【CN109881114A】一种大口径厚壁低温用无缝管线管及其制造方法【专利】
- 格式:pdf
- 大小:383.79 KB
- 文档页数:8
![一种大规格薄壁无缝管的生产方法[发明专利]](https://img.taocdn.com/s1/m/84c647e7a6c30c2258019ec7.png)
专利名称:一种大规格薄壁无缝管的生产方法专利类型:发明专利
发明人:杨雷,董继峰,谈海娟,文培洪,李虹,贾娟娟申请号:CN201811435771.8
申请日:20181128
公开号:CN109352282A
公开日:
20190219
专利内容由知识产权出版社提供
摘要:一种大规格薄壁无缝管的生产方法,其涉及无缝铝管生产技术领域,针对现有技术的不足,本发明新创焊接工艺采用异形铸锭生产此类大规格薄壁无缝管材,弥补了传统工艺的诸多缺点,为实现上述目的,本发明提供了2A12‑H112Φ205×6生产工艺流程方案:熔炼→铸造→铸锭均匀化退火→锯切→焊接→挤压→张力矫直→检查→取样→锯切→成品检验→入库,新创异形铸锭不仅成功的解决了短铸锭无法上机的问题,而且攻克了挤压时铸锭与大针接触面较大导致二者之间摩擦力大以至于对大针回拉力大,易造成大针断裂的难题,焊接工艺加工异形铸锭相对于车削工艺不仅提高了材料利用率、节约了生产成本,而且缩短了生产周期,生产效率提高了一倍。
申请人:青海国鑫铝业股份有限公司,青海国鑫工程技术研究中心有限公司
地址:810000 青海省西宁市城东区昆仑东路55号
国籍:CN
代理机构:西宁工道知识产权代理事务所(普通合伙)
代理人:沈耀忠
更多信息请下载全文后查看。
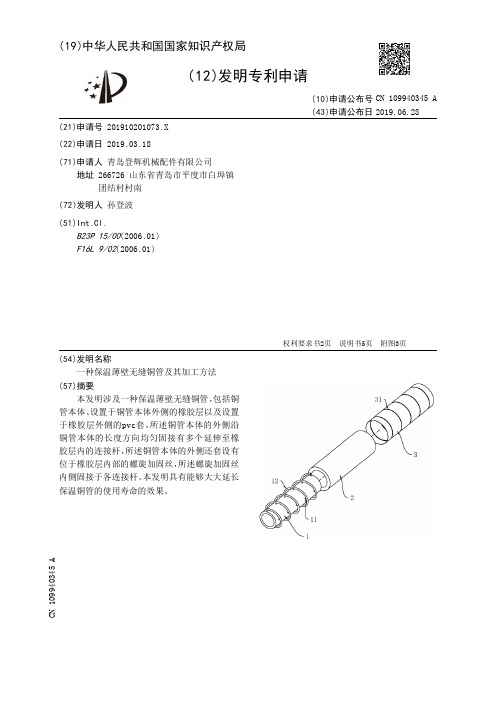
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910201073.X(22)申请日 2019.03.18(71)申请人 青岛登辉机械配件有限公司地址 266726 山东省青岛市平度市白埠镇团结村村南(72)发明人 孙登波 (51)Int.Cl.B23P 15/00(2006.01)F16L 9/02(2006.01)(54)发明名称一种保温薄壁无缝铜管及其加工方法(57)摘要本发明涉及一种保温薄壁无缝铜管,包括铜管本体、设置于铜管本体外侧的橡胶层以及设置于橡胶层外侧的pvc套,所述铜管本体的外侧沿铜管本体的长度方向均匀固接有多个延伸至橡胶层内的连接杆,所述铜管本体的外侧还套设有位于橡胶层内部的螺旋加固丝,所述螺旋加固丝内侧固接于各连接杆。
本发明具有能够大大延长保温铜管的使用寿命的效果。
权利要求书2页 说明书5页 附图3页CN 109940345 A 2019.06.28C N 109940345A1.一种保温薄壁无缝铜管,其特征在于:包括铜管本体(1)、设置于铜管本体(1)外侧的橡胶层(2)以及设置于橡胶层(2)外侧的pvc套(3),所述铜管本体(1)的外侧沿铜管本体(1)的长度方向均匀固接有多个延伸至橡胶层(2)内的连接杆(11),所述铜管本体(1)的外侧还套设有位于橡胶层(2)内部的螺旋加固丝(12),所述螺旋加固丝(12)内侧固接于各连接杆(11)。
