东华理工大学课程设计——插补算法的实现
- 格式:pdf
- 大小:845.25 KB
- 文档页数:16
教学课题控制运动轨迹的插补原理教学课时 2教学目的掌握逐点比较插补法原理(直线插补,圆弧插补)及插补运算教学难点插补运算教学重点插补原理教学方法讲授图示公式分析教具准备电脑黑板粉笔教材教学过程教学步骤(流程)教学内容设计意图及依据新课学习一、逐点比较插补法原理(一种边走边找的近似法)原理:数控装置在加工轨迹的过程中,逐点计算和判别加工偏差,以控制坐标进给方向,从而按规定的图形加工出合格的工件。
1.偏差判别:判别加工点对规定几何轨迹的偏差位置,然后决定机床滑板的走向。
2.进给:控制机床滑板进给一步,向规定的轨迹逼近,缩小偏差。
3.偏差计算:计算加工点对规定轨迹的偏差,作为下一步判别走向的依据。
4.终点判断:判断是否到达程序的加工终点。
若到达,则停止插补。
否则,继续重复上述过程,直至加工出所要求的轮廓形状。
5.逐点比较法插补的工作流程图11-15二、直线插补,圆弧插补1.平面直线插补①.加工偏差判别式图11-16解析教材,理清思路抓重点tanαi = Y i/X i,tanα = Y e/X e比较αi与α的大小只需比较tanαi与tanα的大小即可。
因为Tanαi- tanα= Y i/X i- Y e/X e=(X e Y i-X i Y e)/X i X e由于X i X e>0 所以只需比较X e Y i与X i Y e的大小。
设 F ij = X e Y i- X i Y e则有F ij =0时,加工点M(X i,Y i)在直线上F ij >0时,加工点M(X i,Y i)在直线上方F ij <0时,加工点M(X i,Y i)在直线下方②.偏差计算第一象限偏差与进给的关系F≥0时X轴正方向进给,F i+1,j=F i,j-Y eF<0时Y正方向进给,F i,j+1=F i,j+X e③.终点判断(两种判断方法)a.利用动点所走过的总步数是否等于坐标之和来判断。
b.取点坐标Xe和Ye的较大者作为终判计数器的初值,并称此值为长轴,另一个值为短轴。

课程设计任务书之阿布丰王创作学生姓名: 专业班级: 指导教师: 工作单元:题 目: 逐点比力插补原理的实现 初始条件:设计一个计算机控制步进机电系统,该系统利用PC 机的并口输出控制信号,其信号驱动后控制X 、Y 两个方向的三相步进机电转动,利用逐点比力法插补绘制出如下曲线.要求完成的主要任务: (包括课程设计工作量及其技术要求,以及说明书撰写等具体要求)1.设计硬件系统,画出电路原理框图; 2.界说步进机电转动的控制字;3.推导出用逐点比力法插补绘制出下面曲线的算法; 4.编写算法控制法式,参数由键盘输入,显示器同时显示曲线;5. 撰写设计说明书.课程设计说明书应包括:设计任务及要求;方案比力及认证;系统滤波原理、硬件原理,电路图,采纳器件的功能说明;软件思想,流程,源法式;调试记录及结果分析;参考资料;附录:芯片资料,法式清单;总结.时间安插:6月22日—6月23日 查阅和准备相关技术资料,完成整体方案设计6月24日—6月25日 完成硬件设计 6月26日—6月27日 编写调试法式 6月28日—6月29日 撰写课程设计说明书 6月30日提交课程设计说明书、图纸、电子文档指导教师签名: 年 月 日 系主任(或责任教师)签名: 年 月 日XYO摘要本文主要讨论利用逐点比力法实现第一象限的直线插补.