铝及铝合金焊丝应用 铝合金焊丝及焊条成分 国标牌号
- 格式:doc
- 大小:14.00 KB
- 文档页数:4
铝及铝合金焊接采用的保护气体为氩气、氦气或其混合气。
交流加高频TIG 焊时,采用纯氩气,直流正极性焊接宜用氦气。
MIG焊时,板厚小于25mm 时宜用氩气;板厚25~50mm时氩气宜添加10~35%的氦气;板厚50~75mm时氩气中宜添加10~35%或50%的氦气;当板厚大于75mm 时推荐采用添加50~75%氦气的氩气。
氩气应根据《纯氩》的要求。
氩气瓶压低于0.5MPa后压力不足,不能使用。
三、常见缺陷(焊接问题)及防止措施1、气孔产生原因:a母材或焊丝上有油、锈、污、垢等;b焊接场地空气流动大,不利于气体保护;c焊接电弧过长,降低气体保护效果;d喷嘴与工件距离过大,气体保护效果降低;e焊接参数选择不当;f重复起弧处产生气孔;g保护气体纯度低,气体保护效果差;h 周围环境空气湿度大。
防止措施:a焊前仔细清理焊丝、焊件表面的油、污、锈、垢和氧化膜,采用含脱氧剂较高的焊丝;b合理选择焊接场所;c适当减小电弧长度;d保持喷嘴与焊件之间的合理距离范围;e尽量选择较粗的焊丝,同时增加工件坡口的钝边厚度,一方面可以允许使用大电流,另一方面也使焊缝金属中焊丝比例下降,这对降低气孔率是行之有效的;f尽量不要在同一部位重复起弧,需要重复起弧时要对起弧处进行打磨或刮除;一道焊缝一旦起弧要尽量焊长些,不要随意断弧,以减少接头量,在接头处需要有一定焊缝重叠区;g换保护气体;h检查气流大小;i预热母材;j检查是否有漏气现象和气管损坏现象;k 在空气湿度较低时焊接,或采用加热系统。
2、裂纹产生原因:a结构设计不合理,焊缝过于集中,造成焊接接头拘束应力过大;b熔池过大、过热、合金元素烧损多;c焊缝末端的弧坑冷却快;d焊丝成分与母材不匹配;e焊缝深宽比过大。
防止措施:a正确设计焊接结构,合理布置焊缝,使焊缝尽量避开应力集中区,合理选择焊接顺序;b减小焊接电流或适当增加焊接速度;c收弧操作要正确,加入引弧板或采用电流衰减装置填满弧坑;d正确选用焊丝。
各种铝合金母材铝焊丝选择表第一篇:各种铝合金母材铝焊丝选择表各种铝合金母材铝焊丝选择表注:A:最佳;B:较好;C:一般;D:差;无对应表示不能选择。
(表格为焊接技术特性)W:匹配适用、抗裂性;S:强度;D:韧性;C:耐(腐)蚀性;T:温度高于150F推荐使用;M:阳极氧化处理色差;(蓝色为母材,灰色为焊丝,)。
第二篇:铝及铝合金焊丝发展铝及铝合金焊接工艺及其焊丝发展组员(第五组):李庆树关子健梁志宽黄理宽莫先耀陈长阳摘要:铝合金具有良好的耐蚀性、较高的比强度和导热性以及在低温下能保持良好力学性能等特点,在航空航天、汽车、电工、化工、交通运输、国防等工业部门被广泛地应用。
掌握铝合金的焊接性特点、焊接操作技术、接头质量和性能、缺陷的形成及防止措施等,对正确制定铝合金的焊接工艺,获得良好的接头性能和扩大铝合金的应用范围具有十分重要的意义。
随着焊接工艺发展,铝合金焊丝也受到人们的关注,介绍铝合金焊丝的化学成分、产品性能及选择原则,阐述其生产工艺的发展现状,指出我国焊丝生产存在的问题,展望铝合金焊丝的发展趋势。
关键词:铝及铝合金;焊丝;焊接:工艺Aluminum and aluminum alloy welding wire technology and its development Abstract: aluminum alloy has high corrosion resistance, good specific strength and thermal conductivity and the temperature can maintain good mechanical properties and other characteristics, are widely used in aerospace, automotive, electrical, chemical, transportation, national defense and other industrial sectors.Master of aluminum alloy welding characteristics, operation technology and joint quality andperformance, welding defect formation and prevent measures of welding process, the correct formulation of the aluminum alloy, and has very important significance to obtain the good performance of the scope of application of the joint and the expansion of