实验十七 铸造合金流动性的测定
- 格式:ppt
- 大小:49.50 KB
- 文档页数:10

铸造合金流动性的测定
铸造合金流动性的测定可以通过以下方法进行:
1. 堆积密度法:将铸造合金密实堆积于一个容器中,然后测量容器中的合金重量和容器的体积。
通过计算得出铸造合金的堆积密度,从而判断其流动性。
2. 扭曲试验法:将一定量的铸造合金放入一个固定的容器中,然后用特定的扭曲力将其转动。
通过观察铸造合金的流动情况,可以判断其流动性。
3. 充型试验法:将铸造合金充满一个特定形状的模具,然后观察合金填充模具的速度和程度。
根据填充速度和程度,可以判断铸造合金的流动性。
4. 铸模试验法:制作标准的铸模,然后将铸造合金的融化液体倒入铸模中。
观察铸模中合金的流动情况和形状,从而判断合金的流动性。
这些方法可以单独或结合使用,得到更准确的铸造合金流动性测定结果。


《铸件形成理论基础》实验教学大纲课程编号:铸件形成理论基础课程学时/学分:60/3.0 实验总学时:6.0课程英文名称:Basis of Cast Forming Theory课程类别:专业课开出学期:第六学期开出单位(实验室):材料成型及控制工程实验室制定人:刘向东一、制定依据指根据教育部高等学校机械学科教学指导委员会材料成型及控制工程专业(课程)教学指导分委员会《材料成型原理》课程教学的基本要求, 结合内蒙古工业大学03版培养方案、铸件形成理论基础课程教学大纲等制订本课程实验教学大纲。
三、实验目的、内容与要求实验一、铸造合金流动性的测定实验1、实验目的(1)了解和掌握铸造合金流动性对铸件质量的影响;(2)通过实验,了解并掌握铸造合金流动性的测试方法,了解并掌握影响铸造合金流动性的因素。
2、实验内容(1)采用40/100目石英砂+12%粘土+5.5%水制备型砂,造螺旋试样用铸型;。
(2)灰铸铁流动性的测试。
①.HT250;②.QT600-2;(3)铝合金ZL102流动性的测试。
3、基本要求(1)做好实验预习(明确实验目的、任务、基本原理与测试方法、熟悉操作的主要步骤、注意事项。
并于实验前写好实验预习报告等)(2)实验中要认真细心实验现象和准确记录实验数据,严格遵守操作规程及注意事项,自觉遵守实验室各项规章制度;(3)实验的原始记录经指导教师签阅后妥善保管备查。
认真撰写实验报告。
实验二、铸造合金残余应力的测定1、实验目的本实验目的在于使学生初步了解和掌握使用应力框测定铸造合金残余应力的基本原理与方法;了解残余应力是导致铸件变形和开裂的主要原因之一。
了解并掌握产生残余应力的原因及防止措施,以便为今后从事铸造生产和工艺控制打下良好的基础。
2、实验内容(1)熔炼铁水撇渣后浇注入应力框砂型;待应力框凝固并冷却后,打箱、清理,用游标卡尺测量出凸台两端距离;(2)手工将应力框从凸台的中央锯断;再次用游标卡尺测量出凸台两端距离;根据给定公式计算出粗杆的残余拉应力;(3)根据崩断面积估算出铸铁的抗拉强度,仔细观察应力框自行崩断处的端面情况。
实验一 铸造合金流动性的测定一、实验目的 1。
了解浇注温度对铸造合金流动性的影响;2。
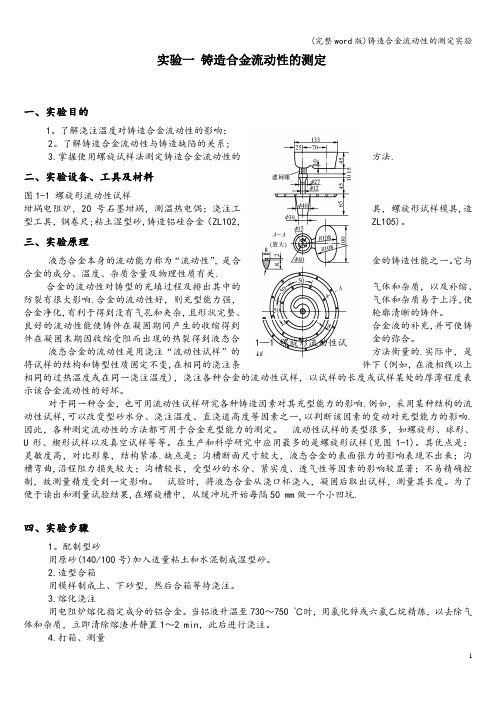
了解铸造合金流动性与铸造缺陷的关系;3.掌握使用螺旋试样法测定铸造合金流动性的方法. 二、实验设备、工具及材料图1-1 螺旋形流动性试样 坩埚电阻炉,20号石墨坩埚,测温热电偶;浇注工具,螺旋形试样模具,造型工具,钢卷尺;粘土湿型砂,铸造铝硅合金(ZL102,ZL105)。
三、实验原理液态合金本身的流动能力称为“流动性”,是合金的铸造性能之一。
它与合金的成分、温度、杂质含量及物理性质有关.合金的流动性对铸型的充填过程及排出其中的气体和杂质,以及补缩、防裂有很大影响.合金的流动性好,则充型能力强,气体和杂质易于上浮,使合金净化,有利于得到没有气孔和夹杂,且形状完整、轮廓清晰的铸件。
良好的流动性能使铸件在凝固期间产生的收缩得到合金液的补充,并可使铸件在凝固末期因收缩受阻而出现的热裂得到液态合金的弥合。
液态合金的流动性是用浇注“流动性试样”的方法衡量的.实际中,是将试样的结构和铸型性质固定不变,在相同的浇注条件下(例如,在液相线以上相同的过热温度或在同一浇注温度),浇注各种合金的流动性试样,以试样的长度或试样某处的厚薄程度表示该合金流动性的好坏。
