VF6-7空气压缩机曲轴加工工艺及夹具设计 机械加工工艺过程卡片
- 格式:doc
- 大小:230.50 KB
- 文档页数:4

空气压缩机曲轴的加工工艺及夹具设计概述空气压缩机曲轴是空气压缩机的核心部件之一,其加工工艺和夹具设计对于保证曲轴质量和生产效率至关重要。
本文将概述空气压缩机曲轴的加工工艺及夹具设计。
首先,空气压缩机曲轴的加工工艺通常包括下列步骤:1. 前期准备:包括材料选用、曲轴结构设计、加工工艺规程制定等。
2. 材料加工:根据曲轴的材料特性,选择合适的钢材,并进行锯切、钳工机械加工等预处理。
3. 粗加工:采用车床、铣床等机床进行曲轴的粗加工,主要包括车削曲轴的外轮廓和孔的加工等。
4. 热处理:对曲轴进行热处理,常用的方法有淬火、回火等,以提高材料的硬度和强度。
5. 精加工:采用磨床等机床进行曲轴的精加工,包括轴颈的研磨、曲轴平衡等工序。
6. 检验与测试:对加工后的曲轴进行尺寸和性能的检验与测试,以确认曲轴达到要求。
7. 表面处理:根据需要,对曲轴进行镀铬、抛光等表面处理,以增加曲轴的耐磨性和外观质量。
8. 组装和包装:将加工好的曲轴进行组装,并进行包装,以便运输和储存。
其次,夹具设计在空气压缩机曲轴加工过程中起到了关键作用。
夹具设计的主要目标是确保曲轴的精度、稳定性和操作性。
一般来说,夹具设计的要求如下:1. 紧固性:夹具的结构和材料要保证对曲轴进行稳固的夹持,避免加工过程中的移动和变形。
2. 刚性和稳定性:夹具需要具备足够的刚性和稳定性,以确保在高速切削过程中不产生震动和振动,影响曲轴加工质量。
3. 操作性:夹具的设计应该考虑到操作人员的便捷性和安全性,方便加工过程中的夹紧和释放。
4. 运动控制:夹具应具备精确的夹紧力控制和夹持位置控制,以确保加工与装夹质量的一致性。
综上所述,空气压缩机曲轴的加工工艺和夹具设计对于曲轴的质量和生产效率至关重要。
通过合理的加工工艺和夹具设计,可以确保空气压缩机曲轴的精度和稳定性,提高生产效率和产品质量。
空气压缩机曲轴的加工工艺和夹具设计对于保证曲轴质量和生产效率至关重要。
在空气压缩机曲轴的加工工艺中,前期准备是非常关键的一步。

摘要曲轴是位于空气压缩机中的连杆处,曲轴将进行一个旋转运动,从而可以带动空压机中的活塞,使空压机中的活塞进行往复的运动,并且将旋转转为直线运动[1],而针对夹具的设计是为来了减少在机床中的划线以及找正等的辅助时间,从而达到提高生产效率,降低成本的作用,而且使用夹具也可以减轻劳动者的工作负担,也相对安全一些,易于实现多工位加工。
主要的说明了针对空压机曲轴加工的工艺路线,以及其夹具设计进行的研究,其中运用了solid works进行三维模型的制作,CAD对图纸进行的绘制,而且本文中也包含了各道工序的加工方法,机床的选择、刀具的大小、夹具的设计、量具的选择以及基准面的选取,定位和夹紧方案的拟定;以及对第各道工序中所使用专用车模进行了研究设计[2]。
此次研究的主要内容在于如何使加工工序简单化、降低加工难度,从而达到提高产品加工效率,加快产品上市时间的目的。
向着制造业所追求的主题进发!关键词:曲轴;工艺规程设计;加工工艺;夹具设计引言毕业设计是对我们大学四年的一个总结,运用了大学四年说学到的知识,此次毕业设计的主题是空气压缩曲轴加工工艺及夹具设计[3],运用了我们所学习的solid works,CAD,UG等软件,主要针对曲轴的加工以及夹具的设计,工艺不仅仅是制造技术的核心技术,它也是生产过程中最为活跃的因素[4]。
整个加工公的这个过程中通常都是采用金属的切削刀具,钻削或是磨具等加工方法来进行加工工件,并使工件达到图纸尺寸和金属的特有性能[5],从而生产出合格零件。
夹具的使用过程中可以有效的保证零件的加工精度,质量并且提高劳动效率,减轻劳动力。
考虑到机械零件的加工工艺的设计和零件夹具的设计过程中都可以直接的影响机油泵体的加工质量和经济的精度等等,所以在设计夹具和安排工序方面对零件的生产有着重要的意义。
毕业设计是先将进行了零件图分析,并绘制出零件图并对零件图的结构进行分析[6],最后确定生产的类型。
之后确定好毛坯的种类[7],因为在前一部分我们进行了工艺的分析,使用在这里我们采用了45号刚为材料进行加工处理,在毛坯轴两端先加工两个中心孔,再以两端中心孔定位,之后再进行粗加工以精加工,以中心孔为精基准再进行加工,之后确定加工工艺路线[8],并进行分析,根据参考文献来确定毛坯的加工余量,选择需要的刀具,量具以及夹具等等,最后再根据公式来确定切削用量。
