百万吨级甲醇合成技术
- 格式:doc
- 大小:1.13 MB
- 文档页数:12
1 总论1.1 概述甲醇作为及其重要的有机化工原料,是碳一化学工业的基础产品,在国民经济中占有重要地位。
长期以来,甲醇都是被作为农药,医药,染料等行业的工业原料,但随着科技的进步与发展,甲醇将被应用于越来越多的领域。
1)甲醇(英文名;Methanol,Methyl alcohol)又名木醇,木酒精,甲基氢氧化物,是一种最简单的饱和醇。
化学分子式为CH3OH。
甲醇的性质;甲醇是一种无色、透明、易燃、易挥发的有毒液体,略有酒精气味。
分子量32.04,相对密度0.792(20/4℃),熔点-97.8℃,沸点64.5℃,闪点12.22℃,自燃点463.89℃,蒸气密度 1.11,蒸气压13.33KPa(100mmHg 21.2℃),蒸气与空气混合物爆炸下限6~36.5 % ,能与水、乙醇、乙醚、苯、酮、卤代烃和许多其他有机溶剂相混溶,遇热、明火或氧化剂易燃烧。
甲醇的用途;甲醇用途广泛,是基础的有机化工原料和优质燃料。
主要应用于精细化工,塑料等领域,用来制造甲醛、醋酸、氯甲烷、甲氨、硫酸二甲脂等多种有机产品,也是农药、医药的重要原料之一。
甲醇在深加工后可作为一种新型清洁燃料,也加入汽油掺烧。
甲醇的毒性及常用急救方法;甲醇被人饮用后,就会产生甲醇中毒。
甲醇的致命剂量大约是70毫升。
甲醇有较强的毒性,对人体的神经系统和血液系统影响最大,它经消化道、呼吸道或皮肤摄入都会产生毒性反应,甲醇蒸气能损害人的呼吸道粘膜和视力。
急性中毒症状有:头疼、恶心、胃痛、疲倦、视力模糊以至失明,继而呼吸困难,最终导致呼吸中枢麻痹而死亡。
慢性中毒反应为:眩晕、昏睡、头痛、耳鸣、现力减退、消化障碍。
甲醇摄入量超过4克就会出现中毒反应,误服一小杯超过10克就能造成双目失明,饮入量大造成死亡。
甲醇中毒,通常可以用乙醇解毒法。
其原理是,甲醇本身无毒,而代谢产物有毒,因此可以通过抑制代谢的方法来解毒。
甲醇和乙醇在人体的代谢都是同一种酶,而这种酶和乙醇更具亲和力。
甲醇是一种重要的有机化学品,广泛应用于化工、能源、医药、农药等领域。
设计年产30万吨甲醇的工艺需要充分考虑原料、设备、反应条件等多方面的因素。
下面将详细介绍年产30万吨甲醇的工艺设计。
首先,我们需要确定甲醇的生产原料。
甲醇的主要原料是合成气,它由一定比例的一氧化碳和氢气混合而成。
合成气的生产方式有多种,常用的有煤气化和天然气重整。
煤气化将煤炭在高温高压下转化为合成气,天然气重整则通过将天然气进行催化转化来得到合成气。
在选择原料时,需要综合考虑成本、供应稳定性和环境因素等因素。
其次,我们需要确定甲醇的合成反应。
甲醇的合成主要通过低温低压下的催化反应进行。
目前常用的合成甲醇催化剂有铜锌基催化剂和铝酸胶体催化剂。
催化剂的选择需要考虑反应速度、选择性和稳定性等因素。
确定了原料和反应条件之后,我们需要设计甲醇的工艺流程。
一般而言,甲醇的工艺流程包括合成气的制备、催化反应、分离纯化等步骤。
合成气的制备是整个工艺流程的核心环节之一、在煤气化过程中,需要将煤炭进行气化反应,产生合成气。
煤气化反应通常在高温高压下进行,需要合适的催化剂和气化剂。
气化产生的合成气含有大量的杂质,如硫化物、氮气和灰份等。
因此,还需要进行合适的净化处理,以提高合成气的质量。
催化反应是甲醇的合成过程,需要注意反应温度、压力和催化剂的选择。
一般而言,合成甲醇反应温度在200-300摄氏度之间,压力在一定范围内进行调节。
催化剂的选择和工艺条件的优化是提高甲醇合成效率和选择性的关键。
分离纯化是甲醇工艺流程中的重要环节。
合成气反应产生的甲醇需要进行分离和纯化处理,以除去杂质和提高产品纯度。
一般而言,甲醇通过蒸馏、吸附、结晶等分离过程进行纯化。
最后,进行工艺设计时还需要考虑能源消耗和废物处理。
甲醇的生产过程需要消耗大量的能源,需要选择节能的设备和优化工艺条件。
废物处理是环保的重要环节,需要合理处理反应废气和废水,以减少对环境的影响。
以上是年产30万吨甲醇工艺设计的简要介绍,设计过程中需要充分考虑原料、设备、反应条件、能源消耗和废物处理等多方面的因素。


