三菱PLC编程 Q系列CC-LINK硬件组态和软件设置图
- 格式:pdf
- 大小:1.04 MB
- 文档页数:2
三菱Q系列PLC网络参数设置方法及注意事项5.1.15.1.25.1.3软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.4PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置范围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
如下图所示:b)空插槽点数:主基板/ 扩展基板的空插槽点数进行设置。
系统默认为16点,可设置数值为0、16、32、64、128、256、512、1024,通常情况下设置为32点。
例:项目中使用了Q38B的电源基板(带有8个插槽),附带1个CPU、1个16点输入模块、1个16点输出模块、1个智能模块。
则实际分配点数如下图所示,5-7插槽设置类型为空,占用点数为32点。
这样在项目后期如果需要添加智能模块或普通输入输出模块,只要占用点数不超过32点,则后面的起始XY地址就不用改变,插槽中模块的最小占用点数为16点。
若将空插槽点数设置为64点或以上需考虑空余点数对CPU输入输出软元件点数的影响。
c)远程复位:对通过GX Works2 进行的远程复位操作的允许\禁止进行设置,若CPU离调试位置太远或不方便操作,可勾选‘允许’便于远程操作。
5.1.5I/O分配设置a)I/O分配:对基板上安装的各模块的类型、型号、输入输出占用点数、起始I/O No. 进行设置。
组态软件、FX2N-48MR做1:N通信软件、硬件设置一、软件设置:1、打开三菱编程软件,在桌面上双击如下快捷方式:2、双击“GX Developer”之后进入到编程界面,如下所示:3、点击“工程”下拉菜单,选择“创建新工程”,如下所示:4、点击“创建新工程”之后,将会出现如下界面:5、“创建新工程”界面上的“PLC系列”选择“FXCPU”,“PLC类型”选择“FX2N(C)”,如下所示:6、设置好之后,点击“确定”按钮,将会出现如下界面:7、在如下树状菜单中选择“参数”,如下所示:8、在参数中选择“PLC参数”,双击“PLC参数”,将会出现如下界面:9、FX参数设置界面上选择“PLC系统(2)”,将会出现如下界面:10、将上述界面中的“通信设置操作”选中,将会出现如下界面:11、将各个参数选择如下:其中的“站号设置”为下位机PLC的实际地址,此地址需要和上位机所设置的地址一致,本例中下位有两个PLC,故地址从00H开始到01H结束。
下位机其他参数必须一致。
参数设置好之后,点击“结束设置”。
12、在“在线”下拉菜单中选择“PLC写入”,如下所示:13、点击“PLC写入”,将会进入到“PLC写入”界面,如下所示:14、在“PLC写入界面”上将如下三个选项全部选中,如下所示:15、设置好之后,选择“执行”按钮,将会出现如下界面:16、点击“是”按钮,将会把刚才设置好的通讯参数下载到PLC中,出现如下界面:17、当出现如下界面时,点击“确定”按钮:18,至此,一台PLC的通讯参数就设置好了,然后断电给PLC重新上电,刚才设置好的参数就已经起作用了,接着使用相同的方法将另外一台PLC的地址设置为01H,PLC通讯参数就设置好了。
下面介绍上位组态软件的设置方法,以组态王为例,我们新建一个测试工程,以求组态王可以同时跟两台FX2N的PLC进行485通讯。
