插件端子多工位级进模设计
- 格式:pdf
- 大小:198.12 KB
- 文档页数:3
・ A
塑_ l l L 孥, l L 一 1
量 1
。
花 纹 的 凹模 不 必 按 凸 模 制 成 相 应 的 形 状 ,使 压 印 成 形 工 艺 简 化 ; 由 于 弯 曲方 向有 上 下 前 后 前 等 5个 方 向 , 以 弯 曲 成 形 是 该 零 件 成 形 的难 点 , 满 足 弯 曲 所 为
文 章 编 号 - 6 2 0 212 1 )3 0 6 — 2 1 7 — 1 (0 0 — 0 3 0 1
插 件 端 子 多 工 位 级 进 模 设 计
葛 允 尧 ,王 蕾
( 州学 院 机械 工 程 学院 , 江 台州 38 0 台 浙 1 0 0) 摘 要 : 章 分 析 了插 件 端 子 成 形 的工 艺特 点 , 绍 了冲 压 该 类 零 件 的 工 位 排 样 设 计 和 模 具 结 构 主 要 工 作 文 介 机 构 的设 计 要 点 , 以及 凸模 、 凹模 等 主 要 零 件 的 加 工 工 艺 。 具 具 有 结 构 紧 凑 , 作 简 单 , 模 操 生产 效 率 高 等 特 点 ,
生 产 的零 件 符 合 技 术 要 求 。
关 键 词 : 械 制 造 ; 进 模 ; 计 ; 件 端 子 机 级 设 插
中 图 分 类 号 : G3 52 T 8 .
1 工 艺 分 析
文 献 标 识 码 : B
要 求 具 有 高 寿命 , 承 受 较 高 冲 速 【 。 文 就 图 1所 能 本 示插 件端 子模 具设 计制 造作 一介 绍 。
样 做 的好 处 在 于 利 用 卸 料 板 先 压 紧
图 3 排样方案
条料 , 导正 销 的作 用下 整个 零 件 才 在 能压 得 稳 , 时 凸模 下行 进 行 弯 曲成 此 形 , 料 在 凸 模 直 面 部 分 的挤 压 下 成 形 。 曲 后 一 般 条 弯
图 4为 该 模 具 结 构 简 图 。 具 导 向精 密 , 用 了 模 采
1
皇
藉 蒂 鋈
漤 高
要 求 较 严 , 能 1次 成 形 , 采 用 了 3 不 而 次 弯 曲 成 形 , 外 再 加 1次 整 形 来 完 另
⑧
⑤
⑩
苫
苫
÷
③
③
⑩
成 。前 3次 弯 曲成 形 凸 模 固 定 在 卸 料
板 上 , 样 便于成形 , 且条料不会 这 而 变 形 ,整 形 凸 模 固 定 在 固 定 板 上 , 这
芯支 撑 , 此 , 具 设计 有一 定 的难度 。为 了满足 产 因 模
2
冲压 工位 排样设 计
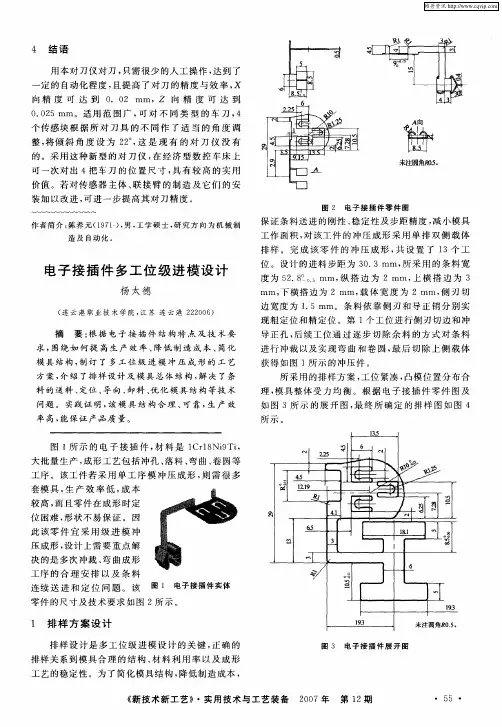
图 2所 示
为插 件端 子零 件展 开 图。工
品 质 量 和 提 高 生 产 效 率 ,决 定 采 用 多 工 位 精 密 级 进
模 生产 。级进模 不 仅结 构复 杂 , 度要 求较 高 , 且 精 而
离 , 正 销 脱离 定位 孔 , 料 机 进行 下 导 送
一
步送料 , 此 完成 一个 工作 周期 。 至
4 成 形难 点解析
实 蘖 蘖
髓 葵 进 漤
铬
灶
葵 灶
模 具 的难 点在 于 M 形 卷 圆成 形 ,
由 于 中空 无 法 利 用 型 芯 支 撑 , 尺 寸 且
精 密 滚 动 的 四 导 柱 导 套 的 外 导 向 机 构 ( 导 柱 导 主 套 )其 次 , 虑 到 材 料 较 薄 , 边 冲 裁 间 隙 只 有 00 ; 考 单 .1