2.根据权利要求1所述的一种保温薄壁无缝铜管,其特征在于:所述pvc套(3)周面沿其轴线方向均匀设置有若干缩口部(31)。
3.根据权利要求1所述的一种保温薄壁无缝铜管,其特征在于:所述连接杆(11)以及螺旋加固丝(12)均采用不锈钢材质。
4.一种保温薄壁无缝铜管的加工方法,其特征在于:包括以下步骤:步骤1、熔炼:将铜原料置于熔炼炉中并将熔炼炉升温至1100-1300℃将铜原料熔化,然后将熔化后的铜水置于模具中冷却制成铜锭;步骤2、锻压:将铜锭冷却至810-870℃,然后取出铜锭锻压成铜棒,然后保温3-4小时;步骤3、反挤压:将铜棒用外模限位,通过内模对铜棒进行反挤压而形成的铜管,然后将挤压出的铜管保温1小时后冷却至常温;在进行反挤压时对内模和外模电加热,以确保内模和外模温度保持在420~440℃;步骤4、冷挤压:将铜管经过冷挤压拉长至要求的尺寸形成铜管本体(1),保温2-3小时;步骤5、焊接连接杆(11):采用若干根连接杆(11)沿铜管本体(1)的轴线方向均匀焊接于铜管本体(1)的外侧周面;步骤6、焊接螺旋加固丝(12):将螺旋加固丝(12)套设于铜管本体(1)的外侧,并将螺旋加固丝(12)的内侧与各连接杆(11)的外端进行焊接;步骤7,包覆橡胶层(2):将橡胶原料送入复合装置(4)内进行加热至液态状,然后将步骤6中加工完成的铜管本体(1)置于复合装置(4)内并插设于液态状的橡胶原料内,使连接杆(11)与螺旋加固丝(12)完全处于液态橡胶内,然后,冷却液态橡胶原料至固态橡胶形成包覆于铜管本体(1)外侧的橡胶层(2);步骤8,套设pvc套(3),将步骤7中的工件取出,并在橡胶层(2)外侧涂覆粘结剂,然后将pvc套(3)套设于橡胶层(2)的外侧,然后,静至粘结剂将橡胶层(2)与pvc套(3)内侧牢固粘结;步骤9,热缩pvc套(3):取出步骤8中加工完成的保温铜管,然后沿保温铜管的轴线方向,间隔一定距离,对保温铜管外侧的pvc套(3)周面进行加热,然后沿pvc套(3)的周面向pvc套(3)的轴线方向挤压PVC套外侧,使pvc套(3)周面形成缩口部(31)。
![无缝钢管的制造方法[发明专利]](https://img.taocdn.com/s1/m/ed4afcc6af45b307e971970f.png)
专利名称:无缝钢管的制造方法专利类型:发明专利
发明人:王清明
申请号:CN200910034537.9申请日:20090917
公开号:CN101691628A
公开日:
20100407
专利内容由知识产权出版社提供
摘要:本发明公开了一种无缝钢管的制造方法,用于制造奥氏体不锈钢衍生品的尿素级无缝钢管,包含如下步骤:1)对坯料进行第一次酸洗;)对酸洗过的坯料进行修磨、轧拔联合、去油;3)判断是否满足成品要求,如否则进行中间品固溶热处理、矫直、酸洗并重复第2步;4)如是则进行成品固溶热处理、矫直和成品定切;5)将成品进行酸洗;所述的对成品固溶热处理时,温度介于1050℃和1070℃之间;本发明解决了现有技术的问题,提供了节约能源、工序简单的无缝钢管的制造方法。
申请人:苏州贝思特金属制品有限公司
地址:215562 江苏省常熟市辛庄镇杨园工业园区长盛路1号
国籍:CN
代理机构:苏州广正知识产权代理有限公司
代理人:张利强
更多信息请下载全文后查看。
