生物柴油产品手册
- 格式:pdf
- 大小:267.28 KB
- 文档页数:17
生物柴油技术说明书(MSDS)第一部分:化学品名称化学品中文名称:生物柴油化学品英文名称:biodiesel中文别名:燃料甲酯,脂肪酸甲酯英文别名:技术说明书编码:第二部分:合成物/成分信息主要成分:以不饱和油酸C18 为主要成分的甘油脂分解而获得,该产品不含有害物质。
第三部分:危险性概述吸入:可以忽略,除非产品被加热到蒸发。
蒸汽和薄雾刺激粘膜,导致发炎、头晕和恶心,用新鲜空气去除。
眼睛接触:可能导致发炎。
发炎的眼睛需要水洗15~20 分钟,如果症状持续,需要看医生。
皮肤接触:持续和重复接触不会导致明显的皮肤发炎。
摄取:从偶然摄取到工业暴露均没有有害预测第四部分:紧急帮助措施眼睛:发炎的眼睛要用大水流洗15~20 分钟。
皮肤: 用肥皂和水洗涤身体暴露部位。
第五部分:消防措施危险特性:易燃易燃性限制:流需要覆盖燃烧液体和火焰。
特别灭火程序: 用水喷洒,冷却暴露在火焰里的储存罐 不寻常火灾和爆炸危害: 油浸泡的抹布如果处理不当会导致自燃。
在丢掉抹布之前, 要用水和肥皂清洗抹布然后要在通风处晾干。
消防 人员要配备自带呼吸设备,以避免爆炸产生的烟和蒸汽。
第六部分:事故避免措施,溢出清理步骤如果可能制止泄漏,移开燃烧源,将溢出区域尽量缩小;如果是小溢出,用吸水材料清理,如卫生纸、 “OiDry ”沙子和泥土;如果 大规模溢出,用安全的溶剂或清洁剂清洗表面,去除油膜层。
第七部分:处理和储存储存注意事项: 封闭储存于 20~60 C ,隔绝氧化剂、过热和燃烧源 , 在通风的地方储存和使用;不要刺穿、拖拽或滑动储存罐; 不是压力容器,不要用压力清空。
第八部分:爆炸控制 /个人防护呼吸防护 :如果蒸汽和雾已经产生, 马上戴上 NIOSH 认证的有机蒸 汽/雾呼吸器。
身体防护:穿防静电工作服。
吸入: 喝一、两杯水。
如果肠胃症状持续,要看医生。
闪点:130.0 C 最低ASTM93 )灭火介质: 化学干粉、泡沫、 Halon 、二氧化碳、喷水(雾状),水储存筒眼睛防护:安全的玻璃、护目镜、脸罩可以保护眼睛免受滴溅。
生物柴油技术说明书(MSDS)第一部分:化学品名称化学品中文名称:生物柴油化学品英文名称:biodiesel中文别名:燃料甲酯,脂肪酸甲酯英文别名:技术说明书编码:第二部分:合成物/成分信息主要成分:以不饱和油酸C18为主要成分的甘油脂分解而获得,该产品不含有害物质。
第三部分:危险性概述吸入:可以忽略,除非产品被加热到蒸发。
蒸汽和薄雾刺激粘膜,导致发炎、头晕和恶心,用新鲜空气去除。
眼睛接触:可能导致发炎。
发炎的眼睛需要水洗15~20分钟,如果症状持续,需要看医生。
皮肤接触:持续和重复接触不会导致明显的皮肤发炎。
摄取:从偶然摄取到工业暴露均没有有害预测第四部分:紧急帮助措施眼睛:发炎的眼睛要用大水流洗15~20分钟。
皮肤:用肥皂和水洗涤身体暴露部位。
吸入:喝一、两杯水。
如果肠胃症状持续,要看医生。
第五部分:消防措施危险特性:易燃闪点:130.0 ℃最低(ASTM93)易燃性限制:灭火介质:化学干粉、泡沫、Halon、二氧化碳、喷水(雾状),水流需要覆盖燃烧液体和火焰。
特别灭火程序:用水喷洒,冷却暴露在火焰里的储存罐不寻常火灾和爆炸危害:油浸泡的抹布如果处理不当会导致自燃。
在丢掉抹布之前,要用水和肥皂清洗抹布然后要在通风处晾干。
消防人员要配备自带呼吸设备,以避免爆炸产生的烟和蒸汽。
第六部分:事故避免措施,溢出清理步骤如果可能制止泄漏,移开燃烧源,将溢出区域尽量缩小;如果是小溢出,用吸水材料清理,如卫生纸、“Oil Dry”,沙子和泥土;如果大规模溢出,用安全的溶剂或清洁剂清洗表面,去除油膜层。
