民用飞机隔框结构设计
- 格式:pdf
- 大小:1.42 MB
- 文档页数:2
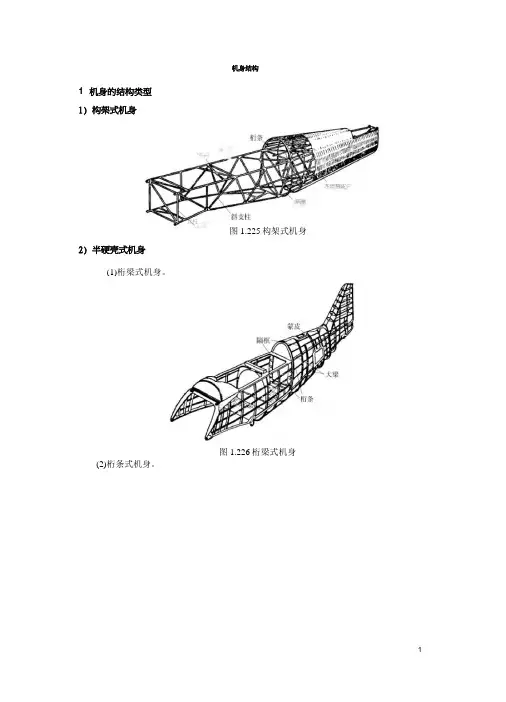
机身结构1 机身的结构类型1)构架式机身隔框立柱图1.225构架式机身2)半硬壳式机身(2)桁条式机身。
ill'亦质慕皮(1)桁梁式机身。
图1.226桁梁式机身2 机身主要构件机身主要部件包括蒙皮、桁条、桁梁和隔框。
1) 蒙皮机身蒙皮的作用与机翼蒙皮的作用一样,用来维持机身外形;同时蒙皮与支撑它的构件一起承受和传递局部气动载荷和弯矩。
2) 桁条和桁梁桁条和桁梁都是机身结构的纵向构件 3) 龙骨梁龙骨梁是机身的一个主要纵向部件,它由上、下两个受压的弦杆和一个带有加强筋的承剪腹板结构件组成。
龙骨梁位于中央翼下方、两主轮舱之间的机身中心线上,如图1.229所示。
3)硬壳式机身桁条式机身结构图1.227 ■罐皮隔梃-图1.228硬壳式机身阻力揑杆连播到孙梁中删严捲头/也机纵轴缄惦流也皮茧捽框一龙骨陀支傑枇一刖图1.229机身龙骨梁4)隔框机身隔框可分为普通隔框和加强隔框两种。
(1)普通隔框。
(a)(b)图1.230普通隔框(2)加强隔框。
图1.231壁板板式加强隔框5)机身上骨架元件与蒙皮的连接机身蒙皮同骨架元件的连接有两种方式:第一种:蒙皮只与桁条相连,如图1.232(a)所示;第二种,蒙皮既与框相连,又与桁条相连,如图1.232(b)所示。
(a)⑹(c)图1.232蒙皮与骨架元件的连接方式1—蒙皮;2—桁条;3—框;4—补偿片(a)(b)图1.233框与桁条的连接1—蒙皮;2—桁条;3—框;4—弯边;5—角片3 增压密封现代飞机大都在空气稀薄的高空中飞行,为了保证空勤人员和旅客在高空飞行时的正常工作条件和生理要求,以及保证仪表、设备可靠地工作,都采用了增压气密座舱。
图1.234所示为波音B737飞机的增压气密座舱区域。
STA{站位)^TA17K1016ISTAS'fASTASTASiA227.S294.5540663727匚二|增压区墜非增压区图1.234B737飞机增压区增压气密舱内需要密封的地方有:各骨架构件与蒙皮的对接处(铆接和螺栓连接);蒙皮与壁板之间;飞机和发动机操纵系统的拉杆和钢索在座舱内增压区和非增压区交界面的进出口处;飞机液压系统、引气系统、空调系统的导管、电缆束进出口;座舱盖口和应急出口;舱口和窗口等。
飞机装配工艺课程设计9911839隔框的装配型架设计学院:航空航天工程学部专业:飞行器制造工程班级: 1434030302学号: ************姓名:**指导教师:**沈阳航空航天大学2018年1月摘要飞机装配型架主要由:骨架、定位件、夹紧件和辅助设备组成。
其主要功用是保证产品准确度和互换性,改善劳动条件、提高装配工作生产效率,降低生产成本。
型架设计的主要内容有:型架设计基准选择;装配对象在型架中的放置状态;选择工件的定位基准,确定主要定位件的形式及其布置,尺寸公差的选择;工件的出架方式;型架的安装方法;型架结构形式的确定;骨架刚度验算;骨架支撑与地基估算;考虑温度对型架准确度的影响。
