纸塑包装验证报告
- 格式:doc
- 大小:275.50 KB
- 文档页数:16
报告编号: 20100913 包装完好性验证方案及验证报告目录一、验证方案1.概述2.验证目的3.验证组成4.验证涉及仪器5.验证涉及文件6.性能鉴定(PQ)7.再验证周期二、验证报告1. 概述2. 确认内容3. 包装完好性验证的评价和确认结论一、验证方案1. 概述我公司现有包装除了小包装(铝箔材料),还有中包装(纸板材料)、大包装(纸箱瓦楞纸材料)和裂解液包装三类。
2. 验证目的中包装、大包装和裂解液包装的材料与贮存运输过程的适合性,确保产品运输过程中包装的完整性及产品质量的安全性。
3. 验证组成:验证小组的组成4. 验证涉及仪器5. 性能鉴定(PQ)5.1 中包装机械振动性能:通过试验证实包装的抗震动性能。
5.2 大包装跌落试验:通过试验证实包装的抗震动性能。
5.3 堆码试验:通过试验证实产品包装在堆压下受影响程度。
5.4 温湿度试验:通过试验证实产品包装在不同环境下受影响程度。
6. 再验证周期包装规格和包装材料发生变更后要立即组织进行重新验证包装生产供应商变更后要立即组织进行重新验证。
7.过程确认申请二、验证报告1、概述:产品包装完好、安全有效,确保稳定的产品质量水平,公司依据《包装完好性验证方案》于2010年09月15至2010年11月10日,对包装完好性进行验证。
2. 确认内容2.1性能鉴定(PQ)2.1.1中包装机械振动试验:2.1.1.1模拟方法: 因为按照我们目前纸箱尺寸,一个满箱中包装可以放3层。
为了确保包装更安全,在模拟实验中我们将中包装每层放4个共摆4层,然后固定在摇床上,打开摇床开关,摇床开始振动,共进行10天,每天观察中包装纸盒和小包装铝箔的完好性,并进行记录,如表1。
2.1.1.2观察记录表1 中包装机械振动试验记录表2.1.1.3验证结果,通过10天中包装机械振动试验的结果可以确定,中包装、小包装和裂解液包装的抗震动性能良好。
小结人:日期2.1.2大包装跌落试验:2.1.2.1模拟方法: 按照一个大包装满箱1000人份,也就是50个中包装,1000个铝箔小包装,50瓶裂解液,用封箱带封好后,从4楼跌落到3楼,再从3楼跌落到2楼,最后再从2楼跌落到1楼,观察每一层跌落大包装、中包装纸盒和小包装铝箔的完好性,并进行记录,如表2。
验证报告总结归纳包装 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#包装验证版本/修改状态:A/0 生效日期:文件编号:发放号:控制状态:拟制:审核:批准:目录第一部分总则本包装是用于最终灭菌医疗器械包装的,在规定的生产、灭菌、运输、贮存过程中,能够保持产品无菌性、完整性、无相互兼容性、强度等理化特性的一次性使用包装材料。
一、适用范围适用于我公司生产的一次性使用医疗器具的包装。
二、过程要求(本包装需满足特性):1、微生物屏障2、无毒性3、物理和化学特性的符合性4、与材料所用的灭菌过程的适应性5、与成型和密封过程的适应性6、包装材料灭菌前后的贮存寿命7、变更时的再确认三、验证方案1、目的:通过各种试验和过程验证来证明此包装材料能够满足预期用途。
2、适用范围:适用于本公司一次性无菌医疗器械的纸塑、复合(透析式)单包装。
3.试验和验证方法及预计完成时间:a﹚封口验证;2008年3月完成。
b﹚包装完好性试验;2008年3月完成。
c﹚阻菌性试验(微生物屏障)2008年3月完成。
d﹚毒性试验(生物兼容性测试);2008年3月完成。
e﹚化学特性测试;2008年3月完成。
f﹚灭菌适应性试验;2008年3月完成。
g﹚贮存试验;2008年3月完成。
