锉削基础知识-完整版
- 格式:pdf
- 大小:3.08 MB
- 文档页数:35
锉削一、定义二、工具1.锉刀材料:高碳工具钢T12,T13或T12A,T13A制成,经热处理使其硬度提高。
(所以大家可以知道,锉刀是很硬的,但是也很脆,所以我们实习期间不能用锉刀敲打东西,很容易把锉刀敲断。
举实例)2.锉刀由锉刀身和锉刀柄组成,按刀纹分为单齿纹和双齿纹,分别用于锉软材料和硬材料。
3.按用途锉刀又分为钳工锉,整形锉,异形锉三类。
钳工锉是我们常用的锉刀,按其断面形状可分为:平板锉、三角锉、方锉、圆锉、半圆锉五种。
这几种锉刀有大有小,用其长度、边长或直径来细分。
三、锉刀握法常用12"大板锉,应让刀柄顶在右手手心,大拇指压在正上方,食指与拇指相对捏在下边,其余三指自然环绕握住手柄。
前边用左手拇指根部肌肉压住,并用中指和无名指捏住下边。
要注意的是握刀柄的手用力,且不要让手柄外露,锉刀与手臂呈一条直线不能打弯。
前面手只是协同后手保持平衡,并和锉刀在一个水平面。
四、站位左脚在前,与锉刀中心线夹角为30度,右脚在后,与其夹角为75度,两肩连线与钳口延长线夹角为45度,且前膝稍曲后腿绷直,整个身体略向前倾,重心放在前脚上。
五、工件装夹工件应夹在钳口中间,所要加工的表面保持水平,且要露出钳口20mm。
六、锉削动作后脚蹬地前膝弯曲,上身向前倾斜并带动锉刀锉削工件,身体摆动到极限位置后,两臂推出锉刀,使锉刀全长都完成锉削工作。
锉刀完全推出后,左脚蹬地带动身体回复原位,同时两臂收回锉刀,为下次同样锉削做准备。
(在锉削过程中,一定要注意用力的平衡,不能让锉刀前仰后栽,务必使锉刀平稳推出,且走直线不能左右滑动。
推出要稳收回略快,每分钟大约锉削40次,收回锉刀时要离开工件表面以减少磨损。
)七、锉削方法有顺向锉、交叉锉、和推锉三种锉削方法。
八、注意事项1.锉刀不能用来敲或撬,也不要锉锯条等淬火过硬东西。
2.锉刀上不能沾水和油,刀齿内有切屑时不可以刮,应用钢丝刷清除,手柄无铁箍不要用。
3.工件上有硬皮时,先用锉刀侧边去除再用正面锉削。

维修电工基本操作技能-锉削锉削是用锉刀对工件表面进行切削加工的一种方法。
常用于对工件表面进行粗、精加工。
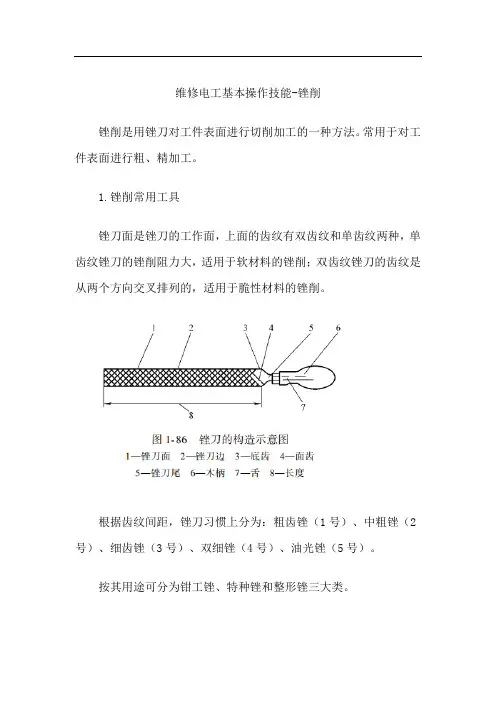
1.锉削常用工具锉刀面是锉刀的工作面,上面的齿纹有双齿纹和单齿纹两种,单齿纹锉刀的锉削阻力大,适用于软材料的锉削;双齿纹锉刀的齿纹是从两个方向交叉排列的,适用于脆性材料的锉削。
根据齿纹间距,锉刀习惯上分为:粗齿锉(1号)、中粗锉(2号)、细齿锉(3号)、双细锉(4号)、油光锉(5号)。
按其用途可分为钳工锉、特种锉和整形锉三大类。
钳工锉分平锉、方锉、三角锉、半圆锉和圆锉5种。
特种锉是加工特殊表面用的,其断面形状应与加工表面的形状相适应。
整形锉用于修整工件上小而精细的部件,有5件一组合、6件一组合等。
2.锉削的方法在对工件表面进行锉削加工前,应根据被加工工件的材料、尺寸、加工精度及表面粗糙度等要求正确选择锉刀。
大锉刀的握法如图所示。
对于小尺寸锉刀及整形锉来说,用一只手握持就可以了。
