工序能力(新)SPC
- 格式:ppt
- 大小:1.15 MB
- 文档页数:138
★★★质量管理实践五大工具实施系列之SPC统计过程控制实施规范2019-12-23编制: 周小东本规范符合最新IATF16949 2016标准要求;本规范引导企业如何正确实施SPC统计过程控制分析作业。
1.目的通过实施统计过程控制,评估产品要求的符合性、过程和产品的特性及趋势、供方产品、过程能力是否达到规定要求,以便及时采取对策预防质量不良的发生,同时寻找改进的机会。
2.范围本规定适用本公司所有的零部件产品的所有过程。
3.术语与定义3.1工序能力:指工序处于受控状态或稳定状态下在加工精度方面的实际能力,过程能力体现了过程稳定地实现加工质量的范围。
3.2工序处于受控状态或稳定状态:指工序的分布状态不随时间的变化而变化。
3.3 工序加工能力:指工序质量特性的分散(或波动)有多大。
3.4 工序能力指数:即(CP&CPK),产品的公差与工序能力的比较指标值,它表示该工序能力对产品设计质量要求的保证程度。
3.5 CMK:Machine Capability Index的缩写,称为设备能力指数。
3.6 PPK:Process Performance Index的缩写,过程性能指数。
3.7 CPK:Complex Process Capability index 的缩写,过程能力指数(调整修正工序能力指数)。
3.8 SPC:Statistical Process Control是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
4.引用标准条款IATF16949:2016标准条款:8.3.5.2(d)、9.1.1.1、9.1.1.2、9.1.1.3;5.职责5.1、本程序管理部门:品管部5.2、本程序执行部门:技术部、制造部;5.3、各部门具体职责5.3.1、品管部:负责检测、记录并提供相关数据;负责制定公司过程能力调查计划并实施公司过程或产品特性及趋势的分析工作;负责供方产品、过程和体系的相关信息的收集与分析;负责改进措施的跟进及效果的确认。
CP和CPK介绍在评估SMT设备或在选型的时候,常听到“印刷机、贴片机或再流焊设备的Cp和Cpk值是多少?Cp、Cpk是什么意思呢?CP(或Cpk)是英文Process Capability index缩写,汉语译作工序能力指数,也有译作工艺能力指数过程能力指数。
工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着。
若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。
那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:工序能力=6σ 若用符号P来表示工序能力,则:P=6σ 式中:σ是处于稳定状态下的工序的标准偏差工序能力是表示生产过程客观存在着分散的一个参数。
但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。
因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。
这个参数就叫做工序能力指数。
它是技术要求和工序能力的比值,即工序能力指数=技术要求/工序能力当分布中心与公差中心重合时,工序能力指数记为Cp。
当分布中心与公差中心有偏离时,工序能力指数记为Cpk。
运用工序能力指数,可以帮助我们掌握生产过程的质量水平。
工序能力指数的判断工序的质量水平按Cp值可划分为五个等级。
按其等级的高低,在管理上可以作出相应的判断和处置(见表1)。
该表中的分级、判断和处置对于Cpk也同样适用。
表1 工序能力指数的分级判断和处置参考表Cp值级别判断双侧公差范(T) 处置Cp>1.67 特级能力过高T>106 (1)可将公差缩小到约土46的范围(2)允许较大的外来波动,以提高效率(3)改用精度差些的设备,以降低成本(4)简略检验 1.67≥Cp1.33 一级能力充分T=86—106 (1)若加工件不是关键零件,允许一定程度的外来波动(2)简化检验(3)用控制图进行控制 1.33≥Cp>1.0 二级能力尚可T=66—86 (1)用控制图控制,防止外来波动(2)对产品抽样检验,注意抽样方式和间隔(3)Cp—1.0时,应检查设备等方面的情示器 1.0≥Cp>0.67 三级能力不足T=46—66 (1)分析极差R过大的原因,并采取措施(2)若不影响产品最终质量和装配工作,可考虑放大公差范围(3)对产品全数检查,或进行分级筛选0.67>Cp 四级能力严重不足T<46 (1)必须追查各方面原因,对工艺进行改革(2)对产品进行全数检查FMEA(失效模式与影响分析)在设计和制造产品时,通常有三道控制缺陷的防线:避免或消除故障起因、预先确定或检测故障、减少故障的影响和后果。