aluminum alloy.With the development of welding technology, welding wire of aluminum alloy is attention, introduces the chemical composition, product performance and selection principle of aluminum alloy welding wire, mainly describes the present situation of its production process, points out the existing problems of China's production of welding wire, aluminum alloy wire development trend prospect.Keywords: aluminum and aluminum alloy;welding wire;welding process 第一章1.1铝合金的分类、成分和性能(1)铝合金的分类铝合金可分为变形铝合金(双分为非热处理强化铝合金、热处理强化铝合金两类)铸造铝合金。
电焊条汇总及用途2011年11月6日整理堆焊焊条一、堆焊焊条牌号:GB(AWS)D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968 牌号二、主要用途:1、D107EDPMn2-1.5常温低硬度堆焊,如车轴等磨损面;2、D132EDPCrMo-A2-03常温中硬度堆焊,适于矿山机械堆焊与修补;3、D167EDPMn6-15常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊;4、D172EDPCrMo-A3-03常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面;5、D212EDPCrMo-A4-03常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面;6、D256EDNn-A-16高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊;7、D276EDCrNn-B-16耐气蚀高铬锰钢堆焊8、D307EDD-D-15高速钢刀具、刃口堆焊;9、D317EDRCrMoWV-A3-15冷冲模及切削刀具的堆焊;10、D322EDRCrMoWV-A1-03同D317;11、D337EDRCrW-15热煅模堆焊;12、D397EDRCrMnMo-15热煅模堆焊;13、D502EDCr-A1-03轴及中温高压阀门堆焊,堆焊金属具有空淬特性;14、D507EDrCrW-15同D502 D507MoEDRCrMnMo-15中温高压阀门堆焊,堆焊金属具有空淬特性;15、D512EDCr-B-03轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性;16、D516MAEDCrMn-A-16中温高压阀门堆焊,堆焊金属具有空淬特性;17、D517EDCr-B-15轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性;18、D547EDCrNi-A-15高温高压阀门堆焊,抗擦伤性强;19、D547MoEDCrNi-B-15高温高压阀门堆焊,堆焊金属时效强化效果显着;20、D557EDCrNi-C-15同D547Mo D577EDZCrMn-C-15中温高压阀门堆焊,堆焊工艺简单,易于操作;21、D608EDZ-A1-08抗磨粒磨损表面堆焊;22、D658Fe-Cr-B高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件;23、D667EDZCr-C-15抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好;24、D698Fe-Cr-B用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等;25、D707EDW-A-15碳化钨型,抗强烈磨损表面堆焊;26、D717------用于耐岩石强烈磨损的机械零件;27、D968Fe-Cr-B铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条一、焊条牌号:GB(AWS)A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902 牌号二、主要用途:1、A002E308L-16用于超低碳00Cr19Ni10不锈钢结构的焊接;2、A022E316L-16用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接;3、A022MoE317L-16用途同A022,耐蚀性更优于A022 ;4、A042E309MoL-16抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接;5、A052------用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;6、A062E309L-16抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;7、A102E308-16焊接工艺性能优异,用于一般的不锈钢结构的焊接;8、A107E308-15同A102,可全位置焊接;9、A132E347-16抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti 不锈钢的焊接;10、A137E347-15用途同A132,可全位置焊接;11、A172E307-16抗裂性好,焊ASTM307钢及异种钢;12、A202E316-16用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接;13、A207E316-15同A202,可全位置焊接;14、A212E318-16同A202,抗晶间腐蚀性能好;15、A237E318V-15用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接;16、A222E317MoCu-16在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢;17、A302E309-16用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接;18、A302SLE309Mo-16对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件;19、A307E309-15用途同A302,可全位置焊接A312E309Mo-16异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接;20、A402E310-16用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接;21、A407E310-15同A402,可全位置焊接;22、A412E310Mo-16同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422------用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接;23、A502ED16-25MoN-16用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢;24、A507ED16-25MoN-15同A502,可全位置焊接;25、A607E330MoMnWNb-15用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接;26、A902E320-16耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条一、铬不锈钢焊条牌号GB(AWS):G202、G207、G217、G302二、主要用途1、G202E410-16用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊;2、G207E410-15用途同G202,可全位置焊接3、G217E410-15用于0Cr13、1Cr13、2Cr13不锈钢结构焊接4、G302E430-16用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条一、铜及铜合金焊条牌号GB(AWS):Cu107、Cu207、Cu227、Cu237二、主要用途:1、Cu107ECu紫铜.耐大气,海水腐蚀.导电性好。
高中六科知识点汇总总结高中是一个重要的阶段,学习内容丰富,难度大。
在高中阶段,学生将面对六门学科:语文、数学、英语、物理、化学和生物。
这些学科的知识点包罗万象,科目之间相互关联,相互影响。
为了帮助广大高中学生更好地掌握这些学科的知识,我们将对这六门学科的主要知识点进行汇总总结。
语文:语文是高中阶段最重要的一门学科,它不仅是一种工具性的学科,更是一种思想性的学科。
语文的主要知识点包括文字、语法、修辞、阅读和写作等。
文字:高中语文教学中,文字的学习是极为重要的。
学生需要掌握汉字的笔画、音形义之间的关系,掌握常用词语的组词规律和构词法,并且能够灵活运用。