![一种厚规格高韧性管线钢的制造方法[发明专利]](https://img.taocdn.com/s1/m/59859b2f89eb172dec63b79d.png)
专利名称:一种厚规格高韧性管线钢的制造方法专利类型:发明专利
发明人:吴长柏,韩争攀,李青麒,杨佳威,唐光仁申请号:CN201811327218.2
申请日:20181108
公开号:CN109182917A
公开日:
20190111
专利内容由知识产权出版社提供
摘要:本发明公开了一种厚规格高韧性管线钢的制造方法,包括如下步骤:首先按照质量百分数准备管线钢的化学成分;其次将化学成分冶炼、浇铸得到板坯;然后进行加热;最后经过轧制及冷却得到厚度为19mm‑21mm的成品钢。
本发明所公开方法能够制造出厚规格高韧性管线钢,具有良好的综合力学性能,该管线钢的显微组织以细化的针状形铁素体为主,其屈服强度≥485MPa,抗拉强度≥580MPa,‑20℃全尺寸夏比冲击功≥350J,‑10℃全板厚DWTT断口剪切面积百分数≥85%。
而且碳含量较低,有利于改善钢管成型焊接及现场环焊焊接性能;可用来制造厚壁直缝埋弧焊管,应用于海底管道、穿越管道以及极地管道建设等。
申请人:宝钢湛江钢铁有限公司
地址:524000 广东省湛江市人民大道中46号建行大厦12-15楼
国籍:CN
代理机构:广州市南锋专利事务所有限公司
代理人:李慧
更多信息请下载全文后查看。
![一种热缩合金厚壁无缝管及无缝管制造工艺[发明专利]](https://img.taocdn.com/s1/m/32d887290508763230121253.png)
专利名称:一种热缩合金厚壁无缝管及无缝管制造工艺专利类型:发明专利
发明人:刘华军,程东东
申请号:CN201811500588.1
申请日:20181210
公开号:CN109351932A
公开日:
20190219
专利内容由知识产权出版社提供
摘要:本发明公开了一种热缩合金厚壁无缝管及无缝管制造工艺,其中的热缩合金厚壁无缝管包括以下重量份的原料:低碳钢10‑20份、铬5‑10份、硅3‑8份、铁6‑11份、铜4‑8份、钛合金20‑30份、铝合金10‑15份、锰5‑9份,其制造工艺包括以下步骤:S1:按照配比对低碳钢、铬、硅、铁、铜、钛合金、铝合金、锰进行称量;S2:将低碳钢、铬、硅、铁、铜、钛合金、铝合金、锰依次放进电炉内,加热熔炼,制得熔体,电炉温度控制在1200‑1400℃。
本发明制得无缝管具有较强的抗拉强度和硬度,同时具有很高的耐腐蚀性和耐热性,制造工艺简单。
申请人:河北宏程管业有限公司
地址:061300 河北省沧州市盐山县五里窑
国籍:CN
更多信息请下载全文后查看。
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号 (43)申请公布日 (21)申请号 201910196606.X
(22)申请日 2019.03.15
(71)申请人 包头钢铁(集团)有限责任公司
地址 014010 内蒙古自治区包头市昆区河
西工业区
(72)发明人 姚晓乐 姜海龙 孙文秀 米永峰
郭志文
(74)专利代理机构 北京律远专利代理事务所
(普通合伙) 11574
代理人 全成哲
(51)Int.Cl.
