常规控制图与过程能力指数共35页文档
- 格式:ppt
- 大小:4.34 MB
- 文档页数:35
过程能力与过程能力指数过程能力过程能力以往也称为工序能力。
过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。
而生产能力则是指加工数量方面的能力,二者不可混淆。
过程能力决定于质量因素,而与公差无关。
当过程处于稳态时,产品的计量质量特性值有99.73%落在μ±3σ的范围内,其中μ为质量特性值的总体均值,σ为质量特性值的总体标准差,也即有99.73%的产品落在上述6σ范围内,这几乎包括了全部产品。
故通常用6倍标准差(6σ)表示过程能力,它的数值越小越好。
过程能力指数(一)双侧公差情况的过程能力指数对于双侧公差情况,过程能力指数C p的定义为:C p= T =TU-TL (公式1);6σ 6σ式中,T为技术公差的幅度,T U、T L分别为上、下公差限,σ为质量特性值分布的总体标准差。
当σ 未知时,可用σˆ1=R/d2或σˆ2=s/c4估计,其中R为样本极差,R为其平均值,s占为样本标准差,s为其平均值,d2、c4为修偏系数,可查国标《常规控制图》GB/T4091—2001表。
注意,估计必须在稳态下进行,这点在国标GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。
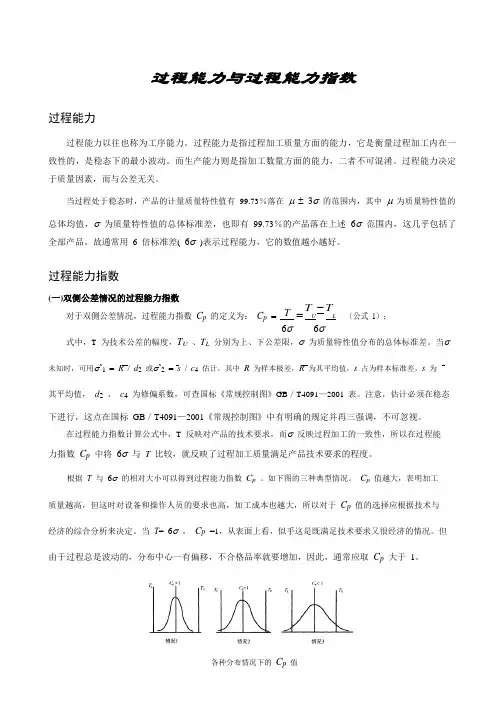
在过程能力指数计算公式中,T反映对产品的技术要求,而σ反映过程加工的一致性,所以在过程能力指数C p中将6σ与T比较,就反映了过程加工质量满足产品技术要求的程度。
根据T与6σ的相对大小可以得到过程能力指数C p。
如下图的三种典型情况。
C p值越大,表明加工质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于C p值的选择应根据技术与经济的综合分析来决定。
当T=6σ,C p=1,从表面上看,似乎这是既满足技术要求又很经济的情况。
但由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取C p大于1。
各种分布情况下的C p值一般,对于过程能力指数制定了如下表所示的评价参考。
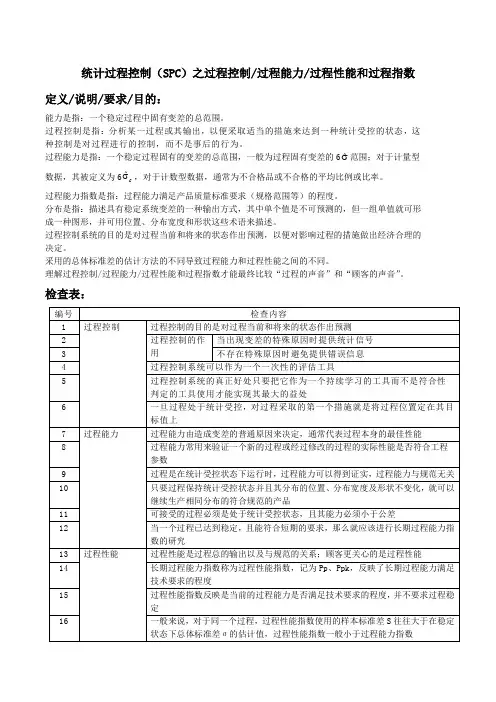
统计过程控制(SPC)之过程控制/过程能力/过程性能和过程指数定义/说明/要求/目的:
能力是指:一个稳定过程中固有变差的总范围。
过程控制是指:分析某一过程或其输出,以便采取适当的措施来达到一种统计受控的状态,这种控制是对过程进行的控制,而不是事后的行为。
过程能力是指:一个稳定过程固有的变差的总范围,一般为过程固有变差的6ˆσ范围;对于计量型σ,对于计数型数据,通常为不合格品或不合格的平均比例或比率。
数据,其被定义为6ˆ
c
过程能力指数是指:过程能力满足产品质量标准要求(规格范围等)的程度。
分布是指:描述具有稳定系统变差的一种输出方式,其中单个值是不可预测的,但一组单值就可形成一种图形,并可用位置、分布宽度和形状这些术语来描述。
过程控制系统的目的是对过程当前和将来的状态作出预测,以便对影响过程的措施做出经济合理的决定。
采用的总体标准差的估计方法的不同导致过程能力和过程性能之间的不同。
理解过程控制/过程能力/过程性能和过程指数才能最终比较“过程的声音”和“顾客的声音”。
检查表:。
控制图和过程能力目录一、控制图-----------------------------------------------------------------------------11.控制图的用途---------------------------------------------------------------------12.控制图的种类、计算公式及适用场合----------------------------------------13.控制图的原理---------------------------------------------------------------------14.控制图的应用步骤---------------------------------------------------------------1 1)X-R图--------------------------------------------------------------------------1 2)P控制图----------------------------------------------------------------------------4 3)计量值控制图与计数值控制图的比较--------------------------------------6 4)通用控制图-----------------------------------------------------------------------75.控制图的判断准则---------------------------------------------------------------96.波动图、控制图在工序控制中的应用程序---------------------------------107.易出现问题及注意事项--------------------------------------------------------10二、过程能力-------------------------------------------------------------------------111.概念-------------------------------------------------------------------------------112.过程能力指数的用途----------------------------------------------------------123.过程能力指数的计算----------------------------------------------------------124.过程能力指数的评定----------------------------------------------------------135.根据过程能力指数C P及相对偏移系数K估计过程的不合格品率--136.提高过程能力的途径----------------------------------------------------------137.易出现问题及注意事项-------------------------------------------------------13第七节控制图和过程能力一、控制图控制图是用来区分过程波动是由其异常原因引起的,还是由固有的随机原因引起的一种工具。