语法:语法是语文学习的基础,需要学生掌握词法、句法等基本语法知识,并且能够正确运用。
修辞:修辞是高中语文的一个重要知识点,学生需要掌握比喻、拟人、排比、对偶等修辞手法,以便更好地理解文章,同时也可以在写作中加以运用。
阅读:阅读是语文学习的重要环节,学生需要掌握阅读方法,提高阅读理解能力,培养对文学作品的鉴赏能力。
写作:写作是语文学习的终极目标,学生需要掌握不同文体的写作技巧,提高文章表达能力。
数学:数学是一门非常重要的自然科学,也是高中学习的核心学科之一。
数学的主要知识点包括代数、几何、概率统计和数学思维等。
代数:代数是数学的基础,学生需要掌握一元二次方程、多项式、函数、不等式、数列等内容。
几何:几何是数学的一个重要分支,学生需要掌握平面几何和立体几何的相关知识,包括图形的性质、相似、全等、三角形、四边形等。
概率统计:概率统计是数学的一个应用领域,学生需要掌握概率和统计的基本概念、方法和技巧,并且能够应用于实际问题中。
数学思维:数学思维是数学学习的重要内容,学生需要培养数学思维,提高解决问题的能力。
英语:英语是一种国际性的语言,也是高中学习的重要学科。
英语的主要知识点包括语法、词汇、阅读、听力、口语和写作等。
语法:语法是英语学习的基础,学生需要掌握时态、语态、语气等语法知识,并且能够正确运用。
alsi5焊丝执行标准ALSI5焊丝是一种铝硅合金焊丝,常用于铝合金的氩弧焊。
本文将从ALSI5焊丝的执行标准、性能特点和应用领域三个方面进行详细介绍。
一、ALSI5焊丝的执行标准ALSI5焊丝的执行标准主要包括国际标准和国内标准。
1.国际标准:根据国际电工委员会(IEC)的规范,ALSI5焊丝的国际标准为IEC60974-3。
该标准规定了ALSI5焊丝的材料要求、尺寸和性能等方面的要求,确保其质量和可靠性。
2.国内标准:根据中国国家标准化管理委员会(SAC)的规定,ALSI5焊丝的国内标准为GB/T 8110-2008。
该标准与国际标准相似,规定了ALSI5焊丝的化学成分、机械性能和产品缺陷等要求,用于指导和检测ALSI5焊丝的生产和使用。
二、ALSI5焊丝的性能特点1.化学成分:ALSI5焊丝的化学成分主要包括铝、硅和少量的钠、铁等元素。
其中,铝和硅是主要成分,可以提高焊缝的强度和抗腐蚀性。
2.机械性能:ALSI5焊丝具有良好的加工性能和焊接性能。
焊接时,可保持较低的热输入,减少热影响区,避免焊缝裂纹和变形的风险。
此外,ALSI5焊丝还具有较高的拉伸强度和延伸率,适用于输送管道、船舶、汽车和航空航天等行业的焊接。
3.抗腐蚀性:由于ALSI5焊丝含有大量的铝和硅元素,其焊缝具有良好的抗腐蚀性,可以在酸性和碱性环境中长期使用。
三、ALSI5焊丝的应用领域由于ALSI5焊丝具有良好的焊接性能和抗腐蚀性,因此广泛应用于以下领域:1.船舶建造:船舶是使用铝合金进行结构强度较高的领域之一。
ALSI5焊丝可以用于船舶船壳、舱室和甲板等各个部位的焊接,确保船体的牢固性和密封性。
2.汽车制造:汽车行业对铝合金制品的需求越来越高,因为铝合金车身具有轻质化和绿色环保的特点。
ALSI5焊丝可以用于汽车车身和底盘等关键部位的焊接,提高车身的强度和刚性。
3.航空航天:航空航天工业对铝合金的要求非常高,因为航空航天部件需要具有轻重量和高强度的特点。
进口铝合金焊条∅ 2.4技术要求
一、名称: 铝合金焊条∅ 2.4;
二、规格型号:ER5356-AlMg5Cr;
三、材质:铝,镁等;
四、功能:铝合金材质焊接;
五、技术要求
1、净重量:10KG/盒;
2、化学成分:符合GB/T10858-2008标准;
3、直径:2.4mm;
4、包装:外-纸壳包装,内-塑料袋密封包装或真空包装;
5、参考符合标准:①ISO18273-2004焊接消耗品-焊丝电极、
铝和铝合金焊接用焊丝和焊条分类;
②ISO544-2003焊接材料供货技术条件、
产品类型、尺寸、公差和标志;
③GB/T10858-2008铝及铝合金焊丝标准;
④EN13479-2004焊接消耗品金属材料熔
焊填充金属和焊剂的一般产品标准;
6、焊条类型:直条、实芯;
7、焊条长度:1000mm;
8、焊条头部标记ER5356;
9、计量单位:公斤
六、质量证明书
附有与供货批次相同的出厂检测报告原件或具有与检测报告相同效力的复印件(产品质量证明书);
附带材质证明书;
进口焊丝需要有DB认证和CE认证,并附带认证证书;
七、验收标准
1.产品内包装完好无损;
2.产品必须有材质证明书,产品质量证明书及实验报告等相关的各种文件;
3.产品外观应光亮,无黄、霉斑、白点、毛刺;
4.产品应在包装外标注生产日期、制造商、炉批次号、重量、焊材规格、牌号、进口焊丝得有DB,CE认证标志、符合的标准;;
八、不合格品处理标准
不符合技术要求予以退货处理,退货产生的费用由供货方承担;
九.使用周期:消耗品
十.参考图片:。
铝合金焊丝国际标准随着工业的发展和技术的进步,铝合金焊接技术在各个领域得到了广泛应用。
