拉丝机的分类及特点
- 格式:doc
- 大小:130.04 KB
- 文档页数:4
设备选型介绍苏州准盛机电有限公司设备选型简介一直以来,国内在使用高速拉丝机方面都是跟随台湾技术亦步亦趋。
型号也琳琅满目,很多客户不知道哪种设备更符合自己要求。
现在把市场上已有的拉丝设备做个简单总结。
希望能给广大客户带去帮助和增加认识。
第一代卧式高速拉丝机FD24、FD20 (最早在国内生产的台湾高速拉丝机)优点:1、机械减面率低,张力经锥轮调节,保持固定滑差范围,这种方式对母线和模具的要求都放低了。
只要母线和模具质量不是太差,都可以开高速。
2、主箱体部分一体铸造,副箱体为钢板件。
比全钢板焊接箱体稳定性好。
3、塔轮设计成平行的卧式结构,操作方便灵活。
4、整个电气控制用PLC控制,运行直观,易于学习和维修。
5、张力全自动控制。
6、膨胀轴收线结构,上下盘快速灵活方便。
缺点:1、机械结构复杂,轴承故障率高,维修成本高。
2、第一轴、第三轴、第五轴皮带轮损坏率高。
3、密封仍然采用油封,很多情况是拉丝油进入油箱造成轴承进水损坏。
4、采用油润滑,质量差的机械油会因温度的关系,油产生分解,油箱底部会有很厚的油基沉淀,阻塞轴承润滑,容易造成轴承的损坏。
(已经有了这种机型的客户在以后换油时建议采用美孚抗磨液压油AW68号)5、针对某些应用到双变频的场合,结构上没办法改进,只能是唯一的单变频结构。
第二代立式双变频高速拉丝机:20D、22D、24D、24DS、14D 等设备减面率:20D(10%)22D、14D(15%)24D、24DS (13%)减面率越小,设备对线材的要求相应降低。
优点:1、收卷单独电机控制,动态恒张力控制,滑差低,对保证铜线的光洁度要比卧式机好。
2、机体整体铸造,稳定性能更好。
3、轴孔一刀镗孔,配合轴承座安装,同心度好、干式无油润滑、机械密封、前定位、自然风冷等五大技术的应用保证轴承寿命很长(理论寿命达到六年)。
缺点:1、因为动态恒张力控制滑差底,双变频设备对母线和模具以及拉丝油等周边配置要求比较高。
一、线材拉伸的基本原理1.线材的拉伸线材的拉伸是指线坯在一定的拉力作用下,通过模孔发生塑性变形,使截面减小、长度增加的一种压力加工方法。
2.拉伸的特点(1)拉伸的线材有较精确的尺寸,表面光洁,断面形状可以多样。
(2)能拉伸大长度和各种直径的线材。
(3)以冷加工为主,拉伸工艺、模具、设备简单,生产效率高。
(4)拉伸能耗较大,变形受一定的限制。
3.拉伸的原理拉伸属于压力加工范围,拉伸过程中除了产生极少的粉屑外,体积变化甚微,因此拉伸前、后金属的体积基本相等。
4.影响拉伸的因素(1)铜、铝杆(线)材料。
在其他条件相同时,拉铜线比拉铝线的拉伸力大,拉铝线容易断,所以拉铝线时应取较大的安全系数。
(2)材料的抗拉强度。
材料的抗拉强度因素很多,如材料的化学成分,压延工艺等,抗拉强度高则拉伸力大。
(3)变形程度。
变形程度越大,在模孔变形段长度越长,因而增加了模孔对线的正压力,摩擦力也随之增加,拉伸力也增加。
(4)线材与模孔间的摩擦系数。
摩擦系数越大,拉伸力越大。
摩擦系数由线材和模具材料光洁度、润滑液的成分和数量决定。
(5)线模模孔工作区和定径区的尺寸和形状。
定径区越大,拉伸力也越大。
(6)线模的位置。
线模安放不正或模座歪斜也会增加拉伸力。
也是线径及表面质量不达标。
(7)外来因素。
线材不直,拉线过程中线的抖动,放线阻力,都会增加拉伸力。
二、拉丝设备1.拉丝机的分类按模具数量分:单模拉丝机和多模拉丝机。
按工作特性分:滑动式拉丝机和非滑动式拉丝机。
按鼓轮形状分:塔形鼓轮拉丝机、锥形鼓轮拉丝机及圆柱形鼓轮拉丝机。
按润滑型式分:喷射式拉丝机和浸入式拉丝机。
按拉制线径分:巨、大、中、小、细、微拉丝机。
2.多模拉丝机的特点多模拉丝机是线材通过几个规格逐渐减小尺寸的模子和其后的拉线鼓轮,而实现拉伸的拉丝机。