本文针对9911839隔框的相关结构特点,进行工艺分析,结合装配使用要求对该隔框进行了装配型架的设计,主要包括对两种形式加强筋的定位与夹紧,对缘条与腹板的定位与夹紧等,并对所设计型架的工艺特性进行简要的阐述与分析。
关键词: CATIA、型架、定位件、夹紧件、骨架目录第1章引言 (1)第2章装配件工艺分析 (3)2.1 工艺分离面的选择 (3)2.2 9911839隔框结构分析 (5)第3章装配型架及其零件设计 (6)3.1 装配型架的功用及技术要求 (6)3.2 产品的放置状态 (7)3.3 产品的出架方式 (7)3.4 骨架的设计 (8)3.5 定位件与夹紧件的设计 (9)3.6 温度对型架准确度的影响 (12)第4章型架的安装 (14)4.1 安装方法的选择 (14)4.2 标准样件安装方法优缺点 (14)4.3 型架的安装过程 (14)4.4 型架总装图 (15)第5章创建二维工程图 (16)总结 (17)参考文献 (18)第1章引言飞机装配过程就是将大量的飞机零件按图纸、技术条件进行组合连接的过程,一般是由零件先装配成比较简单的组合件和板件,再逐步装配成比较复杂的段件和部件,最后将各部件对接成整架飞机。

飞机隔框CATIACAD课程设计精品文档沈阳航空航天大学课程设计某机机身 14478 站位面框 CAD设计学院航空航天工程学部专业飞行器制造工程(航空维修)班级04030501学号2010040305015姓名刘华星指导教师秦政琪沈阳航空航天大学2013 年 12 月。
I 欢迎下载沈阳航空航天大学课程设计课程设计任务书院(系)航空航天学部专业飞行器制造工程专业(航空维修)班级04030501学号2010040305015学生姓名刘华星课程设计题目某机机身 14478 站位面框 CAD设计课程设计时间 2013 年 11 月 18 日至 12 月 6日地点校内课程设计内容及要求:内容:1.了解飞机 CAD建模规则,了解飞机数字化设计制造方法;2.了解飞机结构;3.熟悉 CATIA软件;4.确定某机机身 14478 站位面(站位点)框相关参数;5.采用飞机数字化设计路线,对某机机身14478 站位面(站位点)框结构进行设计;6.绘制二维装配图 1 份(不要求打印);7.完成论文 1 篇,要求不少于 5000 字。
毕业设计步骤:1.调研,即查找相关书籍、期刊资料;2.建立 CAD数模;3.撰写课程设计论文;4.申请答辩。
参考文献:II精品文档[1]尤春风 . CATIA V5 高级应用 [M]. 北京 : 清华大学出版社 ,2005[2]曾洪江 . CATIA V5 机械设计从入门到精通 [M], 北京 : 中国青年出版社,2004.7[3]程宝渠 . 飞机制造协调准确度与容差分配[M]. 北京航空工业出版社,1985.5[4]王云渤等 . 飞机装配工艺学 [M]. 国防工业出版社 ,1990 年 8 月[5]唐荣锡 . 计算机辅助飞机制造 [M]. 北京 : 国防工业出版社 ,1993月指导教师签字2013年11月18日。