而铝合金焊丝作为铝合金焊接的重要材料之一,其质量和性能的标准化对于保证焊接质量和提高生产效率至关重要。
因此,制定铝合金焊丝的国际标准成为了一个重要的课题。
铝合金焊丝的国际标准主要包括材料、化学成分、机械性能、焊接性能等方面的要求。
首先,材料的选择对于焊接质量至关重要。
铝合金焊丝的材料应具有良好的导电性和导热性,以便于焊接过程中的热量传导和电流传输。
同时,材料的纯度和含杂质的控制也是关键,高纯度的铝合金焊丝可以减少焊接过程中的气孔和夹杂物的产生,提高焊接接头的强度和密封性。
其次,化学成分的要求是铝合金焊丝国际标准的重要内容之一。
不同的铝合金焊丝在化学成分上有所差异,根据不同的应用领域和焊接要求,需要制定相应的化学成分标准。
例如,某些铝合金焊丝需要添加一定比例的镁、锰等元素,以提高焊接接头的强度和耐腐蚀性。
机械性能是评价铝合金焊丝质量的重要指标之一。
铝合金焊丝的机械性能包括抗拉强度、屈服强度、延伸率等指标。
这些指标的要求与焊接接头的应力和环境条件密切相关。
例如,在高温环境下工作的焊接接头需要具有较高的抗拉强度和耐热性,而在低温环境下工作的焊接接头则需要具有较高的韧性和抗冲击性。
焊接性能是铝合金焊丝国际标准中的另一个重要内容。
焊接性能包括焊接电流范围、焊接速度、焊接温度等指标。
这些指标的要求与焊接工艺和设备密切相关。
例如,某些铝合金焊丝需要在较低的焊接电流下工作,以避免过热和气孔的产生。
同时,焊接速度和焊接温度的控制也是保证焊接质量的关键。
除了上述内容,铝合金焊丝国际标准还包括外观质量、包装标识、检验方法等方面的要求。
外观质量的要求主要包括焊丝的表面光洁度、无裂纹和气孔等缺陷。
包装标识的要求主要包括焊丝的规格、批号和生产日期等信息。
检验方法的要求主要包括焊丝的化学成分分析、机械性能测试和焊接性能测试等。
总之,铝合金焊丝国际标准的制定对于保证焊接质量和提高生产效率具有重要意义。
铝及铝合金焊接标准、规程及铝焊丝的选择放大字体缩小字体发布日期:2016-04-14 浏览次数:13361.焊接用氩气纯度≥99.99%,露点≤-55℃。
当瓶装氩气的压力≤0.5Mpa时不宜使用。
(氩气内含氮量≥0.04%,否则焊缝表面上会产生淡黄色或草绿色的氮化镁及气孔;含氧量≥0.03%,否则熔池表面上可发现密集的黑点、电弧不稳和飞溅较大;含水量≥0.07%,熔池将沸腾并焊缝内产生气孔)。
2.手工钨极氩弧焊电极采用铈钨电极。
手工钨极氩弧焊电极采用铈钨电极电极直径应根据焊接电流大小来选择(使用时一般比焊接电流所要求的规格大一号的钨极),电极端部应为半球形(制作半球形方法:用比焊接电流所要求的规格大一号的钨极,将端部磨成锥形,垂直夹持电极,用比所用钨极要求的电流大20~30A的电流在试板上起弧并维持几秒钟,钨极端头即呈半球形。
如果钨极被铝污染,则必须重新打磨或更换钨极;轻微污染时,可增大电流使电弧在试板燃烧一会,即能烧掉污染物):3.用MIG焊铝合金时,由于铝焊丝比较软,为避免咬伤焊丝,送丝轮不允许用带齿轮的送丝轮,不宜用推丝式;送丝软管不准用弹簧管而是用聚四氟乙烯或尼龙制品,不然由于磨削而污染或堵塞软管。
MIG通常用直流反极性。
4.焊剂主要作用是去除氧化膜和其它一些杂质,使用时可用无水酒精调成糊状或直接将焊剂粉放在坡口和两侧。
当焊接角焊缝时应选用那些焊后容易清除熔渣的焊剂;铝镁合金用焊剂不宜含有钠的组成物。
5.不同牌号的铝材相焊时,当图纸和工艺都没有规定时,按耐腐蚀性能较好和强度级别较低的母材去选择焊丝材料。
表1 同牌号铝焊接用焊丝同牌号铝焊接用焊丝表2 异种铝焊丝焊接用焊丝异种铝焊丝焊接用焊丝表3 针对不同的材料和性能要求选择焊丝对不同的铝合金材料和性能要求选择铝焊丝注:ER铝焊丝为美国标准ANSI/AWS A5.10。
二、施焊焊工:应按《铝容器焊工考试规则》附录A的规定考试合格。
三、焊前准备:1.铝材坡口加工应采用机械方法(含剪切),如采用等离子火焰方法加工应从变色部分机械加工去掉不少于3mm,加工后的坡口表面应平整、光滑,不得有裂纹、分层、夹杂、毛刺、飞边和氧化色。
在焊丝生产行业中需求量一直比较大,因此也带动了铝焊丝制品的发展,于是很多厂家在不断研发各种型号的焊丝产品,铝焊丝可以分为纯铝和金属合成铝,具体的型号列举如下。
一、纯铝焊丝价格和型号
1、纯铝焊丝1070
铝焊丝标准:GB/T10858-2008
焊丝直径:1.0、1.2、1.6、2.0、2.4、3.0、3.2、4.0、5.0、6.0(mm)
焊丝盘尺寸:D300(9kg)、D270(7kg)、D200(2kg)、D100(0.5kg)焊丝特点:99.7%铝含量,导电性好,抗腐蚀,有塑性和韧性。
2、ER1100
铝含量≥99.0%;该焊接材料具有极好的抗腐蚀性能,优良的导热、导电性能以及极好的可加工性能。
广泛用于铁路机车、电力、化学、食品等行业。
3、1070
性能特点:纯铝焊丝,相当于HS301,铝含量≥99.7%;该焊接材料具有极