新建好工程后,在组态王“工程浏览器”中的“设备”中选择“COM1”,如下所示:19、在右边区域中双击“新建”,将会出现如下界面:20、在上述界面中我们选择“PLC”中的“三菱”中的“FX2-485”中的通讯口,如下所示:21、点击“下一部”按钮,将会出现如下界面:22、将设备逻辑名称改为“零号设备”,如下所示:23、点击“下一步”按钮,将会出现如下界面:24、选择与你电脑上串口号一样的串口,这里选择COM1,如下所示:25、点击“下一步”按钮,将会出现如下界面:26、设备地址设置为0,下一个设备地址设置为1,此设备地址必须要与PLC的实际地址设置一样,否则通讯不能成功。
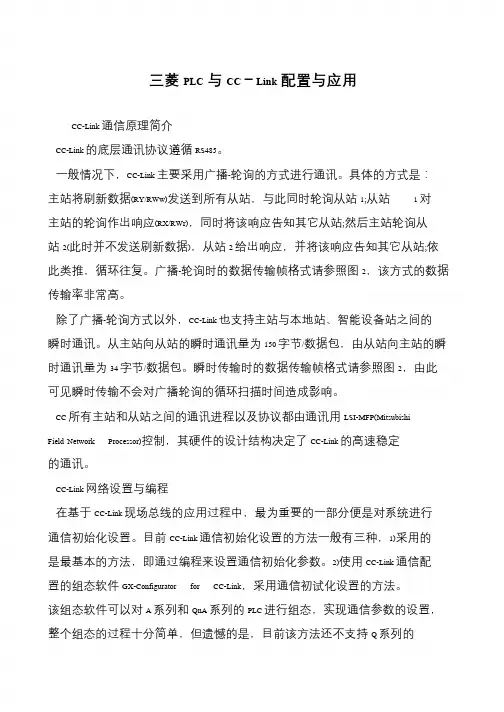
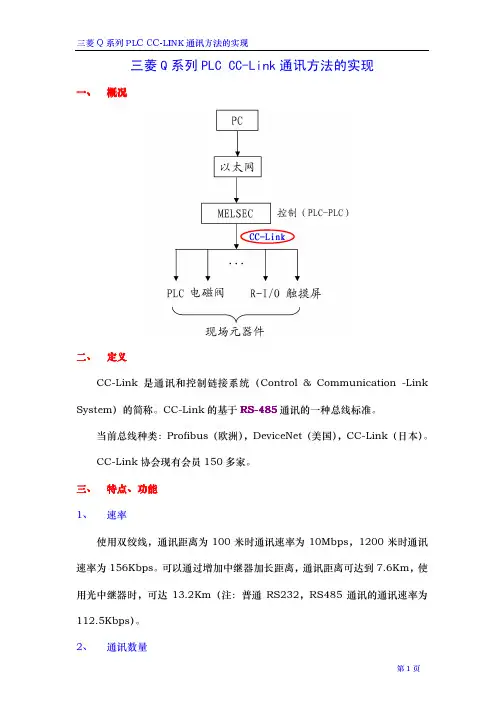
三菱PLC与CC-Link配置与应用CC-Link 通信原理简介CC-Link 的底层通讯协议遵循RS485。
一般情况下,CC-Link 主要采用广播-轮询的方式进行通讯。
具体的方式是:主站将刷新数据(RY/RWw)发送到所有从站,与此同时轮询从站1;从站 1 对主站的轮询作出响应(RX/RWr),同时将该响应告知其它从站;然后主站轮询从站2(此时并不发送刷新数据),从站2 给出响应,并将该响应告知其它从站;依此类推,循环往复。
广播-轮询时的数据传输帧格式请参照图2,该方式的数据传输率非常高。
除了广播-轮询方式以外,CC-Link 也支持主站与本地站、智能设备站之间的瞬时通讯。
从主站向从站的瞬时通讯量为150 字节/数据包,由从站向主站的瞬时通讯量为34 字节/数据包。
瞬时传输时的数据传输帧格式请参照图2,由此可见瞬时传输不会对广播轮询的循环扫描时间造成影响。
CC 所有主站和从站之间的通讯进程以及协议都由通讯用LSI-MFP(Mitsubishi Field Network Processor)控制,其硬件的设计结构决定了CC-Link 的高速稳定的通讯。
CC-Link 网络设置与编程在基于CC-Link 现场总线的应用过程中,最为重要的一部分便是对系统进行通信初始化设置。
目前CC-Link 通信初始化设置的方法一般有三种,1)采用的是最基本的方法,即通过编程来设置通信初始化参数。
2)使用CC-Link 通信配置的组态软件GX-Configurator for CC-Link,采用通信初试化设置的方法。
该组态软件可以对A 系列和QnA 系列的PLC 进行组态,实现通信参数的设置,整个组态的过程十分简单,但遗憾的是,目前该方法还不支持Q 系列的PLC。
3)通过CC-Link网络参数来实现通信参数设定。
这是Q系列的PLC新增的功能,而A系列和QnA系列PLC并不具备这项功能。
整个设置的过程相当方便。
三菱PLC与PLC之间的通讯-CC-LINK方式
PLC与PLC之间通讯有很多种,常见的有I/O通讯、232通信、485通信、DP通信、以太网通信等,具体选择哪种主要看你对功能的要求。
各种通讯也有各自的优缺点,本文主要介绍一下通过CCLINK 的方式实现的通讯。
PLC之间通讯常见的就是交互IO信号和传输数据,接下来介绍三菱Q系列与Q系列PLC的通讯和Q系列与FX系列的通讯。
一.Q系列PLC与Q系列PLC通讯设置方法:
1.主控站信息分配为:智能设备站
2.单机设置为:本地站
3.站点分配:主站&本地站往后+10站进行分配远程输入输出
Q系列与Q系列之间通讯只要设置好参数,无需再写PLC指令程序,直接分配相应的信号和数据。
二.Q系列与FX系列PLC通讯方法:
1.主控PLC设置:远程设备站/智能设备站→占用4站
2.FX2N-32CCL设置好相应的站号/波特率/占用站数
3.FX PLC编写程序
FX系列站号设置
FX系列波特率设置
I/O信号交互
数据传送交互
Q系列与FX系列通讯,对于FX系列一侧需要编写程序。
