PLC与变频器的控制电路图(精)
- 格式:ppt
- 大小:175.50 KB
- 文档页数:1
利用PLC和变频器实现多电机速度同步控制在传统的传动系统中,要保证多个执行元件间速度的一定关系,其中包括保证其间的速度同步或具有一定的速比,常采用机械传动刚性联接装置来实现。
但有时若多个执行元件间的机械传动装置较大,执行元件间的距离较远时,就只得考虑采用独立控制的非刚性联接传动方法。
下面以两个例子分别介绍利用PLC和变频器实现两个电机间速度同步和保持速度间一定速比的控制方法。
1、利用PLC和变频器实现速度同步控制薄膜吹塑及印刷机组的主要功能是,利用挤出吹塑的方法进行塑料薄膜的加工,然后经过凹版印刷机实现对薄膜的印刷,印刷工艺根据要求不同可以采用单面单色、单面多色、双面单色或双面多色等方法。
在整个机组中,有多个电机的速度需要进行控制,如挤出主驱动电机、薄膜拉伸牵引电机、印刷电机以及成品卷绕电机等。
电机间的速度有一定的关系,如:挤出主电机的速度由生产量要求确定,但该速度确定之后,根据薄膜厚度,相应的牵引速度也就确定,因此挤出速度和牵引速度之间有一确定的关系;同时,多组印刷胶辘必须保证同步,印刷电机和牵引电机速度也必须保持同步,否则,将影响薄膜的质量、印刷效果以及生产的连续性;卷绕电机的速度受印刷速度的限制,作相应变化,以保证经过印刷的薄膜能以恒定的张力进行卷绕。
在上述机组的传动系统中,多组印刷胶辘的同步驱动可利用刚性的机械轴联接,整个印刷胶辘的驱动由一台电机驱动,这样就保证了它们之间的同步。
印刷电机的速度必须保证与牵引电机的速度同步,否则,在此两道工艺之间薄膜会出现过紧或过松的现象,影响印刷质量和生产的连续性。
但是印刷生置与牵引装置相距甚远,无法采用机械刚性联接的方法。
为实现牵引与印刷间的同步控制,牵引电机和印刷电机各采用变频器进行调速,再用PLC对两台变频器直接控制。
牵引电机和印刷电机采用变频调速,其控制框图如图1所示。
在这个闭环控制中,以牵引辘的速度为目标,由印刷电机变频器调节印刷辘速度来跟踪牵引辘的速度。

—306—技术改造引言西门子PLC 具有功能强大、可靠性高及响应时间短等优势,在我国化工生产、冶金及印刷等行业有广泛应用。
在各个生产领域,电动机存在多段速运行需求,可通过变频器多段运行实现。
西门子PLC 在变频器多段运行控制方面,呈现出编程简单、运行可靠的优势。
1 西门子PLC 控制变频器的7段调速控制电路西门子PLC 控制变频器的7段调速控制电路如图1所示。
图1 西门子PLC 控制变频器的7段调速控制电路2 西门子PLC 对变频器的7段调速控制电路整体架构本文以某企业的电动机控制系统为例,分析西门子PLC 对变频器的7段调速控制电路。
该企业电动机系统包括变频器、PLC 、断路器、接触器、继电器、电动机及电位器等设备。
其中,变频器选择三菱740型号;PLC 选择S7-200 224XP 型号。
在该企业的调速控制电路设计中,技术人员合理分配PLC 的I/O ,将变频器的按钮、开关与PLC 的各个输入点相对应,分别输出相应的指令,完成控制电路的设计。
在控制电路基本架构完成后,技术人员将变频器通电,输入PLC 程序,并根据参数表设置变频器的各项参数,保障变频器与PLC 的稳定运行;然后,技术人员通过PLC 控制变频器运行输出,完成调速控制电路的运行调试。
运行输出调试流程较复杂,技术人员按照如下规范流程进行:第一,将变频器运行输出按钮按下,输出继电器连接电源,PLC 的1号外接接点通电,常开点开启;第二,变频器外界端子和SD 闭合,转变变频器的频率出现变化,从原本的启动频率,增加到电位器的给定频率;第三,在变频器达到给定频率后,变频器的运行指示灯亮起,并显示屏呈现出“RUN ”字样,电动机按照正转方向运行;第四,关闭PLC 常开点,完成PLC 输入点的自锁,电动机此时持续稳定输出,完成控制电路的调试。
