冷轧平整机恒轧制力控制
- 格式:pdf
- 大小:200.84 KB
- 文档页数:3

1200mm双机架平整机轧制力控制系统目录第1章摘要 (3)第2章绪论 (4)第3章硬件部分基本模块介绍 (8)3.1 基本工作原理图 (8)3.2 基本模块介绍 (8)3.2.1应变片传感器 (8)3.2.2A/D转换器模块 (13)3.2.38051单片机芯片介绍 (15)3.2.4 LED数码显示管 (18)3.2.5 D/A转换器 (20)第4章软件部分及其介绍 (23)4.1 数据处理子程序的设计 (23)4.2 数据采集子程序的设计 (24)心得体会 (26)参考文献 (27)摘要平整机的主要作用是消除退火带钢的屈服平台,调制好带钢的力学性能;改善带钢的平直度;使带钢表面具有一定的粗糙度,消除带钢表面的轻微缺陷。
平整机中,轧制力是一个非常重要的控制量,延伸率的调节直接受轧制力的影响,稳定的延伸率控制是保证带钢质量的重要手段。
绪论平整是提高板形质量的重要手段,也是确保冷轧带钢成品质量后一道关键工序。
而平整轧制力的准确计算是解决平整生产时板形问题的关键,平整轧制在保证带钢内部组织性能满足用户需求方面,起着至关重要的作用。
平整机是冷轧生产变形轧制的最后一道工序,在该工序造成的表面缺陷是不可弥补的。
而将张力分为三段、四段控制,可以很好的解决开卷过程中引起的不可消除的表面划伤。
在平整机中,张力的放大、缩小与分段是通过S 型张力辊来实现的。
通常所用的平整设备的布置形式如图所示。
轧制力:在轧制时轧辊加于轧件使之塑性变形的力。
但通常把轧件作用于轧辊上并通过压下螺丝传递给机架的力称做轧制力,即是轧件加于轧辊的反作用力的垂直分量。
轧制力在我国习惯称做轧制压力或轧制总压力。
图1给出轧辊加于轧件的力,P r为轧制力,它垂直于轧辊表面;T 为摩擦力;L p为变形区水平投影长度。
轧制力是确定轧机强度的基础。
正确计算和测定轧制力,对于设计和使用轧机均有很大意义。
影响轧制力的因素为了便于分析,可把影响因素分为两类:①影响轧件材料在简单应力状态下变形抗力σ0的因素,如化学成分、组织、轧制温度和速度、加工硬化等;②影响变形的应力状态的因素,如轧辊直径、轧件尺寸、表面摩擦、外力(张力或推力)等。

平整机轧制力计算公式平整机是一种用于道路施工中的设备,主要用于将道路表面进行平整和压实。
在使用平整机时,需要计算平整机的轧制力,以确保施工质量和安全性。
本文将介绍平整机轧制力的计算公式及其相关内容。
一、平整机轧制力的定义和作用平整机轧制力是指平整机在施工过程中对道路表面施加的压力。
它的作用是通过对道路表面的压实,使其更加坚实和平整,提高道路的承载能力和使用寿命。
轧制力的大小直接影响道路的平整度和密实度,因此在施工前需要对轧制力进行准确的计算和控制。
二、平整机轧制力的计算公式平整机轧制力的计算公式可以通过以下几个参数来确定:1. 道路材料的类型和特性:不同类型的道路材料在受力时具有不同的强度和变形特性,因此需要根据道路材料的具体情况进行力学分析。
2. 平整机的重量:平整机的重量是决定轧制力大小的重要因素,重量越大,施加在道路表面上的压力就越大。
3. 平整机的轮胎类型和胎压:平整机的轮胎类型和胎压也会影响轧制力的大小,不同类型的轮胎和胎压会对道路表面施加不同的压力。
4. 平整机的行驶速度:平整机的行驶速度也会对轧制力产生影响,速度越快,轧制力越大。
基于以上参数,平整机轧制力的计算公式可以表示为:轧制力 = 道路材料的强度× 平整机的重量× 轮胎类型和胎压× 行驶速度需要注意的是,公式中的各个参数需要根据实际情况进行测量和计算,以确保计算结果的准确性。
三、平整机轧制力的控制方法为了确保施工质量和安全性,需要对平整机轧制力进行有效的控制。
以下是几种常用的控制方法:1. 控制平整机的重量:可以通过增加或减少平整机的重量来控制轧制力的大小,重量越大,轧制力越大。
2. 调整轮胎类型和胎压:不同类型的轮胎和胎压会对轧制力产生不同的影响,可以根据需要进行调整,以控制轧制力的大小。