(1)滑动式连续拉丝机滑动式连续拉丝机是拉丝鼓轮圆周速度大于线材拉伸速度,并以次而产生摩擦力。
它的优点是总的延伸系数高,加工率大,拉伸速度高,产量大,易于实现自动化、机械化。
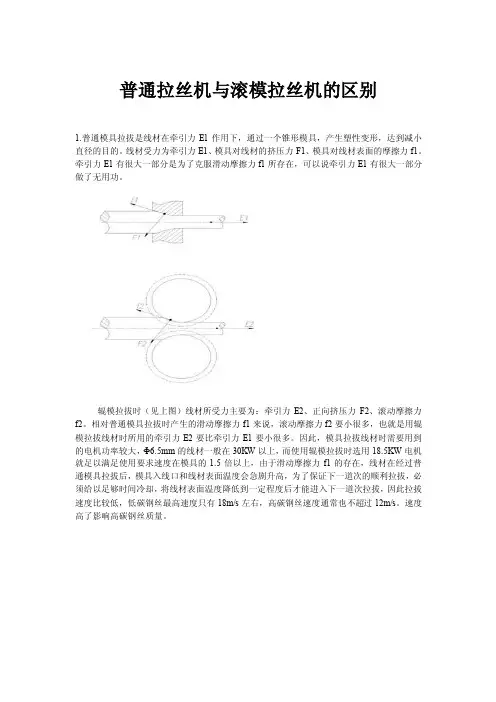
普通拉丝机与滚模拉丝机的区别1.普通模具拉拔是线材在牵引力E1作用下,通过一个锥形模具,产生塑性变形,达到减小直径的目的。
线材受力为牵引力E1、模具对线材的挤压力F1、模具对线材表面的摩擦力f1。
牵引力E1有很大一部分是为了克服滑动摩擦力f1所存在,可以说牵引力E1有很大一部分做了无用功。
辊模拉拔时(见上图)线材所受力主要为:牵引力E2、正向挤压力F2、滚动摩擦力f2。
相对普通模具拉拔时产生的滑动摩擦力f1来说,滚动摩擦力f2要小很多,也就是用辊模拉拔线材时所用的牵引力E2要比牵引力E1要小很多。
因此,模具拉拔线材时需要用到的电机功率较大,Ф6.5mm的线材一般在30KW以上,而使用辊模拉拔时选用18.5KW电机就足以满足使用要求速度在模具的1.5倍以上,由于滑动摩擦力f1的存在,线材在经过普通模具拉拔后,模具入线口和线材表面温度会急剧升高,为了保证下一道次的顺利拉拔,必须给以足够时间冷却,将线材表面温度降低到一定程度后才能进入下一道次拉拔,因此拉拔速度比较低,低碳钢丝最高速度只有18m/s左右,高碳钢丝速度通常也不超过12m/s。
速度高了影响高碳钢丝质量。
使用辊模拉拔线材时,线材表面发热量比较小,线材能够以高速进入下一道次进行拉拔,拉拔速度可以达到25m/s,最高速度达到30m/s以上,大大提高生产效率。
2 、使用普通模具拉拔时,线材表面温度升得比较高,然后经过急速冷却,线材表面会产生强烈的加工硬化,内部晶格结构错位、破裂,线材表面硬度与线材中心硬度相差很大,线材进一步拉拔难以保证,容易断丝,通常需要通过回火或退火才能修复,使用辊模拉拔时由于线材表面升温不高,线材内部组织结构仅仅是挤压而变得致密,部分不锈钢丝、低碳钢丝线材经过辊模拉拔一定道次后,再用模具可以一次性拉拔到Ф0.6mm,中间不用退火,产品质量性能稳定,极大地降低了生产成本。
1. 使用普通模具拉拔时,每道次的减面率通常只有21%左右,如果减面率增得太大,成品线材质量会不稳定,甚至在拉拔过程中会产生断丝现象。
本文摘自再生资源回收-变宝网()拉丝机的分类及特点拉丝机也被叫做拔丝机、拉线机,是在工业应用中使用很广泛的机械设备,广泛应用于机械制造,五金加工,石油化工,塑料,竹木制品,电线电缆等行业。
一、拉丝机的标准1999年6月28日国家机械工业局发布了现行的拉丝机国家标准JB/T7910-1999,该标准从2000年01月01日开始执行,即日起以此标准替代了JB/T 7910-95,拉丝机国家标准最早于1989年3月以GB 10600-89首次发布,1996年4月调整为JB/T 7910-95。
现行拉丝机国家标准JB/T 7910-1999规定了拉丝机的型式、拉丝机的基本参数、拉丝机的技术要求、拉丝机的试验方法、拉丝机的验收规则、拉丝机的标志、包装、运输与储存和拉丝机的制造保证。
二、拉丝机的分类LT型水箱式拉丝机拔丝成品直径范围在0.1-1.2mm之间,工作特性为滑动式拉丝,多道次拉拔;LW型滑轮式拉丝机拔丝成品直径范围在0.5-4.5mm之间,工作特性为无滑动积线式拉丝,有扭转;LS型双卷筒式拉丝机拔丝成品直径范围在0.4-3.5mm之间,工作特性为无滑动积线式拉丝,无扭转;LH型活套式拉丝机拔丝成品直径范围在0.5-6.0mm之间,工作特性为无滑动,无扭转;LZ型直线式拉丝机拔丝成品直径范围在0.5-7.0mm之间,工作特性为无滑动,无扭转;LD型单次式拉丝机拉拔丝成品直径范围为不大于22mm,工作特性为1-2道次拉拔;卧式式拉丝机拔丝成品直径范围为6.5-24mm,工作特性为无滑动积线式拉丝,拉拔线材直径大;倒立式拉丝机拉拔丝成品直径范围为不大于30mm,工作特性为自动化程度高、可同时拉丝和收线、收线盘重大可达2吨、卸丝方便可靠、操作简便、生产效率高、安全可靠。