III欢迎下载精品文档摘要某机身14478 站位面(站位点)框CAD课程设计,是在飞机数字化技术的基础上,运用飞机构造学、材料力学、互换性与技术测量等知识,查询飞机设计手册、机械设计手册,利用CATIA V520 软件进行绘制以及装配设计机身14478 站未眠隔框。
飞机机身隔框维修方案设计摘要:本文通过对飞机机身隔框经常出现的故障维修问题进行探讨,进一步分析机身隔框的受力情况,并提出了一套对机身隔框维修方案设计、简明实用、可推广使用。
关键词:隔框接头定位基准铆接引言:大型民机机身隔框多数采用铝合金板材成形。
成形方法有几种,典型的一种是用型辊成形机将卷材成形出Z形截面型材,然后用外形滚弯成形机进行R 为1.5~3mm的滚弯,固溶处理后进行拉形以去除固溶处理变形和调整成形精度。
在这些工序中,拉形占生产成本中的模具费和劳务费比例很大。
因此,降低成本的一个重要手段是取消这种拉形。
要取消拉形,必须解决两个问题。
其一是确定一种消除固溶处理变形影响的工艺过程;其二是提高外形成形本身的精度。
前者已提出了带有新热处理方法的工艺过程。
这种滚弯成形前实施固溶处理的方法,由于其后自然时效硬化进展的不同而对成形精度影响大,所以采用回归处理进行软化以使材料稳定。
另一方面,为提高外形成形精度,必须提高成形辊的位置精度及其重复性。
采用五级辊成形装置将全部成形量分配给三个过程的成形方法,经过适当的分配即能防止扭曲等变形。
装机后维修在隔框一生中扮演着很重要的角色,下面就来谈一谈它的维修。
⒈隔框的概述作为横向元件的隔框分为普通框和加强框。
普通框主要维持机身的截面形状,承受蒙皮的局部载荷。
普通框一般为环形框。
当机身为圆截面时,普通框的内力为环向拉应力;当机身截面有局部接近平直段时,则普通框内就会产生弯力。
加强框除上述作用外,主要功用是将装载的质量力和其他部件(机翼、尾翼等)上的载荷,经连接接头传递到机身结构上,将集中力加以分散,然后以剪流的形式将力传给机身蒙皮。
现代飞机上的框大都由铝合金或钛合金板材制成。
为此,这里只重点讲述铝合金框损伤维修。
由于钛合金跟铝合金框损伤维修差不多,在介绍钛合金框的损伤维修过程中只介绍注意的一些问题和具有钛合金框特殊的焊接修理。
⒉隔框的受力分析2.1加强隔框受垂直集中力的情况环形隔框一般由内外凸缘.腹板和支柱等组成。
民用飞机机身门框设计研究马文博【摘要】民用飞机机身上有较多舱门开口,导致机身结构不连续和应力集中,在设计时需要对开口进行加强以承受开口周围的载荷,保证飞机结构完整性、安全性和功能.介绍了几种机身开口加强门框的结构形式和特点,并以某型号飞机后登机门框为例,详细介绍其结构特点,对民用飞机门框结构设计提供了一定借鉴意义.【期刊名称】《装备制造技术》【年(卷),期】2015(000)007【总页数】3页(P61-63)【关键词】机身;开口;门框;飞机【作者】马文博【作者单位】上海飞机设计研究院结构设计研究部,上海201210【正文语种】中文【中图分类】V215.22在民用飞机设计中,由于适航及功能需要,机身上不同部位布置有一定数量不同大小、形状、功能和承载方式的舱门,如登机门、服务门、货舱门、应急舱门、起落架舱门等,这样不可避免需要在机身上开口,这些舱门开口通常在机身的重要承载部位[1]。