对于同一种合金,也可用流动性试样研究各种铸造因素对其充型能力的影响.例如,采用某种结构的流动性试样,可以改变型砂水分、浇注温度、直浇道高度等因素之一,以判断该因素的变动对充型能力的影响.因此,各种测定流动性的方法都可用于合金充型能力的测定。
流动性试样的类型很多,如螺旋形、球形、U 形、楔形试样以及真空试样等等。
在生产和科学研究中应用最多的是螺旋形试样(见图1-1)。
其优点是:灵敏度高,对比形象,结构紧凑.缺点是:沟槽断面尺寸较大,液态合金的表面张力的影响表现不出来;沟槽弯曲,沿程阻力损失较大;沟槽较长,受型砂的水分、紧实度、透气性等因素的影响较显著;不易精确控制,故测量精度受到一定影响。

金属铸造中的材料流动行为研究在我们日常生活中,金属制品无处不在,从小小的螺丝、精致的首饰,到庞大的汽车零部件和建筑结构。
但你有没有想过,这些金属物件是怎么被制造出来的呢?这就不得不提到金属铸造这个神奇的工艺啦。
我还记得有一次,我去一家小型铸造厂参观,那场景真的让我印象深刻。
刚走进工厂,就能听到机器的轰鸣声,闻到一股独特的金属气味。
我看到工人们在炽热的熔炉旁忙碌着,炉子里的金属液红彤彤的,像翻滚的岩浆。
在金属铸造过程中,材料的流动行为可是至关重要的。
这就好比我们在玩接力赛跑,每个队员的速度和传递方式都会影响最终的比赛结果。
金属液从熔炉中流出,进入模具的过程,就像是一场精心编排的舞蹈。
首先,金属液的黏度会影响它的流动速度和流动方式。
如果金属液的黏度太大,就像蜂蜜一样黏糊糊的,那它流动起来就会非常缓慢,甚至可能在还没填满模具之前就凝固了,这样制造出来的铸件就会有缺陷。
相反,如果黏度太小,金属液就会像水一样哗啦啦地流得太快,也容易导致填充不均匀,出现气孔或者缩孔等问题。
金属液的温度也是一个关键因素。
温度太高,金属液的流动性虽然好,但是会对模具造成很大的热冲击,缩短模具的使用寿命;温度太低呢,金属液就会变得浓稠,流动不畅,影响铸件的质量。
我在那个铸造厂里就看到,工人们会时刻用测温枪测量金属液的温度,确保它在合适的范围内。
还有模具的设计和浇口的位置,这也会对金属液的流动产生很大的影响。
想象一下,如果浇口的位置不合理,金属液可能会在模具的某些角落形成漩涡,导致气体被困在里面,从而在铸件中形成气孔。
而一个设计良好的模具,就像是一条畅通无阻的高速公路,能够引导金属液顺利地填满每一个角落。
另外,铸造过程中的压力也不容忽视。
就好像我们用力挤压牙膏管,牙膏就能更容易地挤出来一样。
适当的压力可以帮助金属液更好地填充模具的复杂形状。
在研究金属铸造中的材料流动行为时,科学家们会使用各种各样的先进技术和设备。
比如,他们会通过数值模拟来预测金属液在模具中的流动情况,就像在电脑上进行一场虚拟的铸造实验。
摘要金属材料的热处理后的力学性能取决其内部组织的改变状况,内部组织可以通过金相显微镜对其进行综合分析,力学性能可通过静拉伸试验、硬度试验、冲击试验、疲劳试验、磨损试验中仪器的使用获得。
热处理工艺的制订则有赖于正确掌握成分,淬火温度,冷却速度与组织、性能之间的关系。
一般热处理的基本操作有退火、正火、淬火及回火等。
本实验通过对40Cr淬火温度、冷却速度、回火的综合实验设计,使其每一种热处理影响因素都在单一变量和对照的条件下实现了分析,从而得出了40Cr的金相组织、硬度等相关性能随热处理工艺的变化而发生变化,主要介绍40Cr正火、淬火(水冷)后的组织性能特点。
关键字:仪器使用、原理、40Cr、热处理、金相分析目录第一章仪器的使用及原理1.1 金属力学性能试验1.1.1 静拉伸试验‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 21.1.2 硬度试验‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 21.1.3 冲击试验‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 41.1.4 疲劳试验‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 41.1.5 