四、验证小组人员职责权限第二部分试验和过程验证一、封口验证:1、验证方案:(1)目的:在规定的操作条件下对多个生产运转过程进行鉴定,来验证过程的有效性和稳定性。
(2)范围:适用于薄膜封口机封口的塑料复合袋和纸塑包装袋。
(3)参与人员:于杰、李春民、王玉伟、田丽亚、程凤军。
(4)验证步骤:a)泡罩包装机。
b)过程控制参数的评价。
c)过程控制参数的确定。
2、验证内容、程序:(1)验证要求:a)监控关键参数的能力。
b)所有仪表的校准。
c)密封、传动系统测试。
(2)设备验证经过、结果:a)设备名称:泡罩包装机温度范围:100-125℃设备的各关键参数、温度、压力、速度均能监控。
包装验证版本/修改状态:A/0生效日期:文件编号:发放号:控制状态: 拟制:审核:批准:目录第一部分总则 (3)一、适用范围 (3)二、过程要求(本包装需满足特性): (3)三、验证方案 (3)四、验证小组人员职责权限 (4)第二部分试验和过程验证 (5)一、封口验证: (5)二、包装完好性试验 (7)三、阻菌性试验(琼脂接触攻击试验) (17)四、灭菌适应性试验 (14)五、贮存试验 (14)第三部分结论 (26)第一部分总则本包装是用于最终灭菌医疗器械包装的,在规定的生产、灭菌、运输、贮存过程中,能够保持产品无菌性、完整性、无相互兼容性、强度等理化特性的一次性使用包装材料。
一、适用范围适用于我公司生产的一次性使用医疗器具的包装。
二、过程要求(本包装需满足特性):1、微生物屏障2、无毒性3、物理和化学特性的符合性4、与材料所用的灭菌过程的适应性5、与成型和密封过程的适应性6、包装材料灭菌前后的贮存寿命7、变更时的再确认三、验证方案1、目的:通过各种试验和过程验证来证明此包装材料能够满足预期用途。
2、适用范围:适用于本公司一次性无菌医疗器械的纸塑、复合(透析式)单包装。
3•试验和验证方法及预计完成时间:a) 封口验证;2008年3月完成。
b) 包装完好性试验;2008年3月完成。
c) 阻菌性试验(微生物屏障)2008年3月完成。
d) 毒性试验(生物兼容性测试);2008年3月完成e) 化学特性测试;2008年3月完成。
f) 灭菌适应性试验;2008年3月完成。
g) 贮存试验;2008年3月完成。
四、验证小组人员职责权限第二部分试验和过程验证一、封口验证:1、验证方案:(1)目的:在规定的操作条件下对多个生产运转过程进行鉴定,来验证过程的有效性和稳定性。
(2)范围:适用于薄膜封口机封口的塑料复合袋和纸塑包装袋。
(3)参与人员:于杰、李春民、王玉伟、田丽亚、程凤军。
(4)验证步骤:a)泡罩包装机。
b)过程控制参数的评价。
无菌包装封口效果验证方案编制/日期: _______________审核/日期: _______________批准/日期:1.验证目的通过确认证明产品经过内包装后,是否能达到规定的要求,确认包装过程是否安全有效。
通过一系列试验和文件记录,证实封口机可以持续提供可被接受的无菌包装封口过程。
2.验证范围2.1适用于本公司*****封口机的验证2.2纸塑包装袋上海浦茂包装材料有限公司提供的1073B+10丝进口易撕袋与1059B+6丝进口易撕袋。
技术参数见供应商提供的《产品质量检验报告单》。
3.概述封口机技术参数3.1封印速度:10m/min3.2封印温度:80-220°C3. 3封印压缝宽:12mm3. 4 电源:220V/50Hz3. 5 外形尺寸:620X260X250mm3.6 重量:23KG3.7国产滚轮尺寸:宽X深X高=830X280X60mm4,验证小组及成员5.确认依据5.1 GB/T19633-2005《最终灭菌医疗器械的包装》5.2IS011607-l:2006《IS011607 —2006最终灭菌医疗器械的包装一第一部分:材料、无菌屏障系统和包装系统要求》5.3IS011607-2: 2006《最终灭菌医疗器械的包装一第二部分:形成、密封和装配的确认要求》5.4YY/T 0681. 