林达大型甲醇合成技术方案杭州林达化工技术工程有限公司楼寿林楼韧提要:本文简要介绍林达公司开发年产百万吨级(3000~7500吨/日)甲醇合成技术的6个方案;并将这些方案与国外在建或投产的百万吨大型甲醇合成技术作比较。
1.方案背景和总体思路1.1方案背景1.1.1 世界甲醇生产走向大型化世界甲醇生产走向大甲醇——Mega-methanol,甲醇用途和需求快速增加。
甲醇替代石油化工原料,用作制烯烃(MTP、MTO)和制氢(MTH),甲醇(及制成二甲醚)作清洁能源燃料,需求量巨大。
国外单系列甲醇装置平均能力50-80万吨/年。
拟建5000 T/D 超过10套。
1.1.2 中国能源需求促进甲醇生产快速发展中国缺油少气富煤。
我国汽车工业高速发展,石油供应缺口不断增加,2003年中国进口原油83MT,2004年超过1亿吨,2005年已超过1.4亿吨,超过国际公认能源供应安全底线。
石油替代已是我国基本国策,我国新的“能源中长期发展规划纲要”确定“大力调整优化能源结构,坚持以煤炭为主体”。
煤制甲醇二甲醚作为替代车用燃料已是我国重要方向。
2004年我国甲醇总产量达441万吨,比前一年增加43%,同时尚进口136万吨,大大超过国家十五规划中2005年预期需求340万吨。
目前在建的20余个厂合计能力超过2004年总产量。
甲醇生产的快速发展促使拟建装置大型化,以降低投资和运行成本。
1.1.3 中国建大甲醇的技术基础中国甲醇市场的兴旺吸引国外各大公司和专利厂商进入中国介绍技术和商业情况或邀请我出国考察了解情况,加上通过各种信息渠道为我们了解掌握国外大型甲醇装置最新技术提供方便,但是在一些技术实质性问题和关键技术上,仍未说清。
1.1.3.1 Lurgi公司建成Atlas 5000T/D甲醇装置,Lurgi上世纪用多台管壳并联作为大甲醇的方案,现改为水冷-气冷串联,采用一台气冷合成塔和二台并联管壳水冷反应串联的联合反应器,于2004年建成投产。

甲醇合成装置工艺说明目录1 概述2 技术概况3 工艺技术方案选择4 工艺流程简述5 物料平衡6 消耗7 主要操作条件8 主要设备选型9 技术和设备来源10 节能11 三废排放12 装置占地13 定员1 概述甲醇合成装置将来自低温甲醇洗的净化气转化为粗甲醇。
拟采用德国Lurgi低压甲醇合成技术。
粗甲醇送往甲醇精馏装置,弛放气去氢回收装置,闪蒸气去燃料气管网。
甲醇合成装置处理能力为507344Nm3/h净化气,甲醇产量为230吨/小时(以100%甲醇计)。
2技术概况甲醇工业化始于20世纪初,1923年德国BASF公司首先建立了一套采用Zn-Cr催化剂、合成压力为30.0MPa、规模为300吨/年的高压法甲醇生产装置。
20世纪60年代,甲醇工业随着选择性好、低温活性高的铜基催化剂开发成功而取得重大进展。
1966年英国ICI 公司研制成功Cu-Zn-Al催化剂后,推出ICI低压甲醇合成工艺,在所属Billingham工厂建立了工业化装置。
1971年德国Lurgi公司成功开发出采用活性更高的Cu-Zn-Al-V催化剂的另一著名低压法工艺-Lurgi工艺。
此后,世界各大公司竞相开发了各具特色的低压法工艺技术。
与高压法工艺相比,低压法工艺在投资和综合技术经济指标方面都具有显著优势。
以天然气为原料的甲醇厂,高压法能耗达64.8GJ/t甲醇,而大型低压法装置为29.5~31.5GJ/t 甲醇。
1970年代后国外新建的大中型甲醇装置全部采用低压法,高压法渐趋淘汰。
高、低压法甲醇生产主要操作条件如下:随着1997年德国Lurgi公司大甲醇(MegaMethanol)概念的提出,甲醇技术逐渐向大型化发展,Lurgi,Davy,Topsoe等公司相继提出大甲醇技术,各种甲醇合成技术,主要体现在甲醇合成反应器的设计上。
2.1 Lurgi甲醇反应器传统的Lurgi甲醇反应器为列管等温反应器,其结构形式与管壳式换热器非常类似,列管内装填催化剂,管间为沸腾水。
德国LURGI公司是世界上主要的甲醇技术供应商之一,在上世纪70年代就成功开发成功了LURGI低压法甲醇合成技术。
