塑胶检验作业指导书
- 格式:doc
- 大小:134.50 KB
- 文档页数:6
受控印章:
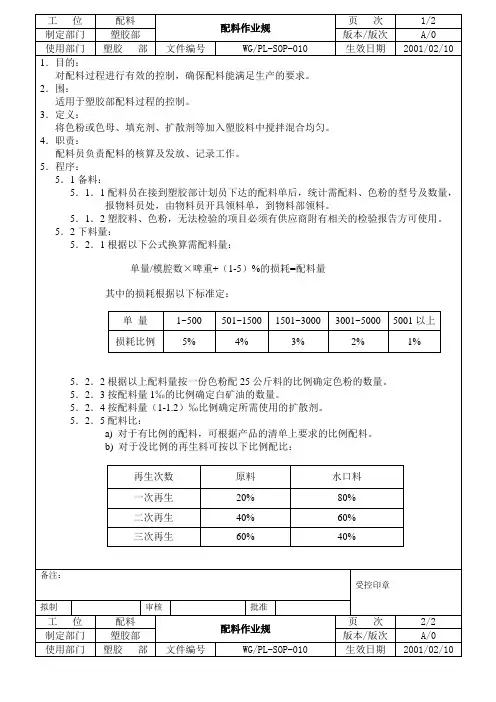
1、 目的:规范、掌握塑胶的检验标准和检验方法
2、 适用范围:桑格尔所使用的塑胶材质的检验
3、 检验仪器:菲林尺、游标卡尺、塞规、色卡、3M胶纸、酒精(97度)、1KG砝码。
4.0 基本定义
4.1 A 面:指组装成整机后的正前面、上表面及丝印面(在使用过程能直接看到及吸引视觉的表面);
4.2 B 面:指组装成整机后的侧面(需将视线偏转45°~ 90°才能看到的四周边);
4.3 C 面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。
4.4 ΔE (Delta-E):在均匀颜色感觉空间中,人眼感觉色差的测试单位。当 ΔE 为1.0时,人眼就可以感觉到色彩的变化了。这种测试方法用于当用户指定或接受某种颜色时,产商用以保证色彩一致性的量度。 更 改 记 录
版本号 更改内容 更改人 审核人 批准人 生效日期
5.0 不良缺陷定义
5.1、素材不良缺陷
5.1.1 缺胶:射胶量不足,制件缺料或不饱满。
5.1.2 毛边: 分模面挤出的塑胶。
5.1.3 缩水: 材料冷却收缩造成的表面凹陷。
5.1.4 凹痕凸起: 制件受挤压、碰撞引起的表面凹陷和隆起。
5.1.5 熔接痕(夹水纹): 塑胶分支流动重新结合的发状线条。
5.1.6 水纹: 射胶时留在制件表面的波形条纹,银纹。
5.1.7 拖伤: 开模时分模面或皮纹拖拉制件表面造成的划痕。
5.1.8 划伤: 制件从模具中顶出后,非模具造成的划痕。
5.1.9 变形: 制件出现的弯曲、扭曲、拉伸现象。
5.1.10 顶白: 颜色泛白,常出现在顶出位置。
5.1.11 异色: 局部与周围颜色有差异的缺陷。
5.1.12 斑点: 与周围颜色有差异的点状缺陷。
5.1.13 油污: 脱模剂、顶针油、防锈油造成的污染。
5.1.14 烧焦: 塑胶燃烧变质,通常颜色发黄,严重时炭化发黑。
5.1.15 断裂: 局部材料分离本体。
5.1.16 开裂: 制件本体可见的裂纹。
5.1.17 气泡: 透明制品内部形成的中空。
5.1.18 色差: 实际颜色与标准颜色的差异。
5.1.19 修饰不良: 修除制件毛边、浇口不良,过切或未修除干净。
5.1.20 披锋(溢料、飞边):指在分型面、滑块、镶件缝、顶针孔等处溢出的多余胶料。
5.2、喷油涂层外观缺陷
5.2.1 变形:因加工设备调校不当或材料因內应力而造成的产品平面形变。
5.2.2 异色点:在产品表面出現颜色异于周围颜色的点。
5.2.3 麻点:喷涂件表面上有附著的细小颗粒。
5.2.4 堆漆:喷涂件表面出现局部的油漆堆积现象。
5.2.5 阴影:喷涂件表面出现的颜色比周围暗的区域。
5.2.6 露底:喷涂件出现局部的油漆过薄而露出底材颜色的现象。
5.2.7 鱼眼:由于溶剂挥发速度不对而在喷涂件表面出现凹痕或小坑。
5.2.8 飞油:超出了规定的喷涂区域。
5.2.9 剥落:产品表面出现涂层脱落的现象。
5.2.10 色差:产品表面顏色与标准样品颜色有差异。 深圳市桑格尔科技有限公司
SHENZHEN SONGER TECENOLGY CO.,LTD
作 业 指 导 书 文件编号 SGR/IQC/WI-02
版 本 号 A0
标 题 塑胶检验与试验作业指导书 生效时期 2009年 6 月 1 日
页 次 第 3 页 共 6 页
拟 制 刘 健 审 核 批 准
5.2.11 手印:产品表面出现的手指印。
5.2.12 硬划痕:由于硬物磨擦而造成产品表面有明显深度的划痕(用指甲刮有明显感觉)。
5.2.13 软划伤:沒有明显深度的划痕(无手感,但肉眼能明显看出)。
5.2.14 毛丝:产品表面出现细小的尘丝。
5.2.15 泪油: 油膜向下流动聚集的泪滴状突起。
5.2.16 油泡: 喷油涂层表面泡状突起。
5.2.17 油滴: 喷溅到制品表面的油点。
6、抽样方案:
7、检验项目,技术要求及判定标准
7.1 外观检验条件
7.1.1 光源:物件距光源0.65~1.0m 的40W日光灯下。
7.1.2 目视距离:30-40cm。
7.1.3 目视角度:检测面与人眼方向成45°~ 90°。
7.1.4 目视时间:5 ~10S。
7.2 检验常用单位代码对照表
项目名称 数目(个) 直径(mm) 深度(mm) 距离(mm) 长度(mm) 宽度(mm) 面积(mm2) 检验项目 抽样方案 检查水平 AQL 判定数组
7.5.1 GB/T2828.1正常检验一次抽样 Ⅱ A=0