1-2009 无菌医疗器械包装试验方法第1部分:加速老化试验指南5.5 YY/T 0681. 2-2010《无菌医疗器械包装试验方法第2部分:软性屏障材料密封强度试验》5.6 YY/T 0681. 3-2010《无菌医疗器械包装试验方法第3部分:无约束包装抗内压破坏试验》5.7 YY/T 0681.4-2010《无菌医疗器械包装试验方法第4部分:染色液穿透法测定透气包装的密封泄露》5.8YY/T 0681.5-2010《无菌医疗器械包装试验方法第5部分:内压法检测粗大泄漏(气泡法)》5.9ASTM F 1929中规定的试验方法检查密封口的密封渗漏性,封口应完整5.10 ASTM F1886-98目力检测方法5.11 DIN 58953-6: 2006琼脂接触攻击试验5.12 ASTM F1929-98染料渗漏试验5.13 ASTM Fl 140-07 爆破试验5.14 ASTM F88-09封口剥离试验5.15 ASTM F2096-04 气泡试验5.16 ASTM F1886-2009目视检测试验5.17 GB/T4857. 2-2005温湿度处理试验5.18 GB/T4857. 10-2005正弦变频振动试验5.19 GB/T4857. 5-1992 跌落试验5. 20 EBJS-TS-014《包装物资采购及检验标准》5.21 «产品初始污染菌操作规程》5.22中国药典2015版5.23 ISO 11135-1:2014环氧乙烷灭菌医疗器械确认和控制6无菌包装封口过程确认的过程一般应包括安装确认,运行确认和性能确认。
编号:RD/ADS 752-04杭州医疗器械有限公司封口工艺验证报告杭州医疗器械有限公司2017年9月15日封口工艺验证报告一、总则2017年9月13日,验证小组根据批准的封口工艺验证方案(项目编号:ADS-2017-014),对本公司纸塑复合型包装的封口工艺过程进行验证,达到了预期效果,现将验证过程进行总结。
1.1验证目的对公司的泡罩包装机封口工艺实施验证,以确定充分、适宜、有效的封口工艺参数,确保封口过程能满足产品加工要求。
1.2验证依据1)《医疗器械生产质量管理规范》;2)各设备操作规程以及使用说明书;1.3验证范围适用于本公司一次性使用无菌换药包应用数控系统控制的全自动泡罩吸塑包装机形成的纸塑复合型的初包装封口过程的验证,涉及该过程的设备如下:表1:泡罩包装机技术参数表1.4工艺概述a、在设备的供水、供气、供电连好后,合上控制柜门板的电源开关,启动“ON”按钮,设置如单模距离、链条速度、点动速度、预热时间、吸塑时间、脱模时间、对版时间、装料时间、印刷等一系列运行参数,经完成一个循环的状态下进行机械化自动运行。
b、将薄膜(萧山荣新,415*0.38mm)和包装纸(嘉兴科邦,国产68g热熔胶纸*宽410mm)分别按要求进行开卷、穿纸,安装待用。
c、工作时,热合下模上升至下模上面的硅胶条顶面略高于薄膜,热合下模下面的气囊推动下模和上模的加热板压合上,将包装纸与薄膜紧紧得压合,同时在高温下将其封合。
1.5验证小组及职责开展验证前,所有验证小组人员均应进行本验证方案的培训,验证小组由以下人员组成:1.6验证时间及进度安排二、验证结果及分析2.1验证结论按验证方案要求对纸塑复合型包装的封口过程实施验证,并对各试验组产品实施检测,结果:按预定的封口工艺参数实施封口,产品外观、密封性能、封口强度检测结果如下:确认有效以及最佳的工艺参数如下:2.2再验证周期常规情况下,每年进行一次,当出现下列情况时应立即开展再验证:1)封口设备发生变更;2)封口工艺参数发生变更;3)封口对象(如材质)发生变更;三、附件3.1附表表1:封口工艺验证记录。