FX系列与FX系列之间的通讯,只要要一侧配置一个FX系列CCLINK主站模块,另一个配置一个从站模块即可。

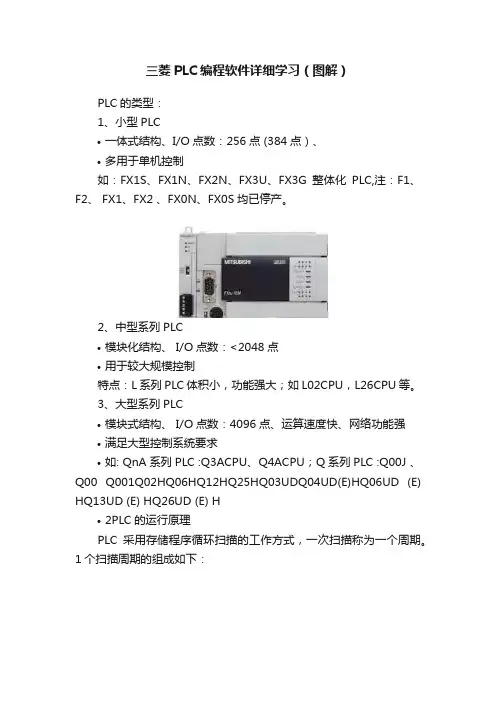
三菱PLC编程软件详细学习(图解)PLC的类型:1、小型PLC•一体式结构、I/O点数:256点 (384点)、•多用于单机控制如:FX1S、FX1N、FX2N、FX3U、FX3G整体化PLC,注:F1、F2、 FX1、FX2 、FX0N、FX0S均已停产。
2、中型系列PLC•模块化结构、 I/O点数:<2048点•用于较大规模控制特点:L系列PLC体积小,功能强大;如L02CPU,L26CPU等。
3、大型系列PLC•模块式结构、 I/O点数:4096点、运算速度快、网络功能强•满足大型控制系统要求•如: QnA系列PLC :Q3ACPU、Q4ACPU;Q系列PLC :Q00J 、Q00 Q001Q02HQ06HQ12HQ25HQ03UDQ04UD(E)HQ06UD (E) HQ13UD (E) HQ26UD (E) H•2PLC的运行原理PLC采用存储程序循环扫描的工作方式,一次扫描称为一个周期。
1个扫描周期的组成如下:3GX Developer软件的使用说明1、GX Developer的画面构成和基本操作1)菜单栏2)工具栏工具栏的内容是可以移动和装卸的,所以,显示项目和配置因不同环境而异。
将使用频度较高的快捷配置为快捷按钮,对比在菜单栏中进行选择,可以直接执行相应功能。
3)工程数据一览表梯形图编程窗口和参数设置画面等的“树形”显示。
4)新工程的创建:5)梯形图编辑使用功能键或工具按钮编辑梯形图,功能键和梯形图符号关系显示在工具栏的按钮上,编辑梯形图时,必须先设置在“写入模式” 。
7)将程序写入PLC:⑴ 电脑与PLC连接⑵GX Developer的传输设置添加注释和声明创建软元件注释:通过列表进行输入操作创建软元件注释:通过梯形图进行输入操作创建声明:在菜单中选择[编辑]—[文档生成]—[声明编辑] ,或点击声明按钮在线修改程序 (RUN中写入)该功能在PLC处于RUN状态时,只将更改过的梯形块写入PLC。
刘非非/产品市场部AS-Interface 系统倍加福CC-Link 网关和三菱Melsec-Q 可编程控制器连接手册连接手册内容1 目的1.1 选用的模块1.2 使用的软件1.3 相关的手册2 硬件组态2.1 AS-I/CC-Link网关的组态步骤的组态步骤可编程控制器的组态步骤2.2 三菱Melsec-Q可编程控制器2.3 系统连接3 软件组态3.1 创建一个新项目3.2 CC-Link网络组态3.3 连接PC和PLC3.4 系统监视和CC-Link网络诊断3.5 如何写程序到PLC4 内存分配和I/O地址表4.1 内存分配4.2 AS-I子站I/O地址表4.3 批数据监视批数据监视5 模拟量数据处理和示例程序5.1 模拟量数据处理5.2 关于邮箱功能的示例程序声明声明::手册中的内容仅仅是提供相关信息并不包含在产品中, 倍加福尽可能使手册中内容准确。
然而倍加福并不保证对于某些应用手册信息能够完全有用、准确和没有遗漏。
倍加福同时保留对于手册中信息改动或删除的权力,并不对此再做声明。
对于使用手册信息所引起的损失,倍加福不承担任何责任。
倍加福手册中一部分包含了第三方产品和其相关信息。
由于倍加福没有第三方产品的全面信息,倍加福不对第三方产品信息承担责任,对使用第三方产品信息所造成的损失也不承担责任。
倍加福保留倍加福手册的版权。
倍加福不允许以不署名倍加福的其它任何形式I 拷贝传播手册中的内容信息。
倍加福不会有意侵犯第三方产品的版权。