绪论夹具结构设计在加深我们对课程基本理论的理解和加强对解决工程实际问题能力的培养方面发挥着极其重要的作用。
选择曲轴的夹具设计能很好的综合考查我们大学四年来所学的知识。
本次所选设计内容主要包括:工艺路线的确定,夹具方案的优选,各种图纸的绘制,设计说明书的编写等。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。
它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
利用更好的夹具可以保证加工质量,机床夹具的首要任务是保证加工精度,特别是保证被加工工件是加工面与定位面以及被加工表面相互之间的位置精度。
提高生产率,降低成本,使用夹具后可以减少划线、找正等辅助时间,且易于实现多工位加工。
扩大机床工艺范围,在机床上使用夹具可使加工变得方便,并可扩大机床工艺范围。
减轻工人劳动强度,保证生产安全。
为了让夹具有更好的发展,夹具行业应加强产、学、研协作的力度,加快用高新技术改造和提升夹具技术水平的步伐,创建夹具专业技术网站,充分利用现代信息和网络技术,与时局进地创新和发展夹具技术。
1 零件分析1.1零件的作用零件位于空气压缩机连杆处,曲轴产生旋转运动,带动连杆使活塞产生往复运动,它在工作过程中将承受周期性的复杂的交变载荷。
其主要作用是传递转矩,是连杆获得所需的动力。
1.2零件的工艺分析由空气压缩机的曲轴零件图可知,它的外表面上有多个平面需要进行加工,此外各表面上还需加工一系列螺纹孔和键槽。
因此可将其分为两组加工表面,它们相互间有一定的位置要求它们之间有一定的位置要求.现分析如下: 1.2.1以拐径Ø95mm 为中心的加工表面这一组加工表面包括: 拐径Ø950.0360.071-- mm 加工及其倒圆角,两个Ø8的斜油孔,两个油孔孔口倒角,它的加工表面的位置要求是Ø950.0360.071-- mm 圆柱度公差为0.01mm 。
空气压缩机曲轴的加工工艺及夹具设计曲轴加工工艺及夹具设计学生姓名:谭剑军学生学号: 20104010131001院院系:连续教育学院年级专业:机械制造及自动化指导教师:孙付春二〇一二年五月目录摘要 (1)一、绪论 (1)二、零件分析 (2)㈠零件的作用 (2)㈡零件的工艺分析 (2)三、工艺规程设计 (4)㈠确定毛坯的制造形式 (4)㈡基面的选择 (4)1.粗基准选择 (4)2.精基准的选择 (4)3.制定工艺路线 (4)4.机械加工余量、工序尺寸及毛坯尺寸的确定 (6)5.确定切削用量及差不多工时 (9)6.时刻定额运算及生产安排 (29)四、专用夹具设计 (38)㈠加工曲拐上端面油孔夹具设计 (38)1.定位基准的选择 (38)2.切削力的运算与夹紧力分析 (38)3.夹紧元件及动力装置确定 (38)4.钻套、衬套及夹具体设计 (39)5.夹具精度分析 (41)㈡加工曲拐上侧面油孔夹具设计 (41)1.定位基准的选择 (42)2.切削力的运算与夹紧力分析 (42)3.夹紧元件及动力装置确定 (42)4.钻套、衬套及夹具体设计 (42)5.夹具精度分析·······························································错误!未定义书签。

目录摘要 (I)ABSTRACT (2)1 绪论·························错误!未定义书签。
2 零件分析························错误!未定义书签。
2.1零件的作用·····················错误!未定义书签。
2.2零件的工艺分析···················错误!未定义书签。
2.3零件加工的主要问题和工艺过程设计分析········错误!未定义书签。
3 工艺规程设计·····················错误!未定义书签。
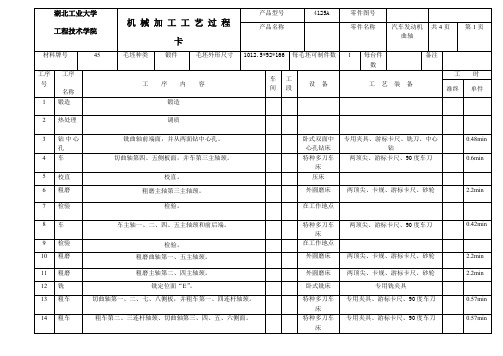