所谓逐点比力插补,就是刀具或绘图笔每走一步都要和给点轨迹上的坐标值进行比力,看这点在给点轨迹的上方还是下方,从而决定下一步的进给方向.对本设计所要求的直线轨迹,如果该点在直线的上方,则控制步进机电向+X方向进给一步,如果该点在直线的下方,那么控制步进机电向+Y轴方向进给一步.如此,走一步、看一看,比力一次,决定下一步的走向,以便迫近给定轨迹,即形成逐点比力插补.插补计算时,每走一步,都要进行以下四个步伐的计算过程,即偏差判别、坐标进给、偏差计算、终点判断.设计具体算法时,首先根据直线轨迹参数,计算出偏差计算公式及递推公式.由法式判断出偏差的正负号,从而决定坐标的进给方向,再根据递推公式计算出坐标进给后的偏差,若未达到终点,则返回偏差判别,如此循环.可以根据起点和终点的坐标位置,计算出总的进给步数Nxy,X或Y 的坐标每进给一步,这个值就减一,若Nxy=0,就达到了终点,这就是终点判另外方法.关键词:逐点比力法、直线插补、步进机电、坐标进给、源法式.目录1 设计任务和要求12 设计步伐12.1 硬件设计12.1.1 接口示意图12.1.2 方案论证22.1.3 单片机与8255的接口32.1.4 硬件接线原理图32.1.5 元件清单42.2 软件设计52.2.1 软件设计原理52.2.2 8255的初始化编程62.2.3 步进机电走步控制法式72.2.4 主法式82.3 运行调试92.3.1 系统装置调试92.3.2 结果验证93 课程设计体会10参考文献10附录一芯片资料11附录二源法式12逐点比力插补原理的实现1 设计任务和要求设计一个微型计算机控制步进机电系统,该系统利用微型机的并口输出控制信号,其信号驱动后控制X、Y两个方向的三相步进机电转动,利用逐点比力法插补原理绘制出如下图所示的目标曲线.图1 目标曲线2 设计步伐本设计年夜致可分为三个步伐:硬件设计、软件设计和系统的运行调试.2.1 硬件设计2.1.1接口示意图两台三相步进机电控制接口如图2所示.图2 系统接口示意图2.1.2 方案论证单片机的接口电路可以是锁存器,也可以是专门的接口芯片,本设计采纳可编程接口芯片8255.由于步进机电需要的驱动电流比力年夜,所以单片机和步进机电的连接还要有驱动电路,如何设计驱动电路成了问题的关键.设计方案一如图3所示,当某相上驱动信号酿成高电平时,达林顿管导通,从而使得该相通电.图3 驱动电路方案一设计方案二如图4所示,在单片机与驱动器之间增加一级光电隔离,当驱动信号为高电平时,发光二极管发光,光敏三极管导通,从而使达林顿管截止,该相欠亨电;当驱动信号为低电平时,则步进机电的该相通电.图4 驱动电路方案二综合比力两种设计方案可知,方案二有抗干扰能力,且可防止一旦驱动电路发生故障,造成高电平信号进入单片机而烧毁器件.所以,本设计选择方案二.2.1.3 单片机与8255的接口MCS-51单片机可以和8255直接连接而不需要任何外加逻辑器件,接口示意图如图5所示.因为8255的B口和C口具有驱动达林顿管的能力,所以将采纳B口和C口输出驱动信号.图5 单片机与8255的接口2.1.4 硬件接线原理图图6 系统硬件接线原理图单片机控制步进机电的硬件接线如图6所示.因为8255的片选信号CS接单片机的地址线P2.7,A1、A0通过地址锁存器接到了8051单片机的地址线P0.1和P0.0,由硬件接线图可以清楚地知道,8255的各口地址为:A口地址:7FFCHB口地址:7FFDHC口地址:7FFEH控制口地址:7FFFH同时,B口和C口都作为输出口,8255工作在方式0.