然而,倍加福不能保证第三方产品的版权不受到侵犯。
所以请注意手册中涉及到的第三方产品,版权可能受到保护。
如果手册内容中涉及到法律、组织或合同的更改,倍加福仅作为使用者来展示收集处理或者使用的一些私人信息。
CC-Link 设置1 目的本手册解释了如何去组态一个三菱Melsec-Q可编程控制器(作为CC-Link主站)和P+F网关(作为AS-I主站)之间的连接和通信。
1.1 选用的模块描述模块型号版本号版本号Melsec-Q PLC电源Q61P-A2 Serial No:0505020C0101240-A Melsec-Q PLC CPU Q02HCPU Serial No:0505190A3000803-BMelsec-Q CC-LinkQJ61BT11 Serial No:050814051500523-B 主站P+F CC-Link/AS-IVBG-CCL-G4F AS-Interface 2.11 网关P+F AS-I 子站VAA-4EA-KF2-ZE/E2 AS-Interface 2.11P+F AS-I 子站VAA-4E3A-KE-ZE/R AS-Interface 2.11P+F AS-I 子站VBA-2E-KE2-I/U AS-Interface 2.111.2 使用的软件MELSOFT GX Developer1.3 相关的手册描述厂家版本号QCPU 用户手册Mitsubishi SH(NA)-080038 Version F CC-Link Master QJ61BT11用户手册Mitsubishi SH-080016-C GX-Developer Version 8操作手册Mitsubishi SH(NA)-080373E-B(0307)MEE VBG-CCL-G4F 手册Pepperl+Fuchs 123904 12/02 00VBA-2E-KE2-I/U 手册Pepperl+Fuchs 132510 02/04 022 硬件组态2.1 AS-I/CC-Link网关的组态步骤网关的组态步骤::i. CC-Link接口防护等级IP65的CC-Link 网关可以用内部的旋紧端子连接到CC-Link 网络上。
PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
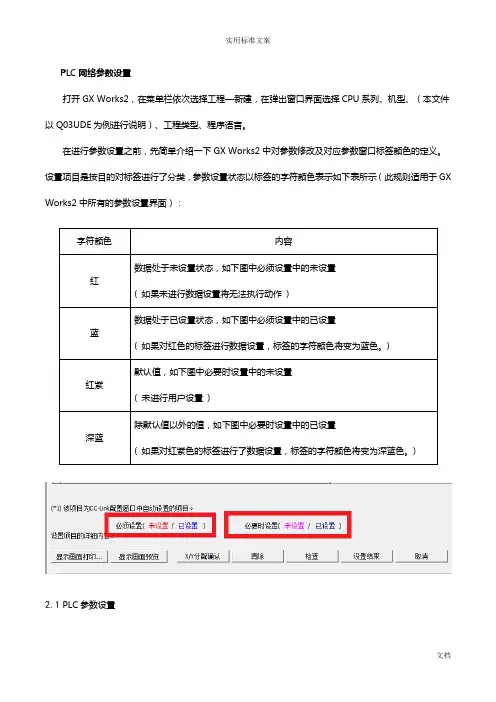
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
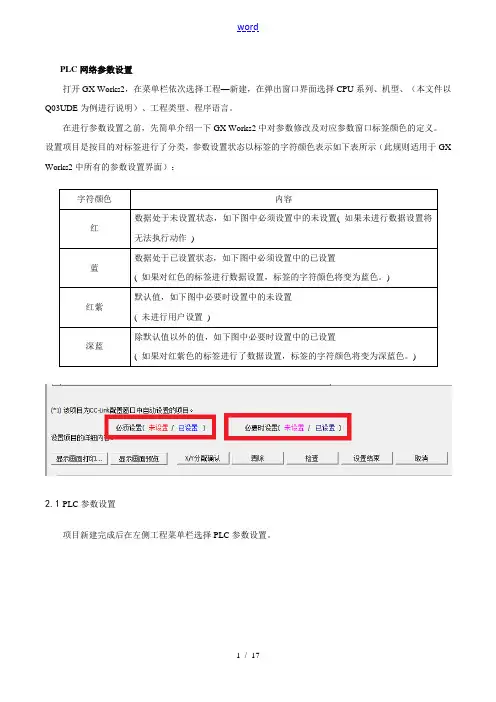
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):字符颜色内容数据处于未设置状态,如下图中必须设置中的未设置红( 如果未进行数据设置将无法执行动作)数据处于已设置状态,如下图中必须设置中的已设置蓝( 如果对红色的标签进行数据设置,标签的字符颜色将变为蓝色。
)默认值,如下图中必要时设置中的未设置红紫( 未进行用户设置)除默认值以外的值,如下图中必要时设置中的已设置深蓝( 如果对红紫色的标签进行了数据设置,标签的字符颜色将变为深蓝色。
)2.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置范围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):字符颜色内容数据处于未设置状态,如下图中必须设置中的未设置( 如果未进行数据设置将红无法执行动作)数据处于已设置状态,如下图中必须设置中的已设置蓝( 如果对红色的标签进行数据设置,标签的字符颜色将变为蓝色。
