锯削基础知识
- 格式:ppt
- 大小:884.50 KB
- 文档页数:9
第五节锯削锯削是利用手锯对材料或工件切断或切槽的加工方法,具有简单、方便和灵活等特点。
因此,手工锯削是钳工需要掌握的基本操作之一,多用于切割异形工件、开槽、单件小批量生产,以及在临时工地的加工。
一、锯削工具锯削工具主要是手锯,手锯是由锯弓和锯条两部分组成的。
1.据弓锯弓的作用是张紧锯条,且便于双手操持。
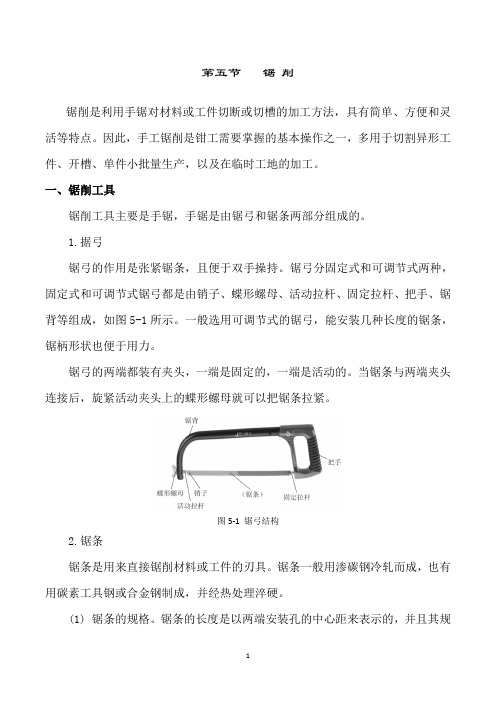
锯弓分固定式和可调节式两种,固定式和可调节式锯弓都是由销子、蝶形螺母、活动拉杆、固定拉杆、把手、锯背等组成,如图5-1所示。
一般选用可调节式的锯弓,能安装几种长度的锯条,锯柄形状也便于用力。
锯弓的两端都装有夹头,一端是固定的,一端是活动的。
当锯条与两端夹头连接后,旋紧活动夹头上的蝶形螺母就可以把锯条拉紧。
图5-1 锯弓结构2.锯条锯条是用来直接锯削材料或工件的刃具。
锯条一般用渗碳钢冷轧而成,也有用碳素工具钢或合金钢制成,并经热处理淬硬。
(1) 锯条的规格。
锯条的长度是以两端安装孔的中心距来表示的,并且其规格有200mm 、250mm 、300mm 。
钳工常用的锯条规格为300mm 。
(2) 锯条的切削角度:锯齿相当于一排同样形状的錾子,每个齿都有切削作用。
锯齿的切削角度,前角°=0γ,后角°=40α,楔角°=50β。
为了能减少锯条的内应力,充分利用锯条材料,目前已出现了双面有齿的锯条。
两条锯齿淬硬,中间保持较好的韧性,不易折断,可延长使用寿命,大大节省了原材料。
(3) 锯齿的粗细:锯齿的粗细是以锯条每25 mm 长度内的锯齿数来表示。
一般分为粗、中、细3种,锯齿数常用的有14、18、24和32等几种,齿数越多表示锯齿越细。
锯齿粗细应根据材料的软硬和厚薄来选用(表5-1)。
粗齿锯条的容屑槽较大,适用于锯削软材料或截而较大的工件,因为这种情况下每锯一次,都会产生较多的切屑,容屑槽大就不致发生堵塞而影响锯削的效率。
锯削硬材料或截面较小的工件应该用细齿锯条,因为硬材料不易被锯入,每锯一次切屑较少,不易堵塞容屑槽。


钳工基本操作技能之锯削一、锯削的定义用锯对材料或工件进行切断或切槽等的加工方法称为锯削。
锯削是锯切工具旋转或往复运动,把工件、半成品切断或把板材加工成所需形状的切削加工方法。
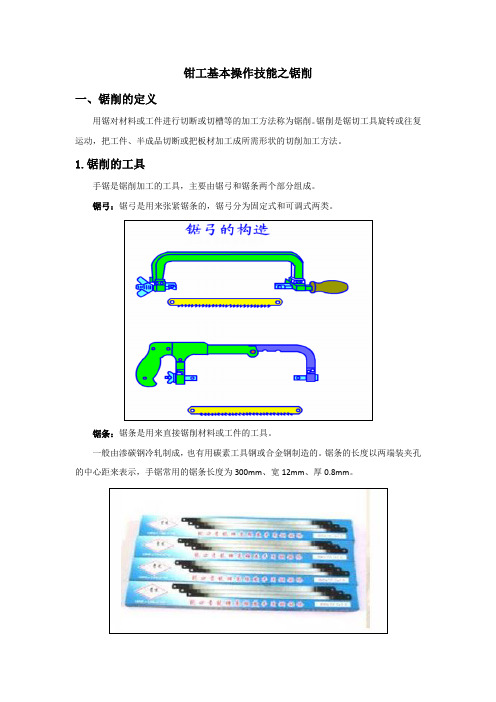
1.锯削的工具手锯是锯削加工的工具,主要由锯弓和锯条两个部分组成。
锯弓:锯弓是用来张紧锯条的,锯弓分为固定式和可调式两类。
锯条:锯条是用来直接锯削材料或工件的工具。
一般由渗碳钢冷轧制成,也有用碳素工具钢或合金钢制造的。