spc培训课件(如何做过程能力分析报告)spc培训课件(如何做过程能力分析报告)篇一:统计过程控制(SPC)之过程控制过程能力过程性能和过程指数统计过程控制(SPC)之过程控制/过程能力/过程性能和过程指数定义/说明/要求/目的:能力是指:一个稳定过程中固有变差的总范围。
过程控制是指:分析某一过程或其输出,以便采取适当的措施来达到一种统计受控的状态,这种控制是对过程进行的控制,而不是事后的行为。
?范围;对于计量型过程能力是指:一个稳定过程固有的变差的总范围,一般为过程固有变差的6?数据,其被定义为6??c,对于计数型数据,通常为不合格品或不合格的平均比例或比率。
过程能力指数是指:过程能力满足产品质量标准要求(规格范围等)的程度。
分布是指:描述具有稳定系统变差的一种输出方式,其中单个值是不可预测的,但一组单值就可形成一种图形,并可用位置、分布宽度和形状这些术语来描述。
过程控制系统的目的是对过程当前和将来的状态作出预测,以便对影响过程的措施做出经济合理的决定。
采用的总体标准差的估计方法的不同导致过程能力和过程性能之间的不同。
理解过程控制/过程能力/过程性能和过程指数才能最终比较“过程的声音”和“顾客的声音”。
检查表:spc培训课件(如何做过程能力分析报告)篇二:SPC过程能力分析minitab版1、输入数据。
2、堆栈:将数据堆叠到一列中,点选数据—堆叠—列。
出现堆叠列选项框,选取要堆叠的列,点选当前工作表的列,输入存放堆叠的列C26,点确定,即可出现堆叠的列C26。
3、正态性检验点选工具栏统计--基本统计量--正态性检验选择堆叠的列C26,点选百分位数线无,正态性检验Anderson-Darling,输入标题,确定自动生成正态性检验4、绘制Xbar-R控制图点选工具栏统计—控制图—子组的变量控制图--Xbar-R(B)出现Xbar-R控制图选项框,选择刚堆叠的列,输入子组大小,点选选项,出现下图对话框,点选检验,选择对特殊原因进行所有检验,确定点选标签,出现下图对话框,输入标题,确定spc培训课件(如何做过程能力分析报告)篇三:SPC过程能力研究评价指导书有限公司作业文件文件编号:版号:A/0(SPC)统计过程控制过程能力研究评价作业指导书批准:审核:编制:受控状态:分发号:20XX年11月15日发布20XX年11月15日实施过程能力研究评价作业指导书1目的对过程(工序)能力进行研究评价,采取必要的控制措施,确保过程能力满足质量特性值的要求。


SPC 概述Statistical Process ControlSPC Introduction统计性统计管理(SPC = Statistical Process Control)란 ?Statistical ...•统计性方法是用Sampling的Data Monitoring 、分析Process 变动时使用。
Process ...•反复性的事情或者阶段(SIPOC : Supplier → Input → Process → Output → Customer)Control ...• Process正在变化的事实早期警报。
警报是指最终Output出来之前纠正问题,能够具有充分的时间(管理图 : 随着时间工程散布的变化)SPC –对某个 Process掌握品质规格和工程能力状态, 利用统计性资料和分析技法, 在所愿的状态下一直能管理下去的技法。
2SPC 的发展历史SPC 的特征:控制过程,防患于未然。
重点在于预防•電視機彩色密度投机•美國:無不合規格產品出廠,注意力在符合規格•日本: 0.3% 超出產品規格,致力於命中目標製程- 產品-顧客產品(Output)Measurement製程(過程)(Process)展開特性 特徵顧客滿意ManMachine Material Method Environmental4M1E製程,程序影響工作結果之所有原因的集合,亦即為達成工作 結果之製造過程中所有活動的集合管制,控制確保達到要求標準,必要時採取矯正行動何謂製程管制 (程序控制)工作 結果原材料 方法 環境機器 人員原因 手段特性 目的SPC 即。
.自製程中蒐集資料,加以統計分析,並從分析中發覺異常原因,採取改正行動,使製程恢復正常,保持穩定,並持續不斷提昇製程能力的方法。
SPC 即。