下面以8255的B口输出端PB0为例说明控制的工作原理.若PB0输出0,经反相器74LS04后酿成高电平,发光二极管正向导通发光.在光线的驱动下,光敏三极管导通,+5V 的电压经三极管引入地线而不驱动达林顿管.因而,达林顿管截止,X轴上步进机电的C相欠亨电.若PB0输出1,反相后酿成低电平,发光二极管不导通.从而光敏三极管截止,+5V 电压直接驱动达林顿管导通,X轴上步进机电的C相有从电源流向地线的电流回路,即C相得电.2.1.5 元件清单表1 元件清单表2.2 软件设计2.2.1 软件设计原理2.2.1.1 直线插补原理逐点比力法的基来源根基理是,在刀具按要求轨迹运动加工零件轮廓的过程中,不竭比力刀具与被加工零件轮廓之间的相对位置,并根据比力结果决定下一步的进给方向,使刀具向减小偏差的方向进给.图7 第一象限直线如图7所示,设直线的起点为坐标原点,终点坐标为A e x ,e y ),点m(m x ,m y )为加工点(动点).界说偏差公式为m m e m e F y x x y =-.若m F =0,标明点m 在OA 直线段上;若m F>0,标明点m 在OA 直线段上方,即点m ’ 处;若m F<0,标明点m 在OA 直线段下方,即点m ’’处.由此可得第一象限直线逐点比力法插补的原理是:从直线的起点动身,当m F≥0时,沿+x 轴方向走m F<0时,沿+y 轴方向走一步;当两方向所走的步数与终点坐标(e x ,e y )相等时,发出终点到信号,停止插补.可以将上面所界说的偏差公式进一步简化,推导出偏差的递推公式. ① 当m F ≥0时,沿+x 轴方向进给一步,111(1)m m e m e m e m e m e F y x x y y x x y F y +++=-=-+=- (1)②当mF <0时,沿+y 轴方向进给一步,111(1)m m e m e m e m e m eF y x x y y x x y F x +++=-=+-=+ (2)式(1)和式(2)是简化后偏差的计算公式,在公式中只有一次加法或减法运算,新加工点的偏差都可由前一点偏差和终点坐标相加或相减获得. 2.2.1.2 步进机电工作原理步进机电有三相、四相、五相、六相等多种,本设计采纳三相步进机电的三相六拍工作方式,其通电顺序为A AB B BC C CA A →→→→→→→……各相通电的电压波形如图8所示.图8 三相六拍工作的电压波形当步进机电的相数和控制方式确定之后,PB0—PB2和PC0—PC2输出数据变动的规律就确定了,这种输出数据变动规律可用输出字来描述.为了便于寻找,输出字以表的形式寄存在计算机指定的存储区域.表2给出了三相六拍控制方式的输出字表.表2 三相六拍控制方式输出字表步序控制位工作状态控制字表C相B相A相1 0 0 1 A 01H2 0 1 1 AB 03H3 0 1 0 B 02H4 1 1 0 BC 06H5 1 0 0 C 04H6 1 0 1 CA 05H2.2.2 8255的初始化编程由前面的分析知道,8255工作在方式0,控制口地址为7FFFH,控制字为90H.