机身开口后会导致机体结构的不连续,从而导致应力集中、参差弯曲等问题,周围的载荷重新分配,因此需要对舱门开口进行加强,以承受开口周围的载荷,在舱门开口周边均布置了门框加强结构[2]。
门框的方案布局除了要考虑门框不同方案的承载特性外,还要考虑舱门开口处机身总体受载特点,尤其是总体弯矩引起的长桁轴力分布特点,以及舱门的特点如舱门的类型、打开方式、连接结构以及舱门的承载情况。
此外,还应考虑门框与舱门的刚度匹配问题。
从提高结构的材料利用率,从而减轻重量的角度来看,舱门最好都设计成能够传递机身总体载荷的受力舱门,但为了满足适航要求往往做不到这一点。
尤其是登机门和应急门,必须设计成能够快速方便的打开,一般设计成不参与机身总体受力形式。
民用飞机货舱门往往没有快速打开的要求,在满足适航要求的前提下,可设计成剪力式舱门结构,参与机身总体剪力的传递。
本文介绍了几种机身开口加强门框的结构形式和特点,并以某型号飞机后登机门框为例,介绍了其结构特点,为民用飞机大开口加强和门框结构设计提供了一定借鉴意义。
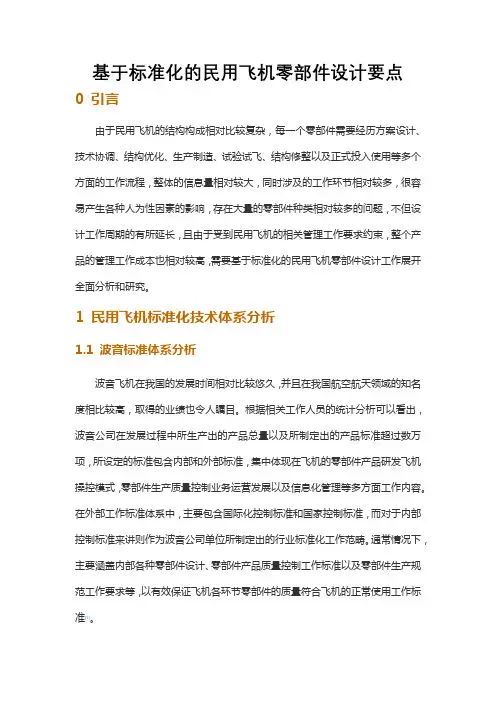
基于标准化的民用飞机零部件设计要点0 引言由于民用飞机的结构构成相对比较复杂,每一个零部件需要经历方案设计、技术协调、结构优化、生产制造、试验试飞、结构修整以及正式投入使用等多个方面的工作流程,整体的信息量相对较大,同时涉及的工作环节相对较多,很容易产生各种人为性因素的影响,存在大量的零部件种类相对较多的问题,不但设计工作周期的有所延长,且由于受到民用飞机的相关管理工作要求约束,整个产品的管理工作成本也相对较高,需要基于标准化的民用飞机零部件设计工作展开全面分析和研究。
1 民用飞机标准化技术体系分析1.1 波音标准体系分析波音飞机在我国的发展时间相对比较悠久,并且在我国航空航天领域的知名度相比较高,取得的业绩也令人瞩目。
根据相关工作人员的统计分析可以看出,波音公司在发展过程中所生产出的产品总量以及所制定出的产品标准超过数万项,所设定的标准包含内部和外部标准,集中体现在飞机的零部件产品研发飞机操控模式,零部件生产质量控制业务运营发展以及信息化管理等多方面工作内容。
在外部工作标准体系中,主要包含国际化控制标准和国家控制标准,而对于内部控制标准来讲则作为波音公司单位所制定出的行业标准化工作范畴。
通常情况下,主要涵盖内部各种零部件设计、零部件产品质量控制工作标准以及零部件生产规范工作要求等,以有效保证飞机各环节零部件的质量符合飞机的正常使用工作标准[1]。
1.2 空客标准体系空客公司作为一家跨国航空企业,单位所涉及的工作领域比较宽泛,同时其中的各项分支业务以及分支代表比较复杂。
