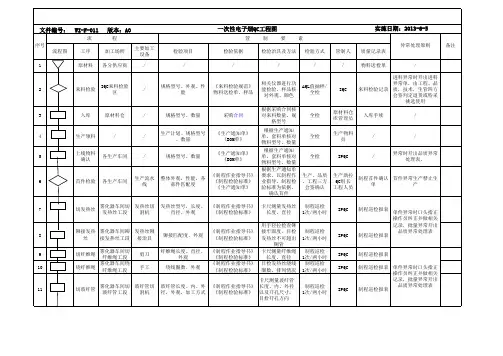
电子烟成品检验标准 生产过程中品质控制流程图
- 格式:xls
- 大小:294.50 KB
- 文档页数:8
类 别安全项目(CRITICAL)关键项目(MAJOR)一般项目(MINOR)质量特性严重不符合规定;电子料的外观问题.一般机械材料(除塑胶壳及包装料)的外观问题.不影响装配的轻微尺寸偏差.表2 测量面的定义3. 术语定义表1 缺陷定义定 义不符合安全标准规定;对使用者有潜在的危险,如机械材料之锐利批峰。
重要的质量特性不符合规定1. 目的及适用范围为确保生产的电子烟质量稳定,符合国家标准并使客户满意,特制定本标准。
本规程适用于电子烟产品的成品检验(全检)及出货检验(抽检)。
2. 引用技术文件及标准GB/T.2828-2003 逐批检查计数调整型抽样程序及抽样表GB/T.2829-2003 周期检查计数抽样程序及抽样表表3 点大小的定义4. 抽样方案及判定标准抽样依据:按照国标《逐批检查计数抽样程序及抽样表 GB/T.2828- 2003》,其中:外观检验项目: 一般检查水平Ⅱ功能、性能检验项目 : 特殊检查水平S-3判定标准:以缺陷数为不合格品数,如果一个表面有多个不良,那么所有不良的总和来决定此表面不良是否超标。
对于划痕,则把所有划痕的长度相加之和来决定是否超标,对于圆形不良,则其直径和来决定是否超标)按以下标准判定检验结果。
a) 严重缺陷(CRI):Ac=0, Re=1 (无论批量大小)b) 重缺陷(MAJ): AQL=0.65c) 轻缺陷(MIN): AQL=1.5放宽或加严检验,亦按照GB/T.2828-2003标准规定执行。
5. 检验内容5.1 外观检验表4 划痕验收标准表5 点缺陷验收标准表6 组装缺陷验收标准注:其他外观不良如积漆、缩水、多喷、色差、手印、透底、熔接线、飞边、平整度或新出现的不良以实际不良限度封样为准验表7 电子烟5.3及包装检验表8 整机包。
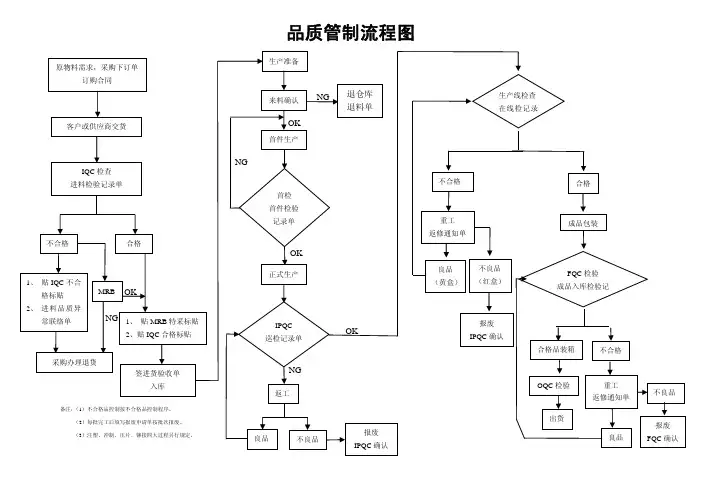

品质流程书IQC来料检验根据作业指导书说明,根据相应的检验标准或客户签样样品进行抽查检验,将不良控制在原材料端,减少后续作业操作的难度。
1来料品检收到仓库《来料检验单》后,核对来料名称、规格是否与原材料相符,根据《来料检验指导书》选取抽样标准及方案进行抽检。
2.根据相应的检验标准或客户签样样品进行检验。
3.来料检验结果判定为合格时,贴上绿色pass标签,完成《来料检验单》,填写《来料检验记录表》,提交组长复审,最终通知仓库入库。
2.当检验结果判定为不合格时,将来料或复验不良品进行隔离,贴上不良品标签。
完成《来料检验单》,随即填写《来料异常报告单》并提交组长。
品管部组织专门化验或品管人员查找并分析不良原因。
将结果移交采购部,采购部针对来料不良项目和不良原因提出处理结果如:入库、退货、特采等,由其通知仓库进行相应结果的实行。
品质部门对后续来料进行跟踪,将结果记录在案。
附带:《来料检验单》、《来料检验记录表》、《来料异常报告单》、《来料检验指导书》IPQC制成巡检根据作业指导书说明,通过对各个流程的人机物法环的监控,关键控制点的管控,随时做好巡检记录,将制程不良控制在合理范围值之内。