医疗器械纸塑袋包装封口工艺验证方案和验证报告一、目的和范围本验证方案旨在确保医疗器械纸塑袋包装封口工艺的可靠性和一致性。
本验证方案适用于所有使用纸塑袋包装的医疗器械,包括但不限于一次性使用医疗器械、高值耗材和诊断试剂等。
二、验证方案1.验证目的:确保纸塑袋包装封口工艺满足产品质量要求,提高产品在储存、运输和使用过程中的稳定性。
2.验证项目:包装材料、封口工艺参数、实验设计和操作、数据分析和解释。
3.验证方法:采用实验室试验和现场检查相结合的方法进行验证。
4.验证计划:制定详细的验证计划,包括验证时间、人员、设备、样品和测试方法等。
5.验证流程:按照验证计划进行实验,记录实验数据,并对数据进行统计和分析。
6.验证总结:根据实验结果和数据分析结果,得出验证结论,并提出改进建议。
三、包装材料1.纸塑袋:选择符合国家标准的食品级材料,确保无毒、无味、无菌。
2.封口胶:选择具有良好粘合性和卫生性能的封口胶,确保封口牢固、防水、防潮。
四、封口工艺参数1.温度:根据纸塑袋和封口胶的特性,选择适宜的温度进行封口,确保封口牢固、美观。
2.时间:根据温度和封口胶的特性,确定最佳的封口时间,确保封口牢固、均匀。
3.压力:选择适当的压力进行封口,确保封口胶能够充分渗透到纸塑袋之间,达到良好的粘合效果。
五、实验设计和操作1.实验样品:选取不同规格、类型的医疗器械,分别采用相同的纸塑袋和封口胶进行包装和封口。
2.实验环境:确保实验环境符合产品质量要求,包括温度、湿度、清洁度等。
3.实验操作:按照规定的操作流程进行实验,记录每个样品的封口温度、时间、压力等参数。
4.数据记录:对每个样品的包装质量、封口强度、密封性等进行检测和记录。
六、数据分析和解释1.数据处理:对记录的数据进行统计和分析,包括平均值、标准差等。
2.结果解释:根据数据分析结果,评估纸塑袋包装封口工艺的可靠性和一致性。
如有问题,提出改进建议。
3.报告撰写:根据实验结果和数据分析结果,撰写验证报告,总结验证过程和结果,并提出改进建议。
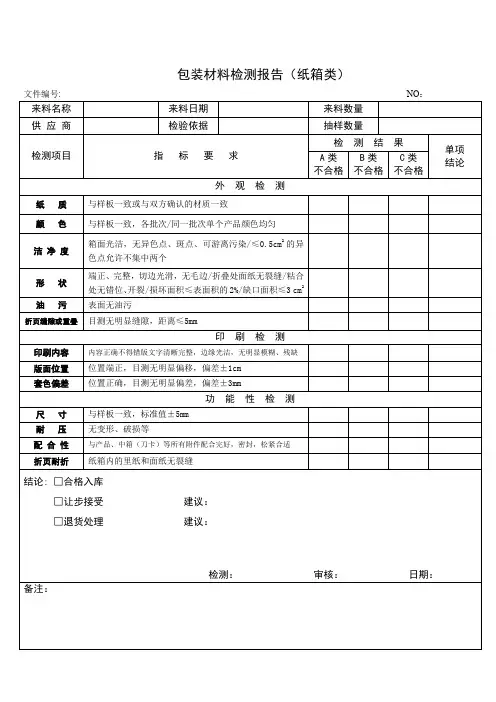
纸质包装袋出厂检验报告单
概述
本报告单是对纸质包装袋的出厂检验进行记录和总结。
根据相关国家标准和公司要求,对纸质包装袋进行了多项检测和评估,旨在确保其质量和安全性达到要求。
检验结果
以下是对纸质包装袋进行的主要检验项目及结果:
1. 外观检验:
- 包装袋的印刷是否清晰、完整。
- 包装袋的封口是否齐全、牢固。
2. 尺寸检验:
- 包装袋的长度、宽度是否符合规格要求。
3. 强度检验:
- 包装袋的抗拉强度是否符合标准要求。
- 包装袋的层间粘合强度是否符合标准要求。
4. 耐受性检验:
- 包装袋是否能够承受规定负载而不发生破损。
- 包装袋是否能够在规定环境条件下长时间保持稳定性。
5. 包装性能检验:
- 包装袋的密封性是否达到标准要求。
- 包装袋的开口是否容易打开和关闭。
检验结论
经过对纸质包装袋的全面检验和评估,以下是对其质量和安全
性的总结:
1. 包装袋的外观印刷清晰、完整,封口齐全、牢固。
2. 包装袋的尺寸符合规格要求。
3. 包装袋的强度满足标准要求,抗拉强度和层间粘合强度良好。
4. 包装袋在负载下无破损,能够在规定环境条件下持久稳定。
5. 包装袋的密封性达到标准要求,开口易于打开和关闭。
根据以上检验结果,纸质包装袋可以确认符合相关国家标准和公司要求,可安全使用。
如果有其他需要,请及时告知。
签字
检验人员: [填写检验人员姓名]
日期: [填写日期]。
