改善MIG,MAG短路过渡焊接电弧工艺性能的方法_区智明
- 格式:pdf
- 大小:776.17 KB
- 文档页数:6
MIG焊熔滴过渡与电弧形态的观察与分析
李科;齐志龙;吴志生;刘翠荣
【期刊名称】《焊接》
【年(卷),期】2016(0)1
【摘要】利用高速摄影系统摄取MIG焊中熔滴与电弧的清晰图像,提出了测量熔滴尺寸、过渡频率、弧长和弧锥角的方法,并对测量结果进行分析.结果表明,随着焊接电流的变化,出现了四种熔滴过渡方式和三种典型的电弧形态.随着焊接电流的增大,熔滴尺寸减小,过渡频率、弧长和弧锥角均增大.究其原因,电流和电压的增大提高了电弧能量,加快了焊丝末端的熔化速度;同时,增大的电流增强了电弧力,促进了熔滴的脱离.
【总页数】4页(P19-22)
【作者】李科;齐志龙;吴志生;刘翠荣
【作者单位】太原科技大学材料科学与工程学院,030024;太原科技大学材料科学与工程学院,030024;太原科技大学材料科学与工程学院,030024;太原科技大学材料科学与工程学院,030024
【正文语种】中文
【中图分类】TG403
【相关文献】
1.980 MPa级钢配套焊丝电弧形态和熔滴过渡试验分析
2.药芯焊丝CO2气体保护焊熔滴过渡形态观察分析
3.双旁路耦合电弧MIG焊熔滴过渡受力分析
4.窄间隙约
束下熔化极气体保护焊的电弧形态和熔滴过渡分析5.双旁路耦合电弧铝合金MIG 焊熔滴过渡形态研究
因版权原因,仅展示原文概要,查看原文内容请购买。
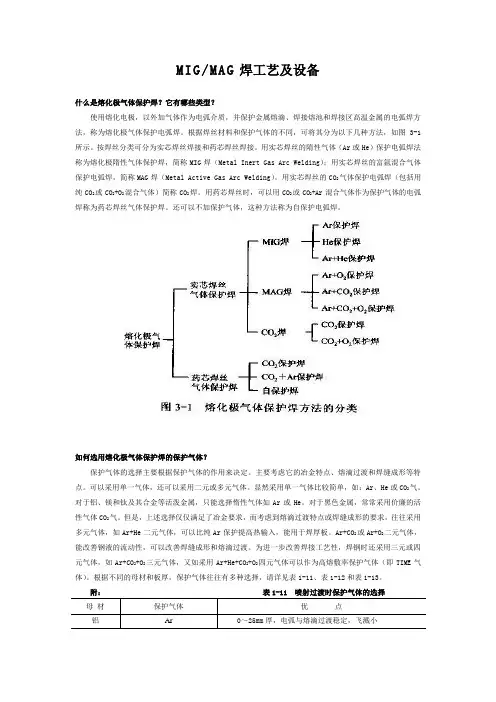
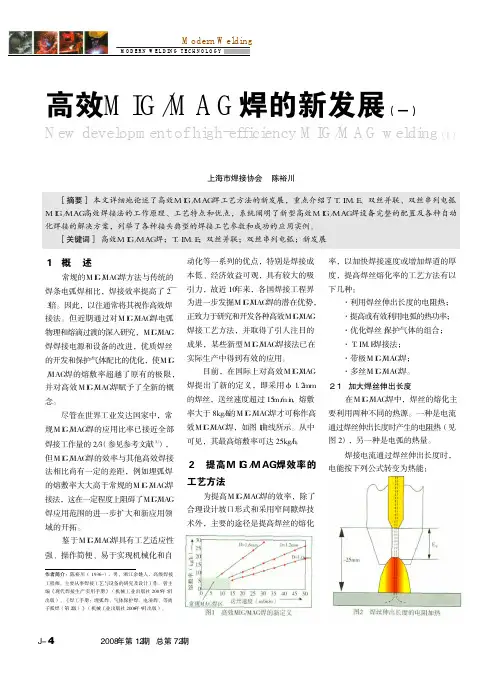
M I G/M A G焊工艺及设备什么是熔化极气体保护焊?它有哪些类型?使用熔化电极,以外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极气体保护电弧焊。
根据焊丝材料和保护气体的不同,可将其分为以下几种方法,如图3-1所示。
按焊丝分类可分为实芯焊丝焊接和药芯焊丝焊接。
用实芯焊丝的隋性气体(Ar或He)保护电弧焊法称为熔化极隋性气体保护焊,简称MIG焊(Metal Inert Gas Arc Welding);用实芯焊丝的富氩混合气体保护电弧焊,简称MAG焊(Metal Active Gas Arc Welding)。