三、拉丝机的特点■低频力矩大、输出平稳■高性能矢量控制■节能效果好■比例联动控制精度高■具有滑差补偿功能,转速精度高■保持张力恒定、防止断线■采用最新高速电机控制专用芯片DSP,确保矢量控制快速响应■硬件电路模块化设计,确保电路稳定高效运行拉丝机变频器■外观设计结合欧洲汽车设计理念,线条流畅,外形美观■结构采用独立风道设计,风扇可自由拆卸,散热性好■无PG矢量控制、有PG矢量控制、转矩控制、V/F控制均可选择■强大的输入输出多功能可编程端子,调速脉冲输入,两路模拟量输出■独特的“挖土机”自适应控制特性,对运行期间电机转矩上限自动限制,有效抑制过流频繁跳闸■宽电压输入,输出电压自动稳压(AVR),瞬间掉电不停机,适应能力更强■内置先进的PID 算法,响应快、适应性强、调试简单;16 段速控制,简易PLC 实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求■内置国际标准的MODBUS RTU ASCII 通讯协议,用户可通过PC/PLC控制上位机等实现变频器485通讯组网集中控制。
拉丝机的作用与用途分类
拉丝机的主要作用是将铜线加工成各种规格细线,该设备一般具有冲击性负载特性,具有起动转矩大,低速满转矩输出的特性。
在系统中,一般会要求多台高转速精度比例联动控制,驱动装置特性要求比较高的负载。
按照用途不同可分为金属拉丝机、塑料拉丝机和竹木拉丝机等。
金属拉丝机是为了把由钢材生产厂家生产运输至标准件等金属制品生产企业的线材或棒材经过拉丝机的拉拔处理,使线材或棒材的直径、圆度、内部金相结构、表面光洁度和矫直度都达到标准件等金属制品生产需要的原料处理要求;塑料拉丝机是以涤纶、尼龙、聚乙烯、聚丙烯、聚酯切片等原料生产的各种实芯、空心圆丝或扁丝进行深加工拉成细丝。
利用该设备拉成的塑料丝具有厚度均匀、光滑、不易断丝、耗能少的优点。
根据内部控制方式和结构不同拉丝机可分为水箱式、滑轮式、直线式等主要几种。
水箱拉丝机属于滑动式拉丝,拉丝成品直径范围在~之间,可多道次拉拔;滑轮式拉丝机工作特性为无滑动积线式拉丝,有扭转,拔丝成品直径范围在~之间;直线式的拔丝成品直径范围要高于上述两种,是~之间,工作时无滑动也无扭转。
拉丝机拉丝过程是由放线、水冷、收线及排线等组成的,除了水冷,其他过程都需要使用电机。
随着科技的不断提升,电气系统中使用的直流传动和力矩电机目前已被交流变频技术逐步取代了,交流变频技术木已在拉丝机设备中占有主导作用。
滑轮式拉丝机它是一种可积线的无滑动干式连续拉丝机;在拉拔过程中,在卷筒圆周方向钢丝与卷筒表面沿卷筒圆周方向没有相对滑动,两者表面磨损量相对较小,并且当中间某一卷筒临时停车时,其后面的卷筒仍可依靠各自的积线量照常工作一段时间。
该机型具有结构简单,操作、维护方便,制造成本低等优点,同时具有一定的积线系数,钢丝在卷简上停留的时间较长,有利于钢丝的充分冷却。
但过线导轮较多,不仅增加了钢丝的弯曲次数,而且卷筒的积、放线使钢丝在拉拔过程中沿自己轴线产生扭转,严重影响了钢丝的内在质量和表面质量。
滑轮式拉丝机的这种特点,决定了该机型只适合于拉拔中、小规格,质量和强度要求相对较低的钢丝和其它金属丝。
双卷筒式拉丝机由于滑轮式拉丝机在拉拔过程中钢丝会产生扭转现象,因而在滑轮式拉丝机的基础上发展了双卷筒式拉丝机。
该机型具有滑轮拉丝机的优点,并消除了钢丝在拉拔过程中的扭转现象,钢丝在卷筒上的冷却效果更好。
双卷筒式拉丝机与滑轮式拉丝机一样,导轮较多,特别是上、下卷筒之间的中间过线导轮,使钢丝通过它时产生180。