NO.:PNS/T-05-53-07-02纸塑包装单包装及产品验证报告版次:B/0版受控状态:受控目录目录 (2)1目的 (3)2范围 (3)3依据文件 (4)4确认小组成员 (4)5 IQ (5)6 OQ (6)7PQ (14)8 包装确认结论 (15)注:1、依据标准ISO11607-1.-2:2006参考GB/T19633-2005;2、本方案包含了IQ/OQ/PQ;3、依据文件部分务必形成文件。
1目的本方案的目的在于对注射针、输血器的初包装设备吸塑包装机进行安装确认和操作确认,以确保能提供合适的包装设备和操作方法。
该设备放置于生产车间。
2范围2.1设备:本次验证确认的设备为吸塑包装机,编号为SB0001。
2.2材料:本次确认使用的材料为PET/PE复合薄膜和60g/m2医用涂胶透析纸。
材料的具体参数见供应商提供资料。
2.3重新确认条件2.3.1 设备相关变动,与吸塑、热封部位的维护、改动。
2.3.2产品包装材料的变更。
2.3.3吸塑、热合模具的修理。
2.3.4使用新的模具。
2.3.5有严重产品相关质量事故的发生。
2.4OQ包括两部分组成:1、确认设备的功能操作;2、确认当设备运行于常规条件、上限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。
2.5封口过程公司将生产不同型号的注射针以及输血器。
公司外购的PET/PE薄膜和医用透析纸,设备预热后,薄膜经吸塑包装机吸塑成型,放入产品,然后在相应参数条件下与透析纸进行热封。
然后由切断刀将已经热合的包装切割,形成单个产品。
本次确认过程将通过调整温度工艺参数的范围设定,进行比较包装效果,寻找最合适的参数范围。
根据厂家的指导文件,我们采用热封温度200℃作为温度范围的中间值;为了生产效率,速度选择较快速度12m/min。
由于封合压力等的变化对过程的输出性能影响不明显,在这里将不对其做挑战试验。
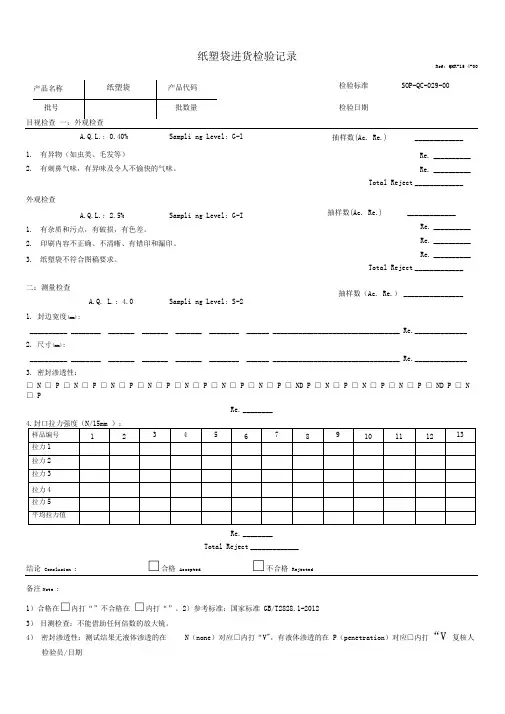
Ref: QMR-15 4-00A.Q.L.: 0.40%Sampli ng Level: G-l1. 有异物(如虫类、毛发等)2. 有刺鼻气味,有异味及令人不愉快的气味。
外观检查A.Q.L.: 2.5%Sampli ng Level: G-I1. 有杂质和污点,有破损,有色差。
2. 印刷内容不正确、不清晰、有错印和漏印。
3. 纸塑袋不符合图稿要求。
二:测量检查A.Q. L.: 4.0Sampli ng Level: S-21. 封边宽度(mm):__________ ________ _______ _______ _______ ________ ______ __________________________________ Re. ______________ 2. 尺寸(mm):__________ ________ _______ _______ _______ ________ ______ __________________________________ Re. ______________ 3. 密封渗透性:□ N □ P □ N □ P □ N □ P □ N □ P □ N □ P □ N □ P □ N □ P □ ND P □ N □ P □ N □ P □ N □ P □ ND P □ N □ PRe. ________Re. ________Total Reject _____________结论 Conclusion : □合格Accepted□不合格Rejected备注Note :1)合格在□内打“”不合格在 □内打“”。
2)参考标准:国家标准 GB/T2828.1-2012 3) 目测检查:不能借助任何倍数的放大镜。