)默认值,如下图中必要时设置中的未设置红紫( 未进行用户设置)除默认值以外的值,如下图中必要时设置中的已设置深蓝( 如果对红紫色的标签进行了数据设置,标签的字符颜色将变为深蓝色。
)2.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置X围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
1 plc 传输设置
2网络参数设置
两个远程i/o 一个qj61bt11模块
其中一:cclink模块数即主站,由于一块qj61bt11所以选一块
二:起始i/o:必须与qj61bt11的起始地址一致,qj61bt11的地址可以通过plc参数设置中的i/o口分配自己设置,要是没有设置系统会自动分配,可以通过诊断中的cclink诊断,查看系统分配的地址
三:类型:主站
四:模式设置:远程i/o或者远程网络模式
五:总连接数:除了主站外,连接的cclink站数,两个远程i/o则为2
六:远程输入rx/远程输出ry:置了cclink连接站的地址,本次为16点远程i/o站,无论是输入还是输出,每个站都必须占用32点x软元件,32点y软员件,4点d软元件。
Rx设置为x1000,ry设置为y1000是为了不于其他站的起始地址重复,可设置为其他值。
所以首先与cclink连接的一号站(本次为远程i/o输出站)软元件地址为y1000—y101F,其次与cclink连接的二号站(本次为远程i/o 输入)软元件地址为x1020—x103F。
七:远程寄存器rwr:设置为d1000
八:远程寄存器rwr:设置为d2000
用LED 显示器确认运行
下图说明了当正常执行数据链接时,主站和远程I/O 站的LED 显示状态。
(1) 主站的LED 显示
确认LED 显示呈以下的状态:
(2) 远程I/O 站的LED 显示
确认LED 显示呈以下的状态:。
三菱Q系列(兼容A&AnU)组态说明:要先知道所用的Q系列PLC所使用得通讯协议类型,常用的为1C Frames通讯协议和3C Frames通讯协议。
然后使用三菱提供的PLC设计维护工具“GX Developer”与PLC连接。
PLC软件设定:新建工程:然后根据所使用Q系列PLC的型号选择相应的型号。
然后点击PLC参数:点击“I/O分配”选项卡,根据串口通讯模块所插的插槽号,相应的类型名选择“智能”。
然后点击按钮“开关设置”。
点击“开关设置”按钮后出现如下界面;开关设置:使用16位二进制数据的各个开关设定值的组合,来设置各个接口的传送规格和通讯协议。
开关号说明备注开关1 B15至B8 B7至B0通道1通讯速率设定通道1传送设置开关2 通道1通讯协议设置开关3 B15至B8 B7至B0通道2通讯速率设定通道2传送设置开关4 通道2通讯协议设定开关5 站号设定1)传送设置:(通道1端:开关1(低位);通道2端:开关3(低位))位说明OFF(0) ON(1)备注B0 操作设置独立关联通道1必须设置为独立B1 数据位7个8个不包括奇偶校验位B2 奇偶校验位无有是否有B3 偶/奇校验位奇偶仅奇偶校验位设置为“有”时有效B7 B6 B5 B4 B3 B2 B1 B0B4 停止位1个2个——B5 和数校验位无有——B6 RUN期间写禁止允许——B7 设置修改禁止允许——注:和数校验位相对于,设备组态中设备定义中“下一步”出现的界面的是否有校验的选项。