1997年LURGI公司提出大甲醇技术(Mega Methanol,年产百万吨级甲醇装置)的概念,引领甲醇技术向大型化发展,目前采用LURGI公司Mega Methanol技术的甲醇装置已有两套投入生产运行,另有多套正在建设中。
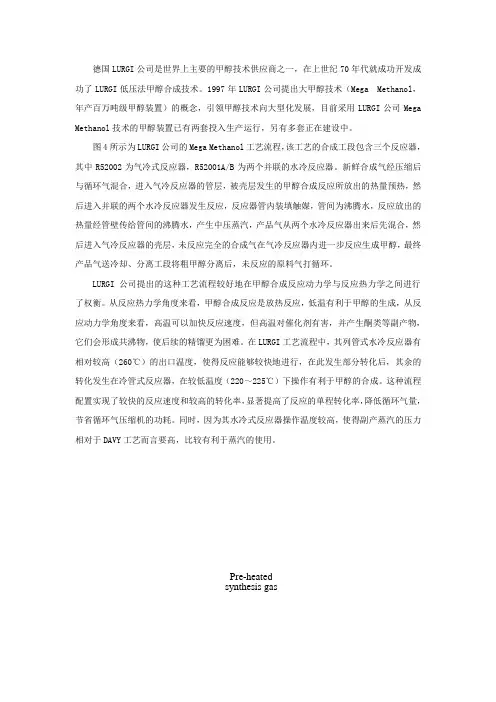
图4所示为LURGI公司的Mega Methanol工艺流程,该工艺的合成工段包含三个反应器,其中R52002为气冷式反应器,R52001A/B为两个并联的水冷反应器。
新鲜合成气经压缩后与循环气混合,进入气冷反应器的管层,被壳层发生的甲醇合成反应所放出的热量预热,然后进入并联的两个水冷反应器发生反应,反应器管内装填触媒,管间为沸腾水,反应放出的热量经管壁传给管间的沸腾水,产生中压蒸汽,产品气从两个水冷反应器出来后先混合,然后进入气冷反应器的壳层,未反应完全的合成气在气冷反应器内进一步反应生成甲醇,最终产品气送冷却、分离工段将粗甲醇分离后,未反应的原料气打循环。
LURGI公司提出的这种工艺流程较好地在甲醇合成反应动力学与反应热力学之间进行了权衡。
从反应热力学角度来看,甲醇合成反应是放热反应,低温有利于甲醇的生成,从反应动力学角度来看,高温可以加快反应速度,但高温对催化剂有害,并产生酮类等副产物,它们会形成共沸物,使后续的精馏更为困难。
在LURGI工艺流程中,其列管式水冷反应器有相对较高(260℃)的出口温度,使得反应能够较快地进行,在此发生部分转化后,其余的转化发生在冷管式反应器,在较低温度(220~225℃)下操作有利于甲醇的合成。
这种流程配置实现了较快的反应速度和较高的转化率,显著提高了反应的单程转化率,降低循环气量,节省循环气压缩机的功耗。
同时,因为其水冷式反应器操作温度较高,使得副产蒸汽的压力相对于DAVY工艺而言要高,比较有利于蒸汽的使用。
Pre-heatedsynthesis gas图5 鲁奇水冷式反应器 图6 水冷式反应器床层温度分布曲线鲁奇的水冷反应器如图5所示,管内装填触媒,管间为沸腾水,反应放出的热量经管壁传给管间的沸腾水,产生中压蒸汽。

大型煤制甲醇合成工艺选择研究摘要∶一个国家的综合实力主要是由其工业水平体现的,为了促进工业实力的提高必须要确保其基础资源充沛。
甲醇作为工业生产中的基础资源,深受国家重视。
但在生产过程中容易出现安全隐患,所以必须要使用先进的工艺技术确保其生产安全、高效。
因此本文主要探讨大型煤制甲醇的合成工艺技术的选择研究。
关键词∶煤制甲醇;工艺介绍;技术选择1.大型煤制甲醇工艺选择研究的必要性1.1大型煤制甲醇是国家战略需要甲醇作为基础有机原料,应用广泛,用于合成甲醛、二甲醚、醋酸、乙二醇、MTBE、MTO等。
欧美国家主要采用天然气为原料生产甲醇,例如美国有90%以上的工艺来自于天然气。
但我国缺少廉价的天然气资源,而煤储量相对丰富,因此我国甲醇主要以煤炭作为原材料生产,煤制甲醇装置占比高达58%,天然气制甲醇装置仅占总产能的14%。
特别是在聚烯烃供应领域,用甲醇制烯烃能够拓宽聚烯烃供给路径,降低对石油的依赖程度。
1.2大型煤制甲醇工艺是国情的需要2018年我国甲醇产能达到8650万t,2019年我国甲醇产能达到9400万t,行业对甲醇需要量巨大,大型煤制甲醇项目不但能够显著提升单系列产能,而且能够节约生产成本、提高生产效益,所以煤制甲醇大型化、规模化是其发展的主流方向。
1.3大型煤制甲醇工艺优点明显第一,能耗低,三废排放少,对环境污染小;第二、自动化程度高,长周期运行稳定性高;第三、单系列产能高,资源利用集中[1]。
2.煤制甲醇合成工艺技术介绍2.1英国DAVY技术英国DAVY工艺技术有限公司(Davy Process Technology Ltd,简称DPT公司)是目前世界上大型甲醇技术的主要供应商之一,DPT公司开发的甲醇技术已有三十多年的历史,在甲醇技术方面积累了较丰富的研发和工程经验,目前DPT公司主推的甲醇工艺流程如下图所示:从新鲜合成气在两个合成塔之间的分布角度来看,该工艺流程又是一种并联流程,因此Davy的工艺流程可称之为串/并联耦合方式。
甲醇合成技术目前,国外拥有工业化甲醇生产技术的公司主要有Davy(1.C.I)、Lurgi、Casale、Topsoe、Linde等,国内有西南化工研究院、上海理工大学、杭州林达公司等。