4) 密封渗透性:测试结果无液体渗透的在N (none )对应□内打“V",有液体渗透的在 P (penetration )对应□内打“V 复核人纸塑袋进货检验记录检验标准 SOP-QC-029-00检验日期抽样数(Ac. Re.)_____________ Re. __________ Re. __________Total Reject _____________抽样数(Ac. Re.)_____________Re. __________ Re. __________ Re. __________Total Reject _____________抽样数(Ac. Re.) ________________检验员/日期/日期。
文件编号GW-R-176 版本号A/0 报告人/日期:审核人/日期:批准人/日期:1.1确认微波热凝消融针包装热封过程安全有效,确保稳定的包装质量水平,公司依据微波消融针纸塑包装(初包装)过程确认方案,与2016年12月25日至2017年01月19日组织实施了该过程的确认工作。
1.3取样程序将设备预热至目标温度,维持15-20分钟直至温度完全稳定;然后用预先设定好参数进行产品的热封包装后取样。
在样品生产过程中应间隔一定时间确认生产状况,有无异常发生, 予以记录。
考虑到本类产品每批次的数量约在10CT200之间,结合产品标准的抽样要求,每种试验抽样量定位3包。
2.确认内容2.1安装确认(IQ)2. 1. 1经确认,封口机安装基本情况均符合要求。
见表1;2.1.2经确认,封口机的机械性能、模具能满足公司产品的包装要求;2. 1. 3所有仪器量具均经过校验合格且在有效期之内,具体确认信息见表2。
文件编号版本号A/0表1包装封口机安装确认表检验人/日期复核人/日期2.2.2包装材料的微生物屏障特性无菌检测验证日的:在产品灭菌后确认其是否无菌验证要求:供试品不得有菌生长测试方法:1、用浸有无菌生理盐水的棉拭子对消融针表而进行涂抹采样,再加入100ml无菌生理盐水中,不时振摇,作为1:10的供试液;2、将样品过滤于封闭式滤器(3联筒/套),加入相应的硫乙醇酸盐流体培养基与TSB培养基各100ml,细菌于30〜35°C培养14天,真菌于20〜25°C培养14天。
同时做供试品阳性对照和阴性对照,每天观察并记录实验结果。
审核人/日期:验证人/日期:结论: □符合规定□不符合规定文件编号版本号A/02.2.4包装与标识系统的性适应性确认包装材料上所附图案、文字等标识系统在热封及灭菌过程后应保持清晰无误,达到包装材料质量要求。
检验结果如下:。
包装灭菌验证-纸塑包装单包装及产品验证报告讲解首先,包装灭菌验证主要是为了确认产品包装在灭菌过程中是否能够达到理想的杀菌效果。
灭菌是指通过一系列的物理或化学手段将产品中的微生物或病原菌灭活或去除,从而保证产品的安全性和有效性。
包装灭菌验证主要包括对包材的灭菌透性、包装后的密封性和杀菌剂的杀菌效果等方面进行验证。
纸塑包装单包装是目前常用的一种包装方式,它采用纸塑复合材料作为包装材料,具有一定的强度和隔离性能,能够有效保护产品免受外界环境的侵害。
在进行包装灭菌验证时,需要对纸塑包装材料进行灭菌透性测试,以确保灭菌气体可以透过包装材料达到产品表面,从而达到灭菌的效果。
常用的测试方法包括气体渗透性试验和湿包渗透性试验等。
在包装灭菌验证过程中,还需要对包装后的产品进行密封性验证。
密封性验证是指对包装后的产品进行质量检查,检查包装是否完好无损,能否有效地防止微生物、污染物和空气等外界因素的侵入。
常用的测试方法包括可见泄漏检查、气压泄漏试验和真空容器泄漏试验等。
此外,在包装灭菌验证中还需要对杀菌剂的杀菌效果进行验证。
杀菌剂是灭菌过程中的重要因素,它能够杀死或去除包装材料上的微生物和病原菌,保证产品的安全性。