其中,PLC 输入点的自锁可避免操作人员出现误操作,引发变频器失电问题。
3 西门子PLC 对变频器的7段调速控制电路运行流程在西门子PLC 对变频器的7段调速控制电路运行中,变频器按钮及开关的调节有较高要求,PLC 控制程序需规范控制流程,保障变频器的7段调速,确保电动机的转速符合生产要求。
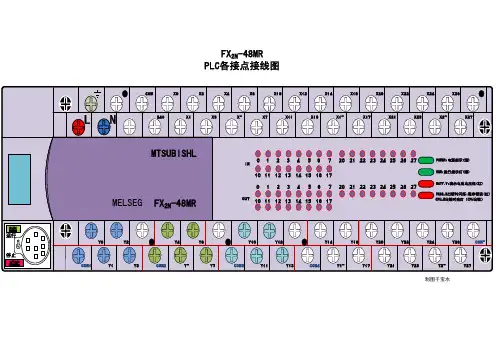
FX2N-48MR
PLC各接点接线图
制图于宝水
多段频率多段频率多段频率多段频率多段频率多段频率多段频率
N
PLC 控制变频器多段调速电路图(7按钮)
变频器变频器
N
10203050t
40
多段频率多段频率多段频率变频器变频器
N
低速中速
高速
变频器变频器
N
PLC 控制变频器多段调速电路图(3按钮)三速
C11多段频率7=35Hz
PLC 控制变频器多段调速电路图(7按钮)(接触器)
L1L2L3N
上电
停电
旋转开关控制变频调速电动机正反转多段频率电路
旋转开关控制变频调速电动机正转电路
旋转开关控制变频调速电动机正反转电路
旋转开关控制变频调速电动机正反转电路
FR
旋转开关控制变频调速电动机正反转电路
FR
反转正转
C11多段频率7=35Hz
L1L2L3N
上电
停电
C11多段频率7=35Hz
L1L2L3N
上电
停电。
![实习操作:PLC 与变频器的7 段速控制_电气控制与PLC综合应用技术(第2版)_[共4页]](https://uimg.taocdn.com/cbebcfc8fc4ffe473268ab5d.webp)
变频器的使用186第8章表8-10固定频率二进制编码选择+ON 命令的7段频率设定频率设定出厂值(Hz )端子7(DIN3)端子6(DIN2)端子5(DIN1)OFF 0 0 0 P1001 FF1 = 0 0 0 1 P1002 FF2 = 5 0 1 0 P1003FF3 = 10 0 1 1 P1004 FF4 = 15 1 0 0 P1005 FF5 = 20 1 0 1 P1006FF6 = 25 1 1 0 P1007FF7 = 301118.4.2 实习操作:PLC 与变频器的7段速控制1.控制要求某纺纱机电气控制系统由PLC 和变频器构成,控制要求如下。
(1)定长停车。
使用霍尔传感器将纱线输出轴的旋转圈数转换成高速脉冲信号,送入PLC 进行计数,当纱线长度达到设定值(即纱线输出轴旋转圈数达到70 000)后自动停车。
(2)在纺纱过程中,随着纱线在纱管上的卷绕,纱锭直径逐步增大,为了保证在整个纺纱过程中纱线的张力均匀,主轴应降速运行。
生产工艺要求变频器输出频率曲线如图8-11所示,在纺纱过程中主轴转速分为7段速,启动频率为50Hz ,每当纱线输出轴旋转10 000转时,输出频率下降1Hz ,最后一段的输出频率为44Hz 。
(3)中途因断纱停车后再次开车时,应保持为停车前的速度状态。
2.控制电路纺纱机变频调速控制电路如图8-12所示。
测速功能由霍尔传感器承担,霍尔传感器BM 有3个端子,分别是正极(接L+端)、负极(接M 端)和输出信号端(接I0.0端)。
当纱线输出轴旋转,固定在输出轴外周上的磁钢掠过霍尔传感器表面时,产生脉冲信号送入高速脉冲输入端I0.0计数。
PLC 输入/输出端口的作用和变频器输入端子的功能见表8-11。
3.设置参数按实习操作现场电动机设置参数,见表8-12。
图8-11 纺纱机变频器7段调速频率曲线。


变频器多段速的PLC控制陈竹现代功率电子技术的发展,变频器的性能日新月异,有调速范围宽、调速精度高、动态响应快、运行效率高、功率因数高、操作方便、便于同其他设备接口等一系列优点,使得变频器的用途越来越广。