涉及内容:1.个人卫生安全2.机器设备是否正常运作3.物料是否与BOM一致4.员工是否按照作业指导书操作5.现场环境是否整洁6.物料是否按标示摆放整齐7. 关键管控点的管控和相应记录表的核查关键管控点:1. 挑选车间: a.核对《挑选车间记录表》b.随机抽检半成品中是否有霉变、石子、木棍等异物c.查看作业员的操作手法是否符合操作要求d.现场环境和员工个人卫生是否达标e.物料摆放是否整齐到位。
2. 浸泡车间:a.核对《浸泡车间记录表》b.半成品须打捞外壳清洗干净c.检查浸泡效果d.查看作业员的操作手法是否符合操作要求e.现场环境和员工个人卫生是否达标f.物料摆放是否整齐到位。
3. 上粉车间:a.抽查半成品是否颗粒均匀、不能成团b.容器内不能有多余的散落细粉团c.综合粉搅拌处需要核对物料配制比例(糯米粉:面粉:淀粉=5:0.5:0.5包),是否每包都有过称(30kg)d.查看作业员的操作手法是否符合操作要求 e.现场环境和员工个人卫生是否达标f.物料摆放是否整齐到位。


电子烟产品安全检验流程与品质控制在电子烟市场上,安全是最重要的一项特征,对于厂商而言,产品的质量控制至关重要。
为了确保电子烟产品的安全性和质量,厂商需要进行一系列的安全检验流程和品质控制措施。
首先,在电子烟产品的制造过程中,厂商要确保所有原材料的质量可靠。
这包括烟油、电路板、电池等。
厂商需要与可靠的供应商建立稳定的合作关系,并对每批原材料进行严格的检验。
烟油的成分需要符合相关的卫生标准,电路板和电池需要通过各种测试来确保其质量和安全性。
其次,在产品制造过程中,厂商需要严格控制生产环境和工艺流程。
生产车间应具备洁净、无尘、无菌的条件,以避免任何外部污染物的溢入。
工艺流程应按照严格的标准操作,避免人为错误的发生,确保产品质量的稳定性和一致性。
在产品制造完毕后,厂商还需要进行一系列的安全检验。
首先是产品的性能和安全性测试。
这包括电池的性能测试,烟油的成分分析以及材料的耐用性测试等。
这些测试可以确保产品能够正常工作并保证用户的健康与安全。
同时,厂商还需要进行用户的测试。
这可以通过特定的测试小组或者一些实验室完成。
这些测试主要是针对产品的易用性和人性化设计的评估。
通过对用户的测试,厂商可以了解产品在真实使用环境中的表现,并对产品进行改进和优化。
最后,厂商还需要建立完善的售后服务体系。
用户购买了产品后,可能会遇到各种问题和困扰。
厂商需要及时响应用户的反馈,并提供技术支持和售后服务。
这可以促进用户对产品的满意度,并提高品牌的声誉。
总结起来,电子烟产品的安全检验流程和品质控制措施是厂商确保产品安全性和质量的重要手段。
通过对原材料的严格把控,控制生产环境和工艺流程,进行产品性能和安全性测试以及用户测试,建立完善的售后服务体系,厂商可以提供高质量、高安全性的电子烟产品,保障用户的健康与安全。
除了上述提到的安全检验流程和品质控制措施,厂商还可以采取其他措施来确保电子烟产品的安全和品质。
首先,厂商可以建立严格的质量管理体系。