第七部分:处理和储存储存注意事项:封闭储存于20~60 ℃,隔绝氧化剂、过热和燃烧源,在通风的地方储存和使用;不要刺穿、拖拽或滑动储存罐;储存筒不是压力容器,不要用压力清空。
第八部分:爆炸控制/个人防护呼吸防护:如果蒸汽和雾已经产生,马上戴上NIOSH认证的有机蒸汽/雾呼吸器。
身体防护:穿防静电工作服。
眼睛防护:安全的玻璃、护目镜、脸罩可以保护眼睛免受滴溅。
汇创能源有限公司用户手册指导老师:付文王丽广东石油化工学院绿色油城队二零一零年八月第1章产品与工艺操作流程说明 (4)1.1原料与产品质量标准 (4)1.1.1原料质量标准: (4)1.1.2产品质量标准: (6)1.2生产流程操作简述: (6)1.2.1麻风树油萃取脱酸工段 (7)1.2.2生物柴油反应及精制工段 (7)1.2.3甘油后加工生产1,2-丙二醇工段 (8)第2章开工准备 (9)2.1工艺管线检查 (9)2.1.1阀门检查 (10)2.1.2反应器、塔、容器、加热炉的检查 (10)2.1.3冷换设备检查 (11)2.1.4压缩机、机泵检查 (11)2.1.5仪表及控制系统检查 (11)2.1.6装置整体检查 (12)2.1.7装置外检查 (12)2.2公用工程系统投用 (12)2.2.1循环水系统的引入 (12)2.2.2新鲜水系统的引入 (13)2.2.3蒸汽系统投用(低压蒸汽) (13)2.2.4净化风系统的投用 (15)2.2.5非净化风系统的投用 (15)2.2.6安全注意事项 (15)第3章开工操作 (15)3.1装置吹扫 (15)3.1.1吹扫目的 (15)3.1.2吹扫介质的选择 (15)3.1.3吹扫方法及要求 (16)3.1.4蒸汽吹扫注意事项 (17)3.1.5吹扫的质量要求 (18)3.2装置气密 (18)3.2.1气密的目的 (18)3.2.2气密的准备工作 (18)3.2.3气密检查内容 (19)3.2.4气密检查方法 (19)3.2.5气密过程中的安全注意事项 (19)3.2.6气密前按下列控制阀调校方案对所有控制阀调校完毕 (19)3.2.7 设备的气密性 (20)3.3装置水冲洗 (20)3.3.1水冲洗、水联运的目的 (20)3.3.2水冲洗的原则 (20)3.3.3水冲洗要求 (21)3.3.4水冲洗前的准备工作 (21)3.3.5装置水冲洗 (21)3.4催化剂的装填 (22)3.4.1催化剂装填前应具备的条件 (22)3.4.2催化剂装填的准备工作 (22)3.4.3催化剂装卸一般程序 (23)3.4.4注意事项及要求 (24)3.5开工操作 (24)3.5.1开工前应具备的条件 (24)3.5.2对装置的全面检查 (25)3.5.3安全阀定压 (26)第4章消防 (26)4.1执行标准 (26)4.2火灾危险性分析 (27)4.3工程消防环境现状 (27)4.4工程设计中的安全措施 (27)4.5消防设施及措施 (28)4.6防火安全制度 (28)4.6.1进出库制度 (28)4.6.2防火制度 (29)4.6.3明火管理制度 (29)4.6.4防雷、防静电规定 (30)4.7安全维护制度 (30)4.7.1安全监督与检查制度 (30)4.7.2要害部位防护制度: (31)第5章劳动安全与工业卫生 (31)5.1事故中的伴生/次生危险性分析 (31)5.1.1事故中的伴生危险性分析 (31)5.1.2事故中次生危险性分析 (31)5.2风险管理 (32)5.2.1工艺及设备方面的对策措施 (32)5.2.2甲醇储存方面的对策措施 (33)5.2.3火灾爆炸应急对策 (33)5.2.4甲醇泄漏处理措施 (34)第1章产品与工艺操作流程说明1.1原料与产品质量标准1.1.1原料质量标准:1)麻风树毛油○1麻枫树油物性麻枫树油物性密度:0.920 g/cm3(温度:15℃)酸值:10. 48mgKOH/g 运动粘度:52.0 mm2/s(温度:30℃)闪点: 210-240℃十六烷值: CN: 40-45 CI: 38 Fe含量2.4ppm皂化值:190-198 mgKOH/g P含量290ppm不皂化物1%m/m Mg含量103ppmCa含量:56ppm○2麻风树油组成图1-1 麻风树油原料指标注:上述成品油已经经过脱色、脱胶等工艺处理。