mm , 采 用 了 内 导 向机 构 进 行 精 确 导 向 , 导 向 机 又 内 构 同 样 采 用 高 精 度 滚 动 四导 柱 导 套 ( 导 柱 导 套 ) 副 。 最 后 , 局部 工 位处 的 冲裁零 件定 位 导 向 , 卸料 板 在 由 对 凸 模 进 行 最 终 导 向 。 其 中 凸 模 与 卸 料 板 单 边 间 隙 00 8 .0 mm, 固 定 板 单 边 间 隙 00 5 与 . 1 mm, 料 板 间 隙 卸 小 于 冲 裁 间 隙 , 保 证 凸 模 顺 利 进 入 凹 模 , 固定 板 可 而 采 用稍 大 间隙 避免 过定 位 。模具 工作 部分 全 部采 用 镶 拼 结 构 , 模 采 用 压 板 加 螺 钉 形 式 固定 , 模 设 置 凸 下 敲 击 孔 , 以做 到 快 换 快 修 。模 具 工 作 冲 程 时 , 测 可 检 销 和 导 正 销 先 后 插 入 条 料 上 的 工 艺 孔 实 现 对 条 料 的 测 试 和精 确定 位 。 后 , 压 卸料 板压 紧材 料 和浮料 然 弹 销 ,条 料 跟 着 下 行 当条 料 下 移 到 一 定 距 离 时 ,浮 料
,
一 A
7.0 2
—
4 0. -C 3
一 I B
— C
一
部 压 印 等 。 在 压 印 处 , 据 压 印 工 艺 规 则 , 件 压 印 依 零
花 纹 深 度 h≤ ( .~ . £t — 材 料 厚 度 ) 所 以 压 印 03 04)(— ,
8
’
— I
一 5 。
图 1所 示 产 品 为 某 连 接 器 上 的插 件 端 子 ,料 厚
03 mm,材 质 预 镀 黄 铜 C 6 0 H。 零 件 外 形 尺 寸 .0 2 8 R—
小 , 状 复 杂 , 差 要 求 严 格 。 -- 长 舌 方 体 类 件 , 形 公  ̄ f为  ̄ 成形 难度 大 , 包方 的过程 中 , 体 中间 不能设 置 型 在 方
6 . O
B苫
0
C
形 状 和 精 度 的 较 高 要 求 ,从 弯 曲工 艺 的 角 度 应 考 虑 先在 弯 曲线处 压 痕再 弯 曲。 根 据 g ,- 其 展 开 图 的 特 征 ,结 合 以 上 工 艺 分 f与  ̄
D 一 D
丝 —_ 』
ቤተ መጻሕፍቲ ባይዱ
@
图 1 插件端 子产 品图
收稿 日期 :0 1 0 — 8 21—22
作者简介 : 葛允尧( 99 )男 , 1 8 一 , 本科在读 , 主攻材料成形及控制
形 全部 完 成 。压力 机 滑 块 向上移 动 ,
浮 N- 、 件 块 在 弹 簧 力 的 作 用 下 抬 销 顶
着 条料 向上 移 动 , 凹模 板 与 卸 料 板 分
位 排样 设 计是 多工位 级 进模 设 计 的关 键 ,
它 不 仅 关 系 到
图 2 零件展开图
材 料 的 经 济 利
用 、 压 4- 冲  ̄ 的精 度 、 具 制 造 的难 易 程 度 而 且 直 接 关 模 系 到 模 具 在 各 工 位 冲 压 时 的 协 调 和 稳 定 。 完 整 的 工 位 排 样 应 包 括 各 种 成 形 工 位 的 布 置 及 送 料 载 体 类 型 的 选 用 [8 插 件 端 子 基 本 冲 压 工 序 有 冲 裁 、 曲 、 5] -。 弯 局