2)通讯速率设置(通道1端:开关1(高位);通道2端:开关3(高位));通讯速率(单位:bps)位位置B15 至 B850 0FH300 00H600 01H1200 02H2400 03H4800 04H9600 05H14400 06H19200 07H28800 08H38400 09H57600 0AH115200 0BH3)通讯协议设置(通道1端:开关2;通道2端:开关4)设置号说明备注1HMC协议格式1用于A兼容1C帧或QnA兼容2C\3C\4C帧的指定形式中,通过ASCII码进行通讯。
三菱Q系列PLC与FX系列PLC 进行CC-Link通讯实现方法三菱PLC在工控制领域中的应用非常广泛。
随着科技的发展,生产设备的自动化程度越来越高。
往往一个产品的生产都是由多种加工设备的相互配合、协同作业来完成的,各设备之间不可避免地要进行多种信号和数据的交换。
作为现场设备级的各PLC之间的通讯显得尤为重要。
本文主要介绍三菱Q系列PLC与FX系列PLC通过CC-Link通讯应用。
标签:PLC;CC-Link;通讯;站号;站数一、CC-Link的概述CC-Link是在工控系统中,可以将控制和信息数据同时以10Mbps高速传输的开放式现场总线。
CCLink可以直接连接各种流量计、温控仪等现场设备,降低了配线成本,并且便于接线设计的更改。
作为现场总线网络的CC-Link不仅可以连接各种现场仪表,而且还可以连接各种本地控制站PLC作为智能设备站。
在各个本地控制站之间通讯量不大的情况下,采用CC-Link可以构成一个简易的PLC控制网,与真正的控制网相比,价格极为低廉。
通过中继器可以在4.3公里以内保持10M的高速通讯速度,CC-Link有足够卓越的性能应用于大范围的系统。
CC-Link具有性能卓越、应用广泛、使用简单、节省成本等突出优点,因此广泛用于半导体生产线、自动化传送线、食品加工线以及汽车生产线等各个现场控制领域。
二、CC-Link通讯的工作原理CC-Link系统至少需要1个主站,可以连接远程I/O站、远程设备站、本地站、备用主站、智能设备站等总计64个站。
CC-Link的通信协议遵循RS485。
采用循环传输和瞬时传输两种通信模式。
一般情况下,CC-Link主要采用广播-轮询(循环传输)的方式进行通讯。
具体的方式是:主站将刷新数据(RY/RWw)发送到所有从站,与此同时轮询从站1;从站1对主站的轮询做出响应(RX/RWr),同时将该响应告知其他从站;然后主站轮询从站2(此时并不发送刷新数据),从站2给出响应,并将该响应告知其他从站;依此类推,循环往复。
三菱PLC构建的CC—LinK系统孙小智(四川达州职业技术学院,635001)[摘要]:介绍以FX2N系列PLC作为主单元,构成高速、经济的CC—LinK现场总线系统。
关键词:CC—LinK,CC—LinK/LT,RAS ,PLC,总线MITSUBISHI PLC(Sichuan Dazhou V ocational and Technical College, 635001) Abstract:ThiKey words:;;RAS;PLC;bus0 引言三菱现场总线CC—LinK技术,是一种可同时高速处理控制和信息数据的现场网络系统,可提供高效一体化的工厂控制和远程自动化控制。
具有运行可靠,修改控制软件简单,成本低等特点,正广泛的运用于化工、机械制造、食品、半导体生产线等自动控制中。
目前,在中国已成立了CC—LinK推广中心,其技术标准已获国际ISO认证,已正式成为我国国家标准。
由FX2N系列程控器作为作为主站构成的CC—LinK系统,可以连接适用于CC—LinK的本公司产品和合作厂商的工控设备,可按用户控制要求选择合适的设备构建高速的现场总线网络。
该系统由于实现了网络的省配线、省空间,在提高布线工作效率的同时,还减少了安装费用和维护费用,特别适用于中小型工厂建立集散型控制系统。