年产五万吨生物柴油项目《用户手册》目录第一章物质说明 (1)第二章生产说明 (2)第三章开工操作 (4)第四章停工操作 (11)第五章生产安全说明 (12)第一章物质说明1、原料简述(1)本工艺选择的油脂原料为麻风果油麻疯树种子含油量高,其种仁含油量可达60%左右;成熟的单株麻疯树可年产种子4-5kg,每公顷麻疯树年产种子9000-12000kg,可获得麻风果油约2700-4050kg。
麻风果干果的主要成分为:水分占4.4%-4.7%,蛋白质占17.8%-28.9%,脂肪为52.9%-57.4%,纤维素为3.7%-4.3%。
(2)本工艺选择的短链醇原料是甲醇甲醇是一种无色、透明、高度挥发、易燃液体。
略有酒精气味。
分子量32.04,相对密度0.792(20/4℃),熔点-97.8℃,沸点64.5℃,闪点12.22℃,自燃点463.89℃。
蒸汽与空气混合物爆炸下限6%~36.5%。
能与水、乙醇、乙醚、苯、酮、卤代烃和许多其他有机溶剂相混溶。
遇热、明火或氧化剂易着火。
遇明火会爆炸。
由于接触面广,甲醇是一种很容易发生中毒事故的危险化学品。
(3)本工艺选用以纺织品为固定化载体的固定化PB012复合脂肪酶作催化剂。
(配比为PB011脂肪酶[]为86%,胰脂肪酶为14%。
)(4)选用固定化载体时考虑到纺织品成本低,分散与固定效果好,秉承兼顾成本与效率的原则,选用纺织品作为固定化载体。
本工艺采用不锈钢固定床反应器,需要将酶先固定在纺织品上,然后放入反应器的钢丝网罩内。
(5)选用叔丁醇为反应体系,加入量为30%是最佳2、产品的质量指标对产品各成分含量进行测定,达到以上指标方为合格产品。
第二章生产说明1、生产方法及原理的简述酯交换是采用油脂(脂肪酸甘油酯)与甲醇在酸或碱催化剂存在下进行酯交换反应(又称醇解反应),生成脂肪酸甲酯和甘油。
酯交换法是生物柴油的主要生产方法,通过化学转化得到的脂肪酸低碳烷基酯完全具有石化柴油几乎相同的流动性和粘度范围,同时具有与石化柴油的完全互溶性,是一种良好的柴油内燃机动力燃料,采用酯交换法制备出的生物柴油具有粘度低,无需消耗大量的能量。
摘要生物柴油是一种新的生物质可再生能源,具有深远的经济效益与社会效益。
目前国内外生产生物柴油主要采用间歇搅拌釜式反应器,并形成了一套较为成熟的工艺,但单位体积反应器内生产效率低。
本文采用逆流塔式反应器替代搅拌釜式反应器,以达到降低成本的目的。
设计了用于生物柴油连续化制备的塔式反应器,实现了油相与醇相在反应器内逆流接触。
并以浓H2SO4为催化剂,棉籽油毛油为原料,在逆流塔式反应器中进行了生物柴油的连续化制备,设计一生物柴油塔式连续化反应器,生产能力8000t/a,醇油摩尔比6:1,温度70℃,催化剂的用量为油品质量的7%,生物柴油质量收率95% 物料在反应停留时间为反应区6h、上澄清区1h、下澄清区1h。
甲醇和浓硫酸混合物由塔反应区上部分进入,原料油从反应区下部分进料,在搅拌机搅拌下液相混合反应。
甲醇和生物柴油产品在上澄清区逐步分离,原料油和生物柴油产品在下澄清区逐步分离。
根据相似放大原理得到塔直径为1.4m,全塔高度为7.90m。
该塔效果如何有待进一步探究。