锯条的长度以两端装夹孔的中心距来表示,手锯常用的锯条长度为300mm、宽12mm、厚0.8mm。
锯条的选择:1)锯条选用原则:A、根据被加工工件尺寸精度;B、根据加工工件的表面粗糙度;C、根据被加工工件的大小;D、根据加工工件的材质。
2)锯条实际选用:锯条的选用实际上选择不同的锯齿,锯齿的粗细是按锯条上每25mm长度内齿数表示的。
14~18齿为粗齿,24齿为中齿齿为细齿。
锯齿的粗细也可按齿距t的大小来划分:粗齿的齿距t=1.6mm,中齿的齿距t=1.2mm,细齿的齿距t=0.8mm。
2.锯割操作1).锯条的安装:锯条的安装归纳起来有三条:A、齿尖朝前B、松紧适中C、锯条无扭曲2.)工件的夹持工件一般应夹在虎钳的左面,以便操作;工件伸出钳口不应过长,应使锯缝离开钳口侧面20mm左右,防止工件在锯割时产生振动;锯缝线要与钳口侧面保持平行,便于控制锯缝不偏离划线线条;加紧要牢靠,同时要避免将工件夹变形和夹坏已加工面。
3.)起锯方法起锯时利用锯条的前端(远起锯)或后端(近起锯),靠在一个面的棱边上起锯。
起锯时,锯条与工件表面倾斜角约为15º左右,最少要有三个齿同时接触工件。
为了起锯平稳准确,可用拇指挡住锯条,使锯条保持在正确的位置。
4).锯削姿势锯削时左脚超前半部,身体略向前顷与台虎钳中心约成75°。
两腿自然站立,人体重心稍偏于右脚。
锯削时视线要落在工件的切削部位。
推锯时身体上部稍线向前顷,给手锯以适当的压力而完成锯削。
课题锯削〖复习导入〗1.直槽、板料錾削要领?〖授课内容〗一、锯削概述定义:用手锯把材料或工件进行切断或切槽的加工方法。
作用:1)锯断各种原材料或半成品;2)锯掉工件上多余部分;3)在工件上锯槽。
1.手锯1)锯弓作用:安装和张紧锯条。
分固定式和可调节式构造:固定和活络夹、方孔导管、翼形螺母等2)锯条:长度是以两端安装孔中心距来表示。
①锯齿的切削角度相当于排列整齐的一排錾子。
通常为:γ。
=0°、α。
=40°、β。
=50°②锯齿的粗细粗细是以锯条每25mm长度内的齿数来表示的。
分:粗齿(14~18):锯软钢、铜、铝、铸铁等;中齿(22~24):锯中硬钢、厚壁的钢管;细齿(32):锯薄壁管、薄板料。
③锯齿粗细的选择粗齿——容屑槽大,不易阻塞,锯软材料或较大的切面。
细齿——锯硬材料,不易锯入,切屑少,齿数多,锯量少,省力,不易磨损。
管子、薄板——齿距大于板厚,易钩住崩齿,截面上至少有两个以上的锯齿同时参加锯削。
3)锯路定义:锯条在制造时,使锯齿按一定的规律左右错开,排列成一定形状。
类型:有波浪型、交叉型作用:减少锯缝两侧面对锯条的摩擦阻力,避免锯条被夹住或折断。
二、锯削操作方法1. 锯条的安装:应使锯齿方向朝前推,松紧由翼形螺母调节。