1.气相法气相法甲醇生产过程由于温度控制、床层温升和换热的限制,合成气的单程转化率低,出口甲醇质量分数较小,循环量大,经济性难以令人满意。
1.1高压合成法:合成压力30 MPa,现在已被低压法取代。
1.2低压甲醇合成:由于合成压力低.综台能耗较低。
因此,大规模生产甲醇国内外普遍采用低压合成二艺。
合成压力为5-9MPa,采用铜基催化刑,反应温度200—280℃空速6000h-1至10000h-1。
主要的低压合成法:4-8 MPa 帝国化学公司(ICI)和德国鲁奇(lurqi)的工艺,国内的linde工艺。
1.2.1 ICIICI冷激型甲醇合成塔是英国ICI公司在1966年研制成功的。
它首次采用了低压法合成甲醇,合成压力为5 MPa,这是甲醇生产工艺上的一次重大变革。
该反应器适于大型化,易于安装维修。
ICI冷激型合成反应器的主要结构为:①塔体。
为单层全焊结构,不分内件、外件,故简体为热壁容器,要求材料抗氧蚀能力强,抗张强度高,焊接性好。
②气体喷头。
为4层不锈钢的圆锥体组焊而成,固定于塔顶气体入口处,使气体均匀分布于塔内。
这种喷头可以防止气流冲击催化床而损坏催化剂。
③菱形分布器。
菱形分布器埋于催化床中,并在催化床的不同高度平面上各安装1组,全塔共装3组,它使冷激气和反应气体均匀混合,以调节催化床层的温度,是塔内最关键的部件。
该塔的特点1)合成塔的催化剂放在管外;2)人塔气横向流动,既减少阻力降,又增加传热系数;3)列管不对称排列;根据人塔气在催化剂床层反应速度的变化,考虑设置列管的疏密程度,使反应速度沿最大速度曲线进行;4)该合成塔采用带膨胀圈的浮头式结构,解决了列管的热膨胀问题。
ICI公司针对大甲醇装置专门开发了径向流蒸汽上升式甲醇合成器,其主要特点是催化剂装填在壳侧,原料气从中心管进入。
鲁奇大甲醇工艺技术特点及影响因素摘要:甲醇是最简单的醇类物质,也是最广泛应用的工业原料,随着甲醇需求量的不断增长,合成工艺也朝向多样化、大型化飞速发展。
本文比较常见大甲醇工艺,重点介绍鲁奇的工艺路线和特点,探讨反应影响因素,能够更加深入有效地掌握甲醇工业生产的操作控制。
关键词:甲醇,合成工艺,影响因素,工业生产前言:为充分有效利用煤炭资源,提高煤化工产业规模效益,国内不断引进、研发大甲醇合成技术,煤制甲醇和以甲醇为中间体的深加工产业逐渐朝向大型化、国产化发展,了解鲁奇大甲醇的工艺特点,分析装置运行状况,对甲醇生产路线的使用选择、节能优化、改造维稳具有重要作用。
1常见大甲醇工艺比较甲醇合成生产技术已经十分成熟,国内外工业甲醇生产大多采用低压法,反应压力控制在5~10MPa,世界上具有低压甲醇先进生产工艺的主要公司和专利商主要有丹麦托普索公司(Topsoe)、德国鲁奇公司(Lurgi)、英国戴维(Davy)、日本东洋(TEC)、瑞士卡萨利公司(Casale)等,这些专利商凭借各自技术特点,相继推出众多的反应器塔型、催化剂类型,形成一套长周期稳定运行的生产系统。
表1 常见甲醇合成工艺特点工艺反应器型式配套催化剂优点缺点Lu型式为列管式活性床层反应器rgi换热器,管内装催化剂,管间为沸腾水高,易失效,价格高温差小,单程转化率高,热能利用率高结构复杂,材质要求高,空速高Da vy蒸汽上升式合成塔(SCR),催化剂在壳层,管内产生蒸汽使用寿命长,价格贵材质要求低,反应器结构简单温度波动大,循环量大,流动情况复杂TE CMFR型,双套管水冷型,管内走水活性高,使用寿命长热能利用率高,床层压降低,更易放大生产强制水循环,增加动力消耗Ca sale换热板式等温反应器,换热板内走水装填量大,易烧结床层压降小,换热效率高流程复杂,设备制造难度大,催化剂装卸困难To psoe类似鲁奇水冷反应器,多个反应器并联增加产量活性高,用量少流程简单,设备投资小,生产操作简单规模有限制,反应器结构复杂2鲁奇大甲醇合成工艺介绍德国鲁奇公司是世界上主要的甲醇技术供应商之一,在上世纪70年代就成功开发成功了鲁奇低压法甲醇合成技术。