成品质量控制流程图一、引言成品质量控制流程图是指在生产过程中,通过一系列的步骤和控制措施,确保最终产品达到预期质量标准的图示化工具。
本文将详细介绍成品质量控制流程图的标准格式以及每一个步骤的具体内容。
二、标准格式成品质量控制流程图的标准格式包括以下几个部份:1. 流程图标题:对流程图进行简要描述,准确概括流程的目的和主要内容。
2. 流程图符号:使用统一的符号和图形来表示不同的步骤和控制措施。
3. 流程图步骤:按照流程的逻辑顺序,详细描述每一个步骤的具体内容。
4. 控制措施:针对每一个步骤,列出相应的控制措施,确保质量目标的实现。
5. 流程图辅助说明:对流程图中的一些关键步骤进行补充说明,以便更好地理解和实施。
三、成品质量控制流程图的具体内容1. 流程图标题:成品质量控制流程图示例2. 流程图符号:a. 开始/结束符号:用于表示流程的开始和结束。
b. 过程符号:用于表示具体的生产过程。
c. 判断符号:用于表示判断条件,根据不同的判断结果选择不同的路径。
d. 数据符号:用于表示输入和输出的数据。
e. 连接符号:用于连接不同的步骤。
3. 流程图步骤:a. 步骤1:接收原材料- 接收原材料并进行初步检查- 根据质量标准判断原材料是否合格- 合格则进入下一步,不合格则退回供应商b. 步骤2:加工生产- 根据生产计划进行加工生产- 按照工艺流程进行操作- 定期进行质量抽检,确保生产过程符合要求c. 步骤3:成品检验- 对成品进行全面检验,包括外观、尺寸、性能等方面 - 检验结果与质量标准进行比对,判断成品是否合格 - 合格则进入下一步,不合格则进行返工或者报废处理 d. 步骤4:包装和标识- 对合格的成品进行包装和标识- 确保包装符合运输和储存要求- 标识成品的相关信息,如批次号、生产日期等e. 步骤5:出厂检验- 对包装好的成品进行出厂检验- 检验项目包括包装完整性、标识清晰度等- 检验结果与出厂标准进行比对,确保成品符合要求 f. 步骤6:成品存储和发货- 将合格的成品存储在指定的区域- 按照定单要求进行发货- 记录存储和发货信息,确保物流环节的可追溯性4. 控制措施:a. 原材料接收控制措施:- 制定明确的原材料接收标准- 对供应商进行评估和审核- 建立原材料检验记录和不合格品处理程序b. 加工生产控制措施:- 制定明确的工艺流程和作业指导书- 对操作人员进行培训和考核- 建立生产记录和质量抽检记录c. 成品检验控制措施:- 制定明确的成品检验标准和检验方法- 对检验人员进行培训和考核- 建立不合格品处理程序和记录d. 包装和标识控制措施:- 制定明确的包装和标识标准- 对包装人员进行培训和考核- 建立包装记录和标识记录e. 出厂检验控制措施:- 制定明确的出厂检验标准和检验方法- 对检验人员进行培训和考核- 建立出厂检验记录和不合格品处理程序f. 成品存储和发货控制措施:- 制定明确的成品存储和发货标准- 对仓库人员进行培训和考核- 建立存储和发货记录和物流追溯系统5. 流程图辅助说明:a. 原材料接收环节需要与供应商建立良好的合作关系,确保原材料的质量可控。


进料检验
5分钟内仓库通知品质来料需检
5分
钟内品质依据标准进行检验合格卸货入库
不合格不符合品质
标准
批退
配货车辆不能及时退货品质电话通知采购同时开不合格评审处置单