太紧:失去应有的弹性,容易折断;太松:会使锯条发生扭曲,易折断。
2. 工件夹持:台钳左侧,伸出钳囗不应过长,使锯缝离钳囗侧面约20毫米左右,保持与钳囗侧面平行。
3.手锯的握法:右手满握锯柄,左手轻扶锯弓前端。
4.站立姿势:站立位置和身体摆动姿势与錾削相似。
5.锯削方法压力:右手控制压力、推力,左手扶正;运动:小幅度的上、下摆动式运动;速度:40次/分左右。
6. 起锯方式:起锯角度小于15°。
1)近起锯;2)远起锯。
三、锯削安全知识1.锯条要装得松紧适当,锯削时不要突然用力过猛,防止锯条折断从锯弓上崩出伤人。
2.工件将锯断时,压力要小,避免压力过大使工件突然断开,手向前冲造成事故。
锯削方法与技巧汇报人:2024-01-08•锯削基础知识•锯削方法•锯削技巧目录•锯削质量检测与提高•安全注意事项01锯削基础知识锯削是使用锯进行切割的操作,常用的锯削工具包括手锯、机用锯等。
锯削工具手锯机用锯手锯是一种手动操作的锯,适用于小规模切割和精细加工。
机用锯是一种机械化的锯,适用于大规模切割和高效加工。
030201锯削工具简介锯削是通过拉拽或推拉的方式,使锯在材料表面进行往复运动,从而达到切割的目的。
锯削原理锯削在木工、金属加工、石材加工等领域广泛应用,是实现材料切割和加工的重要手段之一。
锯削的作用锯削原理及作用在木工制作中,锯削是常见的加工手段,用于切割木材、制作家具等。
木工制作在金属加工中,锯削用于切割金属材料、进行精细加工等。
金属加工在石材加工中,锯削用于切割石材、制作石雕等。
石材加工锯削的应用场景02锯削方法总结词直线锯削是基本的锯削方法,主要用于切割直线形材料。
详细描述在进行直线锯削时,应保持固定姿势,利用锯弓前后推拉,使锯条与材料保持垂直,并确保锯条始终沿着预定直线移动。
注意事项保持稳定的手法和均匀的力度,避免突然用力或改变方向,以免造成锯条磨损或材料损坏。
详细描述在曲线锯削过程中,需要灵活转动材料或锯弓,使锯条沿着预定曲线移动。
同时,要保持适当的压力和速度,确保切割平滑且准确。
总结词曲线锯削适用于切割弧形或不规则形状的材料。
注意事项注意控制力度和方向,避免锯条在曲线上打滑或卡住,同时注意安全,避免锯条伤及手指。
角度锯削是一种特殊锯削方法,用于切割具有特定角度的材料。
总结词在进行角度锯削时,需要调整锯条的角度,使其与材料表面形成所需角度。
同时,要保持稳定的手法和力度,确保切割准确且平滑。
详细描述注意安全,避免锯条伤及手指。
同时,要确保锯条与材料表面紧密贴合,避免出现锯切不准确的情况。
注意事项03锯削技巧保持合适的压力和速度锯削过程中,保持合适的压力和速度是提高锯削效率和避免锯条断裂的关键。