C22C 38/14(2006.01)
C22C 38/12(2006.01)
C22C 38/04(2006.01)
C22C 38/02(2006.01)
C22C 33/04(2006.01)C21D 1/28(2006.01)C21D 8/10(2006.01)
(54)发明名称
一种大口径厚壁低温用无缝管线管及其制
造方法
(57)摘要
本发明公开了一种大口径厚壁低温用无缝
管线管,包括如下质量百分含量:C≤0.18%;Si
0.25~0.40%;Mn 0.10~1.5%;P≤0.020%;S
≤0.010%;Nb+V+Ti≤0.10%;其余为Fe和不可
避免的杂质,质量分数共计为100%,还公布了其
制造方法。
本发明的无缝管线管易于生产,成本
低,而且钢管具有较高的强度、优异的低温冲击
韧性及高的尺寸精度。
权利要求书2页 说明书5页CN 109881114 A 2019.06.14
C N 109881114
A
权 利 要 求 书1/2页CN 109881114 A
1.一种大口径厚壁低温用无缝管线管,其特征在于:包括如下质量百分含量:C≤0.18%;Si 0.25~0.40%;Mn 0.10~1.5%;P≤0.020%;S≤0.010%;Nb+V+Ti≤0.10%;其余为Fe和不可避免的杂质,质量分数共计为100%。
2.根据权利要求1所述的大口径厚壁低温用无缝管线管,其特征在于:包括如下质量百分含量:C:0.16%;Si:0.34%;Mn:1.29%;P:0.016%;S:0.007%;Nb:0.026%;V:0.024%;Ti:0.014%;其余为Fe和不可避免的杂质,质量分数共计为100%。
3.根据权利要求1所述的大口径厚壁低温用无缝管线管,其特征在于:包括如下质量百分含量:C:0.15%;Si:0.34%;Mn:1.30%;P:0.015%;S:0.007%;Nb:0.026%;V:0.024%;Ti:0.013%;其余为Fe和不可避免的杂质,质量分数共计为100%。
4.根据权利要求1所述的大口径厚壁低温用无缝管线管,其特征在于:包括如下质量百分含量:C:0.17%;Si:0.36%;Mn:1.36%;P:0.017%;S:0.008%;Nb:0.030%;V:0.026%;Ti:0.014%;其余为Fe和不可避免的杂质,质量分数共计为100%。
5.根据权利要求1所述的大口径厚壁低温用无缝管线管,其特征在于:包括如下质量百分含量:C:0.16%;Si:0.31%;Mn:1.40%;P:0.012%;S:0.003%;Nb:0.024%;V:0.026%;Ti:0.013%;其余为Fe和不可避免的杂质,质量分数共计为100%。
6.根据权利要求1所述的大口径厚壁低温用无缝管线管,其特征在于:包括如下质量百分含量:C:0.15%;Si:0.32%;Mn:1.35%;P:0.013%;S:0.004%;Nb:0.027%;V:0.026%;Ti:0.015%;其余为Fe和不可避免的杂质,质量分数共计为100%。
7.根据权利要求1-6任意一项所述的大口径厚壁低温用无缝管线管的制造方法,其特征在于,包括如:
炼钢生产工艺为:铁水预处理→转炉冶炼→LF精炼→VD脱气→圆坯连铸;来料铁水进行铁水预处理,从而保证供给转炉的铁水质量;为抑制材料中气体含量,硅锰、锰铁、铌铁、钒铁及钛铁在加入之前进行脱氧合金化;转炉终点控制目标:C≥0.06%,P≤0.015%;采用单渣工艺冶炼,终渣碱度≥3.0;出钢时挡渣,挡渣失败则扒渣;在LF精炼环节中,根据转炉钢水成分及温度进行造渣脱硫、成分调整及升温操作,VD深真空度目标值≤0.06Kpa,深真空时间≥15分钟,VD结束后,喂入适量硅钙线,喂丝后软吹Ar不小于15分钟,以保证材料中较低的气体含量;连铸过程采用电磁搅拌工艺,钢水过热度ΔT≤30℃,根据不同圆坯断面选择合适的拉速恒拉速生产,圆坯应入缓冷坑进行缓冷,入坑温度大于600℃,缓冷时间不小于48小时;
轧管工艺为:圆坯→锯切→环形炉加热→穿孔→PQF连轧→定径→冷却;环形炉保温段温度为1200-1300℃,圆坯穿孔后温度为1200-1250℃;连轧入口温度为1000-1200℃;定径后温度为900-960℃;通过三辊限动芯棒连轧机组PQF结合高端热轧控制技术得到尺寸精度高的优质管体;
热处理工艺为:采用正火处理,正火温度为890℃~910℃,保温30-80分钟,正火后定径矫直温度不小于500℃。
8.根据权利要求7所述的制造方法,其特征在于:圆坯在环形炉内加热,炉温为1270℃,管坯加热温度偏差±10℃,在炉时间不宜过长,穿孔采用低速咬入,高速轧制的工艺,穿后温度为1220℃,入连轧机温度为1100℃,定径后温度为940℃,冷却,锯切。
9.根据权利要求7所述的制造方法,其特征在于:采用正火处理的正火温度为900℃,保
2。