机械加工工艺过程卡片产品型号产品型号共8页产品名称曲轴零件名称曲轴第页材料牌号45钢毛坯种类模锻件毛坯外型尺寸1012.5 每毛坯件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件5 锪曲轴前端面,并从两面钻中心孔用专用夹具固定中间主轴劲,锪曲轴前端面,并从两面钻中心孔锥角为120度,小轴端孔5.127+φ,法兰盘端面孔32φ卧式双面中心钻床专用夹具塞规10切曲轴第四,五侧板面,并车第三主轴颈用两顶针顶住曲轴两端面,切曲轴第四,五侧板面两者之间距离74.08.67+,主劲两端面距离2.075.65+并车第三主轴颈为50.087±φ,倒圆角R6±0.25特种多刀车床专用夹具游标卡尺15 校直两顶针定位,曲轴的弯曲挠度允许在5mm范围内压床专用夹具20 粗磨曲轴第三主轴颈曲轴前后端面两顶针定位,粗磨曲轴第三主轴颈主劲两端面距离12.095.65+,大小为014.086-φ外圆磨床专用夹具游标卡尺25 检验检验曲轴第四,五侧板面距离和第三主轴颈的尺寸在工作地点30车曲轴一,二,四,五主轴颈和前后端专用夹具夹紧定位,车曲轴一,二,四,五主轴颈和前后端前端两轴倒角C2,各轴车得尺寸分别为:062.042-φ、62.048-φ、5.087±φ、5.087±φ、5.087±φ、5.087±φ,粗糙度为25特种多刀车床专用夹具游标卡尺35 检验(抽验5%)抽验曲轴一,二,四,五主轴颈和前后端的尺寸在工作地点40 粗磨曲轴第一,五主轴颈专用夹具夹紧定位,粗磨曲轴第一主轴颈长度12.085.60+,第五主轴颈长度都是2.06.84+,大小都是14.086-φ,圆角为R6±0.25,粗糙度为6.3外圆磨床专用夹具游标卡尺45 粗磨第二,四主轴颈粗磨曲轴第一主轴颈和第五主轴颈长度都是2.075.59+,大小都是014.086-φ,圆角为R6±0.25,粗糙度为6.3外圆磨床专用夹具游标卡尺50 铣定位面“E”专用夹具夹紧定位,铣定位面“E”侧面与曲轴中心线距离为58±0.1mm,底面与中心线距离为45mm,粗糙度为25卧式铣床专用夹具游标卡尺55 切曲轴第一,二,七,八侧板,并粗车第一,四连杆轴颈专用夹具夹紧定位,切曲轴第一,二,七,八侧板,第一、二侧板间距为2.05.59+,第三、四侧板间距为4.06.61+,并粗车第一、四连杆轴颈为5.087±φmm特种多刀车床专用夹具游标卡尺60 粗车第二,三连杆轴劲,切曲轴第三,四,五,六侧板专用夹具夹紧定位,粗车第二,三连杆轴劲为5.087±φ,切曲轴第三,四侧板间距和第五,六侧板间距为2.05.59+特种多刀车床专用夹具游标卡尺65 检验(抽验5%)抽验各轴劲和主轴颈之间的距离尺寸在工作地点70 校直曲轴被压弯挠度应小于5mm 压床专用夹具75 粗磨曲轴第一,二,三,四连杆轴颈专用夹具夹紧定位,粗磨曲轴第一,二,三,四连杆轴颈大小都为014.086-φ,各连杆轴劲两端面间距为2.075.59+,第二三连杆轴劲的同轴度为2.0φ特种外圆磨床专用夹具80精车曲轴法兰外圆及端面,车油封轴颈并倒角专用夹具夹紧定位,精车曲轴法兰外圆26.08.160-φ及端面粗糙度R25,车油封轴颈R5并倒角R2车床专用夹具85在曲轴第一,五主轴颈上和第二,三连杆轴颈上钻四个4.8φ斜油孔专用夹具夹紧定位,在曲轴第一,五主轴颈上和第二,三连杆轴颈上钻四个4.8φ斜油孔与曲轴的中心线为基准面的复合位置度为1.5特种卧式四轴钻床专用夹具塞规90在曲轴法兰上铣缺口 专用夹具夹紧定位,铣曲轴法兰上缺口R22,顶部与中心线间距80±0.74卧式铣床专用夹具95 在曲轴连杆轴颈侧板上钻四个4.31φ孔专用夹具夹紧定位,在曲轴连杆轴颈侧板上钻四个孔34.004.31+φ,孔圆心与曲轴中心线间距80,长度为2090+特种两面四轴钻床专用夹具塞规100在油孔上扩孔,倒角,并在虑油孔上钻小孔 专用夹具夹紧定位,在油孔上扩孔11φ,倒角35φ×90°,并在虑油孔上钻小孔4φ,粗糙度为12.5五面组合钻床专用夹具 塞规105在四个孔中攻螺纹M33X1.5 专用夹具夹紧定位,在四个孔中攻螺纹M33X1.5,长度为22mm,有效的深度≦16mm特种双面卧式四轴攻螺纹机床专用夹具 游标卡尺110 铣回油螺纹 专用夹具夹紧定位螺纹铣床 专用夹具 115 校直 曲轴被压弯挠度应小于5mm压床专用夹具120去毛刺在所有侧面去除机械加工所留下的毛刺在4.31φ的孔内和4.8φ孔相交处处理毛刺在辊道上125清洗并吹净在乳化液中清洗曲轴,重点清洗顶尖孔和虑油孔,保证没有铁屑,油污和其他赃物,清洗是间不少于3min 。