1 甲醇主要生产技术简介 (2)1.1.甲醇生产方法 (2)1.2高压法、低压法及区别 (3)1.3煤制甲醇的生产技术 (3)1.4 油制甲醇的生产技术 (7)1.5 简述联醇生产技术 (7)2 世界甲醇生产技术发展分析 (9)2.1世界气相甲醇合成工艺发展状况 (9)2.2 世界液相法甲醇合成工艺分析 (9)2.3 全球低成本甲醇生产技术的开发 (9)1 甲醇主要生产技术简介1.1.甲醇生产方法生产甲醇的方法有多种,早期用木材或木质素干馏法制甲醇的方法,目前在工业上已经被淘汰。
氯甲烷水解法也可以生产甲醇,其水解反应如下。
但因水解法价格昂贵,虽然水解法在一百多年前就被发现了,但在工业上没有得到应用。
甲烷部分氧化法也可以生成甲醇,其反应如下:这种制甲醇的方法工艺流程简单,建设投资节省,且将便宜的原料甲烷变成贵重的产品甲醇。
但是,这种氧化过程不易控制,常因深度氧化生成碳的氧化物和水,而使原料和产品受到很大损失,只是甲醇的总收率不高。
由于甲醇收率不高,虽然已有运行的工业试验装置,甲烷部分氧化制甲醇的方法仍未实现工业化。
但它具有上述优点,国外在这方面的研究一直没有中断,应该是一个很有工业前途的制取甲醇的方法。
目前工业上几乎都是采用一氧化碳、二氧化碳加压催化氢化法合成甲醇。
碳的氧化物与氢合成甲醇的反应式如下:碳的氧化物与氢合成甲醇的生产过程,不论采用怎样的原料和技术路线,大致可以分为以下几个工序:图表合成甲醇的工序流程1.2高压法、低压法及区别(1) 工艺特点比较所谓合成甲醇低压法是指ICI法和Lurgi法本方案采用Lurgi法,操作压力 pN 为5.4 MPa,鲁奇型管壳式合成塔,副产压力40 MPa蒸汽。
采用Cu—Zn —AI系触媒,操作温度为230~280℃高压法是指传统的工艺流程,操作压力 pN 为31.4MPa,合成塔为传统结构,类似氨合成塔,触媒为zn—c r—Al系,操作温度为380~400℃。
甲醇合成工艺介绍摘要:介绍了近年来国内外甲醇技术的发展历史,甲醇的合成工艺进展,以及工业化生产中的一些技术问题,对甲醇的气相合成工艺与液相合成工艺作了对比。
利用国内外的研究成果,在工业上开发新的甲醇合成工艺路线是完全可能和十分必要的。
关键词:甲醇,合成,浆态反应器,两步法,液相甲醇是一种具有多种用途的基本有机化工产品,除了在化工方面的多种应用外,它还可以作为清洁燃料在汽车中代替汽油或与汽油掺混使用,以甲醇为燃料的燃料电池也即将投入商业运行。
另外,甲醇在变压吸附制氢中作为裂解原料也得到了初步利用。
另一方面,用甲醇制取微生物蛋白(SCP)作为饲料乃至食品添加剂有着巨大的市场潜力.现行的工业化甲醇合成工艺基本上是气相合成法.从60年代至今,除了在反应器的放大上及催化剂的研究方面有些进展外,其合成工艺基本上没有大的突破。
鉴于气相合成存在的一系列问题,从70年代起人们把甲醇合成工艺研究开发的重点转移到液相合成法,并且初步实现了工业化的生产。
进入90年代后我国也将开发高效节能的合成甲醇工艺和装置列为技术开发的重点.化学合成法生产甲醇始于20世纪20年代,此后,随着甲醇作为重要化工原料用途的口益拓宽和替代日趋紧张的汽油而用作洁净燃料,甲醇在许多国家得以开发、推广和应用,工业合成甲醇的工艺技术得到了迅猛发展,并日趋成熟,特别是20世纪60年代中期以后,为了降低甲醇生产的投资、降低生产过程中的动力消耗、实现较温和的生产操作条件、改善粗甲醇的质量和降低生产成本,人们成功研制了低压合成甲醇的铜基催化剂,实现了高压合成法向低压合成法的转变,并使低压合成工艺得到迅速发展.1 国外大型甲醇气相合成技术1.1国外甲醇工艺发展状况1857年,法国伯特格(Berthelot)用一氯甲烷水解制得甲醇,但是即使与碱溶液共沸至140℃,其水解速度仍很缓慢。
甲烷部分氧化法,此项技术工艺流程简单,建设投资少,但合适的催化剂很难寻到。
1923年,德国首先用CO和H2在锌—铬催化剂上合成甲醇,并实现了工业化生产.二十世纪60年代,英国使用铜基低温催化剂合成甲醇获得成功,将甲醇生产提高到一个新的技术水平。
煤制烯烃的技术进展及经济分析我国的能源结构是“富煤、缺油、少气”,石油资源短缺已成为我国烯烃工业发展的主要瓶颈之一。