变频器分为交--交和交--直--交两种形式。
交--交变频器可将工频交流直接转换成频率、电压均可控制的交流;交--直--交变频器则先把工频交流通过整流器转换成直流,然后再把直流转换成频率、电压均可控制的交流,其基本构成如图1所示。
主要由主电路(包括整流器、中间直流环节、逆变器)和控制电路组成。
图1 变频器基本结构整流器主要是将电网的交流整流成直流;逆变器是通过三相桥式逆变电路将直流转换成任意频率的三相交流;中间环节又叫中间储能环节,由于变频器的负载一般为电动机,属于感性负载,运行中中间直流环节和电动机之间总会有无功功率交换,这种无功功率将由中间环节的储能元件(电容器或电抗器)来缓冲;控制电路主要是完成对逆变器的开关控制,对整流器的电压控制以及完成各种保护功能。
1. 认识一台变频器LG公司生产的SV-iG5系列变频器,是一种功能强大、紧凑小巧的经济型变频器,其外观如图2所示。
该系列的变频器具有如下特性:图2 iG5变频器功率/电压等级:~ kW,200-230VAC,1相;~ kW,200-230VAC,三相;~ kW,380-460VAC,三相。
变频器类型:采用IGBT的PWM控制。
控制方式:V/F空间矢量技术内置总线:RS-485,ModBus—RTU内置PID控制,制动单元输出150%转矩防失速功能,8步速控制,三段跳跃频率三个多功能输入,一个多功能输出,模拟输出(0~10V)1~10kHz载波频率虽然iG5的功能提高,但体积确比以前的iG系列减小,更便于安装。
iG5最大减小了总体积的50%,采用小的控制面板和重量较轻的导轨安装。
使用更先进的控制盘结构和系统设计。
广泛应用于纺织、洗涤、加工机械等领域。
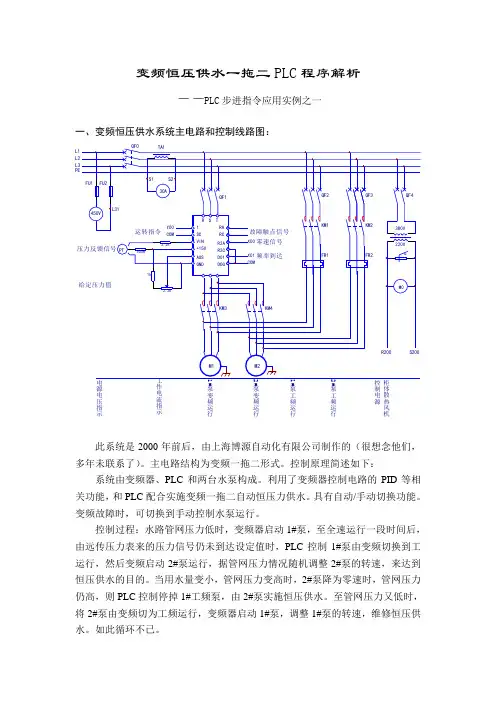
变频恒压供水一拖二PLC 程序解析——PLC 步进指令应用实例之一一、变频恒压供水系统主电路和控制线路图:PEL3L2L1源电压指示作电流指示泵变频运行泵变频运行泵工频运行泵工频运行制电源体散热风机此系统是2000年前后,由上海博源自动化有限公司制作的(很想念他们,多年未联系了)。
主电路结构为变频一拖二形式。
控制原理简述如下: 系统由变频器、PLC 和两台水泵构成。
利用了变频器控制电路的PID 等相关功能,和PLC 配合实施变频一拖二自动恒压力供水。
具有自动/手动切换功能。
变频故障时,可切换到手动控制水泵运行。
控制过程:水路管网压力低时,变频器启动1#泵,至全速运行一段时间后,由远传压力表来的压力信号仍未到达设定值时,PLC 控制1#泵由变频切换到工运行,然后变频启动2#泵运行,据管网压力情况随机调整2#泵的转速,来达到恒压供水的目的。
当用水量变小,管网压力变高时,2#泵降为零速时,管网压力仍高,则PLC 控制停掉1#工频泵,由2#泵实施恒压供水。
至管网压力又低时,将2#泵由变频切为工频运行,变频器启动1#泵,调整1#泵的转速,维修恒压供水。
如此循环不已。
需要说明一下的是:变频器必须设置好PID 运行的相关参数,和配合PLC 控制的相关工作状态触点输出。
详细调整,参见东元M7200的说明书。
在本例中,须大致调整以下几个参数。
1、设置变频器启/停控制为外部端子运行;2、设置为自由停车方式,以避免变频/工频切换时造成对变频器输出端的冲击;3、设置PID 运行方式,压力设定值由AUX 端子进入。
反馈信号由VIN 端子进入;4、对变频器控制端子——输出端子的设置。
设定RA 、RC 为变频故障时,触点动作输出;设定R2A 、R2C 为变频零速时,触点动作输出;设定DO1、DOG 为变频器全速(频率到达)时,触点动作输出。