B=1.0 C=2.5
8.1
8.2
8.3
8.4 定数抽样 n=3,B类不合格:Ac=0,Re=1
7.5.2
7.5.3
7.5.4
7.5.5 定数抽样 n=10,B类不合格:Ac=0,Re=1
n=10,C类不合格:Ac=1,Re=2 对应代码 N D H DS L W S
7.3 检验标准说明
7.3.1 当非异色的缺陷的直径D<0.20mm 且不连续时,可以不作为缺陷。
7.3.2 以下所提到的不良缺陷的数目均指单面上的不良缺陷数目。
7.3.3 以下所提到的不良缺陷的数目中A 面缺点总数不大于2,B 面缺点总数不大于3,C面缺点总数不大于5。
7.3.4 各材料如有本标准未规定之要求或不同于本标准要求,则应按相应工程资料执行。
7.4 允收标准: (注:素材斑点,异色点需要喷油的可忽略不计。)
附表塑胶素材外观检验允收标准
序号 缺陷名称 检验条件及判定标准 允收数
A面 B面 C面
1 毛边 压边W<0.2mm S<0.3, DS>30 0 1 2
2 缩水 S<0.3, DS>30 0 1 2
3 熔接痕(夹水纹) W<0.25, H<0.2 L<1.0 DS>30 0 0 1
W<0.12, H<0.15 L<1.0 DS>30 0 1 2
4 异色 S<0.5, DS>40 1 2 3
5 斑点 D<1.0 S<0.5 DS>40 1 2 3
6 顶白 不允许
7 变形 不允许
8 缺料 不允许
9 油污 不允许
10 烧焦 不允许
11 断裂 不允许
12 开裂 不允许
13 凹痕凸起 不允许
附表喷油/丝印外观允收标准
序号 缺陷名称 检验条件及判定标准 允收数 序号 缺陷名称
A面 B面 C面
1 注点
(直线状、点状) D<0.2, S<0.3, DS>30 1 3 4
0.540 1 3 3
0.640 0 1 2
2 硬划痕、碰伤 D<0.4, DS>30 0 1 2
0.440 0 0 1
L<0.5, W<0.3, DS>30 0 1 2
0.540 0 1 2
1.040 0 0 1
3 软划痕 L<4, W<0.2, DS>30 0 2 3
440 0 1 2
840 0 0 1
4 飞油 L<0.3 或参照限度样品。
5 剥落 不允许
6 色差 ΔE<1.0 或参照限度样品
7 堆漆/积油 不允许
8 手印(不能擦除) 不允许
9 露底 不允许
10 阴影 不允许
11 丝印检查 字体漏印、脱落、模糊、重叠、歪斜、中断、粗细不均 不允许
注:1、注点状缺陷包括颗粒、尘点、毛丝、鱼眼等呈现点状的缺陷。(异色点不允许)。 深圳市桑格尔科技有限公司
SHENZHEN SONGER TECENOLGY CO.,LTD
作 业 指 导 书 文件编号 SGR/IQC/WI-02
版 本 号 A0
标 题 塑胶检验与试验作业指导书 生效时期 2009年 6 月 1 日
页 次 第 5 页 共 6 页
拟 制 刘 健 审 核 批 准
7.5检验项目:缺陷分类、缺陷判定、检验方法
序号 检验项目 缺陷内容 判定 检验方法
7.5.1 外观 外观检验依附表与附表外观检验允收标准 B 目测、
色卡、
7.5.2 结构
尺寸 结构尺寸超标,影响装配 B 卡尺
结构尺寸超标但不影响装配 C 卡尺
8、 试验项目,技术要求及判定标准
8.1 附着力测试:
8.1.1 测试规范及要求:用3M 胶纸(型号:600#)贴于样品丝印表面并按紧,使胶带均匀粘附于样品表面,提起胶带一边沿45°角迅速拉起,拉起胶带后丝印无脱落现象,每单位测试样品以五次试验后结果为准。
8.1.2 附着力判定标准:
序号 检验项目 缺陷内容 判定 检验方法
8.1.3 附着力测试 丝印轻微脱落(丝印內容无损) C
3M胶纸
丝印脱落(丝印內容仍可清晰分辨) B 7.5.3 装配 无法装配、装配过紧或过松 B 相应物件试装
装配轻微紧或松 C 相应物件试装
7.5.4 变形 ≥0.2mm(以平面度、直线度、平行度等指标考核);变形引起的错位,常用手摸处>0.2mm,其它部位>0.3mm;针对上下盖:组装后上下左右组合面形凹凸不平,段差>0.2mm,上下盖平面度>0.2mm。 B 塞规、卡尺
<0.15mm(以平面度、直线度、平行度等指标考核);变形引起的错位,常用手摸处≤0.15mm,不影响装配。 C 塞规、卡尺
7.5.5 材质 材质与样品不一致 B 见 样 品
![塑胶原料检验作业指导书[模板]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/269a2ee4581b6bd97e19ea5b.webp)