.製程 資料異常 穩定製程 製程能力好能力的製程 製程改善製程解析及管制收集資料 統計分析 採取措施 製程能力分析持續改善SPC 的目的維持正常的製程 (在统计的控制之下)事先做好應該做的 (標準,系統) – ex :检测,機台操作程序製程異常發生能偵測出,並除去之,防止其再發能力要足 (有能力的程序)能力指標提昇能力–持續改善 (廣義)SPC 管理Tool的优点•Process由于偶然原因(White Noise = Common Cause Variation)和异常原因(Black Noise = Special Cause Variation)受影响一直变化。
一、各阶段的质量管理重点二.数据的基本常识:⒈数据的分类⒉收集数据的目的⒊收集数据应按注意的事项①有效数字②数字的修约规则⒋数据的几个重要特征:①表示数据集中位置的特征数②表示数据离散程度的特征数:极差、方差、标准偏差(σ) ⒌标准差与平均值关系三、关于SPC理解SPC起源、背景最新版本 SPC的变化SPC的假设条件统计资料的类型(计数、计量)正态分布中值、极差、标准偏差的计算过程的变异四、控制图--SPC质量控制的基本元素是控制图。
⒈什么是控制图:(控制图原理:3σ原则)⒉控制图的主要用途:变异的本质:共同原因、特殊原因管制状态SPC两个阶段:分析阶段,监控阶段分析用的控制图主要目的:管理用的控制图主要作用:充分体现出SPC预防控制的作用。
⒊控制图的基本形式控制图的种类及主要用途 (表)⒋计量值控制图⑴平均值-极差控制图⑵中位数和极差控制图:案例:⑶单值─移动极差控制图(X-Rs)⑷平均值和标准偏差控制图案例:⑸控制线的修订分析⒌计数值控制图计数值控制图有不合格品率控制图(P图)、不合格品数控制图(Pn)图、单位缺陷控制图(u图)和缺陷控制图(C图)。
⑴不合格品率控制图(P控制图)主要用途P控制图几种画法:一是收集的样本大小n不等二是对上述控制界限的计算进行简化,不合格品率控制图(P控制图)画法:案例1:案例2:⑵不合格品数控制图(Pn控制图)案例:⑶单位缺陷数控制图(μ控制图)⑷缺陷数控制图(C图) (例子)⑸公差百分率控制图①什么是公差百分率控制图②中心线和控制界限的确定③公差百分率控制图的特点⒍控制图的观察分析控制图与工序变化的分析和判断⑴工序稳定状态的判断工序是否处于稳定状态,必须同时要满足两个原则⑵工序不稳定状态的判断①点子超出控制界限②点子处在警戒区内③点子在控制界限内,但点子排列有缺陷⒎控制图异常的处理⑴4种情况应重新计算控制界限并作控制图:⑵控制图两种错误的分析⑶3σ控制界限的意义⑷质量特性与控制图的选择要考虑的6个方面:⒏使用控制图的注意事项①分组问题、②分层问题、③控制界限的重新计算课堂练习五、工序能力分析⒈工序能力的含义:工序能力与生产能力、机械能力的区别⒉工序能力的数量表示:为什么用6σ来表示工序能力?⒊工序能力与公差图⒋工序能力指数Cp及其计算①正态分布②双向允差,工序分布中心与规格中心重合(即无偏移的情况)③双向允差,工序分布中心与规格中心有偏移有偏移时工序能力指数用符号CPK表示:例:④单向公差情况:只有公差上限TU时单向公差情况:只有公差下限TL时:例:⒌工序能力的判断及处置⑴工序能力判断标准⑵有偏离系数工序能力的判断标准⑶CP值对应的总体不合格品率表(%)⒍处置:CP>1.67时、1.33 < CP≤1.67时、1< CP≤1.33时、0.67 < CP≤1时、CP≤0.67时⒎改善及矫正措施⒏工序能力指数计算练习。
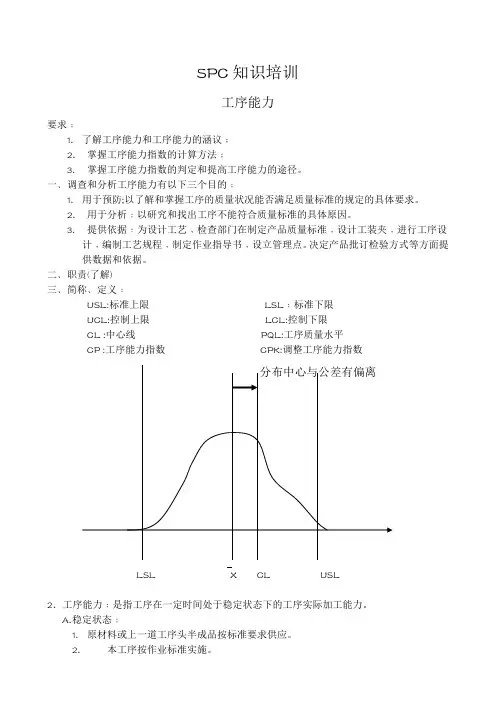
SPC知识培训LSL X CL USL2.工序能力﹕是指工序在一定时间处于稳定状态下的工序实际加工能力。
A.稳定状态﹕1.原材料或上一道工序头半成品按标准要求供应。
2.本工序按作业标准实施。
3. 工序完成后﹐产品检测按标准要求进行。
B. 工序能力﹕质量上的能力﹐是工序固有的能力或者说上工序保证质量的能力。
生产能力﹕数量上能力C. 影响工序的因素﹕操作者﹑机器﹑原材料﹑工艺方法﹑环境。
3.工序能力指数CP 值衡量工序能力大小的值﹐反映工序分布状况。
CP=(USL-LSL)/6δ4.调整工序能力指数CPK 值﹕是反映工序中心X 的位置及规格限内的分布。
CPK=MIN(CPU.CPL)CPU=(USL-X)/3δCPL=(X-LSL)/3δ3.A.工艺方法B.设备﹑工装精度C 操作者水平 离散性大D 材料E 环境六.意义﹕在管理﹑工段﹑作业或检查方面存在的一些问题﹐能被这种技术发现新的问题通常包括质量﹑费用﹑信息﹑建立标准或预算出新的开发或调查研究需要。