如何全面实现对空客体系的科学化管理,是实现飞机零部件标准化设计工作的重要基础,也是一项重点问题。
根据相关数据统计分析可以看出,空客公司标准数量也超过了数万项以上,在零部件产品的标准方面,主要是以基础生产控制标准以及零部件工艺化生产控制标准作为主要的工作内容。
同时,空客公司也建立起更加专业化的标准化管理工作部门,对各个不同环节工作进行有效协调和保障。
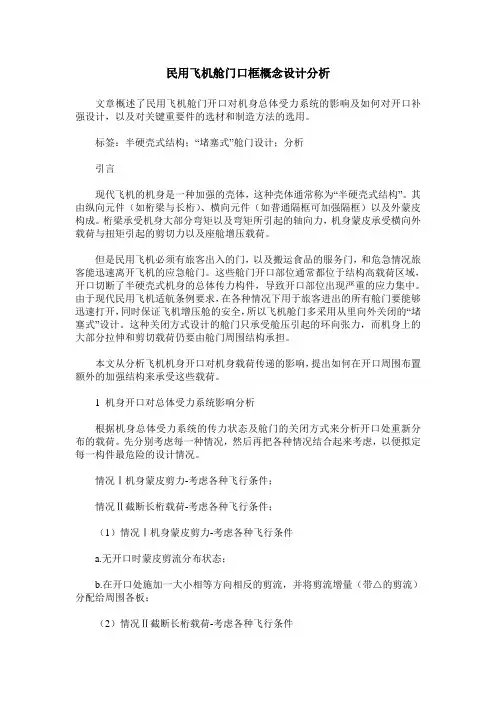
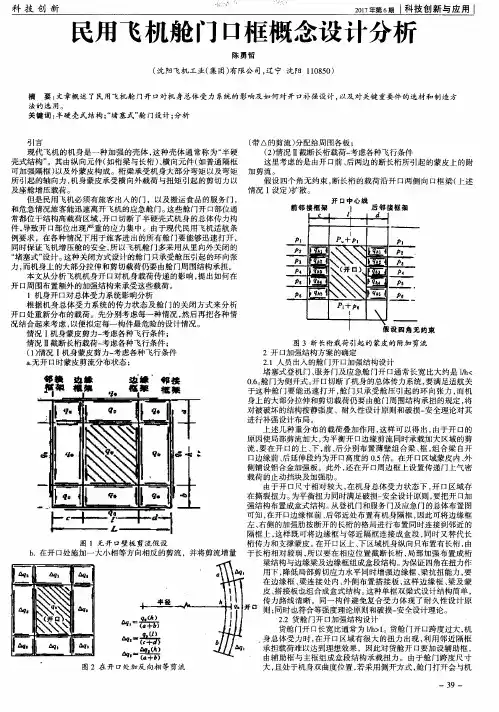
民用飞机舱门口框概念设计分析文章概述了民用飞机舱门开口对机身总体受力系统的影响及如何对开口补强设计,以及对关键重要件的选材和制造方法的选用。
标签:半硬壳式结构;“堵塞式”舱门设计;分析引言现代飞机的机身是一种加强的壳体,这种壳体通常称为“半硬壳式结构”。
其由纵向元件(如桁梁与长桁)、横向元件(如普通隔框可加强隔框)以及外蒙皮构成。
桁梁承受机身大部分弯矩以及弯矩所引起的轴向力,机身蒙皮承受横向外载荷与扭矩引起的剪切力以及座舱增压载荷。
但是民用飞机必须有旅客出入的门,以及搬运食品的服务门,和危急情况旅客能迅速离开飞机的应急舱门。
这些舱门开口部位通常都位于结构高载荷区域,开口切断了半硬壳式机身的总体传力构件,导致开口部位出现严重的应力集中。
由于现代民用飞机适航条例要求,在各种情况下用于旅客进出的所有舱门要能够迅速打开,同时保证飞机增压舱的安全,所以飞机舱门多采用从里向外关闭的“堵塞式”设计。
这种关闭方式设计的舱门只承受舱压引起的环向张力,而机身上的大部分拉伸和剪切载荷仍要由舱门周围结构承担。
本文从分析飞机机身开口对机身载荷传递的影响,提出如何在开口周围布置额外的加强结构来承受这些载荷。
1 机身开口对总体受力系统影响分析根据机身总体受力系统的传力状态及舱门的关闭方式来分析开口处重新分布的载荷。
先分别考虑每一种情况,然后再把各种情况结合起来考虑,以便拟定每一构件最危险的设计情况。
情况Ⅰ机身蒙皮剪力-考虑各种飞行条件;情况Ⅱ截断长桁载荷-考虑各种飞行条件;(1)情况Ⅰ机身蒙皮剪力-考虑各种飞行条件a.无开口时蒙皮剪流分布状态;b.在开口处施加一大小相等方向相反的剪流,并将剪流增量(带△的剪流)分配给周围各板;(2)情况Ⅱ截断长桁载荷-考虑各种飞行条件这里考虑的是由开口前、后两边的断长桁所引起的蒙皮上的附加剪流。
假设四个角无约束,断长桁的载荷沿开口两侧向口框梁(上述情况Ⅰ设定)扩散。
2 开口加强结构方案的确定2.1 人员出入的舱門开口加强结构设计堵塞式登机门、服务门及应急舱门开口通常长宽比大约是l/h1。
飞机普通框及其对接形式的分析作者:胡斌石鹏飞刘世群来源:《科技视界》2014年第20期0 引言现代运输机机身均为由横向隔框、纵向长桁或梁和蒙皮组合而成的半硬壳式结构。