国民经济的持续健康发展要求我国企业必须依托本国资源优势发展化工基础原料,煤制烯烃技术是以煤炭替代石油生产甲醇,进而再向乙烯、丙烯、聚烯烃等产业链下游方面发展。
国际油价的节节攀升使MTO/MTP项目的经济性更具竞争力。
采用煤制烯烃技术代替石油制烯烃技术,可以减少我国对石油资源的过度依赖,而且对推动贫油地区的工业发展及均衡合理利用我国资源都具有重要的意义。
1技术进展煤经甲醇制烯烃工艺主要由煤气化制合成气、合成气制取甲醇、甲醇制烯烃三项技术组成。
煤经气化过程生成CO和H2(合成气),然后合成甲醇,再借助类似催化裂化装置的流化床反应形式,生产低碳烯烃(乙烯和丙烯)。
其中,为满足经济规模甲醇制烯烃装置所需的大型煤气化技术、百万吨级甲醇生产技术均成熟可靠,关键是甲醇制烯烃技术。
目前,世界上具备商业转让条件的甲醇制烯烃技术的有美国环球油品公司和挪威Hydro公司共同开发的甲醇制低碳烯烃(MTO)工艺、德国Lurgi公司的甲醇制丙烯(MTP)工艺、中国科学院大连化学物理研究所的甲醇制低碳烯烃(DMTO)工艺。
这三种工艺虽然还没有工业化装置运行,但经多年开发,已具备工业化条件。
1.1气化技术目前有代表性的工业化煤气化炉型有:固定床气化(Lurgi炉、BGL炉);流化床气化(Win—kler炉、HTW炉、U-Gas炉、KRW炉和CFB气化炉);气流床气化(KT炉、Texaco炉、Shell炉、Prenflo炉和GSP炉)。
这三类气化炉各有特点。
产业化程度以鲁奇(Lurgi)、德士古(Texa—co)最为成熟。
鲁奇炉以弱粘结块煤为原料,冷煤气效率最高,但净化系统复杂(焦油处理);德士古气化炉需以低灰、低灰熔点煤为原料,高温操作,虽气化强度和气体品质较高,但氧耗高、设备投资高;高温温克勒炉(Winkler/HTW)操作温度相对较低,且只适用于年青烟煤或褐煤。
百万吨级甲醇合成技术周夏1 引言甲醇规模效应比较明显,装置规模不断向大型化、超大型化方向发展。
就在2004年山东华鲁恒升化工股份有限公司建成投产规模为“30万吨/年合成氨+20万吨/年甲醇”的第一套国产化大型氮肥装置时,20万吨/年甲醇规模还属于国内单系列生产能力最大的甲醇装置,在那之前,国内单系列甲醇装置大多还只是年产几万吨到十万吨。
2005年12月份,国内第一套40万吨/年甲醇装置在四川泸天化股份有限公司投产。
2006年9月份,国内第一套60万吨/年甲醇装置在中海油建滔化工有限公司投料试产。
为了有效利用煤炭资源,提高规模效益,国家发改委在2006年7月下文规定:新建煤制甲醇装置建设规模须在年产100万吨以上。
目前在建中的大唐多伦煤化工项目和包头神华煤化工有限公司的甲醇装置单系列年生产能力均在100万吨以上。
Lurgi公司于1997年率先发布了百万吨级大甲醇(MegaMethanol)概念,此后,单系列规模在100万吨以上甲醇技术成为业内研究的重点,目前全球已有十多套年产量在100万吨以上的甲醇装置在运行,其中三套产能已超过170万吨/年。
2 几种百万吨级甲醇合成技术2.1 Lurgi两段等温甲醇合成工艺2.1.1 结构与流程简介Lurgi公司根据甲醇合成反应热大和现有铜基触媒耐热性差的特点采用了列管式反应器。
Lurgi的百万吨以上的大甲醇则采用了“气冷式反应器+水冷式反应器”两段等温甲醇合成技术方案,它不强求设置保护床,其工艺流程见图1、2。
水冷反应器采用副产中压蒸气的方式移出反应热,气冷反应器产生的反应热则通过与新鲜合成气逆流换热方式脱除,实现热量偶合。
在气冷反应器,流经管内的新鲜气(125℃左右)与管外触媒逆流换热加热到250℃后到水冷反应器进行甲醇合成反应,反应温度265℃,再进气冷反应器管外反应。
在Lurgi两段等温甲醇合成技术中,大部分触媒装在气冷反应器中。
图1 图22.1.2 Lurgi两段等温甲醇合成技术的主要特点1)水冷反应器:简单准确的反应控制、近似等温操作、高的甲醇收率(1.2kg MeOH/l催化剂)、高能量效率、高可靠性、反应热产出高压蒸汽;2)气冷反应器:优化的反应路线(高平衡驱动力、高转化率)、无催化剂致毒可能、不需要反应器给料预热器;3)高的单系列生产能力;4)低的投资成本;5)循环比:1.5,反应器出口甲醇含量可达17% mol2.1.3 Lurgi两段等温甲醇合成工艺业绩Lurgi于1997年发布百万吨大甲醇概念的同年,与Trinidad的TITAN签定了2500t/d甲醇装置。