七.学会查PQL与CPK对照表1.只有CPU或CPL时﹐CPK=CPU或CPL→PQL2.当X=CL时﹐CPK=CPU=CPL→PQL3.当X≠CL时CPU+CPL→PQL八.例﹕某零件的公差尺寸USL=8-0.05mm,LSL=8-0.10mm.抽100件。
经计算X=7.925mm,δ=0.0082,求该工序能力指数.解﹕由题意知﹕USL=8-0.05=7.95mmLSL=8-0.10=7.90mmCP= USL-LSL = 7.95-7.90 =1.026δ6*0.0082该工序质量保证情况尚可﹐但要适当注意。
控制图要求﹕1。
了解控制图的涵义和作用。
2.了解控制图的原理及其作用方当。
3.学会观察﹐分析和应用控制图。
4.能应用统计的方法﹐分析不良的原因﹐寻找解决问题的对策。
一.控制图法是以控制图形式﹐判断和预报生产过程中质量状况是否发生波动的一种质量控制的统计方法﹐它直接监视生产过程中的质量动态﹐具有稳定生产保证质量﹐积极预防的作用。
工序能力分析一. 工序能力●工序能力是处于稳定生产状态下的实际加工能力。
●所谓处于稳定生产状态下的工序是:a)原材料或上一道工序半成品按照标准要求供应;b)本工序按作业标准实施并应在影响工序质量各主要因素无异常的条件下进行;c)工序完成后,产品检测按标准要求进行。
●在非稳定生产状态下的工序所测得的工序能力是没有任何意义的。
●工序能力的测定一般是在下进行的。
●工序满足产品质量要求的能力主要表现在以下两个方面:a)产品质量是否稳定;b)产品质量精度是否足够。
●在稳定生产状态下影响工序能力的偶然因素的总合结果近似地服从正态分布,为了便于工序能力的量化,可以3σ原则来确定其分布范围。
当分布范围取为μ±3σ时,产品质量合格的概率可达99.7%,接近于1。
●以土3σ,即6σ为标准来衡量工序的能力是具有足够的精确度和良好的经济性的。
于是,取工序能力为6σ。
●生产过程中,主要影响工序能力的有以下一些因素:a)该工序所使用的设备、工装、辅具、刀具、量具等的适用性、精度和可靠性等;b)该工序使用的原材料或半成品的合理性和适应性等;c)该工序选择的工艺方法、工艺规范及操作程序等的正确性和严格性等;d)该工序的操作人员、辅助人员的思想状况和技术水平等;e)该工序所处环境的恰当性等。
二.工序能力指数因为工序能力的定义仅是一个变化范围的描述,为了了解其与标准之间的偏差关系,对工序能力常用一个指数来表示其大小,这就是工序能力指数;它是既定的规格标准与工序能力(产品数量特性的分布范围6σ)的比值,记为Cp;Cp=T/(6σ)三.修正工序能力指数当质量标准规格值的中心值Td=(Tu+Tl)/2与分布中心X 不致时,需用CPK 来计算工序能力Tu-Tl (Tu-Tl)-2| Td-X | C PK =(1-K)--------- = ----------------6S 6S 单侧公差情况下,C PK =C P第五章节控制图---过程控制的工具一. 控制图的概述●经验表明:当出现变差的特殊原因时,控制图能有效地引起人们注意,它们在系统或过程改进要求减少普通原因变差时控制图能反映其大小;●控制限是解释用于统计控制数据的基础;●当过程处于统计控制状态,控制限可用来解释过程能力;●控制限并不是规范限或目标,而是基于过程的自然变化性和抽样计划:●如果一个过程处于稳态且控制限计算正确,过程错误地产生超出控制的机会是相同的,与控制间的距离无关;●一旦经过合适的计算,并且如果过程中普通原因变差不发生改变,则控制限就是合理的;●出现偏差的特殊原因的信号不需要重新计算控制限;●用于长期分析的控制图,最好是尽可能少重新计算控制限,但需要根据过程本身情况来决定;●摩托罗拉公司流行的一段话:●如果你无法以量化的数据来表达你所了解的事,那就表示你不是真正的了解它;如果你对它不是很很了解,你就无法控制它;如果无法控制它那只有靠运气了;二. 控制图的益处供正在进行过程控制的操作者使用;有助于过程在质量上和成本上能持续地,可预测地保持下去;使过程达到:---更高的质量;---更低的单件成本;---更高的有效能力;为讨论过程的性能提供共同的语言:区分变差的特殊原因和普通原因,作为采取局部措施或对系统采取措施的指南;三. 控制图的种类及界限值计算公式控制图通用三线计算公式为: UCL=X平均数+3SCL=X平均数UCL=X平均数-3S四. 控制图的选择流程图五.控制图的正常状态控制图异常现象的分析异常现象)连续7点呈上升或下降趋势测量系统有变化;对R图:77点下降散布逐渐减少,要及时总结,改善过程;七. 控制图的分析与实施步骤八.分析用控制图与过程用控制图。
CTQ、CPK、SPC概念简介CTQ(Critical-To-Quality)的意思是品质关键点该概念常在six sigma管理中被提到。