变频器零速信号变频器频率到达信手动/自动自动启动自动停止1#泵变频运行2#泵变频运行故障信号输入R200变频器故障信号1#泵工频故障2#泵工频故障变频器运转指令1#泵变频自动运行控制自动/手动控制1#泵工频手动运行控制2#泵变频自动运行控制2#泵工频手动运行控制1#泵变频自动运行2#泵变频自动运行1#泵变频自动运行2#泵变频自动运行1#泵工频运行指示2#泵工频运行指示故障指示上图为PLC 控制接线图。
西门子plc梯形图200通过模拟量输出控制变频器梯形拥有自动12键连线机定位器定位、自动标号、自动纠错.等功能。
一张plc电气原理图.一张罗盘盘面图布置图,剩下的图纸全部自动虫洞生成器图纸.,连接公司ERP软件系统自动erp成本核算.。
把每张图纸虫洞生成器图纸IE浏览界面,连接互联网,把图纸传递到施工图纸的现场,通过IEdwg图纸浏览器世界任何一个角落都能打开您发布的图纸。
真正如何实现无纸化办公.X1#盘:西门子HMI多媒体高级培训教程(662M详细见X1#盘说明)学员培训成绩合格可获国家PLC职业认证中心(CETTIC)颁发的可编程控制器(PLC)程序设计师等级证书(证书可全国联网查询)。
(西门子S7-300/400PLC培训课程班西门子S7-300/400PLC工控网络课程班西门子S7-200PLC工控网络课程班西门子S7-200PLC从入门到精通课程班网站服务:5广告洽谈:0传真:6三菱FX系列PLC从入门到精通课程班培训项目及收费(培训费/教材费/操作费):名称:珠海科能自动化系统有限公司逻辑运算指令、转换指令、模拟量处理、PID运算指令的应用。
罗克韦尔(AB)SLC500PLC培训课程班楼文章:6历史积分:205新积分:73|注册:2005/11/13像这样卖资料的垃圾应该T了楼文章:43历史积分:311新积分:50|注册:2005/7/28真可恶楼文章:3历史积分:215新积分:50|注册:2007/4/9给我一份!谢,anlue2099@楼文章:3历史积分:209新积分:50|注册:2005/7/30真可恶楼文章:109历史积分:336新积分:50|注册:2005/8/3就是,特讨厌卖资料的,其实这些资料应该公开化,这样学的人多了,人家在考虑购买设备时候就会首先想到自己所熟悉了解的商品,这样会有市场~~而且是未来长期市场~!楼头衔:大兵文章:15历史积分:425新积分:56|注册:2005/3/23卖资料的,滚远点!恶心!联系电话:/联系人:周先生欢迎光临工控自动化公司现面向全国真诚地发出邀请,欢迎各技术院校学生,工厂企业设备技术员、工程师等自动化控制行业的从业人员或有志于从事机电或自动化行业且具有一定专业基础知识的年轻人继续深入学习,包学会,免费提供相应的授权软件及技术资料且提供长期的技术支持。
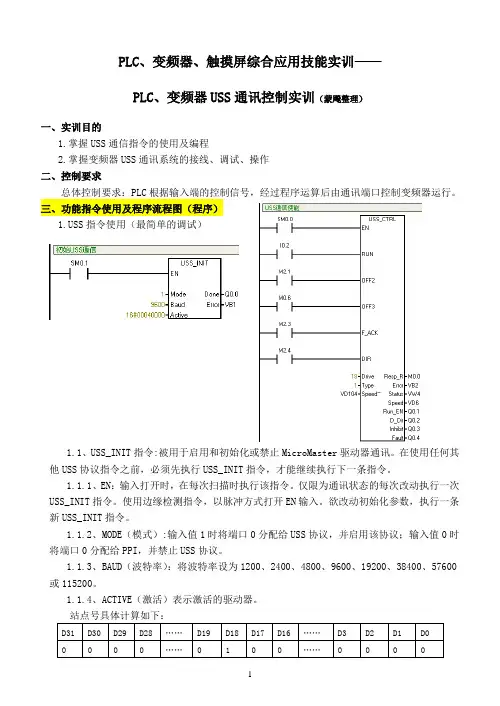
PLC、变频器、触摸屏综合应用技能实训——PLC、变频器USS通讯控制实训(蒙飚整理)一、实训目的1.掌握USS通信指令的使用及编程2.掌握变频器USS通讯系统的接线、调试、操作二、控制要求总体控制要求:PLC根据输入端的控制信号,经过程序运算后由通讯端口控制变频器运行。
三、功能指令使用及程序流程图(程序)S指令使用(最简单的调试)1.1、USS_INIT指令:被用于启用和初始化或禁止MicroMaster驱动器通讯。
在使用任何其他USS协议指令之前,必须先执行USS_INIT指令,才能继续执行下一条指令。
1.1.1、EN:输入打开时,在每次扫描时执行该指令。
仅限为通讯状态的每次改动执行一次USS_INIT指令。
使用边缘检测指令,以脉冲方式打开EN输入。
欲改动初始化参数,执行一条新USS_INIT指令。
1.1.2、MODE(模式):输入值1时将端口0分配给USS协议,并启用该协议;输入值0时将端口0分配给PPI,并禁止USS协议。