对于纸塑包装单包装来说,常用的杀菌剂有氧化乙烯、过氧化氢和臭氧等。
杀菌效果的验证主要通过取样检测灭菌前后包装材料上的微生物总数、大肠杆菌和霉菌等指标来评估。
最后,包装灭菌验证还需要编制相应的验证报告。
验证报告应包括灭菌透性测试结果、密封性验证结果和杀菌效果验证结果等内容。
报告中应详细记录测试方法、样品数量和测试结果,说明灭菌过程的合格性和产品包装的可靠性。
同时,还需对测试结果进行分析,提出合理的建议和改进措施,以进一步提高包装灭菌的效果和产品的质量。
综上所述,包装灭菌验证-纸塑包装单包装及产品验证报告是对产品包装进行灭菌处理后的验证过程。
通过对包装材料的灭菌透性、包装后的密封性和杀菌剂的杀菌效果等方面进行验证,确保产品在包装过程中的安全和有效性。
纸质包装验证报告1. 引言本报告旨在对纸质包装进行验证,并评估其适用性和质量。
纸质包装在保护产品、传递信息、促进销售等方面具有重要作用。
通过验证纸质包装是否符合预期标准,可以确保产品在运输和存储过程中的质量和完整性。
2. 验证标准纸质包装的验证标准应基于以下几个方面:- 纸质材料的质量和耐久性;- 包装尺寸和结构的合理性;- 印刷质量和信息准确性;- 环保性和可持续性。
3. 实验方法和结果为了验证纸质包装的质量和适用性,我们进行了以下实验:1. 耐久性测试:将纸质包装暴露在不同湿度和温度条件下,并评估其耐久性。
实验结果显示,纸质包装具有较高的耐久性,能够在一定程度上抵抗湿度和温度的变化。
2. 印刷质量测试:对纸质包装的印刷质量进行检验,并核实信息的准确性。
实验结果显示,纸质包装的印刷质量良好,信息完整准确。
3. 尺寸和结构测试:测量和评估纸质包装的尺寸和结构是否符合设计要求。
实验结果显示,纸质包装的尺寸和结构均符合预期标准。
4. 环保性评估:通过分析纸质包装的材料组成和可持续性,评估其环保性。
实验结果显示,纸质包装符合环保要求,具有可持续性。
4. 结论根据对纸质包装的验证实验结果,我们得出以下结论:- 纸质包装具有良好的耐久性,能够保护产品在运输和存储过程中的质量和完整性;- 印刷质量高,信息准确无误,能够有效传递产品相关信息;- 尺寸和结构符合设计要求,适用于产品的包装和展示;- 纸质包装具有良好的环保性和可持续性,符合相关环境保护要求。
5. 建议基于对纸质包装的验证结果,我们提出以下建议:- 继续使用纸质包装作为产品的主要包装材料,并保持质量稳定;- 定期检查纸质包装的印刷质量和信息准确性,确保其持续有效;- 注意包装尺寸和结构的合理设计,以便更好地适应产品的包装需求;- 推进环保包装材料的研发和应用,以减少对环境的影响。
以上是纸质包装验证报告的内容,请参考。
如有任何问题,请随时与我们联系。
包装验证报告
一、报告概述
本次包装验证报告旨在对指定包装物进行严格的测试和分析,以保障其在贮存、运输和使用过程中的安全性和可靠性。
本次测试的包装物为一种纸质盒装商品,测试标准基于国家相关规定及客户要求。
二、测试过程
1. 材料测试
对包装盒中所使用的纸张进行厚度、韧性、耐水性测试,均符合相关规格要求。
2. 摩擦测试
在对纸张穿透性、承重度、强度等单项属性进行测试前,进行摩擦测试以评估纸张的整体表面光滑度和耐磨性。
经测试,纸张表面整洁平滑,耐摩性良好。
3. 保护性能测试
在装载样品后,采用模拟运输测试方法进行振动、顶震、冲击和压迫等环节的检测,模拟运输条件为:运输距离2000公里,平均运输时间3天,平均温度20摄氏度。
测试结果表明,包装物在运输过程中完全能够保障商品的完好无损,未出现破损、渗漏、变形等情况。
三、测试结论
根据本次测试结果,对该纸质盒装商品的包装物进行验证:其材料、表面光滑度、防震防压性能均符合国家规定和客户要求,能够保障商品在贮存、运输和使用过程中的安全性和可靠性。