磨损实验‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 4 1.2 金相综合分析1.2.1 金相显微镜的构成原理及使用‥‥‥‥‥‥‥‥‥‥41.2.2 钢件的火花鉴别法‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥5 1.3 钢的热处理1.3.1 碳钢的热处理‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥61.3.2 结构钢的淬透性测定‥‥‥‥‥‥‥‥‥‥‥‥‥61.3.3 离子氮化‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥6 1.4 铸造综合实验1.4.1中频感应电炉‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥61.4.2真空热压炉‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥61.4.3铸造合金流动性测定‥‥‥‥‥‥‥‥‥‥‥‥‥‥7第二章40Cr热处理及金相分析2.1实验目的‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥72.2实验材料及设备‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥72.3 实验工艺制定‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥72.4 实验结果及分析‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥92.5 2号试样(正火+淬火水冷))具体过程及分析‥‥‥102.6实验总结‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥12致谢‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥12参考文献‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥12第一章仪器的使用及原理1.1金属力学性能实验1.1.1静拉伸试验一、使用及原理静拉伸试验在油压式万能试验机上进行。
设备管理与维修2018翼9(上)铸造合金流动性测定试验与研究邢小颖,汤彬,徐江波,马运(清华大学基础工业训练中心,北京100084)摘要:利用单螺旋流动性测试装置对纯铝、铝硅共晶合金和ZL101的充型能力进行测试。
结果表明,在铸型条件、浇注温度和浇注时间都相同的情况下,铝硅共晶合金充型能力比ZL101好;在合金材料、浇注温度、浇注时间相同的情况下,砂型的充型能力比金属型的充型能力好;在铸型条件、浇注温度、浇注材料相同的情况下,浇注时间越短,充型能力越好。
关键词:纯铝;铝硅共晶合金;ZL101;充型能力中图分类号:TG146.2+1文献标识码:B DOI :10.16621/ki.issn1001-0599.2018.09.610引言铸造性能是一个复杂的综合性能,不是单一的物理性质,通常用充型能力、收缩性、偏析程度等来衡量。
充型能力一般指液态金属填充铸型的能力。
合金的流动性取决于化学成分和浇注条件。
一般情况下影响液态合金流动性的因素主要有3个方面。
(1)合金的种类。
不同的合金种类,具有不尽相同的螺旋线长度,即其流动性不一样。
(2)化学成分和结晶特征。
纯金属和共晶成分的合金,由于是在恒温下结晶的,液态合金从表层逐渐向中心凝固,固液界面比较光滑,对液态合金的流动阻力较小。
同时,共晶成分合金的凝固温度最低,可获得较大的过热度,推迟了合金的凝固,所以流动性最好。
其他成分的合金是在一定温度范围内结晶的,由于初生树枝状晶体与液体金属两相共存,粗糙的固液界面使合金的流动阻力加大,合金的流动性大大下降。
一般来说,合金的结晶温度区间越宽,流动性越差。
(3)铸型及浇注条件。
铸型的结构越复杂、导热性越好,合金的流动性就越差。