弯曲,故不适合拉拔大规格强度高的钢丝;机器操作不如滑轮式方便,而且上、下卷筒间的磨擦环及导线轮等零部件转动惯量很大,限制了拉拔速度的提高。
该机型属于由滑轮式拉丝机向更高等级拉丝机发展的过渡机型,适合拉拔中、小规格钢丝。
活套式拉丝机为了进一步提高钢丝的质量和拉拔速度,发展了活套式拉丝机,它也是一种无滑动拉丝机;它简化了各卷筒之间钢丝所走的路线,在拉拔过程中钢丝不会产生轴向扭转,并且由于采用了直流电机拖动,能够实现较大范围无级调速,扩大了卷筒之间延伸率的选用范围,拉丝机能在最合理的工作状态下运行。
而且活套在拉拔过程中对每一个卷筒都产生了一个拉力或反拉力。
在有活套拉力和有活套反拉力的拉拔中,能使拉拔力减小,延长拉丝模寿命并减少动能消耗活套式拉丝机是一种能自动调速的连续拉丝机,从理论上讲,在钢丝对压缩率的承受极限和机器的力能参数以内,只要总的工艺压缩率大于或等于机器总压缩率,对任何一种工艺配模机器都可以自动调整完成拉拔过程。

拉丝机工作原理拉丝机是一种常见的金属加工机械设备,它的主要作用是将金属材料加工成规定直径、粗细和长度的线材。
在工业、建筑业、交通运输等领域,线材已成为重要材料,应用广泛。
那么,拉丝机是如何工作的呢?接下来,我们就来详细解读拉丝机的工作原理。
一、拉丝机的分类和组成拉丝机是按照金属线材加工道路的形式划分的,目前主要有两种拉丝机,分别是直线型拉丝机和水平型拉丝机。
直线型拉丝机用于加工直径小于6mm的金属线材,往复式的拉伸和拉紧都是在水平方向上进行;水平型拉丝机一般用于加工大直径的金属线材,由于直径较大,因此它的拉伸是在竖直方向上进行的。
拉丝机主要由五部分组成:拉丝机机架、进线装置、加工装置、成缆装置和电控系统。
其中,机架是拉丝机的主体,也是固定各部分的支撑结构,遵循平稳可靠,安全和实用的原则设计。
进线装置和成缆装置用于将金属线材导入到拉丝机中,并且成缆装置还向外提供接头以便于固定线材。
加工装置是拉丝机中最核心的部分,由拉头、滑轮,加工齿轮组成。
它是将金属线材放在滑轮上,传送到拉头口的部分,直接影响着拉丝机的工作效果和资质。
电控系统主要用于控制加工齿轮、滑轮和成缆装置的运动,以达到拉丝材料的控制和监测。
二、拉丝机的工作原理拉丝机的工作原理是通过一定的工艺和机械手段,将金属材料经过多次的拉伸、压缩和嵌套变形,最终将它加工成为直径精度高、表面光滑的金属线材,从而满足生产的需求。
整个拉丝加工过程主要包括以下四个步骤:1、进线:将待加工的金属材料通过进线装置送入拉丝机。
2、挤压:金属材料首先通过滑轮和钢丝把持器传送到加工齿轮上,经过一段路程,金属材料将被挤压,同时也会发生弯曲变形。
3、拉伸:金属材料在挤压的同时会受到强烈的张力作用,这时需要在拉头和挤压轮组成的压辊上通过张力逐渐拉伸金属材料,从而形成一定的强度和硬度。
4、成缆:将加工完成的金属线材传送到成缆装置上,将它们连成一股线,然后剪断并收集线材。
三、拉丝机的工作流程拉丝机的加工流程是比较复杂的,一般包括3个加工区。
非滑动式拉丝机工作原理摘要:拉丝机广泛应用于金属加工行业中的拉丝工艺,用于将金属坯料加工成丝状或细丝。
非滑动式拉丝机是一种高效、精确的工具,其工作原理基于材料的塑性变形和剪切力。
本文将详细介绍非滑动式拉丝机的工作原理及其应用。
一、引言拉丝工艺用于将金属材料加工成丝状或细丝,广泛应用于金属加工行业。
非滑动式拉丝机是一种先进的设备,具有高效、精确的特点。
本文将详细介绍非滑动式拉丝机的工作原理,以帮助读者更好地理解它的工作过程和应用。
二、非滑动式拉丝机的工作原理非滑动式拉丝机的工作原理基于材料的塑性变形和剪切力。
在拉丝工艺中,金属坯料通过拉丝机的辊轮组或模具组进行连续塑性变形,使其从原始形状逐渐变细成丝状或细丝。
非滑动式拉丝机通过控制金属坯料和辊轮组之间的相对运动,实现材料的塑性变形和细丝的形成。