摘要机械制造业是一个国家技术进步和社会发展的支柱产业之一,无论是传统产业,还是新兴产业,都离不开各式各样的机械装备。
而加快产品上市的时间,提高质量,降6空压机曲轴低成本,加强服务是制造业追求的永恒主题。
此篇论文主要内容是对VF-7加工工艺路线(共包括53道工序)进行的研究、设计,其中包括了各道工序的加工方法,机床、刀具、夹具、辅具、量具的选择,基准面的选取,定位和夹紧方案的拟定;以及对第13、道工序中所使用专用车模进行了研究设计。
此次研究的主要内容在于如何使加工工序简单化、降低加工难度,从而达到提高产品加工效率,加快产品上市时间的目的。
向着制造业所追求的主题进发!关键词:曲轴曲拐夹具工序卡AbstractMachinery manufacturing is a national technological progress and social development one of the pillar industries, whether in traditional industries, or emerging industries, and is inseparable from the wide range of machinery and equipment Speeding up the time to market, improve quality, reduce costs and enhance service is the eternal pursuit of manufacturing theme. Main content of this paper is to VF- air compressor crankshaft processing routes (including a total of 53 processes) for the research, design, which includes the processing of a process, machine, tool, fixture, ATD, Gauge choice datum selection, positioning and clamping of programming; and the right processes Road No. 13, 28 (crude cars, Accurately crankshaft), which use a special truck design. This study is the main content of how to simplify processes and reduce processing difficulties so as to improve processing efficiency, accelerate time-to-market goals. Toward manufacturing towards the pursuit of the theme!Keywords : crankshaft fixture card process目录绪论 (1)6空气压缩机曲轴工艺规程 (5)第一章VF71.1 编制工艺应该注意的问题 (5)1.2 曲轴加工工艺过程分析 (5)1.2.1 曲轴零件功用、结构特点和技术要求 (5)1.3 曲轴的机械加工工艺规程的制定步骤 (6)1.3.1曲轴特点及工艺措施 (6)1.3.2 毛坯形式选择 (6)1.3.3 定位基准选择 (7)1.3.4 零件加工工艺路线 (7)1.3.5 零件加工工艺路线分析 (11)1.3.6 毛坯加工余量确定 (13)1.3.7 选择加工设备、刀具、量具及夹具等 (14)1.3.8 切削用量选择 (14)第二章工序计算过程 (16)第三章夹具设计 (53)3.1 机床夹具概述 (53)3.1.1 工件的装夹方法 (53)3.1.2 夹具的作用、组成及分类 (53)3.2 粗精车曲拐夹具方案分析 (54)结论 (56)参考文献 (57)致谢 (58)附录:绪论机械工程科学是—门有着悠久历史的学科,是国家建设和社会发展的支柱学科之—。