2000年与Trinidad的ATLAS签约5000t/d甲醇装置,2004年6月投产。
又分别于2000年和2004年,与伊朗国家石油公司(NPC)签订了规模均为5000t/d的甲醇装置。
2004年与卡塔尔的QAFAC签订一套6750t/d甲醇装置。
2005年分别与马来西亚的PETRONAS和中国大唐国际签订一套5000t/d甲醇装置。
2006年与神华宁煤分别签订5000t/d甲醇装置。
2.1.4 Lurgi两段等温甲醇合成技术的主要不足冷却水消耗量大,副产蒸汽量少;设备庞大,设备运输受到限制;设备阻力偏大;水冷和气冷温差大;需要双相钢等特殊材料。
2.2 Davy(ICI )径向流蒸汽上升式甲醇合成技术2.2.1 Davy(ICI )公司早期的大型甲醇技术说起Davy(ICI )的甲醇合成技术,人们一般会想起它的多段冷激式甲醇合成塔,多段冷激式甲醇合成塔是采用固定床4段冷激式绝热轴向流动甲醇合成塔,段间采用菱形分布系统将冷激气体喷入降温,以调节合成塔内温度。
由于这种塔结构简单,也适用于大型化,世界上早期的大型甲醇装置中,以采用多段冷激式甲醇合成塔为最多。
然而,它也存在着明显的问题:1)不能回收甲醇合成产生的高位热能,合成回路循环气量大;2)存在催化剂段间反混现象,合成塔出口甲醇含量低;3)催化剂的时空产率不高,用气较多。
因此,目前大型装置已很少使用。
2.2.2 Davy(ICI )径向流蒸汽上升式甲醇合成技术2.2.2.1 结构与流程简介近几年,DAVY(ICI)公司为百万吨级甲醇装置专门开发了径向流蒸汽上升式甲醇合成器,其主要特点是催化剂装填在壳侧,原料气从中心管进入,并从中心向四周呈辐射流动。
要求在反应器之前设置保护床,对合成气进一步净化。
图3为Davy(ICI)目前为大型甲醇装置设计的流程示意图,图4为其径向流蒸汽上升式大型甲醇合成器示意图。
图3 图42.2.2.2 Davy(ICI)径向流蒸汽上升式甲醇合成技术的主要特点1)采用气体径向流、蒸汽上升式、合成器串/并联结构。
2)气体沿径向从内到外通过催化剂床层,压力降较小。
3)锅炉给水从反应器底部进入,通过采用环管排布、竖向的列管管束向上流动产生中压蒸汽带走反应热,通过控制蒸汽压力来控制催化剂的床层温度,有一个接近等温的温度分布。
4)可尽可能有效地将CO+H2转化成甲醇,转化率可达98.5%。
5)不必采用贵金属,对材料的要求相对较低,合成器成本低。
2.2.2.3 DAVY(ICI)径向流蒸汽上升式甲醇合成技术的业绩DAVY(ICI)公司在特立尼达建设的日产5400吨甲醇、由两台蒸汽上升式反应器串/并联流程组成的甲醇装置已于2005年10月投产。
2006年12月包头神华煤化工有限公司与DAVY(ICI)公司签订了5500t/d甲醇技术引进合同,采用两个合成塔偶合串并联。
埃及EMethanex的3600t/d甲醇装置、伊朗Kharg Petrochemicals的4430t/d甲醇装置也采用了Davy(ICI)技术。
2.2.2.3 Davy(ICI)径向流蒸汽上升式甲醇合成技术的主要不足出口甲醇浓度有待进一步提高,以减少循环量,降低循环压缩能耗;气体由里向外呈发散流动,流速变化相差数倍,分布很难保证均匀;副产的蒸汽压力2.2MPa,温度约220℃,可利用性差。
2.3 TOPSφE的绝热型管壳式甲醇合成技术2.3.1 结构与流程简介对于百万吨级单系列甲醇装置,丹麦TOPSφE公司采用若干台绝热型管壳式合成反应器串并联形式,催化剂装在管程,壳程为沸水。
要求在反应器之前设置保护床,对合成气进一步净化,使合成气中总硫小于5ppb。
2.3.2 TOPSφE绝热型管壳式甲醇合成技术的主要特点1)需用该公司专用RM101型铜系催化剂,具有活性高、强度大、粒度小、选择性高、使用量少等优点。
2)循环比为1.5-2.5,较高的单程转化率(通常为50-60%),反应器出口甲醇含量可达13.86% mol。