所以,8255的初始化编程如下.MOV DPTR, #7FFFH ;控制口地址送DPTRMOV A, #90H ;控制字送寄存器AMOVX @DPTR, A ;将控制字写入控制口2.2.3 步进机电走步控制法式2.2.3.1 法式流程图图9 步进机电走步控制法式流程图2.2.3.2 汇编法式代码以下为X轴上机电的步进控制算法,Y轴上步进机电算法类似.XCOTROL: MOV DPTR, #ADX ;将控制字表地址赋给DPTH MOV A, R2 ;表首偏移量送AMOVC A, @A+DPTR ;读取以后步进机电的控制字MOV DPTR, #7FFDH ;PB口地址送DPTRMOVX @DPTR, A ;将步进机电的控制字传送到PB口CJNE A, #05H, LOOP3 ;若到表尾,转LOOP3INC R2 ;未到表尾,表首偏移量加1SJMP DELAY1LOOP3: MOV R2, #00H ;表首偏移量清零SJMP DELAY1DELAY1: MOV R0, #FFH ;延时DJNZ DELAY1RET ;返回2.2.4主法式2.2.4.1 主法式流程图图10 主法式流程图2.2.4.2 源法式代码首先分配各变量的地址为,NXY: 4FH, 50H; XE: 4DH, 4EH; YE: 4BH, 4CH; FM: 49H,4AH,高位存高地址,位置存进低地址.源法式代码见附录二.2.3 运行调试2.3.1 系统装置调试依照硬件接线图将系统装置好后,装入法式,执行后检查步进机电的走步轨迹.2.3.2 结果验证若终点坐标(e x ,e y )为(4,3),插补计算过程如表3所示.表3 直线插补计算过程步数 偏差判别 坐标进给 偏差计算 终点判别 起点 0F =0xyN =7 1 0F +X 1F =0-3=-3 xyN =6 2 1F +Y 2F =-3+4=1 xyN =5 3 2F +X 3F =1-3=-2 xyN =4 4 3F +Y 4F =-2+4=2 xyN =3 5 4F +X 5F =2-3=-1 xyN =2 6 5F +Y 6F =-1+4=3 xyN =1 76F+X7F =3-3=0xyN =0根据上表,可作出步进机电的走步轨迹如图11所示.若输入的参数为XE=4,YE=3,系统走步轨迹与下图比力,可判断出设计的正确性.图11 步进机电走步轨迹3 课程设计体会通过一个多星期的课程设计,我对这门课有了进一步的了解.学习过程中在老师的耐心指导下,有意识的培养和建立了我的思维能力,使我真正建立数据及信息流的概念,以便在控制应用中,能够使软件和硬件有机地结合.通过单片机对步进机电的控制系统设计,让我真正的掌握了微型计算机软件和硬件相结合的设计方法.工业控制是计算机的一个重要应用领域,计算机控制正是为了适应这一领域的需要而发展起来的一门专门技术,它主要研究如何将计算机技术和自动控制理论应用于工业生产过程,并设计出所需要的计算机控制系统.而今世,随着微型计算机的高度发展.它的应用在人们的工作和日常生活中越来越普遍了.工业过程控制是计算机的一个重要应用领域.现在可以好不夸张的说,没有微型计算机的仪器不能乘为先进的仪器,没有微型计算机的控制系统不能称其为现代控制系统的时代已经到来.微型计算控制技术正为了适应这一领域的需要而发展起来的一门技术.绝年夜大都自动控制都是使用计算机来实现的;微型计算机控制技术的发展,使得以微型计算机为控制器核心的微机测控装置与系统,渗透到了国民经济的各行各业,已经无时无处不在影响每个现代人的生活.只有态度认真的看待这门学科才华真正掌握其中的精髓,在将来的工作中或许起着至关重要的作用.参考文献[1]贺亚茹.汇编语言法式设计.北京:科学出书社,2005[2]卜艳萍、周伟.汇编语言法式设计教程.