用实芯焊丝的CO2气体保护电弧焊(包括用纯CO2或CO2+O2混合气体)简称CO2焊。
用药芯焊丝时,可以用CO2或CO2+Ar混合气体作为保护气体的电弧焊称为药芯焊丝气体保护焊。
还可以不加保护气体,这种方法称为自保护电弧焊。
如何选用熔化极气体保护焊的保护气体?保护气体的选择主要根据保护气体的作用来决定。
主要考虑它的冶金特点、熔滴过渡和焊缝成形等特点。
可以采用单一气体,还可以采用二元或多元气体。
显然采用单一气体比较简单,如:Ar、He或CO2气。
对于铝、镁和钛及其合金等活泼金属,只能选择惰性气体如Ar或He。
对于黑色金属,常常采用价廉的活性气体CO2气。
但是,上述选择仅仅满足了冶金要求,而考虑到熔滴过渡特点或焊缝成形的要求,往往采用多元气体,如Ar+He二元气体,可以比纯Ar保护提高热输入,能用于焊厚板。
Ar+CO2或Ar+O2二元气体,能改善钢液的流动性,可以改善焊缝成形和熔滴过渡。
为进一步改善焊接工艺性,焊钢时还采用三元或四元气体,如Ar+CO2+O2三元气体,又如采用Ar+He+CO2+O2四元气体可以作为高熔敷率保护气体(即TIME气体)。
根据不同的母材和板厚,保护气体往往有多种选择,请详见表1-11、表1-12和表1-13。
附:表1-12 短路过渡时保护气体的选择附:表1-13 熔化极气体保护焊的保护气体分类表MIG/MAG焊各种金属时,应如何选择保护气体?根据保护气体的氧化性强弱和基体金属的冶金性能,来选择合适的保护气体,如表3-1所示(参考表1-13)。
钢的熔化极气体保护焊(MIG/MAG焊)适用的熔滴过渡方式2012-02-19 13:58:33钢的MIG/MAG焊通常为短路过渡、射流过渡和脉冲射流过渡。
不锈钢的短路过渡MIG焊通常使用φ0.8-φ1.2mm细焊丝和ψ(Ar)95%-75%+ψ(C02)5%-25%的富氩混合气体,用于薄板和打底层焊接。
使用混合气体的效果(无论工艺性能或焊缝成形)要好于使用纯氩。