1.FX2N程控器构建的CC—LinK系统组成由FX2N程控器作为主单元的CC—LinK系统,主要由系统主站模块FX2N—16CCL—M和接口模块FX2N—32CCL构成。
(如图一)1.1CC—Link系统主站块FX2N—16CCL—M该主站块采用CC—LinK专用电缆,具有丰富的RAS功能,通过缓存使用FROM/TO指令完成与PLC的通信。
该主站块支持156Kbit/s,625 Kbit/s,2.5M bit/s,5M bit/s,10M bit/s的通信速率,最大传输距离可达1200m(与传输速率有关),使用CC—LinK Ver 1.1版本,最多可连接7个远程I/O站(每个远程I/O 站可具有32点输入/输出)和8个远程设备站,通过接口模块FX2N—32CCL可与QnA/Q系列主模块相连。
PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):字符颜色内容数据处于未设置状态,如下图中必须设置中的未设置红( 如果未进行数据设置将无法执行动作)数据处于已设置状态,如下图中必须设置中的已设置蓝( 如果对红色的标签进行数据设置,标签的字符颜色将变为蓝色。
)默认值,如下图中必要时设置中的未设置红紫( 未进行用户设置)除默认值以外的值,如下图中必要时设置中的已设置深蓝( 如果对红紫色的标签进行了数据设置,标签的字符颜色将变为深蓝色。
)2.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置范围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
三菱Q系列PLC系统配置与模块安装实用版本篇文章分享三菱Q系列PLC的系统配置与模块安装部分!在进行系统学习前我们先回顾一遍PLC的硬件组成部分,看下图:输入设备可以是各种开关,各种传感器等。
输出设备可以是继电器,接触器,电磁阀等。
通过对输入信号的采集与逻辑运算来实现一定功能的输出。
有些朋友没做过PLC,不知道PLC是用来做什么的,今天我就来终结你对这个问题的疑惑!如下图是一个饮料加工厂的自动化生产线,如何让机器听话自觉的去干活,这就需要PLC了。
图中右上角的设备就是PLC,由它对饮料生产线进行自动控制。
毫不夸张的说,它就是“大脑”。
有输入,有输出,加以程序运算就可以实现生产饮料的目标了。
上图的控制要求为:1 将启动开关置ON 时,“运行中”指示灯亮灯,输送带动作。
2 输送带将箱子送到指定位置时,传感器发生感应。
3 感应到箱子时,停止板升起,使箱子停止。
4 升降机上升时,吊臂向前移动,升降机下降到合适位置,将饮料瓶置入箱内。
5 产品计数器的值将增加1。
6 以上步骤都完成时,CPU 模块做出判断,停止板下降,将箱子输送出去。
以上步骤是一个完整的生产流程。
看到这里熟悉PLC的朋友应该在大脑里已经勾画出程序的草图了。
接下来,谈谈具体的系统配置(以数字量输入输出模块做例):第一步,准备好硬件。
上图中各模块类型如下所述:第二步,模块的安装如下图安装模块:注意安装方向!第三步,模块的配线电源模块的配线:注意FG,LG一定做好接地。
输入模块的配线(以QX40做例):输出模块配线(以QY40做例)各模块安装完成后需要对电源进行确认。
1、CPU置于STOP位置。
2、接通电源。
3、确认各模块指示是否正常,正常情况下电源模块POWER led亮绿灯,CPU模块mode led亮绿灯。
可参考下图:如果led指示不准确,请检查线路。
4、系统配置已经完成。
完成系统配置,明确项目要求,完成现场设备接线,完成程序编写,完成I/O的调试,基本上一个项目就OK了。