北京:清华年夜学出书社,2004[3]温玉杰.Intel汇编语言法式设计(第四版).北京:电子工业出书社,2004[4]郑学坚、周斌.微型计算机原理与应用.北京:清华年夜学出书社,2000[5]于海生.微型计算机控制技术.北京:清华年夜学出书社,1998[6]沈美明、温冬婵.IBM-PC汇编语言法式设计.北京:清华年夜学出书社,2002[7]何立民.单片机应用系统设计.北京:北京航空航天年夜学出书社,2003附录一芯片资料图11 8051单片机引脚图图12 可编程芯片8255A引脚图附录二源法式ORG 0100HMOV DPTR, #7FFFH ;控制口地址送DPTRMOV A, #90H ;控制字送寄存器AMOVX @DPTR, A ;将控制字写入控制口,初始化8255 MOV 4EH, ? ;XE的低8位存入4EHMOV 4DH, ? ;XE的高8位存入4DHMOV 4CH, ? ;YE的低8位存入4CHMOV 4BH, ? ;YE的高8位存入4BHMOV A, 4EHADD A, 4CH ;XE与YE低8位相加MOV 50H, A ;低位之和存入NXY低8位MOV A, 4DHADDC A, 4BH ;XE与YE的高8位带进位相加MOV 4FH, A ;和存入NXY高8位MOV 4AH, #00H ;将FM置零MOV 49H, #00HCLR R2 ;表ADX偏移量清零CLR R3 ;表ADY偏移量清零LOOP1: MOV A, 49H ;取偏差的高8位JB ACC.7, YCONTROL ;若FM<0,转到YCONTROL ACALL XCONTROL ;否则,调XCONTROLCLR C ;进位寄存器清零MOV A, 4AHSUBB A, 4CH ;FM与YE的低8位相减MOV 4AH, A ;结果存入FM低8位MOV A, 49HSUBB A, 4BH ;FM与YE的高8位相减MOV 49H, A ;结果存入FM高8位LOOP2: CLR CMOV A, 50HSUBB A, #01H ;NXY低位值减1MOV 50H, A ;结果存入NXY的低位MOV A, 4FHSUBB A, #00H ;考虑低位字节借位MOV 4FH, A ;减去借位后存入NXY的高位ORL A, 50H ;判断NXY是否为零JNZ LOOP1 ;不为零则转到LOOP1LJMP 8000HXCOTROL: MOV DPTR, #ADX ;将控制字表地址赋给DPTH MOV A, R2 ;表首偏移量送AMOVC A, @A+DPTR ;读取以后步进机电的控制字MOV DPTR, #7FFDH ;PB口地址送DPTRMOVX @DPTR, A ;将步进机电的控制字传送到PB口 CJNE A, #05H, LOOP3 ;若到表尾,转LOOP3INC R2 ;未到表尾,表首偏移量加1SJMP DELAY1LOOP3: MOV R2, #00H ;表首偏移量清零SJMP DELAY1DELAY1: MOV R0, #FFH ;延时DJNZ DELAY1RET ;返回YCOTROL: MOV DPTR, #ADY ;将控制字表地址赋给DPTH MOV A, R3 ;ADY表首偏移量送AMOVC A, @A+DPTR ;读取以后步进机电的控制字MOV DPTR, #7FFEH ;PC口地址送DPTRMOVX @DPTR, A ;将步进机电的控制字传送到PC口 CJNE A, #05H, LOOP4 ;若到表尾,转LOOP4INC