在锉削加工中,平面锉削是最基本也是最常用的一种,平面锉削的方法有3种:顺向锉、交叉锉、推锉。
1)顺向锉。
该方法用于平面的最后锉光和锉平,其锉痕整齐美观,如图a所示。
2)交叉锉。
该方法沿某一方向顺向锉,再沿另一方向顺向锉,锉痕是交叉的(以正交最为美观),如图b所示。
3)推锉。
该方法是对表面已锉平的工件进行尺寸修正和降低表面粗糙度,如图c所示。
工件表面是否锉平,一般用金属直尺或刀口直尺以透光法检查其锉削平整程度。
在进行锉前加工时,应注意两手加于锉刀上压力的变化。
推力的大小主要用右手控制,而压力的大小由两手控制。
在锉刀向前推进的过程中,右手逐渐增大压力,左手逐渐减小压力。
如果推进时两手压力保持不变,则工件两端会出现塌边现象;当锉刀拉回时,应稍微抬起,脱离工件,以免磨钝锉齿和切屑划伤工件表面。
锉削速度一般控制在每分钟20次为宜。
锉削时应注意以下几点:1)锉刀应尽量先用一面,用钝后再用另一面。
2)每次用完后,用钢丝刷顺着锉纹将残留其中的切屑清除。
1、基本锉法粗加工锉削(粗锉):当加工余量大于0.5mm时,一般选用300mm、350mm的粗齿、中齿锉刀进行大切削量加工,以去除工件余量较多部分。
细加工锉削(细锉):当加工余量介于0.5~0.1mm时,一般选用250mm、300mm的细齿锉刀进行小切削量加工,以接近工件的要求尺寸。
精加工锉削(精锉):当加工余量小于0.1mm时,一般选用200mm、250mm的细齿、双细齿锉刀以及整形锉刀对工件进行修整性加工,以达到工件要求尺寸。
全程锉削:锉刀推进时,其行程长度基本接近锉刀面长度。
一般用于粗锉和细锉加工。
短程锉削:锉刀推进时,其行程长度仅为锉刀面长度的1/2~1/4。
一般用于精锉加工。
2、平面锉法纵向锉法:锉刀推进方向与工件表面纵向中心线平行的锉削方法。
横向锉法:锉刀推进方向与工件表面纵向中心线垂直的锉削方法。
交叉锉法:锉刀推进方向与工件表面纵向中心线相交一角度a(35°~75°),并换向90°锉削以获得交叉锉纹的锉削方法。
横推锉法:锉刀刀体与工件表面纵向中心线垂直,且推进方向与之平行的锉削方法。
主动锉法:将扁锉刀作为被动体夹持在虎钳上,将形体较小的工件作为主动体用手握持放在锉刀面上,采用纵向推动或拉动进行加工的锉削方法(。
3、曲面锉法外圆弧面锉法①轴向展成锉法:锉刀推进方向与外圆弧面轴线平行,将圆弧加工界线外的余量部分锉成多边形。
一般用于外圆弧面的粗锉加工。
②周向展成锉法:锉刀推进方向与外圆弧面轴线垂直,将圆弧加工界线外的余量部分锉成多边形。
一般用于外圆弧面的粗锉加工。
③轴向滑动锉法:锉刀在作与外圆弧面轴线平行方向的推进时,同时作沿外圆弧面向右或向左的滑动。
一般用于外圆弧面的精锉加工(。
④周向摆动锉法:锉刀在作与外圆弧面轴线垂直方向的推进时,右手同时作沿圆弧面下压锉刀柄的摆动。
一般用于外圆弧面的精锉加工。
内圆弧面锉法①合成锉法:用圆锉或半圆锉加工内圆弧面时,锉刀同时完成三种运动,即锉刀与内圆弧面轴线平行的推进、锉刀刀体的自身旋转(顺时针或逆时针方向)以及锉刀沿内圆弧面向右或向左的滑动。