1. 辊轮组非滑动式拉丝机通常由多个辊轮组组成,每个辊轮组都有特定的功能。
辊轮组之间的距离逐渐减小,从而使金属坯料在过程中不断受到压力和塑性变形。
辊轮组之间的相对运动是通过驱动系统实现的,可以是电动驱动或液压驱动。
2. 材料的塑性变形当金属坯料通过辊轮组时,由于辊轮组的变形和运动,金属坯料受到压力和剪切力。
这些力的作用下,金属材料开始发生塑性变形。
材料的塑性变形是指材料在外力作用下,发生形变后能保持新形态而不会完全恢复原来形态的特性。
通过控制辊轮组的参数和相对运动,可以控制材料的塑性变形,实现拉丝工艺的目标。
3. 细丝的形成随着金属材料的塑性变形,原始的坯料逐渐变细成丝状或细丝。
通过控制辊轮组的运动和其他参数,可以实现不同粗细的拉丝效果。
非滑动式拉丝机可以实现高度精确的拉丝工艺,确保产出的细丝质量和尺寸精度。
三、应用领域非滑动式拉丝机在金属加工行业中有着广泛的应用。
以下是几个常见的应用领域:1. 机械制造非滑动式拉丝机在机械制造领域中用于制作各种金属零部件,如螺丝、螺母、螺栓等。
它可以实现高精度和高效率的拉丝工艺,确保零部件的质量和尺寸精度。
线缆行业拉丝机用途线缆行业是现代工业中不可或缺的一部分,而拉丝机作为线缆行业中的重要设备,其用途更是不可小觑。
本文将从拉丝机的定义、原理、应用以及未来发展等方面进行探讨,以揭示拉丝机在线缆行业中的重要性和广泛应用。
一、拉丝机的定义及原理拉丝机是一种将金属材料通过拉伸和变形的方式,使其截面面积减小、长度增加的设备。
拉丝机的主要原理是通过将金属材料置于一对牵引辊之间,并施加一定的拉力,使金属材料产生塑性变形,从而实现其截面的压缩和长度的增加。
二、拉丝机在线缆行业中的应用1. 金属线材的生产:拉丝机主要用于将金属材料如铜、铝等制成细丝,用于线缆的导电部分。
金属细丝具有良好的导电性能和机械强度,能够满足线缆传输电信号的要求。
2. 绝缘层的制造:拉丝机可以将塑料、橡胶等材料制成细丝,用于线缆的绝缘层。
绝缘层能够阻隔电流的流失和电信号的干扰,保证线缆的稳定传输。
3. 线芯的组织:拉丝机可以将不同材料的细丝进行编织、捻合,形成线缆的线芯结构。
线芯的结构决定了线缆的强度和灵活性,通过拉丝机可以实现不同结构的线芯制造。
4. 外护层的制造:拉丝机可以将织物、金属箔等材料包覆在线缆的外部,形成外护层。
外护层能够保护线芯免受外界环境的侵蚀和机械损伤,延长线缆的使用寿命。
三、拉丝机在线缆行业中的优势1. 提高生产效率:拉丝机具有高效的生产能力,能够快速完成金属线材的制造,满足线缆行业对大批量产品的需求。
2. 提高产品质量:拉丝机能够对金属材料进行精确控制,使其截面均匀、表面光滑,提高线缆的导电性能和机械强度。
3. 多样化的产品制造:拉丝机可调整拉力、速度等参数,适应不同材料和规格的线缆制造,实现线缆产品的多样化。
4. 节约资源成本:拉丝机通过拉伸和变形的方式,使金属材料的截面面积减小,从而节约了金属材料的使用,降低了生产成本。
5. 自动化控制:现代拉丝机普遍采用自动化控制系统,能够实现生产过程的智能化管理和控制,提高生产效率和产品质量。
进口及国产铜大拉机的工艺原理、性能比较作者:刘军来源:《中小企业管理与科技·下旬刊》2015年第02期摘要:进口国产铜大拉机在结构上、工艺原理、性能上有一定差异,各品牌的大拉机有着各自的优势和劣势。
本文在工艺原理、性能上以双头的德国尼霍夫、意大利FRIGECO和永雄大拉机为代表进行分析比较,从而为拉丝设备的选购寻找依据。
关键词:拉丝机工艺原理性能结构退火机收线机速度年产量铜陵有色股份铜冠铜材有限公司是新建的新型铜加工高科技企业,除了生产Φ8mm低氧光亮铜杆的德国进口SMS连铸连轧生产线外,为扩大产品经营范围、拓展下游客户以及形成完整的铜杆线产业链,需同时配套相应的铜大拉丝机,以便把Φ8mm低氧光亮铜杆加工成线径更小的铜丝。