好的抗腐蚀性能,优良的导热、焊缝成形美观光亮、电弧稳定、飞溅小。
二、金属合成铝焊丝常见价格和型号
1、ER4043铝硅合金焊丝
性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量,用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱。
2、ER5356铝镁合金焊丝
性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊 5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
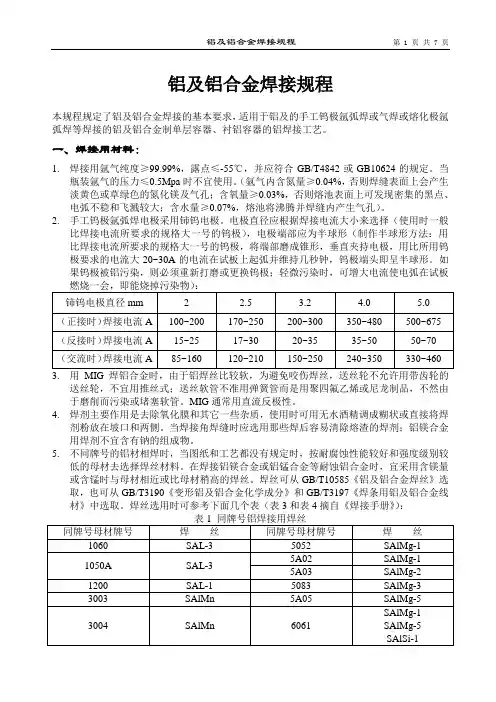
铝及铝合金焊接规程本规程规定了铝及铝合金焊接的基本要求,适用于铝及的手工钨极氩弧焊或气焊或熔化极氩弧焊等焊接的铝及铝合金制单层容器、衬铝容器的铝焊接工艺。
一、焊接用材料:1.焊接用氩气纯度≥99.99%,露点≤-55℃,并应符合GB/T4842或GB10624的规定。
当瓶装氩气的压力≤0.5Mpa时不宜使用。
(氩气内含氮量≥0.04%,否则焊缝表面上会产生淡黄色或草绿色的氮化镁及气孔;含氧量≥0.03%,否则熔池表面上可发现密集的黑点、电弧不稳和飞溅较大;含水量≥0.07%,熔池将沸腾并焊缝内产生气孔)。
2.手工钨极氩弧焊电极采用铈钨电极。
电极直径应根据焊接电流大小来选择(使用时一般比焊接电流所要求的规格大一号的钨极),电极端部应为半球形(制作半球形方法:用比焊接电流所要求的规格大一号的钨极,将端部磨成锥形,垂直夹持电极,用比所用钨极要求的电流大20~30A的电流在试板上起弧并维持几秒钟,钨极端头即呈半球形。
如果钨极被铝污染,则必须重新打磨或更换钨极;轻微污染时,可增大电流使电弧在试板送丝轮,不宜用推丝式;送丝软管不准用弹簧管而是用聚四氟乙烯或尼龙制品,不然由于磨削而污染或堵塞软管。
MIG通常用直流反极性。
4.焊剂主要作用是去除氧化膜和其它一些杂质,使用时可用无水酒精调成糊状或直接将焊剂粉放在坡口和两侧。
当焊接角焊缝时应选用那些焊后容易清除熔渣的焊剂;铝镁合金用焊剂不宜含有钠的组成物。
5.不同牌号的铝材相焊时,当图纸和工艺都没有规定时,按耐腐蚀性能较好和强度级别较低的母材去选择焊丝材料。
在焊接铝镁合金或铝锰合金等耐蚀铝合金时,宜采用含镁量或含锰时与母材相近或比母材稍高的焊丝。
焊丝可从GB/T10585《铝及铝合金焊丝》选取,也可从GB/T3190《变形铝及铝合金化学成分》和GB/T3197《焊条用铝及铝合金线材》中选取。
焊丝选用时可参考下面几个表(表3和表4摘自《焊接手册》):二、施焊焊工:1.应按《铝容器焊工考试规则》附录A的规定考试合格。
铝用焊接材料1. 焊丝采用气焊、钨极氩弧焊等焊接铝合金时,需要加填充焊丝。
铝及铝合金焊丝分为同质焊丝和异质焊丝两大类。
为了得到性能良好的焊接接头,应从焊接构件使用要求考虑,选择适合于母材的焊丝作为填充材料。
表1为铝及铝合金焊丝的型号(牌号)、规格与用途。
铝及铝合金焊丝的牌号、型号和化学成分见表2和表3。
选择焊丝首先要考虑焊缝成分要求,还要考虑产品的力学性能、耐蚀性能,结构的刚性、颜色及抗裂性等。
选择熔化温度低于母材的填充金属,可大大减小热影响区的晶间裂纹倾向。
对于非热处理合金的焊接接头强度,按1000系、4000系、5000系的次序增大。
含镁3%以上的5000系的焊丝,应避免在使用温度65℃以上的结构中采用,因为这些合金对应力腐蚀裂纹很敏感,在上述温度和腐蚀环境中会发生应力腐蚀龟裂。
用合金含量高于母材的焊丝作为填充金属,通常可防止焊缝金属的裂纹倾向。
目前,铝及其合金常用的焊丝大多是与基体金属成分相近的标准牌号焊丝。
在缺乏标准牌号焊丝时,可从基体金属上切下狭条(长度500—700mm,厚度与基体金属相同)代用。
较为通用的焊丝是SAlSi-1(HS311),这种焊丝的液态金属流动性好,凝固时的收缩率小,具有优良的抗裂性能。
为了细化焊缝晶粒、提高焊缝的抗裂性及力学性能,通常在焊丝中加入少量的Ti、V、Zr等合金元素作为变质剂。
选用铝合金焊丝应注意的问题如下:①焊接接头的裂纹敏感性影响裂纹敏感性的直接因素是母材与焊丝的匹配。
选用熔化温度低于母材的焊缝金属,可以减小焊缝金属和热影响区的裂纹敏感性。
例如,焊接Si含量5%的6061合金时,选用同一合金作焊缝,裂纹敏感性很大,但用Si含量5%的ER4043焊丝时,由于其熔化温度比6061合金低,在冷却过程中有较高的塑性,所以抗裂性能良好。
此外,焊缝金属中应避免Mg与Cu的组合,因为Al-Mg-Cu有很高的裂纹敏感性。
②焊接接头的力学性能工业纯铝的强度最低,4000系列铝合金居中,5000系列铝合金强度最高。
在经济快速发展的当下,金属加工行业也日趋成熟,其中焊接产品性能也有了很大的提升,其中铝焊丝较为常见,那么这种产品的主要材质也是许多人不了解的,给您解释一下。