不锈钢的中厚板焊接可采用射流过渡或脉冲射流过渡,使用氧化性比短路过渡时要小的富氢混合气体,如ψ(Ar)99%-98%+ψ(CO2)1%-2% 、ψ(Ar)95%-90% +ψ(CO2)5%-10%,要求更高时还可采用氩-氦混合气休,如ψ(Ar)70%-50%+ψ(He)30%-50%脉冲射流过渡常使用ψ1.6mm以下的细焊丝,使用小于临界电流的平均电流进行焊接,不仅电流稳定,而且可通过调整脉冲规范以调节焊缝成形,细化组织并提高其抗裂性。
低碳钢和低合金钢的短路过渡MIG焊以使用富氢混合气体保护为宜。
通常使用二元混合气体ψ(Ar)85% -75% +ψ(CO2)15%-25%,氧化性更强的混合气体会导致钨极烧损。
细丝短路过渡MIG焊适用于低碳钢和低合金钢薄板及空间位置焊缝的焊接,焊接电流一般不超过250A。
低碳钢和低合金钢的射流过渡焊的焊接电流必须大于临界电流,也以使用氧化性较小的富氢混合气体为宜,如ψ(Ar)97%-95% +ψ(O2)3%-5%、ψ(Ar)90%-85%+ψ(C02)10%-15%,焊接电流过大也不允许。
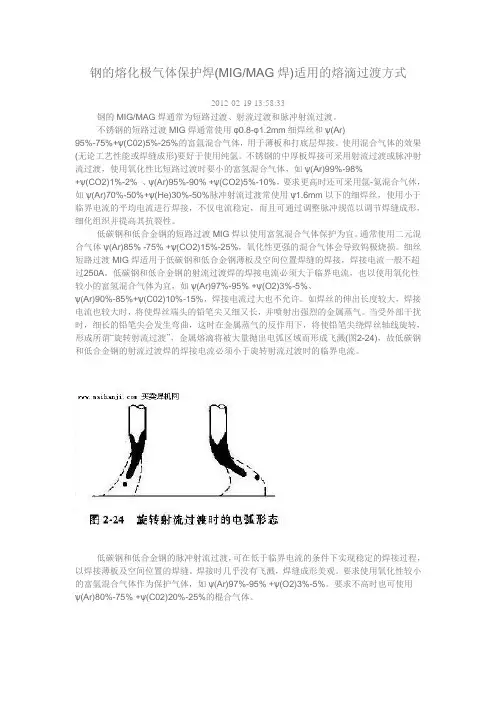
如焊丝的伸出长度较大,焊接电流也较大时,将使焊丝端头的铅笔尖又细又长,并喷射出强烈的金属蒸气。
当受外部干扰时,细长的铅笔尖会发生弯曲,这时在金属蒸气的反作用下,将使铅笔尖绕焊丝轴线旋转,形成所谓“旋转射流过渡”,金属熔滴将被大量抛出电弧区域而形成飞溅(图2-24),故低碳钢和低合金钢的射流过渡焊的焊接电流必须小于旋转射流过渡时的临界电流。
低电流tig电弧辅助高速mig咬边缺陷抑制机理及工艺优化下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!低电流TIG电弧辅助高速MIG咬边缺陷抑制机理及工艺优化1. 引言在焊接过程中,咬边缺陷是一种常见的缺陷,尤其是在高速MIG焊接中更为突出。
改善CO2气体保护焊机性能的有效方法
区智明;曹贞全;孙晓明
【期刊名称】《电焊机》
【年(卷),期】2008(038)002
【摘要】CO2气体保护焊存在飞溅大、焊缝成形差、电弧自调性能差等缺点,制约了其推广和应用.分析了飞溅成因,电源特性和焊缝成形及电弧自调性能的关系,研究和开发了一种能有效降低短路过渡气保焊飞溅的方法,针对逆变式CO2焊机提出了改善焊缝成形和提高引弧收孤性能的方法,针对晶闸管焊机解决了焊丝回烧和电弧自调性能差的问题,获得了满意的工艺效果.