四、测试建议
为了保障该包装物的正常使用和安全性,建议扩大测试规模,增加不同区域、不同储藏温度、不同运输工具的多方位验证,以便更好地掌握包装物的性能及适用范围。
同时,还需针对包装物
在不同环节中的强度、耐冲击、抗压度等方面进行特别评估,并适时进行规格升级。
包装企业验证报告模板
一、企业基本信息
- 企业名称:
- 注册地址:
- 经营范围:
- 法定代表人:
- 注册资本:
- 成立日期:
- 营业执照号码:
二、企业概况
(在此对企业进行基本概述,包括企业规模、产能、员工人数、管理团队等相关信息)
三、产品介绍
(介绍企业主要生产的包装产品,如纸箱、塑料包装、金属包装等)
四、生产设备及工艺
(详细列举企业的主要生产设备及工艺流程,包括设备名称、型号、数量等)
五、质量管理体系
1. 质量认证
- 是否通过ISO9001质量管理体系认证:
- 认证编号:
- 认证标准:
2. 质量控制体系
(对企业的质量控制体系进行详细描述,包括质量控制流程、质量检测设备等)六、合作客户
(列举企业的主要合作客户,尤其是一些知名企业或品牌)
七、质量问题处理
(描述企业在生产过程中遇到的质量问题及其解决措施)
八、成品包装展示
(展示企业的成品包装样品,包括照片、产品参数、特点等)
九、环境保护
(描述企业在生产过程中对环境保护的措施,如节能减排、废弃物处理等)十、企业荣誉
(描述企业获得过的相关荣誉和认证,如“中国包装企业百强”等)
十一、企业愿景和发展规划
(描述企业未来的发展目标、愿景以及相关的发展规划)
以上是对包装企业验证报告的基本模板,根据实际情况,可以在相应部分进行增加或调整。
请根据实际情况填写相关内容,并及时更新。
包装灭菌验证-纸塑包装单包装及产品验证报告一、灭菌包装材料验证在包装灭菌过程中,包装材料的选择和使用非常重要。
首先,我们选择合适的纸塑包装材料,确保其具有良好的强度和耐受性,以保证包装过程中不会破裂或漏气。
其次,我们对包装材料进行灭菌前的物理性能测试,包括抗张强度、抗撕裂强度、耐热性等。
这些测试可以确保包装材料在灭菌过程中不会受到损坏或变形,从而保证包装的完整性和密封性。
最后,我们对包装材料进行生物检验,以确保其不含有任何细菌或其他微生物。
我们采用标准的微生物培养方法,对包装材料进行培养试验。
试验结果应该显示未检出明显的细菌生长,以保证包装材料在灭菌过程中不会引入细菌。
二、包装灭菌过程验证在进行包装灭菌过程验证之前,我们需要确保所有设备和工具都已经清洁和消毒,以避免任何交叉感染。
我们使用自动灭菌设备进行包装灭菌处理。
首先,我们需要确定适当的灭菌方法和参数。
根据产品的要求和包装材料的特性,我们选择了高温高压的蒸汽灭菌方法。
我们将蒸汽灭菌设备的参数设置为130℃、30分钟,以确保灭菌的彻底性。
接下来,我们将进行灭菌过程的监控。
我们在灭菌设备中放置温度和压力传感器,以随时监测灭菌过程中的温度和压力变化。
我们还将在灭菌设备中放置生物指示器,以测试灭菌过程中是否存在致死的细菌。
生物指示器应在灭菌结束后被收集,并送到实验室进行检测。
灭菌过程结束后,我们将对包装材料进行检查。
我们将检查包装材料的完整性和密封性,以确保包装过程中没有发生任何漏气或破损的情况。
我们还将采样包装材料,进行生物检验,以确保包装材料在灭菌过程中没有受到细菌的污染。
三、产品灭菌验证在包装灭菌过程验证完成后,我们将对灭菌后的产品进行验证。
我们会对产品进行生物检验,以确保产品在灭菌过程中没有受到任何细菌的污染。
我们将采用标准的微生物培养方法,对产品进行培养试验,并检查是否有细菌生长。
试验结果应该显示未检出细菌生长,以确保产品的灭菌效果。
此外,我们还将对包装后的产品进行外观检查和功能性测试。