3)碳转化率高,以煤为原料的甲醇厂通常在原料气中所含的碳的95-96% 转化为甲醇。
4)合成塔的压降通常低于0.2 MPa,每吨甲醇的净能耗约为5.3Gcal(考虑了进料气,透平蒸汽和蒸汽输出)。
5)热量回收好。
2.3.3 TOPSφE绝热型管壳式甲醇合成技术的业绩在挪威的2500t/d甲醇装置就采用了TopsΦe三台串联工艺。
在2006-2007年获得的大型甲醇项目有:沙特阿拉伯日产 5000公吨气头甲醇装置(预计2009年投产)、尼日利亚日产10000公吨气头甲醇装置(预计2010年投产)等。
2.3.4 TOPSφE绝热型管壳式甲醇合成技术的不足基本雷同于Lurgi的老式结构,结构上没有大的创新;需要采用特种材料;设备台数多;投资较大。
2.4 Casale的IMC板间换热式甲醇合成技术2.4.1 结构与流程简介Casale开发了IMC板间换热式反应器,它将换热板径向放置并且沿着同心的扇形排开,埋入催化剂床层内作为冷却换热元件,换热板内走锅炉给水,将反应热移出催化剂床层同时产生中压饱和蒸汽。
换热板在床层底部支撑,催化剂通过底部惰性介质床层支撑,中心管作为合成塔下部的通道,催化剂可以从底部卸料口卸掉。
图5、6为Casale的板间换热式甲醇合成塔的内件图。
2.4.2 Casale 的IMC 板间换热式甲醇合成技术的主要特点1) 内件换热面积大。
2) 醇净值高, 可达10%。
3) 气体可以并流或者逆流,轴向或者径向,压降小。
4) 催化剂装填系数高,高压空间利用率高,生产强度大。
5) 采用国产催化剂,由Casale 测试认可并提供性能保证,这是与Lurgi 、Davy 、TOPS ΦE 等国外公司相比最大的不同之处。
2.4.3 Casale 的IMC 板间换热式甲醇合成技术的业绩2002年11月,Casale 对俄罗斯Nevinnomyssk Azot 公司一套320MTD 的甲醇装置,采用IMC 板间换热式设计进行“现场”改造后,增产了33%。
我国的上海焦化有限公司45万吨/年甲醇装置、新能能源有限责任公司60万吨/年甲醇、山东久泰能源(内蒙古)有限公司100图5 图6万吨/年甲醇装置采用了Casale的IMC板间换热式甲醇合成技术。
Casale采用IMC板式等温甲醇合成塔,承接的最大甲醇项目是伊朗正处于项目设计阶段的7000 t/d的天然气制甲醇项目。
2.4.4 Casale的IMC板间换热式甲醇合成技术的不足催化剂装填麻烦;采用强制循环,对强制循环泵的要求高;甲醇合成器结构复杂,对材料的要求较高,制造难度较大,投资大;甲醇合成压力稍高(如:大于8MPa)时,结构可靠性和工艺合理性有待实践考验。
2.5 MHI/MGC管壳-冷管复合型SPC甲醇合成技术2.5.1 结构与结构简介该技术是日本三菱重工(MHI)和三菱瓦斯(MGC)共同开发的SPC (Superconverter,超级转化)甲醇合成器,相当于一个垂直的简单双套管换热器,催化剂装在内管和外管之间,沸水则在管壳间循环,原料气从下面进入内管,被加热后的气体进入催化剂床,反应气被外面的沸水冷却,同时被里面的气体冷却,使操作温度更加接近最佳温度线。
沿内管和外管流动和气流是相反的,合成气进入催化剂层的入口温度最高,在向出口流动时逐渐降低。
类似的温度分布可保证最佳的反应速度,即可在降低催化剂用量的情况下获得高的转化率。
SPC甲醇合成器也可用于百万吨级甲醇合成,其结构示意见图6。
图72.5.2 MHI/MGC的SPC甲醇合成技术的主要特点1)相对于Lurgi列管反应器,SPC甲醇反应器循环比低、单程转化率高,在空速5000 h-1、8.0MPa压力下,可以得到14%的出口甲醇浓度。
2)合成器相当于一个预热器来预热入口气体,新鲜合成气在反应器内预热,从而流程中可省去换热器。
3)能量回收好,1吨甲醇可副产1吨4.0 MPa的蒸汽,据称该反应器吨甲醇能耗可降至29kJ/t。
4)工艺稳定性好。
2.5.3 MHI/MGC的SPC甲醇合成技术的不足压降较大;设备结构较复杂,每根内管均需用挠管与集气管连接,以消除热应力;催化剂装在套管间,给催化剂装卸、设备的安装、检修均带来不便;催化剂的冷壁效应不可忽视,要求催化剂的低温选择性及活性都好。