关键词:生物柴油;逆流塔式反应器;连续化操作AbstractBiodiesel is a novel renewable biomass energy, which can bring great economic and social benefits. Although the present technique of biodiesel production using batch reactors is mature, but its efficiency is low. The countercurrent tower reactor, which can reduce the manufacturing cost, are adopted to substitute BSTR.A countercurrent tower reactor in order to realize continuous preparation of biodiesel was designed, and the countercurrent contact between methanol phase and vegetable oil phase in the countercurrent tower reactor was realized. And biodiesel was prepared by transesterification from vulgar cottonseed oil and methanol, using H2SO4 as catalysts. The mass yield was 95% achieved at 70℃ and resident time 6h and 7% H2SO4 (w%) of oil and methanol to oil molar ratio at 6:1. The mixture of methanol and concentrated sulfuric acid get into the tower from the upper part of the reaction zone while the feedstock oil from the lower part. With drastic stir, the liquid mixture react continuously. The methanol and bio-diesel products in the refining zone up the tower gradually separated while the feedstock oil and the products separated in the refining zone down the tower. The total height of the tower being 7.90m and the diameter 1.4m, the performance of it needs further discussionKeywords: biodiesel; countercurrent tower reactor; continuoustoperation.目录摘要 (I)Abstract...................................................................................................................................................... I I 目录 (1)引言 (2)第1章设计条件与任务 (3)1.1设计条件 (3)第二章生物柴油概述 (4)2.1生物柴油 (4)2.1.1生物柴油的理化性质 (4)2.1.2 生物柴油的优点 (5)2.2生物柴油的制备方法 (7)2.2.1直接混合法 (8)2.2.2微乳液法 (8)2.2.3高温裂解法 (9)2.2.4酯交换反应法 (10)2.3影响酯交换反应的因素 (11)2.3.1醇油摩尔比的影响 (11)2.3.2催化剂的影响 (12)2.3.3反应时间的影响 (12)2.3.4反应温度的影响 (13)2.4油脂酯交换连续反应器 (13)2.4.1管式反应器 (13)2.4.2固体床反应器 (15)2.4.3塔式反应器 (15)2.3.4微反应器 (16)2.3.5超临界反应器 (17)第三章连续化反应器体积的计算 (18)3.1 全塔物料衡算 (18)第四章塔径、塔高、内置件结构的确定 (19)第五章电机及减速机的选定 (19)第六章塔各接管尺寸的确定 (20)(1)植物油进料口 (20)(2)甲醇进料口 (20)(3)硫酸进料口 (21)(4)生物柴油出口 (21)第七章塔的附属设备选型 (23)(1)预热器换热面积的计算 (23)(2)泵的选型 (23)第八章塔设备设计结果汇总 (24)表8.1生物柴油制备工艺设计计算结果表 (24)设计评价 (25)参考文献 (26)引言能源是经济和社会发展的重要物质基础。
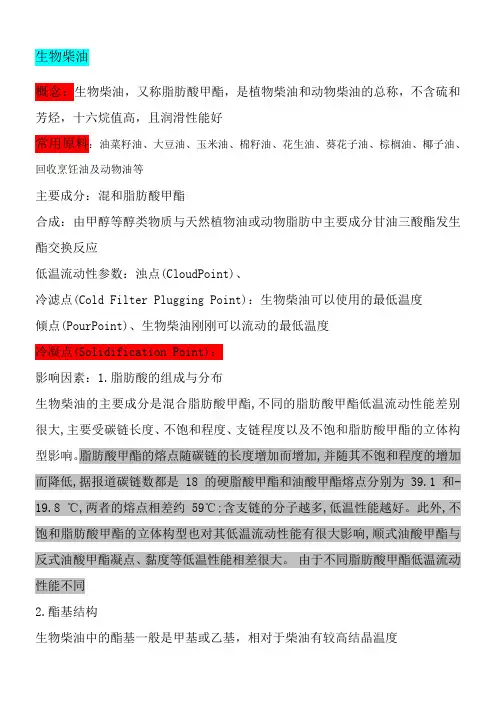
生物柴油概念:生物柴油,又称脂肪酸甲酯,是植物柴油和动物柴油的总称,不含硫和芳烃,十六烷值高,且润滑性能好常用原料:油菜籽油、大豆油、玉米油、棉籽油、花生油、葵花子油、棕榈油、椰子油、回收烹饪油及动物油等主要成分:混和脂肪酸甲酯合成:由甲醇等醇类物质与天然植物油或动物脂肪中主要成分甘油三酸酯发生酯交换反应低温流动性参数:浊点(CloudPoint)、冷滤点(Cold Filter Plugging Point):生物柴油可以使用的最低温度倾点(PourPoint)、生物柴油刚刚可以流动的最低温度冷凝点(Solidification Point):影响因素:1.脂肪酸的组成与分布生物柴油的主要成分是混合脂肪酸甲酯,不同的脂肪酸甲酯低温流动性能差别很大,主要受碳链长度、不饱和程度、支链程度以及不饱和脂肪酸甲酯的立体构型影响。
脂肪酸甲酯的熔点随碳链的长度增加而增加,并随其不饱和程度的增加而降低,据报道碳链数都是 18的硬脂酸甲酯和油酸甲酯熔点分别为 39.1 和- 19.8 ℃,两者的熔点相差约 59℃;含支链的分子越多,低温性能越好。
此外,不饱和脂肪酸甲酯的立体构型也对其低温流动性能有很大影响,顺式油酸甲酯与反式油酸甲酯凝点、黏度等低温性能相差很大。
由于不同脂肪酸甲酯低温流动性能不同2.酯基结构生物柴油中的酯基一般是甲基或乙基,相对于柴油有较高结晶温度3.杂质的影响这些杂质包括:合成原料中含有的高熔点甘油二酯、甘油单酯;生物柴油转化过程中反应不完全的甘油三酯、醇类、游离脂肪酸等以及生物柴油转化中产生的皂化物等。
研究发现,尽管倾点不受影响,但浊点随甘油单酯、甘油二酯的增加而升高;浓度为 0.1%饱和甘油单酯或甘油二酯能使浊点升高,不饱和的甘油单酯对浊点及倾点都没有影响。
改善方法:1.加入流动改进剂法2.调和柴油法3.生物柴油的异构化4.冬化处理添加降凝剂机理1.成核理论成核理论认为,由于降凝剂分子的熔点相对高于油品中蜡的结晶温度,它会在油品的浊点(CP )以前析出而起到晶核、活性中心或结晶中心的作用而成为蜡晶生长中心,使油品中小蜡晶增多,从而达到降低冷凝点(PP )或冷滤点(CFPP )的效果。
生物柴油(BD100)科普相关材料一、生物柴油BD100与脂肪酸甲酯的关系1.生物柴油(BD100)的主要物理、化学属性及所决定的主要用途是什么?要点提示:1)生物柴油BD100是由动植物油脂或废弃油脂与醇(例如甲醇或乙醇)反应制得的脂肪酸甲烷基脂,最典型的为脂肪酸甲酯;生物柴油BD100是汽车等压燃式发动机燃料的调合组分。
