管道口焊接,管道介质为热水,供回水温度分别为130℃、70℃。
焊接方法采用氩电联焊或氩弧+二保焊。
由于焊接工作量较大,因此必须制定科学合理的焊接技术方案,严格按焊接工艺评定和焊接作业指导书以及焊接规程进行施焊,加大焊接质量管理与奖惩力度,把好焊接质量关。
编制依据:《城市供热管网工程施工及验收规范》CJJ28-2014《现场设备、工业管道焊接工程施工及验收规范》GB50236-2011《钢熔化焊对接接头射线照相和质量分级》GB/T3323-20052 、工程所用材料要求:本工程采用预制直埋保温管,其结构形式为:工作钢管+保温层(聚氨酯)+外套(高密度聚乙烯)。
管材、管件必须具有出厂合格证或质量证明书。
材质合格证应包括工作管(钢管)的合格证和保温层的合格证。
我单位只负责工作钢管的焊接,焊口保温由业主另行委托。
本工程钢管材质为Q235B。
焊材的选用:`本工程管道焊接采用氩弧焊打底、手工电弧焊盖面方法,焊条选用型号为J427,氩弧焊丝采用TIG-J50(Ar、实心)、CO2保护焊ER50-6(CO2、药芯),焊条烘烤温度为350℃,烘烤恒温时间为2小时。
烘好后放置在保温桶内随用随取。
3、焊接管理措施:焊接设备:焊接设备应完好无损,其性能应能满足工程需要,焊接工艺参数调节可靠,电流表、电压表指示准确。
焊接工艺评定:焊接施工前应有相应的焊接工艺评定,焊接工艺评定应覆盖管道的材质、壁厚,并报审监理。
工艺评定经批准后才可进行施焊。
施焊前由焊接责任工程师根据焊接工艺评定编制焊接作业指导书。
焊工应严格按焊接作业指导书施焊。
焊工管理:焊工应持证上岗,合格证应在有效期内,合格项目应满足工程要求。
1 作业项目概况1.1 作业内容内蒙古国华准格尔发电厂#1、#2机组机组供热改造工程管道焊接。
1.2 作业范围及主要工作量1.2.1 作业范围设计包括1、2机组中低压联通管抽汽至扩建端的蒸汽管道;热网首站内二期辅机设备和汽水管道;对原来一期3、4机组热网供气管道和热网疏水至除氧器管道改造。
1.3 主要技术特点内蒙古国华准格尔发电厂#1、#2机组机组供热改造工程由西安瑞华能源设计咨询有限公司设计,其特点:管径大、阀门数量多、技术难度大、焊接工作量大。
现场焊接主要涉及管件材质Q235-B、20#;选用焊接材料TIG-J50/E5015。
1.4 对相关专业的要求1.4.1严格按图纸或规程要求组对焊口,材质代用及坡口形式变化等一切与原设计图纸不符的应有设计变更单或书面材料,并及时将变更通知焊接专业。
1.4.2 电气维护:负责电焊机的一次电源线及电源开关敷设,必要的时候在焊接区域内安装照明设施。
1.4.3金属检验:按《焊口探伤委托单》探伤,及时将检验结果反馈给焊接技术人员。
2 编制依据2.1 执行和引用的设计图纸2.1.1 西安瑞华能源设计咨询有限公司图纸1.2.1 J0301热网首站抽汽管道安装图1.2.2 J0302热网首站循环水管道安装图1.2.3 J0303热网首站疏水管道安装图1.2.4 J0304热网首站加热器有关管道安装图1.2.5 J0305热网首站疏水箱有关管道安装图1.2.6 J0306 1、2机组汽机房热网抽汽管道安装图1.2.7 J0307 3、4机组汽机房热网抽汽管道改造安装图1.2.8 J0308 1、2机组热网疏水管道安装图1.2.9 J0309 3、4机组热网疏水管道改造安装图1.2.10 J0201 热网系统流程图2.2 执行和引用的规程、规范及相关技术标准2.2.1 《火力发电厂焊接技术规程》 DL/T869—20042.2.2 《焊工技术考核规程》 DL/T679—19992.2.3 《管道焊接接头超声波检验技术规程》DL/T820-20022.2.4 《钢制承压管道对接焊接接头射线检验技术规程》DL/T821-20022.3 执行和引用的质量验收标准和已批准的相关质量文件2.3.1 《电力建设施工质量检验及评定规程》(焊接篇) DL/T5210.72.4 执行和引用的安全健康和环境管理的标准和已批准的相关文件2.4.1 《电力建设安全操作规程》(火力发电厂部分)DL5009.1-20022.4.2 中华人民共和国《安全生产法及相关法规》 2003年5月2.4.3 ISO14000环境标准及OHSAS18000职业安全系列标准3 作业准备3.1 作业的主要责任人、职责及应具备的条件3.1.1 技术员负责供热管道焊接作业指导书的编制、施焊前的技术交底、焊工资质的审核。
供热管道焊接方案一、工程概况。
咱这供热管道工程啊,就像给城市的暖气搭血管一样重要。
管道有多长多粗啥的得先搞清楚,比如说管径是多少毫米,管道总长度多少米,这都是基本情况,就像看病先知道病人的身高体重一样。
二、焊接人员安排。
1. 焊工挑选。
这焊工可得找靠谱的。
就像找厨师做饭,手艺不好可不行。
得找那些有焊工证的,而且要有一定的供热管道焊接经验。
不能找那些只会焊个铁架子就来凑数的,咱这可是供热管道,关乎大家冬天的温暖呢。
最好从以前干过类似工程的工人里挑,那些老手知道啥时候该快,啥时候该慢,就像老司机开车一样稳。
2. 人员分工。