提高合金的浇注温度和浇注速度、增大静压头的高度,会使合金的流动性增加。
铸钢的浇注温度为(1520~1620)益,铸铁为(1230~1450)益,而铝合金为(680~780)益。
1试验材料及方法试验材料有3种,分别为纯铝、铝硅共晶合金和ZL101。
华侨大学机电及自动化学院实验报告专业班级:姓名:学号:任课老师:成绩:合金的流动性及合金的充型能力实验一.实验目的1.熟悉合金流动性的概念,掌握铸造合金流动性的测定方法。
2.了解影响合金流动性及充型能力的因素。
二.实验原理液态合金充满铸型型腔。
获得形状完整、轮廓清晰的铸件的能力,称为液态合金的充型能力。
若充型能力不足,将使铸件产生浇不足或冷隔等缺陷。
1.合金的流动性液态合金本身的流动能力,称为合金的流动性,是合金主要铸造性能之一。
合金的流动性愈好,充型能力愈强,愈便于浇出轮廓清晰·壁薄而复杂的铸件,同时也有利于夹杂物和气体的上浮与排除,有利于凝固过程的补缩。
影响合金流动性的因素有很多,但化学成分的影响最为显著。
纯金属和共晶成分的合金,是在恒温下逐层凝固的,凝固层内表面较光滑,对液体的流动阻力小,流动性小;非共晶成分合金是在一定温度范围内结晶的,且为糊状凝固方式,已结晶的树脂晶体对液态合金的流动阻力较大,流动性较差,结晶温度范围愈大,则合金的流动性愈差。
2.浇注条件(1)浇注温度浇注温度愈高,合金的粘度下降,且因过热度大,合金在铸型中保持流动时间长,故充型能力强。
反之充型能力差。
(2)充型压力液态合金在流动方向上所受的压力愈大,则充型能力愈好。
在离心铸造时液态合金受到了离心力的作用,充型能力较强。
(3)液态合金充型时,铸型的阻力将影响合金的流动速度;铸型的导热速度也将影响合金的充型能力。
铸型型腔复杂、导热速度快,均会降低液态合金的充型能力。
三.实验设备及材料1.螺旋形硅橡胶铸型模具,螺旋形金属铸型模具。
2.HWIOO型离心铸造机。
3.电阻干锅炉,热电偶,温控器。
4.共晶成分锡铅合金(Sn-37%Pb),亚共晶成分锡铅合金(Sn-10%Pb)。
5.钢尺,浇注工具等。
四.实验过程及分析1.化学成分对合金流动性的影响(1)实验过程将螺旋形硅橡胶模具分两次放入离心机中固定,依次定量浇入温度为270℃左右的共晶(Sn-37%Pb)和亚共晶(Sn-10%Pb)合金。
《凝固成型原理》实验指导书朱丽娟编沈阳大学机械学院目录实验一:合金的流动性 1 实验二:合金的凝固线收缩 5 实验三:铸造内应力及冷裂的形成9课程编号:11121551 课程类别:专业必修课适用层次:本科适用专业:材料成型与控制课程总学时:64 适用学期:第5学期实验学时:6 开设实验项目数:3撰写人:朱丽娟审核人:赵志立教学院长:张磊实验一:合金的流动性一、实验目的与要求1.了解同心三螺旋流动性试样测定合金流动性的实验方法;2.通过流动性的测试,加强对合金流动性概念的理解二、实验类型验证型三、实验原理及说明液态金属的流动性是用浇注“流动性试样”的方法衡量的。
实际中是将试样的结构和铸造型的性质固定下来,在相同浇注条件下,来比较合金的流动性。
金属液停止流动所获得的螺旋试样总的平均长度就是合金的流动性,单位为mm。
浇注后的试样整体如图3图1 浇注后的试样整体图四、实验仪器图2 同心三螺旋线合金流动性试样简图图3 浇口杯五、实验内容和步骤1.配制好造型用砂:原砂+5%粘土+5%水2.造型、合箱。
造型时,先做下箱,做好后翻转砂箱,把上砂箱放上,做下箱;缓慢的起上箱,放在一边,慢慢起出螺旋试样模具,起的时候注意不能左右前后晃动,应避免流动性试样破坏;然后进行合箱,注意对正。
合箱后铸型放置水平,以保证流动性测试结果具有较高精度。
合箱后的示意图如图4所示。
图图4 流动性试样合箱3.称取ZL102合金3Kg,放入已经预热的石墨坩埚中,合金加热熔化至预定温度,精炼后,升温到浇注温度,备用。
4.浇注合金。
浇注时试样的合箱如图4所示,合金液注入图中的5的位置,然后进直浇道4,合金液充满浇口5后,进入螺旋线的铸型空间中。
5.如果浇注速度过快,合金液就会越过溢流坝5,进入到溢流坑2中,溢流坑2如果充满,则合金液就会溢流道1排出。
这样就会保证在浇注过程的浇注压头不发生变化。
6.浇注完成后,冷却10分钟,等待合金液体完全凝固后,方可打箱,可出同心三螺旋合金试样。