(BD100国标)2)它既可以用作燃料(符合柴油机燃料调合用生物柴油国家标准的为生物柴油B D100),也可以用作化工产品的原料或中间体。
2.脂肪酸甲酯的主要物理、化学特性及所决定的主要用途是什么?要点提示:1)脂肪酸甲酯为黄色澄清透明液体(精馏后为无色),具有一种温和的、特有的气味,结构稳定,没有腐蚀性。
(百度百科定义)2)脂肪酸甲酯除了作为调合柴油燃料的调合组分BD100用途外,在化工上还具有多种用途,包括精制加工的直接利用(如生产润滑剂、工业溶剂等)和化学加工的间接利用(如生产脂肪醇、脂肪酸甲酯磺酸盐、蔗糖聚酯等)。
广泛用于合成高级表面活性剂,用作高级润滑油和燃料的添加剂、乳化剂制品、香料的溶剂等。
(百度百科用途)3.生物柴油BD100和化工原料中间体的脂肪酸甲酯之间的区别和联系是什么?要点提示:1)生物柴油BD100和作为化工原料、化工中间体的脂肪酸甲酯主要成分均为脂肪酸甲酯。
2)生物柴油BD100本身可直接作为化工产品或化工中间品使用,市场经营实践中,大部分生产生物柴油BD100的企业也同时生产作为化工原料或化工中间体的脂肪酸甲酯。
4.用于化工用途的脂肪酸甲脂和BD100之间相互转换的成本和其他障碍是否巨大?要点提示:用于化工用途的脂肪酸甲脂和BD100技术上是非常接近的产品,几乎就是同一产品。
它们之间互换用途非常方便,也不存在生产方面的技术问题。
如果一个脂肪酸甲脂生产厂商想要把BD100用于化工用途是非常方便地,是否增加成本取决于化工产品的具体要求,一般不存在巨大的障碍。
生物柴油技术说明书(MSDS)第一部分:化学品名称化学品中文名称:生物柴油化学品英文名称:biodiesel中文别名:燃料甲酯,脂肪酸甲酯英文别名:技术说明书编码:第二部分:合成物/成分信息主要成分:以不饱和油酸C18为主要成分的甘油脂分解而获得,该产品不含有害物质。
第三部分:危险性概述吸入:可以忽略,除非产品被加热到蒸发。
蒸汽和薄雾刺激粘膜,导致发炎、头晕和恶心,用新鲜空气去除。
眼睛接触:可能导致发炎。
发炎的眼睛需要水洗15~20分钟,如果症状持续,需要看医生。
皮肤接触:持续和重复接触不会导致明显的皮肤发炎。
摄取:从偶然摄取到工业暴露均没有有害预测第四部分:紧急帮助措施眼睛:发炎的眼睛要用大水流洗15~20分钟。
皮肤:用肥皂和水洗涤身体暴露部位。
吸入:喝一、两杯水。
如果肠胃症状持续,要看医生。
第五部分:消防措施危险特性:易燃闪点:130.0 ℃最低(ASTM93)易燃性限制:灭火介质:化学干粉、泡沫、Halon、二氧化碳、喷水(雾状),水流需要覆盖燃烧液体和火焰。
特别灭火程序:用水喷洒,冷却暴露在火焰里的储存罐不寻常火灾和爆炸危害:油浸泡的抹布如果处理不当会导致自燃。
在丢掉抹布之前,要用水和肥皂清洗抹布然后要在通风处晾干。
消防人员要配备自带呼吸设备,以避免爆炸产生的烟和蒸汽。
第六部分:事故避免措施,溢出清理步骤如果可能制止泄漏,移开燃烧源,将溢出区域尽量缩小;如果是小溢出,用吸水材料清理,如卫生纸、“Oil Dry”,沙子和泥土;如果大规模溢出,用安全的溶剂或清洁剂清洗表面,去除油膜层。
第七部分:处理和储存储存注意事项:封闭储存于20~60 ℃,隔绝氧化剂、过热和燃烧源,在通风的地方储存和使用;不要刺穿、拖拽或滑动储存罐;储存筒不是压力容器,不要用压力清空。
第八部分:爆炸控制/个人防护呼吸防护:如果蒸汽和雾已经产生,马上戴上NIOSH认证的有机蒸汽/雾呼吸器。
身体防护:穿防静电工作服。
眼睛防护:安全的玻璃、护目镜、脸罩可以保护眼睛免受滴溅。