而横向隔框的结构形式,纵向构件的剖面形状,不同区域蒙皮的状态,以及蒙皮与隔框、纵向构件的连接形式,采用何种结构形式的连接剪力片、止裂板的配置及其诸构件布置是否合理,对于结构能否减缓裂纹的产生和扩展,能否充分发挥每个结构件的材料潜能,都会产生较大的影响,因此机身结构形式的确定及其构件之间连接方式的选择是结构设计中很重要的环节。
通常机身结构都是采用简单、可靠性强、风险小而且经过了实践考验的传统结构形式和连接方式,采用损伤容限、耐久性设计准则,同时在细节设计上采取各种抗疲劳裂纹的设计措施,以提高结构抗开裂、腐蚀及意外损伤的能力,从而提高结构的耐久性。
主要结构还应尽可能采用多路传力的结构布局和止裂技术,从而提高结构壁板的损伤容限特性。
目前美国的波音公司和欧洲的空中客车公司的系列飞机机身均为半硬壳式结构,但是机身结构中的普通框的组合结构形式又都各不相同。
但这些结构形式都满足适航条例的要求,而且也都经过了大量试验验证和长期飞行实践的考验,证明是成功的设计,具有良好的抗疲劳开裂、抗腐蚀和抗意外损伤的结构品质。
麦道系列飞机机身的普通框是。
由Z形剖面和L形剖面板弯件铆接而成,框缘为不直接与蒙皮相连的“浮框式”,L形剪切角片与蒙皮相连可起到一定的止裂作用,以防止在环向应力作用下纵向裂纹的扩展。
但框缘直接与长桁弯边相连,在座舱增压时,被连接的长桁弯边会因偏心而易产生裂纹。
波音飞机(如波音747)的机身结构使用了框、角片分别与帽形长桁的直边两侧相连,就很好地解决了麦道飞机存在的上述问题,并且用框加强型材的方式很好地补偿了由于长桁通过给框腹板带来的开口削弱,也就防止了框腹板开口处裂纹的产生。
而空中客车系列飞机的机身结构则是利用L形板弯件与框桁角片合二而一的剪力片,将蒙皮、框腹板和长桁连接起来。
飞机隔框的组成
飞机隔框通常由以下几部分组成:
1.隔板:隔板是飞机隔框最基本的组成部分,它由钢、铝合金或复合材料制成,用于隔开飞机的舱室和机舱,防止烟雾、火灾等灾害扩散。
2.门:飞机隔框的门可以是手动或自动型,通常由钢、铝合金或复合材料制成,用于进出隔框或分隔不同舱室。
3.窗:飞机隔框上的窗户通常由防爆玻璃制成,防止在紧急情况下窗户破碎,造成人员伤亡。
4.空气循环系统:飞机隔框内部有空气循环系统,提供空调、通风、氧气和导风等功能。
5.控制面板:飞机隔框配有控制面板,实现隔板门、氧气供应、温度和湿度等参数的调节控制。
飞机隔框工艺规程
(1)设计形式
由原隔框的具体结构及设备可知,该框原结构及周围设备相对于框平面高低悬殊,位置及形状都不规则,因而无法直接在原隔框结构上进行装饰处理,为此特别增加一个辅助装饰隔板,该隔板安装在原隔框后,并将原框结构及附属设备完全包覆。
(2)材料的选用
隔框辅助装饰隔板选用蜂窝夹层结构复合材料,该复合板芯层是进口NOMEX蜂窝芯,并对称铺设面层,各面层由内向外为
BMS8-79.181型、BMS8-79.120型环氧预浸布。
选择这种复合材料的原因是基于以下几点:
①单位面积重量小;
②比强度、比刚度大;
③阻燃性符合CCAR-25中的阻燃要求;
④具有良好的隔音效果;
⑤装饰效果也较满意;
⑥这种蜂窝夹层结构复合材料的制造及加工工艺成熟:
⑦具备较好的的可靠性与经济性。