采购
品质当日跟踪将文件收回归档
采购联系物料使用部门主管达成共识签字确认使用部门依据解决方案作出计划调整
采购告知仓库主任存放周期
采购负责按期退货
达成共识开单上报财务财务记账
批退
专用车辆可及时退货品质电话通知采购同时开不合格评审处置单
采购
品质组长将文件收回归档
0.5小时
采购与使用部门主管达成明确方案签字确认
使用部门依据解决方案作出计划调整
采购于工作日2小时内回复物料使用部门
一、进料检验品质控制管理流程进入不合格处理流程
联系供应商相关装、卸、存放费用及周期
(一)进料检验合格流程
采购与仓库主任达成共识暂隔离存放采购于工作日2小时内签字回复品质组
(二)进料检验不合格处理流程1、进料检验批退处理流程
真空集热管车间品质控制流程
采购于工作日2小时内签字回复品质
采购于工作日2小时内回复物料使用部门合格物料到货时间
二、制程品质目标实现管控流程2、进料检验让步接收处理流程
(一)预防控制品质目标实现流程
(二)操作过程中品质目标实现控制流程
1、班、组自检控制过程中发生异常时的管控流程
2、品质人员巡检控制过程中发生异常时管控流程
(三)品质异常已经发生后的善后流程1、制程异常发生后的处理流程
2、设备、工艺管理异常流程
三、成品品质控制流程
1、产线管理异常流程
3、成品品质检验控制流程。
类 别安全项目(CRITICAL)关键项目(MAJOR)一般项目(MINOR)
质量特性严重不符合规定;电子料的外观问题.
一般机械材料(除塑胶壳及包装料)的外观问题.不影响装配的轻微尺寸偏差.
表2 测量面的定义3. 术语定义
表1 缺陷定义定 义
不符合安全标准规定;
对使用者有潜在的危险,如机械材料之锐利批峰。
重要的质量特性不符合规定1. 目的及适用范围
为确保生产的电子烟质量稳定,符合国家标准并使客户满意,特制定本标准。
本规程适用于电子烟产品的成品检验(全检)及出货检验(抽检)。
2. 引用技术文件及标准
GB/T.2828-2003 逐批检查计数调整型抽样程序及抽样表GB/T.2829-2003 周期检查计数抽样程序及抽样表
表3 点大小的定义
4. 抽样方案及判定标准
抽样依据:按照国标《逐批检查计数抽样程序及抽样表 GB/T.2828- 2003》,其中:
外观检验项目: 一般检查水平Ⅱ
功能、性能检验项目 : 特殊检查水平S-3
判定标准:以缺陷数为不合格品数,如果一个表面有多个不良,那么所有不良的总和来决定此表面不良是否超标。
对于划痕,则把所有划痕的长度相加之和来决定是否超标,对于圆形不良,则其直径和来决定是否超标)
按以下标准判定检验结果。
a) 严重缺陷(CRI):Ac=0, Re=1 (无论批量大小)
b) 重缺陷(MAJ): AQL=0.65
c) 轻缺陷(MIN): AQL=1.5
放宽或加严检验,亦按照GB/T.2828-2003标准规定执行。
5. 检验内容
5.1 外观检验
表4 划痕验收标准
表5 点缺陷验收标准
表6 组装缺陷验收标准
注:其他外观不良如积漆、缩水、多喷、色差、手印、透底、熔接线、飞边、平整度或新出现的不良以实际不良限度封样为准
验
表7 电子烟
5.3及包装检验
表8 整机包。