1.1.3、BAUD(波特率):将波特率设为1200、2400、4800、9600、19200、38400、57600或115200。
1.1.4、ACTIVE(激活)表示激活的驱动器。
站点号具体计算如下:D31 D30 D29 D28 ……D19 D18 D17 D16 ……D3 D2 D1 D00 0 0 0 ……0 1 0 0 ……0 0 0 0其中D0~D31代表有32台变频器,四台为一组,共分成八组。
如果要激活某台变频器就使该位为1,现在激活18号变频器,即为表二所示。
,构成16进位数得出Active即为0004000 若同时有32台变频器须激活,则Altive为16#FFFFFFFF,此外还有一条指令用到站点号,USS-CTRL中的Drive驱动站号不同于USS-INIT中的Active激活号,Active激活号指定哪几台变频器须要激活,而Drive驱动站号是指先激活后的哪台电机驱动,因此程序中可以有多个USS-CTRC指令。
ABB ACS510变频器的调试(1.1kW----110kW)一、ACS510变频器的控制盘1.助手型控制盘(见《ACS510-01用户手册》05年版P27~P35)下图描述了助手型控制盘的按键功能和显示信息。
2.基本型控制盘(见《ACS510-01用户手册》05年版P36~P40)下图描述了基本型控制盘的按键功能和显示信息。
二、在默认宏下的基本调试下面调试均以助手型控制盘的ABB标准宏为例。
①在变频器通电之前,检查确认功率电缆、控制端子的接线正确无误。
下图的是ABB标准宏的端子接线与定义图。
②变频器通电后,在默认的ABB标准宏(9902=1)下,按键切换至本地控制模式下,此时液晶显示屏左上角显示“LOC”。
③按MENU/ENTER键进入参数菜单,根据电机铭牌上的参数在99组设置电机参数:●9905(电机额定电压)●9906(电机额定电流)●9907(电机额定频率)●9908(电机额定转速)●9909(电机额定功率)④按下START键起动电机。
再按住△或▽键调整给定频率,观察液晶显示屏左上角,显示变频器和电机的旋转状态标记“(正转)”或“(反转)”在旋转,同时电机旋转。
⑤若电机转向与要求不一致,通常有以下两种方法改变转向:●改变任意两相电机电缆;(推荐使用)●更改参数1003,把原先FORWARD(正转)改为REVERSE(反转),原先REVERSE(反转)改为FORWARD(正转)。
(建议不用)⑥按下STOP键停止电机,等到显示屏的旋转状态标记“(正转)”或“(反转)”停止转动后,再按键切换至远程控制模式下,此时液晶显示屏左上角显示“REM”。
⑦送一个外部起动信号至DI1,使电机起动。
再调整连接于AI1的模拟电位器,改变给定速度,观察液晶显示屏左上角,显示变频器和电机的旋转状态标记“(正转)”或“(反转)”在旋转,同时电机旋转。
⑧送一个外部换向信号至DI2,电机将换向旋转。
⑨送一个外部恒速信号至DI3,电机将以5Hz恒速旋转。
PLC编程实例西门子PLC控制变频器实现3段速控制电路发现更多电气知识电气达人今天和大家一起学习西门子PLC控制变频器实现3段速控制电路,首先我们先看下原理图。
从上面的原理图中我们先来分析下所需要的元件都有哪些,给大家做了个图片:Pr.77:参数禁止写入选择:参数值为1(停止过程中可以写入)ALLC:功能:参数全部清除:设定值为1(参数恢复初始值)。
Pr.79:功能:操作模式选择:设定值为3(外部与面板PU组合运行)。
Pr.178:功能:正转运行STF:参数值60(为端子STF设置为正转运行指令功能)。
Pr.184:功能:端子4输入选择AU:参数值:4(讲AU端子设置为端子4输入有效无效选择,只有当ON时候才有效)。