为配套好性能优异的铜大拉丝机,该公司对国内外一流的双头德国尼霍夫、意大利FRIGECO和国产永雄大拉机进行分析比较,为大拉丝机的选择找出可靠依据。
1 拉丝机分类铜拉丝机是利用铜丝具备的可延展性,利用模具的压缩使其直径变小,从而达到我们需要的线径大小的机器。
按一次拉丝的头数可分为单斗、双头和多头拉丝机;按工作原理可分为滑动式和非滑动式;按进线和出线的尺寸可分为5个级别:大拉机、中拉机、小拉机、细拉机和微拉机等;按铜大拉丝机模数:有9模、11模、13模、15模;铜线生产工艺流程:Φ8mm 光亮铜杆→放线→拉拔→在线退火→冷却→吹干→收线→成品入库。
2 德国尼霍夫大拉机工艺原理及性能2.1 德国尼霍夫大拉机性能(表1)2.2 尼霍夫拉丝机结构工艺2.2.1 拉丝机:尼霍夫拉丝机分为滑动式和非滑动式,其特点有:①拉线鼓轮完全浸没在乳浊液中——最佳的冷却及润滑。
②拉线模加压润滑。
③双盖密封拉线机座——无润滑液泄漏(双重密封系统)。
④铸件箱体采用标准化的模块结构——无振动、导线表面光亮而清洁、轴承和齿轮寿命长。
⑤拉丝油/齿轮油密封系统:采用安全通道和迷宫式密封。
⑥尼霍夫拉线模座:分为标准模座、特殊模座(闭合式模座)、旋转定径模座。
塑料拉丝机简单介绍目前市场上的塑料拉丝机均为免烘排气节能塑料拉丝机的主要特征是在料筒上设有排气口,并且料筒至少有两节以上相连接,其第一节料筒内螺杆的螺距与其后的不同,不需要塑料搅拌机搅拌,并能够吸出塑料在搅拌中产生的水分,所拉的塑料丝,厚度均匀、光滑,不易断丝,而且工作效率高,耗能少。
塑料拉丝机的用途和标准塑料拉丝机主要利用聚丙烯、高密度乙烯为原料,经加热,挤出、剖丝、拉伸形成扁丝经收卷后供圆织机编织。
塑料拉丝机一般都进行乐多次改进,可利用100%再生料,粉料或颗粒料拉制扁丝。
挤出机的螺杆、机筒采用38CrMoAlA合金钢,经氮化处理,硬度达到Hv950以上。
达到的标准是挤出机采用20CrMnTi合金钢制造的硬齿轮减速器,链轮采用45#中碳钢井经高频淬火处理,牵引辊筒电镀硬铬,牵引机构增加自控张力收卷辊筒,挤出机料筒、三通和膜头采用铸铝加热圈加热,从而至于经久耐用只目的。
塑料平膜拉丝机组是在引进、消化、吸收国内外先进技术的基础上,最新研制而成的。
采用微机控制变频调速和可控硅直流调速等国际先进的电气数字模拟控制技术,从而使该机组的主要指标达到国际先进水平,其生产效率高,丝筒成型质量好。
并且可以根据不同的需要加装先进的带式换网结构,以及增加纤化机构(柔性包装袋或生产纤化缝包线用)。
塑料拉丝机,具有热风拉伸风箱或电热烘饭两种柸丝加热结构,可供更多选择,使用范围广,可用于聚丙烯、高密度聚乙烯、线性低密度聚乙烯等产品扁丝的成型加工。
塑料拉丝机换网器由主体、滤网块及压力感受器构成,主体的左部设有卸荷孔道,与已有的进口技术相比省能、降低设备费用,而且易保证产品质量,塑料拉丝机换网器也适用于吹膜机、挤管机、造粒机等塑料成型机械。
塑料绳制绳机械包括机架、电动机、皮带传动机构、主轴、提绳装置和收绳装置。
主轴上装有连接板,固定在机架上的钢圈和连接板之间装有线盘架,线盘架轴上装有皮带轮。
同一钢圈上的四个皮带轮沿钢圈对称分布,主轴上的顶架与四根线盘架轴相顶接。
拉丝机分类及优缺点滑轮式拉丝机它是一种可积线的无滑动干式连续拉丝机;在拉拔过程中,在卷筒圆周方向钢丝与卷筒表面沿卷筒圆周方向没有相对滑动,两者表面磨损量相对较小,并且当中间某一卷筒临时停车时,其后面的卷筒仍可依靠各自的积线量照常工作一段时间。
该机型具有结构简单,操作、维护方便,制造成本低等优点,同时具有一定的积线系数,钢丝在卷简上停留的时间较长,有利于钢丝的充分冷却。
但过线导轮较多,不仅增加了钢丝的弯曲次数,而且卷筒的积、放线使钢丝在拉拔过程中沿自己轴线产生扭转,严重影响了钢丝的内在质量和表面质量。