R3 ;未到表尾,表首偏移量加1SJMP DELAY2LOOP4: MOV R3, #00H ;表首偏移量清零SJMP DELAY2DELAY2: MOV R0, #FFH ;延时DJNZ DELAY2CLR C ;进位寄存器清零MOV A, 4AHADD A, 4EH ;FM与XE低8位相加MOV 4AH, A ;结果存入FM低位MOV A, 49HADDC A, 4DH ;FM与XE高8位带进位相加MOV 49H, A ;结果存入FM高8位SJMP LOOP2 ;无条件转到LOOP2ORG 8000HEND ;法式结束ADX: DB 01H ;X轴步进机电控制字表DB 03HDB 02HDB 06HDB 04HDB 05HADY: DB 01H ;Y轴步进机电控制字表DB 03HDB 02HDB 06HDB 04HDB 05H本科生课程设计成果评定表指导教师签字:2008年 1 月 25 日。
数控系统插补算法和优化设计1、引言数控系统所加工的零件要求的加工轨迹各种各样:有圆弧、直线、椭圆、抛物线等等。
然而设备的加工点的移动方向是有限的,一般设备工作台只有X、Y两个方向。
也就是要在加工曲线精度的范围内用折线来拟合出误允许的曲线。
这一过程称为插补(Interpolation)。
在数控加工中首先要给出加工的误差范围。
为满足这一要求,在加工中二维或三维的特征点应该由插补算法算出。
插补算法一般由插入器和升降速算法组成。
插补算法的最终结果是以良好的内插值替换的,然后译成指令对位置进行循环控制,控制机床轴心的运动,对未加工材料进行加工。
在常规的插补算法中,每个单位时间内的移动距离是沿着X,Y,Z轴计算,通过升降速实现进给运动的。
在这种情况下,路径误差由插补生成的理想曲线轮廓和实际沿X,Y,Z轴升降速的步进间距。
最终这种路径误差会在实际的数控加工中体现出来。
另外,路径误差呈现出的不同误差情况取决于不同的升降速方法。
数控系统通常有直线和圆弧的插补,其他的曲线可以用这两种来逼近。
多年来,人们研究了很多软件和硬件的插补方法,去解决插补过程中的高精度、高速度以及适用范围等计算问题,对于硬件插补器,它的电路比较复杂,需要的元件较多,造价高,可靠性差,因而企业一般不采用硬件插补。
对于软件插补器,它完全借助于计算机的通用硬件,通过编程指令来完成插补运算,它与硬件插补器相比,特点如下:A、不必改动硬件,只要根据插补公式采用不同的插补程序就能获得不同的轨迹曲线;B、每次插补计算坐标增量可以大于一个进给单位,因此获得不受限制的进给速度;C、可以插补比较复杂的曲线。
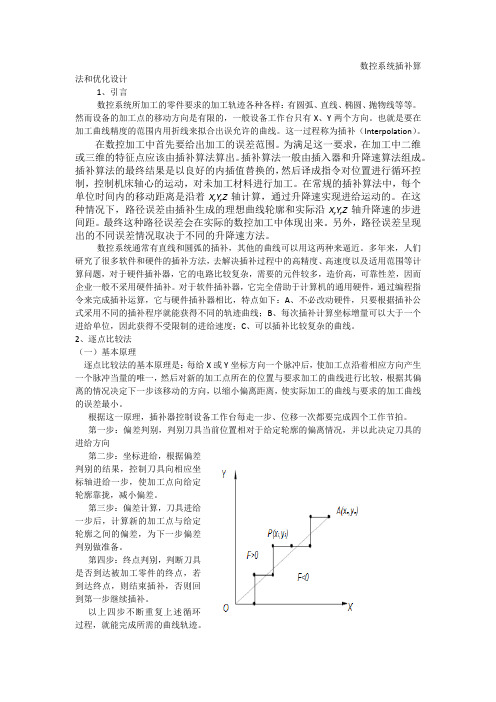
2、逐点比较法(一)基本原理逐点比较法的基本原理是:每给X或Y坐标方向一个脉冲后,使加工点沿着相应方向产生一个脉冲当量的唯一,然后对新的加工点所在的位置与要求加工的曲线进行比较,根据其偏离的情况决定下一步该移动的方向,以缩小偏离距离,使实际加工的曲线与要求的加工曲线的误差最小。

一种快速实用的插补算法
李文斌;李卫京;杨世春
【期刊名称】《太原理工大学学报》
【年(卷),期】2004(035)004
【摘要】基于计算机数控系统中逐点比较法的基本思想,提出一种新的插补算法.对该算法原理进行了详尽研究,并由数学方法导出了直线插补递推公式,进而分析了插补速度及插补精度,最后通过实例验证了这一方法.它适用于在平面上对直线、圆弧及其它二次曲线的轨迹插补.