3. 控制行驶速度:行驶速度也会对轧制力产生影响,可以通过控制行驶速度来控制轧制力的大小。
通过合理地控制这些因素,可以有效地控制平整机轧制力,以满足道路施工的要求。
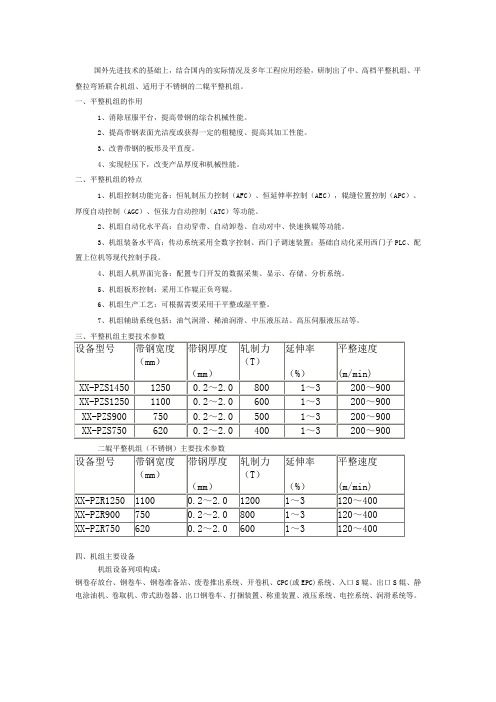
国外先进技术的基础上,结合国内的实际情况及多年工程应用经验,研制出了中、高档平整机组、平整拉弯矫联合机组、适用于不锈钢的二辊平整机组。
一、平整机组的作用
1、消除屈服平台,提高带钢的综合机械性能。
2、提高带钢表面光洁度或获得一定的粗糙度、提高其加工性能。
3、改善带钢的板形及平直度。
4、实现轻压下,改变产品厚度和机械性能。
二、平整机组的特点
1、机组控制功能完备:恒轧制压力控制(AFC)、恒延伸率控制(AEC),辊缝位置控制(APC)、厚度自动控制(AGC)、恒张力自动控制(ATC)等功能。
2、机组自动化水平高:自动穿带、自动卸卷、自动对中、快速换辊等功能。
3、机组装备水平高:传动系统采用全数字控制、西门子调速装置;基础自动化采用西门子PLC、配置上位机等现代控制手段。
4、机组人机界面完备:配置专门开发的数据采集、显示、存储、分析系统。
5、机组板形控制:采用工作辊正负弯辊。
6、机组生产工艺:可根据需要采用干平整或湿平整。
7、机组辅助系统包括:油气润滑、稀油润滑、中压液压站、高压伺服液压站等。
四、机组主要设备
机组设备列项构成:
钢卷存放台、钢卷车、钢卷准备站、废卷推出系统、开卷机、CPC(或EPC)系统、入口S辊、出口S辊、静电涂油机、卷取机、带式助卷器、出口钢卷车、打捆装置、称重装置、液压系统、电控系统、润滑系统等。

双机架平整机恒延伸率生产工艺的研究与应用随着我国经济的快速发展,轻工和食品以及家电等各个行业也都在不断地发展,同时,也扩大包装材料的需求。
随着新包装材料的出现,常用包装材料电镀锡板压力也更大了。
为了将镀锡产品性能的要求得以有效地满足,材料的研度和强度得以提升,二次冷轧双机架平整技术脱颖而出。
在平整轧制工艺中,延伸率是最主要的工艺参数,对产品机械性能有直接的影响,所以,必须要控制延伸率的闭环。
标签:双机架平整机;控制延伸率;生产工艺;应用前言:介绍控制延伸率的基本原理,运用张力调节方式和自动更换轧制力调节,来有效地调整延伸率,从而使平整机不但能够将张力与轧制力之间的平衡得以满足,而且,延伸率精度也能够得到保证。
一、控制延伸率的基本原理针对于平整轧制而言,控制延伸率是主要的控制方式。
控制延伸率的原理:测量以后,将延伸率值计算出来,与设定值进行比较,延伸率的偏差得出来,通过调节器有调节量产生,作为附加张力或者附加轧制力,运用执行机构动作作将张力或者轧制力调节系统的误差消除,从而使控制延伸率闭环得以实现。
通过控制延伸率的基本原理可以显示,张力与轧制力一同作用的结果就是延伸率。
通过许多试验研究便可知道,张力和轧制力调节带钢延伸率的效果随着不同带钢厚度不同也有所不同。
1毫米以上比较厚规格带钢,张力作用的效果相对比较弱,轧制力作用比较明显,对轧制力先进行调节;0.4毫米以下的薄规格带钢的张力作用效果相对比较明显,对延伸率进行调节时,应该将前后的张力先进行调节。
各种调节手段调节的范围都比较有限,先选用的调节手段,如果调节量限定时达到时,就会向另种调节手段自动进行切换,从而使控制延伸率的目标得以保证。
二、双机架平整机恒延伸率生产工艺的应用(一)延伸控制模式的分类1.单机平整模式。
单机平整工作模式下,脱开1号机,只投入2号机架,并且在平整模式下进行工作,利用延伸率闭环将控制要求有效地实现。
单机架控制延伸率闭环模式,见图l所示。
冷轧平整机种类及工作原理简述冷轧平整机种类及工作原理简述通过冷轧而变成纤维状组织的带钢,在退火工序中由于再结晶而变为具有新的结晶组织的带钢。
这种退火后的带钢几乎完全成为软质状态,因此不适用于加工,只要稍稍给予轻度冲压加工,带钢表面就会产生拉伸应变和不规则的滑移线,明显有碍外观。