企业提供的产品和服务必须满⾜客户要求的品质特征. 在Six Sigma (六西格玛)中, 通常⽤Y来表⽰.很多公司都是把其作为⼀个输出的衡量性指标(Outcome Indicator)举个例⼦来说,麦当劳顾客减少,此时的关键指标就是平均每天顾客⼈数(person/day)不同的项⽬有不同的指标的。
什么是关键品质特性(CTQ)顾客最在意的产品或服务的特性品质:功能、可⽤性、可靠性、可维护性…交期:准时价格:⽐较性、价格、总成本、折扣…售后服务:即时性、便利性、速度…Voc = f ( CTQs )Y = f (X1, X2, X3, …Xn)Y = f (X)输出输⼊输出是输⼊的函数为什么要推⾏六西格玛 Why Six Sigma1.竞争的需要2.数据驱动进步3.客户导向及要求4.建⽴共同的语⾔5.掌握通⽤⼯具6.解决⽅法与思路7.降低 FCR,减少失败质量成本英⽂释义CTQs (Critical to Quality) are the key measurable characteristics of a product or process whose performance standards or specification limits must be met in order to satisfy the customer. They align improvement or design efforts with customer requirements.CTQs represent the product or service characteristics that are defined by the customer (internal or external). They may include the upper and lower specification limits or any other factors related to the product or service. A CTQ usually must be interpreted froma qualitative customer statement to an actionable, quantitative business specification.To put it in layman's terms, CTQs are what the customer expects of a product... the spoken needs of the customer. The customer may often express this in plain English, but it is up to us to convert them to measurable terms using tools such as DFMEA, etc.编辑本段CTQ相关信息的分散程度。
SPC操作手册SPC即统计过程控制(Statistical Process Control)。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法、和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC技术原理:统计过程控制(SPC)是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素的影响时,过程处于统计失控状态(简称失控状态)。
由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。
SPC正是利用过程波动的统计规律性对过程进行分析控制的。
因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务稳定地满足顾客的要求。
SPC 强调全过程监控、全系统参与,并且强调用科学方法(主要是统计技术)来保证全过程的预防。
SPC不仅适用于质量控制,更可应用于一切管理过程(如产品设计、市场分析等)。
正是它的这种全员参与管理质量的思想,实施SPC可以帮助企业在质量控制上真正做到"事前"预防和控制,SPC可以:· 对过程作出可靠的评估;· 确定过程的统计控制界限,判断过程是否失控和过程是否有能力;· 为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生;· 减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作。