【总页数】3页(P431-433)
【作者】李文斌;李卫京;杨世春
【作者单位】太原理工大学,机械工程学院,山西,太原,030024;陆军航空兵学院,北京,101114;太原理工大学,机械工程学院,山西,太原,030024
【正文语种】中文
【中图分类】TH166
【相关文献】
1.一种简捷的快速圆弧插补新算法的设计与计算 [J], 权秀敏;尹显明
2.一种具有快速平稳特性的螺纹插补算法 [J], 陈书法;邓晓红;周建来;杜玉玲
3.一种实用的螺旋线插补算法的研究 [J], 崔国栋;赵东标
4.一种实时快速NURBS插补算法研究与实现 [J], 吴继春;唐小琦;陈吉红;周会成
5.一种实用快速椭圆插补新方法 [J], 李杰;王刚
因版权原因,仅展示原文概要,查看原文内容请购买。
1、空间圆弧插补理论理与算法实现1.1、背景在数控系统、机器人控制等领域要求完成空间上的移动。
这些移动轨迹需要准确定位,而且必须沿着所希望的路径在一定的精度范围内移动,即要进行精确的连续轨迹控制。
通常情况下,仅需要将运动路径上的某些关键点确定下来,然后根据轨迹特征算出这些点之间必须到达的中间位置点,通过插补进行控制,从而实现高效高精的运动控制。
运动路径一般由一些基本曲线组成而本文研究的是空间圆弧规则曲线的插补算法。
1.2、空间圆弧插补理论基础1.2.1、空间三点圆弧矢量插补空间三点圆弧矢量插补是根据空间不在一条直线上的三点确定下来的圆弧,通过空间矢量的变换、计算来进行插补实现的一种手段。
其基本流程为:1. 通过不在一条直线上的空间三点确定圆弧所在圆的圆心坐标2. 通过圆心与三点中任意一点的距离确定所在圆的半径3. 通过圆心与起点、终点所在矢量确定圆弧的圆心角大小4. 通过圆心角、速度、插补周期、半径、三点坐标、圆心坐标等标量与矢量计算出当前时间点上的插补坐标 这种算法的优势体现在:1. 上位机仅需提供空间三点的坐标即可2. 矢量坐标都为绝对坐标,中间无需坐标转换3. 理论上可使所有插补点均落在圆弧上4. 采用矢量算法,避免了插补方向和过象限的判断5. 没有累积误差此算法最大的劣势在于:在插补前计算量较大,CPU 处理的时间较长,快速且小距离运动有可能导致时间误差,需要实验认证1.2.2、空间三点所确定的圆心坐标圆心坐标的确定有两种常用方法: 1. 矢量法设已知空间不在同一直线上的任意三点为圆弧起点P、中间点Q 和终点R。
各自的坐标为111,,z y x 、 222,,z y x 、 333,,z y x 。
所求圆心O 坐标为 000,,z y x 。
有:由QO PO (1) RO QO (2)以及由不共线的三点确定的平面方程:01111333222111000 z y x z y x z y x z y x (3)即可求出圆心O 的坐标。
实验二 二维插补原理及实现实验2.1 实验目的掌握逐点比较法、数字积分法等常见直线插补、圆弧插补原理和实现方法;通过利用运动控制器的基本控制指令实现直线插补和圆弧插补,掌握基本数控插补算法的软件实现。
2.2 实验原理直线插补和圆弧插补的计算原理。
数控系统加工的零件轮廓或运动轨迹一般由直线、圆弧组成,对于一些非圆曲线轮廓则用直线或圆弧去逼近。
插补计算就是数控系统根据输入的基本数据,通过计算,将工件的轮廓或运动轨迹描述出来,边计算边根据计算结果向各坐标发出进给指令。
数控系统常用的插补计算方法有:逐点比较法,数字积分法,时间分割法,样条插补法等。
2.2.1 逐点比较法直线插补逐点比较法是使用阶梯折线来逼近被插补直线或圆弧轮廓的方法,一般是按偏差判别、进给控制、偏差计算和终点判别四个节拍来实现一次插补过程。
以第一象限为例,取直线起点为坐标原点,如右图所示,m为动点,有下面关系:取F m = Y m X e − X m Y e 作为偏差判别式:若 F m=0,表明m 点在OA 直线上;若 F m>0,表明m 点在OA 直线上方的m′处;若 F m<0,表明m 点在OA 直线下方的m″处。
从坐标原点出发,当F m≧0 时,沿+X 方向走一步,当F m<0,沿+Y 方向走一步,当两方向所走的步数与终点坐标(X e,Y e)相等时,停止插补。
当F m≧0 时,沿+X 方向走一步,则X m+1=X m+1, Y m+1=Y m新的偏差为:F m+1=Y m+1X e- X m+1Y e=Y m X e-(X m+1)Y e=F m-Y e当F m<0 时,沿+Y 方向走一步,则X m+1=X m, Y m+1=Y m+1新的偏差为:F m+1 =Y m+1X e- X m+1Y e=(Y m+1)X e-X m Y e=F m+X e其它三个象限的计算方法,可以用相同的原理获得,下表为四个象限插补时,其偏差计算公式和进给脉冲方向,计算时,X e,Y e 均为绝对值。