【总页数】5页(P37-40,68)
【作者】区智明;曹贞全;孙晓明
【作者单位】清华大学,机械工程系,北京,100084;清华大学,机械工程系,北
京,100084;清华大学,机械工程系,北京,100084
【正文语种】中文
【中图分类】TG444+.73
【相关文献】
1.CO2气体保护焊机的工艺性能与其电源特性的关系 [J], 初利宝;区智明;马健
2.逆变CO2气体保护焊机动特性及控制 [J], 田松亚;许会这
3.浅谈CO2气体保护焊机典型故障及维修方法 [J], 周怡
4.CO2气体保护焊机的管理与维护 [J], 鲍文霞
5.半自动CO2气体保护焊机送丝系统的改进 [J], 毛惠琳
因版权原因,仅展示原文概要,查看原文内容请购买。

电弧焊接篇(MAG MIG)施工的基本1,焊枪行进方向逆转(后退法)2,提高焊接速度1)焊缝变窄1)焊缝变窄2)焊缝高度变高2)熔深变小3)熔深变大3)焊缝高度变低4)易生气孔4)易生缺焊5)飞溅变多3-1,枪口高度-过高3-2,枪口高度-过低1)背保气体效果不好,发生气孔。
1)飞溅易生堵塞*无法长时间焊接*焊缝不清晰4,焊丝出口⇔母材之间的距离变大的话5,焊丝太粗1)电流减少1)飞溅多发2)弧长变长2)电弧不安定3)熔深变小3)熔深变小4)焊缝容易蛇形6,背保气体7,焊接电流过大1)流量小或者风大容易发生气孔1)焊缝宽2)保护气体种类不同,焊丝熔池移动会改2)熔深大变,电弧状态,焊缝形态,焊接金属的3)焊缝高性质也变化。
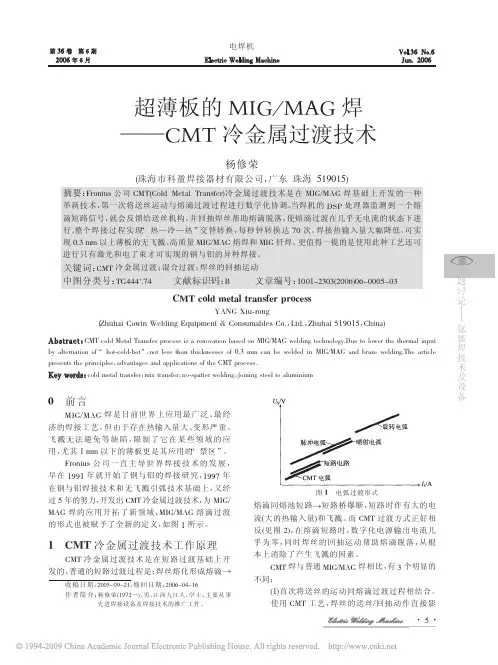
4)飞溅粒度小,飞溅少5)电流过大,熔池不良,焊缝形状不好8,电弧过长9,母材表面油锈过量附着1)焊缝宽1)发生气孔2)焊缝低3)熔深浅4)飞溅颗粒大1,焊枪行进方向逆转(后退法)2,提高焊接速度I 焊接条件和其影响3,枪口高度1)过高2)过低4,焊丝出口⇔母材之间的距离变大的话5,焊丝太粗6,背保气体7,焊接电流过大8,电弧过长(焊接电压高)9,母材表面油锈过量附着表1,焊丝直径和焊丝突出长度(焊嘴高度)表2,焊接电流和焊丝突出长度(焊嘴高度)1.2 1.6突出长度(mm)12~1413~1616~20II 焊丝突出长度焊丝突出长度的设定取决于焊接电流,焊丝直径,焊嘴口径。
如果现场作业需要调整焊丝长度的话,要根据焊丝长度来调整焊接电流,焊丝直径,焊嘴口径。
如果焊丝突出长度设置不良的话,会造成内部小孔,回火,电弧不稳定和飞溅的增加。
表1表示突出长度和焊丝直径的关系,表2表示突出长度和焊接电流的关系。
图1,焊丝突出长度的关系焊丝直径(mmφ)0.8116~20>250突出长度(mm)焊接电流(A)16~2015012~16<25014~18送丝装置突出长度弧长保护气体焊丝焊嘴接触式焊丝出口焊嘴高度焊嘴内径电弧例:(焊枪内径14mmφ=气体流量:15L/分)※焊丝突出长度比表1的数值长出少许时,表3的流量要增加10~30%※a.无风时b. 风速(1.0m/分)时c. 风速(1.0m/分)+流量增加时1) 焊嘴的性能决定被包的效果也不一样,无风和有风时被包气体卷入空气的关系图例见图2(a~c)。