数字输入公共端SD:数字输入的公共端入SD,STF,STOP等数字量输入。
模拟量公共端5:频率设定信号端子2,14的公共端子,ON状态输入有效Pr.267:功能:端子4频率输入模式选择:参数值:2(在端子4-5之间输入0-10V信号有效)。
Pr.195:功能:多功能端子功能选择:参数设定99(端子异常时候输出我们选用的是常开点A1,C1)。
接下来就需要把程序传到PLC中,程序给大家截图了:原理分析:一、变频合闸1.闭合总电源空开QF1,PLC控制电源QF3,以及变频器输入接触器控制电源QF2,控制器PLC是将输出输出的电压信号(0-10V) 或电流信号(4-20mA)转换成中间变量(0-32000)。
程序中把频率10HZ,20HZ,40HZ,换算成了6400,12800,25600.2.变频器上电,按下变频器合闸按钮SB1,梯形图中的I0.0闭合,输出继电器Q0.0得电,PLC外接接点Q0.0与1L接点接通,主交流接触器KM线圈得电,主触点闭合,变频器得电。
同时梯形图中Q0.0动合触点闭合自锁,保证KM持续吸合。
3.根据参数表设定好变频参数二、PLC控制变频运行按下变频器运行按钮SB3,梯形图中的I0.2闭合,输出继电器Q4.0得电,PLC外接接点Q4.0与2L接通,变频端子STF与SD端子闭合,同时Q4.0常开点闭合自锁,梯形图中所有的Q4.0都闭合,准备多段速运行三、3段速运行1.按下频率1按钮SB5,梯形图中的I0.4闭合,上升沿触发并输出,内部继电器M0.0,M0.1,M0.2复位一次,各频率输出复位,同时内部继电器M0.0得电,将频率1赋值给了PLC的模拟量输出,输出2V的电压加在与变频器外接端子的4和5上,变频器按照频率10HZ 运行。
基于PLC数字量方式的变频器的调速控制作者:张树焦健来源:《科技资讯》 2012年第14期张树焦健(河北港口集团有限公司教育培训中心职业高中河北秦皇岛 066000)摘要:随着自动控制技术的发展,交流调速系统基本取代了直流电动机调速系统,该领域迫切需要掌握变频器应用技能的电气技术工人。
本文以在电气传动系统中广泛采用的变频器控制的交流调速系统为例,分析设计了基于PLC数字量方式控制变频器调速的实训方案。
关键词:变频器调速数字量 PLC中图分类号:TN77 文献标识码:A 文章编号:1672-3791(2012)05(b)-0035-021 基于PLC数字量方式控制变频器调速的现实意义随着现代电子技术的飞速发展,变频调速节电器以其卓越的功能在各个领域得到越来越广泛的应用,在不到20年的时间里,已被国内外公认为是最理想、最有发展前途的一种调速方式了。
在电力拖动领域,解决好电动机的无级调速问题具有十分重要的意义。
随着职业教育的改革,以就业为目标,突出技能,强调与岗位衔接,注重增加相关实训内容,培养学生解决实际问题的能力,成为职业院校培养人才的目标。
现代工矿企业尤其是港口运动机械大多采用变频器驱动电机,并通过操作机构和各种终端保护实现多段速控制的应用较多。
熟悉变频器的基本操作和控制,为学生将来更好更快地适应工作岗位打下基础。
2 基于PLC数字量方式控制变频器调速控制的重点与难点对于想要实现基于PLC数字量方式控制变频器调速,首先需要学员掌握变频器外部控制端子的功能和控制方式,熟悉PLC的编程,在此基础上了解变频器在外部运行模式下的操作方式,最后结合港口装卸设备对电动机械的运行和控制要求,着重讲解多段速变频调速的使用及设置,并通过实训使学员掌握科学、正确的设计方法。
在讲解与操作过程中要注意强调该应用的实际意义,引入PLC开关量控制时要引导学员自行分析出开关量和变频器外部端子控制方式的相通之处,利用PLC程序实现将端子控制方式转换为数字量方式控制。