滑轮式拉丝机的这种特点,决定了该机型只适合于拉拔中、小规格,质量和强度要求相对较低的钢丝和其它金属丝。
双卷筒式拉丝机由于滑轮式拉丝机在拉拔过程中钢丝会产生扭转现象,因而在滑轮式拉丝机的基础上发展了双卷筒式拉丝机。
该机型具有滑轮拉丝机的优点,并消除了钢丝在拉拔过程中的扭转现象,钢丝在卷筒上的冷却效果更好。
双卷筒式拉丝机与滑轮式拉丝机一样,导轮较多,特别是上、下卷筒之间的中间过线导轮,使钢丝通过它时产生180。
弯曲,故不适合拉拔大规格强度高的钢丝;机器操作不如滑轮式方便,而且上、下卷筒间的磨擦环及导线轮等零部件转动惯量很大,限制了拉拔速度的提高。
该机型属于由滑轮式拉丝机向更高等级拉丝机发展的过渡机型,适合拉拔中、小规格钢丝。
活套式拉丝机为了进一步提高钢丝的质量和拉拔速度,发展了活套式拉丝机,它也是一种无滑动拉丝机;它简化了各卷筒之间钢丝所走的路线,在拉拔过程中钢丝不会产生轴向扭转,并且由于采用了直流电机拖动,能够实现较大范围无级调速,扩大了卷筒之间延伸率的选用范围,拉丝机能在最合理的工作状态下运行。
而且活套在拉拔过程中对每一个卷筒都产生了一个拉力或反拉力。
在有活套拉力和有活套反拉力的拉拔中,能使拉拔力减小,延长拉丝模寿命并减少动能消耗活套式拉丝机是一种能自动调速的连续拉丝机,从理论上讲,在钢丝对压缩率的承受极限和机器的力能参数以内,只要总的工艺压缩率大于或等于机器总压缩率,对任何一种工艺配模机器都可以自动调整完成拉拔过程。
拉丝工艺的介绍及特点
拉丝工艺是用拉丝机拉制出金属丝或金属薄片的工艺,即利用丝轮、拉丝机和拉丝模将金属丝或金属薄片拉出一定的方向和尺寸。
拉丝是一种古老的金属加工方法,在古代我国就已采用这种方法加工各种金属制品。
在现代工业中,拉丝工艺仍被广泛应用,如铜管、铝管、铝材等的加工。
1.拉丝设备
(1)拉床:拉床是一种由机械传动、电气控制及温度控制
等组成的拉拔机床。
其结构包括机架、丝轮传动机构、升降机构、退刀机构和电气控制系统等。
其中,丝轮传动机构和电气控制系统是其关键部件。
(2)拉丝机:拉丝机是一种专用于拉拔各种金属丝或金属
片的设备。
目前,拉丝机多采用电液伺服控制方式,其特点是具有较高的加工精度和速度。
(3)拉丝模:拉丝模是用来将丝材拉成一定的尺寸和形状
的模具。
其工作原理是,在拉丝机上装上专用模具,在通过拉丝模孔口的拉拔下,将金属丝或金属片拉成一定长度和形状的成品,其特点是拉成的成品精度高、表面质量好、尺寸稳定。
—— 1 —1 —。
拉丝机简介拉丝机是纤维成形过程中的关键设备其作用是将漏板流出的玻璃液高速拉伸成玻璃纤维并按一定的方式卷绕成形。
由此可见拉丝机的性能与精度将直接影响纤维的质量。
因此我们公司引进了具备国际先进水平的自动换筒直接无捻粗纱拉丝机和自动换筒无捻粗纱拉丝机现将主要技术参数列于下表:一拉丝机主要技术参数二拉丝机的机械结构直接无捻拉丝机和无捻粗纱拉丝机分别由卷绕机头、排线装置、排线离行装置、换筒装置、油雾润滑装置、气动装置、喷雾装置、机头制动装置组成:1 卷绕机头结构日本岛津A-402-S-79,南玻院GS0306无捻粗纱拉丝机卷绕机头采用刚性结构设计。
机头主轴和机头本体的接合部分采用锥面体啮合定位,保持机头旋转精度。
机头结构为离心涨块式,由机头本体、涨块、涨块键、压力弹簧、机头前盖、机头后盖组成。
整个机头的材质均采用铝合金和不锈钢材料。
机头高速旋转时在离心力的作用下涨块将绕丝筒支撑起来,纤维则缠绕在绕丝筒表面。
当缠绕结束机头停止转动时,离心力消失涨块自由落下即可卸筒。
日本岛津A-403-S-79、德国DS-360-2-2拉丝机卷绕机头采用整圆机头的设计方案。
当它撑起绕丝筒的时侯,机头表面无沟无槽,是个完整的圆柱面。
机头涨块不是靠离心力而是靠斜面机构撑起。
缠绕结束卸筒时利用压缩空气克服压力弹簧的压力使两锥形面的距离拉大,机头涨块自由落下即可卸筒。