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910279875.2(22)申请日 2019.04.09(71)申请人 兰州理工大学地址 730050 甘肃省兰州市七里河区兰工坪路287号申请人 陈会子(72)发明人 黄健康 陈会子 何旌 余淑荣 管志忱 (51)Int.Cl.B23K 9/16(2006.01)B23K 9/167(2006.01)B23K 9/173(2006.01)(54)发明名称一种摆动TIG辅助MIG/MAG的窄间隙焊接方法(57)摘要本发明属于窄间隙焊接技术领域,具体涉及一种摆动TIG辅助MIG/MAG的窄间隙焊接方法。
构建窄间隙焊接装置主要由TIG焊机及焊枪、MIG/MAG焊机及焊枪、和摆动器构成。
在该装置中,TIG焊枪上连接摆动装置,以实现TIG焊枪的左右摆动。
焊接过程中TIG电弧在前,MIG焊枪在后。
TIG电弧发生摆动时,TIG熔池会变宽,且燃烧窄间隙侧壁,使侧壁熔化,同时MIG/MAG熔池中的液态金属会流向TIG焊熔池,使得焊缝与母材得到有效地结合,得到良好的侧壁熔合。
本发明解决了MIG/MAG焊在窄间隙中侧壁熔合不良的问题,同时稳定了MIG/MAG焊电流电压,能有效减少窄间隙焊接飞溅。
权利要求书1页 说明书2页 附图3页CN 110293281 A 2019.10.01C N 110293281A权 利 要 求 书1/1页CN 110293281 A1.一种摆动TIG辅助MIG/MAG的窄间隙焊接方法,包括以下步骤:第一步,构建一种摆动TIG辅助MIG/MAG的窄间隙焊接装置,该装置主要由TIG焊机及焊枪、MIG/MAG焊机及焊枪、和摆动器构成,在该装置中,TIG焊枪上连接摆动装置,以实现TIG焊枪的左右摆动;第二步:采用摆动TIG辅助MIG/MAG的窄间隙焊接装置进行窄间隙焊接,在起弧过程中,先启动TIG电弧,然后开启摆动装置,待工件表面形成TIG熔池后再开启MIG/MAG电弧,焊接过程中TIG电弧在前,MIG焊枪在后,TIG电弧发生摆动时,TIG熔池会变宽,且燃烧窄间隙侧壁,使侧壁熔化,同时MIG/MAG熔池中的液态金属会流向TIG焊熔池,使得焊缝与母材得到有效地结合,解决MIG/MAG侧壁熔合不良的问题。
脉冲MIG/MAG焊接熔滴过渡的自适应模糊控制
赵举东;杨虹
【期刊名称】《电子与自动化》
【年(卷),期】1997(026)001
【摘要】脉冲MIG/MAG焊接熔滴过渡的控制是焊接技术领域的一个重要研究课题。
本文提出了采用自适应模糊控制方法对脉冲MIG/MAG焊接熔滴过渡进行在线实时控制,建立了以全数字控制IGBT逆变弧焊电源为核心的自适应模糊控制系统。
【总页数】5页(P14-18)
【作者】赵举东;杨虹
【作者单位】华南理工大学;惠州大学物理系
【正文语种】中文
【中图分类】TG456
【相关文献】
1.高频脉冲耦合铝合金激光-MIG复合焊接熔滴过渡及其熔覆特性 [J], 朱宗涛;王雪飞;杨晓益;高健
2.铝合金脉冲MIG焊接熔滴过渡行为的声发射信号时频域表征 [J], 罗怡;谢小健;朱洋;万瑞;胡绍裘
3.铝脉冲MIG焊亚射流过渡自适应控制熔滴过渡行为分析 [J], 杨立军;李志勇;李桓;李俊岳
4.脉冲MIG/MAG焊接熔滴过渡的双模糊器控制系统 [J], 赵举东
5.铝及其合金脉冲MIG焊接熔滴过渡的短路模糊控制 [J], 孙栋;杨虹
因版权原因,仅展示原文概要,查看原文内容请购买。