铝焊丝的主要材质为铝,一般含量为99.6%,导电性好,抗腐蚀,有塑性和韧性。
但是也有金属合成铝焊丝中少量含有一些镁、硅、锰、锌等材质。
铝焊丝化学成分表:
化学成分标准:GB/T3190-1996 AWS A5.10:1999
铝焊丝属于一种焊接材料,具有极好的抗腐蚀性能,优良的导热、导电性能以及
极好的可加工性能,焊缝成形美观光亮、电弧稳定、飞溅小。
在阳极处理后具有很好的颜色配比性。
正因为铝焊丝材质的优良特性,可以广泛用于纯铝的氩弧焊的填充材料,电解铝厂铝母线和导杆的连接以及电力、化学、食品、运动器材、铁路机车等相关铝合金的焊接。
铝合金焊丝国际标准(一)铝合金焊丝国际标准概述•铝合金焊丝是一种重要的焊接材料,广泛应用于多个工业领域。
•国际标准的制定对于保证焊丝的质量、性能和安全性至关重要。
•本文将介绍铝合金焊丝国际标准的重要性和相关内容。
国际标准的作用1.提供统一的质量要求,确保焊丝的性能稳定和一致性。
2.促进国际贸易和合作,降低不必要的贸易壁垒。
3.保障用户权益,避免因使用低质量焊丝而导致的质量问题和安全隐患。
国际标准的制定机构•国际焊接与切割联合会(International Institute of Welding, IIW)是铝合金焊丝国际标准的主要制定组织。
•IIW的技术委员会负责制定和修订相关标准。
铝合金焊丝国际标准的主要内容1.材料要求:–包括化学成分、力学性能、尺寸和外观等方面的要求。
–确保焊丝能够满足各种工艺要求和使用环境。
2.质量控制:–包括焊丝的检查、测试和认证等方面的要求。
–确保焊丝在生产过程中能够保持一致的质量水平。
3.标识和包装:–包括产品标识、包装形式和运输要求等方面的要求。
–方便用户正确选择和存储焊丝,并确保产品的完好无损。
铝合金焊丝国际标准的应用•制造业:铝合金焊丝被广泛用于汽车、航空航天、电子设备等制造领域。
•建筑业:用于焊接铝合金构件,如门窗、幕墙等。
•船舶工业:用于焊接船体结构和设备。
•其他行业:铝合金焊丝也在能源、化工和电力等行业得到广泛应用。
未来发展趋势•随着科技的不断进步,铝合金焊丝的质量和性能将不断提高,并适应更多复杂焊接应用的需求。
•国际标准的进一步完善和更新将推动焊丝行业的发展和国际交流合作。
结论•铝合金焊丝国际标准的制定对于保障焊丝质量、性能和安全性至关重要。
•遵守国际标准的使用者可以获得高质量的焊接结果,降低生产成本和风险。
•制定和遵守国际标准将推动铝合金焊丝行业的技术进步和市场发展。
进口铝合金焊丝∅ 1.2技术要求
一、名称: 铝合金焊丝∅ 1.2;
二、规格型号:ER5356-AlMg5Cr;
三、材质:铝,镁等;
四、功能:铝合金材质焊接;
五、技术要求
1、净重量:6KG/盘或7KG/盘;
2、化学成分:符合GB/T10858-2008标准;
3、直径:1.2mm;
4、包装:外-纸壳包装,内-塑料袋密封包装或真空包装;
5、参考符合标准:①ISO18273-2004焊接消耗品-焊丝电极、
铝和铝合金焊接用焊丝和焊条分类;
②ISO544-2003焊接材料供货技术条件、
产品类型、尺寸、公差和标志;
③GB/T10858-2008铝及铝合金焊丝标准;
④EN13479-2004焊接消耗品金属材料熔
焊填充金属和焊剂的一般产品标准;
6、焊丝类型:实芯;
7、计量单位:公斤
六、质量证明书
附有与供货批次相同的出厂检测报告原件或具有与检测报告相同效力的复印件(产品质量证明书);
附带材质证明书;
进口焊丝需要有DB认证和CE认证,并附带认证证书;
七、验收标准
1.产品内包装完好无损;
2.产品必须有材质证明书,产品质量证明书及实验报告等相关的各种文件;
3.产品外观应光亮,无黄、霉斑、白点、毛刺;
4.产品应在包装外标注生产日期、制造商、炉批次号、重量、焊材规格、牌号、进口焊丝得有DB,CE认证标志、符合的标准;
八、不合格品处理标准
不符合技术要求予以退货处理,退货产生的费用由供货方承担;
九.使用周期:消耗品
十.参考图片:。
铝合金焊接铝及铝合金焊接的特点及焊接性常见铝及铝合金的分类铝为银白色轻金属,纯铝的熔点为660℃,密度2.7g/cm3。
工业用铝合金的熔点约为560℃。
按照GB/T3190-1996或GB/T16474-1996的规定,纯铝和铝合金牌号命名的基本原则是:可直接采用国际四位数字体系牌号;未命名为国际四位数字体系牌号的纯铝及其合金采用四位字符牌号。
城轨事业部目前常用的铝材主要有以下三种①5083-H111,5表示为Al-Mg系,H111加工硬化状态:最终退火后又进行了适量加工硬化。
主要用于折弯件用的板材。
②6005A-T6,6表示为Al-Mg-Si系,T6热处理状态:固溶处理后再人工时效的稳③6082-T6,绝大部分板材定状态。
除牵引梁型材为6082之外,其余所有的型材均为6005A。