RIPP 2006-085《柴油机燃料调合用生物柴油(BD100)国家标准》报批稿中国石油化工股份有限公司石油化工科学研究院北京2006年5月课题号:国家标准化课题20032462-Z-513课题名称:生物柴油国家标准的制定报告分类:01-Ⅱ-A-12工作时间:2004.1~2005.12研究单位:石油化工科学研究院编写人:蔺建民审核人:张永光校对人:李率ICS 75.160.20 E 31中华人民共和国国家标准GB/T ××××—××××前 言本标准与美国试验与材料协会标准ASTM D6751-03a《馏分燃料调合用生物柴油(B100)标准》的一致性程度为非等效。
本标准与ASTM D6751-03a标准的主要差异是:——将十六烷值由不小于47改为不小于49;——将铜片腐蚀由不大于3级改为不大于1级;——未设水和沉渣项目;——未设浊点项目;——未设磷含量项目;——增加密度、水含量、冷滤点、机械杂质和氧化安定性项目;——10%蒸余物残炭指标与GB 252《轻柴油》国家标准一致。
本标准由中国石油化工集团公司提出。
本标准由中国石油化工股份有限公司石油化工科学研究院归口。
本标准由中国石油化工股份有限公司石油化工科学研究院负责起草。
本标准主要起草人:蔺建民、张永光、杨国勋、李率本标准为首次制定。
柴油机燃料调合用生物柴油(BD100)1范围本标准规定了柴油机燃料调合用生物柴油(BD100)的术语和定义,分类,技术要求和试验方法,检验规则及标志、包装、运输、储存等。
本标准所属产品可作为组分与矿物柴油调合成符合相关柴油标准的柴油机燃料。
本标准所属产品与矿物柴油调合而成的柴油机燃料适用于汽车、拖拉机、内燃机车、工程机械、船舶和发电机组等压燃式发动机。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
气相醇解法制备生物柴油年产1万吨设备与技术方案生物柴油气相醇解法介绍:目前国内外生产生物柴油普遍采用化学法化和高温高压催化路线和工艺,化学法因然它的好处,但是存在的弊大于利,在化学法的情况下一般都会产生很多难于处理废水会产生二次污染并且对设备寿命以及使用存在危险和缩短,不仅对企业本身产生不利影响,更是对员工身体留下不可预防的病害,处理废水更是企业的一大支出。
做为企业追求的目标,不仅是利益,更是要以人为本,造就和谐社会,绿色环保的家园是每个地球人的责任和使命。
碱催化众所周知使产品的得率有较大的降低,这是有背离企业盈利的宗旨。
高温高压催化目前只有古杉一家在使用,高温高压对设备有特殊的要求,投资成本过大,产品质量和操作都不稳定,得率也不是很高,使企业形成投多得少的局面。
汽相催化属于物理法不使用酸碱,只使用甲醇,甲醇可以经过低压汽化和中压汽化两种工艺,在汽相条件下与油脂产生醇解以达到酯交换之目的,工艺稳定成熟,对设备无特殊要求,产品质量得率有保证,避免酸碱的不利条件和高温高压的特殊要求。
但是针对新疆棉籽酸化油为原料,有必要上水解设备,只有水解才能做棉籽油的预处理,这样会提高得率和产品质量。
酸碱催化和高温高压的工艺对原料有要求,一般需要原料相对较好才能进生产,反之得率和质量受到严重降低,而汽相催化只要是油脂类均可生产,质量得率不受影响。
投资成本低,产量大,质量稳定可靠。
操作简单,基本实现自动自控,优其是对环境环保更是其它工艺不可比似,达到无污染无废水零排放。
所有产生噪音和废气的设备采用特殊设计集中处理。
气相醇解法操作简介:气相醇解法操作简单,按三班计算,每班人员数量如下:预处理:首先利用叶片分离机将原料固体杂质去除,然后进入闪蒸器进行脱水将油脂当中的多余水分去除,闪蒸出的水经过隔油池输送到污水处理站,在操作中只利用一个人即可保证醇解的使用量。
需要加热介质为导热油。
醇解:醇解的目的是将油脂当中的脂肪酸与中性油脂转换成甲酯也是关键的一步,工作压力在20公斤温度在180度左右进行连续醇解不断的进料与出料实现连续化,在生产中只需要甲醇参与反应。