德国拉丝机卷绕机头由机头主轴、主轴轴承组件、机头涨块组件、斜面机构、机头前盖、压力弹簧、传动齿轮组成。
日本岛津A-403-S-79拉丝机卷绕机头由机头本体、涨块、压力弹簧、斜面机构、机头前盖、机头后盖组成。
2 排线装置日本岛津(A-402-S-79型、A-403-S-79型)、南玻院(GS0306型)无捻粗纱拉丝机排线装置采用螺旋钢丝排线器。
螺旋钢丝排线轴的运动分为旋转运动和往复运动:旋转运动由排线电机通过同步皮带传动来实现,往复运动由伺服电机通过同步皮带、滚动丝杠组件、直线轴承传动来实现。
本文摘自再生资源回收-变宝网()拉丝机的分类及特点
拉丝机也被叫做拔丝机、拉线机,是在工业应用中使用很广泛的机械设备,广泛应用于机械制造,五金加工,石油化工,塑料,竹木制品,电线电缆等行业。
一、拉丝机的标准
1999年6月28日国家机械工业局发布了现行的拉丝机国家标准JB/T
7910-1999,该标准从2000年01月01日开始执行,即日起以此标准替代了JB/T 7910-95,拉丝机国家标准最早于1989年3月以GB 10600-89首次发布,1996年4月调整为JB/T 7910-95。
现行拉丝机国家标准JB/T 7910-1999规定了拉丝机的型式、拉丝机的基本参数、拉丝机的技术要求、拉丝机的试验方法、拉丝机的验收规则、拉丝机的标志、包装、运输与储存和拉丝机的制造保证。
二、拉丝机的分类
LT型水箱式拉丝机
拔丝成品直径范围在0.1-1.2mm之间,工作特性为滑动式拉丝,多道次拉拔;
LW型滑轮式拉丝机
拔丝成品直径范围在0.5-4.5mm之间,工作特性为无滑动积线式拉丝,有扭转;
LS型双卷筒式拉丝机
拔丝成品直径范围在0.4-3.5mm之间,工作特性为无滑动积线式拉丝,无扭转;
LH型活套式拉丝机
拔丝成品直径范围在0.5-6.0mm之间,工作特性为无滑动,无扭转;
LZ型直线式拉丝机
拔丝成品直径范围在0.5-7.0mm之间,工作特性为无滑动,无扭转;
LD型单次式拉丝机
拉拔丝成品直径范围为不大于22mm,工作特性为1-2道次拉拔;
卧式式拉丝机
拔丝成品直径范围为6.5-24mm,工作特性为无滑动积线式拉丝,拉拔线材直径大;
倒立式拉丝机
拉拔丝成品直径范围为不大于30mm,工作特性为自动化程度高、可同时拉丝和收线、收线盘重大可达2吨、卸丝方便可靠、操作简便、生产效率高、安全可靠。
三、拉丝机的特点
■低频力矩大、输出平稳
■高性能矢量控制
■节能效果好
■比例联动控制精度高
■具有滑差补偿功能,转速精度高
■保持张力恒定、防止断线
■采用最新高速电机控制专用芯片DSP,确保矢量控制快速响应
■硬件电路模块化设计,确保电路稳定高效运行拉丝机变频器
■外观设计结合欧洲汽车设计理念,线条流畅,外形美观
■结构采用独立风道设计,风扇可自由拆卸,散热性好
■无PG矢量控制、有PG矢量控制、转矩控制、V/F控制均可选择
■强大的输入输出多功能可编程端子,调速脉冲输入,两路模拟量输出
■独特的“挖土机”自适应控制特性,对运行期间电机转矩上限自动限制,有效抑制过流频繁跳闸
■宽电压输入,输出电压自动稳压(AVR),瞬间掉电不停机,适应能力更强
■内置先进的PID 算法,响应快、适应性强、调试简单;16 段速控制,简易PLC 实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求
■内置国际标准的MODBUS RTU ASCII 通讯协议,用户可通过PC/PLC控制上位机等实现变频器485通讯组网集中控制。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;
变宝网官网网址:/newsDetail563878.html
网上找客户,就上变宝网!免费会员注册,免费发布需求,让属于你的客户主动找你!。