铝合金焊接基础知识电流类型MIG焊接通常使用直流电源焊接,电极(焊丝)连接到电源的正极,工件连接到电源的负极焊接材料铝和铝合金焊接用焊材一般为实芯焊丝,焊材标准为EN ISO 18273。
城轨事业部常用的MIG焊丝材质为5083,常见直径为Ф1.2mm,底架手工MIG焊及自动焊接使用的则为Ф1.6mm。
通常规格为7Kg/盘。
保护气体DIN EN 439标准规定了MIG/MAG焊用保护气体。
该标准定义了所有弧焊和弧割用的保护气体。
城轨事业部常用焊接气体为99.9999%的高纯氩(Ar),只有在底架焊接时为增加熔深采用氩氦混合气体,成分为70%氩气+750ppm氮气+剩余氦气。
这是因为在氩气中添加氦气能改善电弧气氛的热传导性和保温性能,这两种影响产生了高能量的电弧和更好的电弧穿透性MIG焊接常用气体流量为18~20L/min焊缝坡口的形式铝及铝合金焊接时,坡口一般采用机械方法加工,常见的坡口形式如下衬垫MIG焊接时功率较大,熔透能力强,这样就造成焊缝金属在焊缝根部下漏,造成根部裂纹,根部成型差等缺陷。
所以铝合金焊接全焊透时常需要加焊接垫板,有利于缩小接头有关尺寸,操作条件较为宽松,对操作技能可以适当降低。
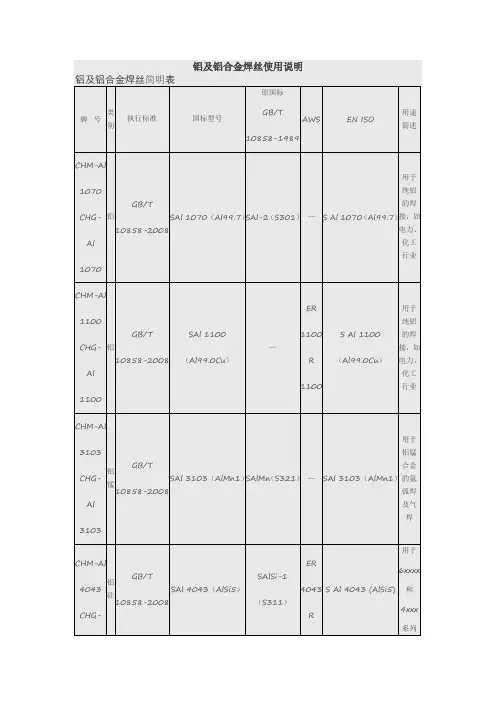
铝及铝合金焊丝应用铝合金焊丝及焊条成分国标牌号
一、铝及铝合金焊接材料应用
1.纯铝焊丝ER1100
性能特点:纯铝焊丝,铝含量?99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。
对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si?0.03、Cu?0.002、Zn?0.013、Fe?0.18 、Mn?0.003,AL余量用途广泛用于铁路机车、电力、化学、食品等行业。
2.铝硅合金焊丝ER4047
性能特点:本品为含硅12,的合金焊丝,适合焊接各种铸造及挤压成型铝合金。
低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg?0.10、Fe?0.80、Cu?0.03、Zn?0.20、Mn?0.15,AL 余量
用途:焊接或堆焊轻质合金加工业。
3.铝硅合金焊丝ER4043
性能特点:本品为含硅5,的合金焊丝,适合焊接铸铝合金
典型化学成份:Si 5、Mg?0.10、Fe?0.04、Cu?0.05 ,AL余量
用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱
4.铝镁合金焊丝ER5356
性能特点:本品为含镁5,的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊
5,镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe,Si)0.3、Cu?0.05、Zn 0.05、Mn 0.15、 Ti 0.1,AL余量
用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
5.铝镁合金焊丝ER5183
性能特点:本品为含镁3,的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu?0.05, Zn 0.10,Mn
0.05,Ti 0.1,AL余量
用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等
6.铝铜合金焊丝ER2319
性能特点:本品为含铜5.8%-6.8%的合金焊丝,适用于焊接2219同等级的铝合金材料。
典型化学成份:Cu5.8-6.8,Mg 0.2-0.4,Si0.2,Fe
0.3,V0.05-0.15,Zr0.1-0.2 , Zn 0.10, Mn0.2-0.4,Ti 0.1-0.2, AL余量
用途:核工业、舰船制造、航空航天工业、军工装备等
二、铝合金焊丝及焊条成分国标牌号
主要成份(%)
特性和用途
相当AWS
S 301
Al?99.5
塑性好、耐蚀。
纯铝气焊、氩弧焊用
ER1100
S 311
Si5 Al Rem.
抗裂性好,通用性大。
铝合金气焊、氩弧焊用。
不宜用高镁
合金
ER4043
S 321
Mn1.3 Al Rem. 良好的耐蚀性、可焊性及塑性。
铝合金气焊、氩弧焊用ER3003
S 331
Mg5 Mn0.4
Al Rem.
耐蚀,强度高。
铝合金氩弧焊用 ER5356
5183
Mg5 Al Rem.
耐蚀、强度高,通用性大。
铝合金氩弧焊用 ER5183
Al 109
TAl
纯铝,耐蚀性好,但强度不高,纯铝焊接用
E1100
Al 209
TAlSi
铝硅,抗裂性好,通用性大。
铝合金焊接用,不宜焊接铝镁
合金
E4043
Al 309
TAMn
铝锰,强度高,耐蚀。
铝合金焊接用 E3003。