要有专门负责切割管道的师傅,把管道切得整整齐齐的,就像理发师给头发剪个整齐的发型一样。
然后是焊接的主力焊工,他们是这场“焊接大战”的主角。
旁边还得配个助手,帮忙递个焊条啊,清理下焊接的废渣啊,就像战场上的后勤兵一样重要。
三、焊接设备和材料准备。
1. 焊接设备。
还有一些辅助设备,像焊接面罩得是那种看得清楚又能保护眼睛的,不能焊工师傅焊完眼睛都睁不开了,那可不行。
焊条烘干设备也不能少,潮湿的焊条就像受潮的火柴,点都点不着,更别说好好焊接了。
2. 焊接材料。
焊条的选择要根据管道的材质来。
如果管道是碳钢的,就选对应的碳钢焊条。
这就好比穿衣服得合身,焊条和管道材质不配就没法好好干活。
焊条的规格也要合适,太粗或者太细都不行。
粗焊条就像大刷子刷小缝隙,细焊条又像小针缝大布,都不合适。
四、焊接前的准备工作。
1. 管道清理。
管道接口的地方得清理得干干净净的,不能有铁锈、油污啥的。
就像两个人拉手,手上脏脏的肯定不舒服,管道接口也是一样,不干净就焊不牢。
可以用砂纸打磨,或者用化学清洗剂清洗,反正就是要把接口处弄得像新的一样光亮。
2. 管道对口。
管道对口要对得精准,就像盖房子的砖头得砌得整整齐齐的。
对口的间隙要符合要求,太大了焊条填不满,太小了又容易焊不透。
可以用对口器来帮忙,就像给管道对口找个小助手,让它稳稳当当的。
1 作业项目概况
1.1 作业内容
内蒙古国华准格尔发电厂#1、#2机组机组供热改造工程管道焊接。
1.2 作业范围及主要工作量
1.2.1 作业范围
设计包括1、2机组中低压联通管抽汽至扩建端的蒸汽管道;热网首站内二期辅机设备和汽水管道;对原来一期3、4机组热网供气管道和热网疏水至除氧器管道改造。
1.3 主要技术特点
内蒙古国华准格尔发电厂#1、#2机组机组供热改造工程由西安瑞华能源设计咨询有限公司设计,其特点:管径大、阀门数量多、技术难度大、焊接工作量大。
现场焊接主要涉及管件材质Q235-B、20#;选用焊接材料TIG-J50/E5015。
1.4 对相关专业的要求
1.4.1严格按图纸或规程要求组对焊口,材质代用及坡口形式变化等一切与原设计图纸不符的应有设计变更单或书面材料,并及时将变更通知焊接专业。
1.4.2 电气维护:负责电焊机的一次电源线及电源开关敷设,必要的时候在焊接区域内安装照明设施。
1.4.3金属检验:按《焊口探伤委托单》探伤,及时将检验结果反馈给焊接技术人员。
2 编制依据
2.1 执行和引用的设计图纸
2.1.1 西安瑞华能源设计咨询有限公司图纸
1.2.1 J0301热网首站抽汽管道安装图
1.2.2 J0302热网首站循环水管道安装图
1.2.3 J0303热网首站疏水管道安装图
1.2.4 J0304热网首站加热器有关管道安装图
1.2.5 J0305热网首站疏水箱有关管道安装图
1.2.6 J0306 1、2机组汽机房热网抽汽管道安装图
1.2.7 J0307 3、4机组汽机房热网抽汽管道改造安装图
1.2.8 J0308 1、2机组热网疏水管道安装图
1.2.9 J0309 3、4机组热网疏水管道改造安装图
1.2.10 J0201 热网系统流程图
2.2 执行和引用的规程、规范及相关技术标准
2.2.1 《火力发电厂焊接技术规程》 DL/T869—2004
2.2.2 《焊工技术考核规程》 DL/T679—1999
2.2.3 《管道焊接接头超声波检验技术规程》DL/T820-2002
2.2.4 《钢制承压管道对接焊接接头射线检验技术规程》DL/T821-2002
2.3 执行和引用的质量验收标准和已批准的相关质量文件
2.3.1 《电力建设施工质量检验及评定规程》(焊接篇) DL/T5210.7
2.4 执行和引用的安全健康和环境管理的标准和已批准的相关文件
2.4.1 《电力建设安全操作规程》(火力发电厂部分)DL5009.1-2002
2.4.2 中华人民共和国《安全生产法及相关法规》 2003年5月
2.4.3 ISO14000环境标准及OHSAS18000职业安全系列标准
3 作业准备
3.1 作业的主要责任人、职责及应具备的条件
3.1.1 技术员
负责供热管道焊接作业指导书的编制、施焊前的技术交底、焊工资质的审核。
深入实际的监督技术措施的实施,配合质检员做好焊缝表面质量检查工作;负责对供热管道编制焊接材料预算,并督促和配合班组定期对施工机械、仪表、进行检查和维护。
3.1.2 质检员
负责焊接质量检查及初步评定,发现问题及时反映、及时处理,防患于未然;对焊缝外观质量进行工地专检,对违章操作人员应及时制止并报告有关部门,对焊接质量经常不合格的焊工有权停止其焊接工作。
3.1.3 班组长
负责供热管道焊接人员的调配、机具的管理,负责监督班组的自检工作,配合质检员做好焊接质量的检查;应具有一定的组织能力和专业技术水平。
3.1.4 安全员
负责本项目焊接的安监工作,督促施工人员严格按照安全技术交底和有关安全制度、规程进行施工;在施工过程中对违章作业人员有权停止其施焊,并做好安全教育工作。
3.1.5 施焊焊工
所有参加施焊的焊工必须熟悉作业指导书并经过技术交底;必须具有承担相应项目的焊工合格证,无证者严禁操作。