这种退火带钢一般不能直接供给用户使用,必须进行平整轧制,即通过轻度的冷轧加工改善其材质、平整钢板形状。
平整轧制的目的消除材料的屈服平台,防止加工时的拉伸应变;提高材料的屈服极限、降低屈服极限,以及扩大塑性加工范围;使带钢表面获得需要的粗糙度和光泽;矫正板材形状。
平整机种类经过冷轧和退火后的带钢表面会多少粘有一些脏物,其主要成分是铁、铁离子和碳,在干平整时这些脏物会污染环境。
随着粘附程度的不同,在干平整时这些脏物会玷污工作辊。
通常它们粘附在工作辊的端部,且以点状或凸斑状粘附在打毛的轧辊表面上,在平整时粘附了脏物的工作辊会在带钢边部留下周期性的压痕,最终导致带钢质量的降低。
带钢在平整时采用干平整及湿平整工艺。
各自特点如下:(1)干平整特点所轧带材的表面可保持不受玷污;为下一步加工(渡锡)做准备;在轧辊与轧件间产生大的摩擦;保证只给轧件以有限延伸量和压下量;压下率一般为0.5%~6%。
(2)湿平整特点不易压入杂质,或粘着杂质而产生辊痕缺陷,可以获得较大的压下量,确保延伸率;在平整后的带钢表面留下一层润滑的抗腐蚀或其他形式的薄膜;压下率可达10%。
平整率由于平整压下率很小,难以测准其厚度差,因此用与压下率成比例的带钢长度变化率即延伸率来表示平整率,其表示式为:μ=(L1-L0)/L0*100%式中,μ-平整带钢延伸率;L0、L1-平整前、后带钢长度。
延伸仪则是用对平整机前、后带速的测量来计算延伸率的,其公式为:μ=(Vh-VH)/VH*100%式中,μ-平整带钢延伸率;Vh、VH-平整前、后带钢速度。
而带速可用与带钢同步的转动轮的转速来测量。
冷轧1780mm平整机组控制系统陈丰1,陆晓贤2,张殿华2,李旭2(1.天津荣程联合钢铁集团有限公司,天津,200431;2.轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004)摘要:通过对某钢铁公司1780mm单机架四辊轧机的控制系统的学习,介绍该冷轧平整机组的控制系统的软件设计思想以及结构。
并通过观察现场应用结果,分析了该平整机控制系统运行状况。
其主要优点有:自动穿带功能完善,延伸率控制精度较高。
关键词:平整机延伸率控制自动化控制系统The Technology Automatic Control System of Skin Pass Mill CHEN Feng1,LU Xiaoxian2,ZHANG Dianhua2,LI Xu2(1. Tianjin Rockcheck Iron and Steel Company Co., Ltd, Tianjin,200431;2.The State Key Laboratory ofRolling Technology and Automation,Northeastern University,Shenyang 110004;)Abstract:Through the learning of1780mm Skin Pass Mill control ideas, the software design idea and configuration of the technology control system is introduced. Using the practical application results, Skin Pass Mill’s running situation is analysed. The main advantages are: automatic threading function is perfect, control precision of elongation is much well.Key words: skin pass mill; elongation control; automatic control system1 前言该1780mm单机架平整机机组设计年产量80万吨,产品厚度规格覆盖0.3mm~2mm,可轧宽度范围为820~1650mm。