自攻螺丝氢脆的实验方法
- 格式:doc
- 大小:528.00 KB
- 文档页数:10
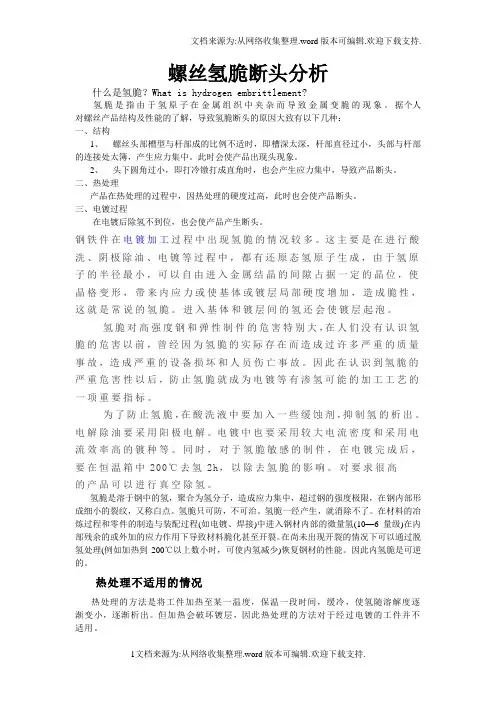
螺丝氢脆断头分析什么是氢脆?What is hydrogen embrittlement?氢脆是指由于氢原子在金属组织中夹杂而导致金属变脆的现象。
据个人对螺丝产品结构及性能的了解,导致氢脆断头的原因大致有以下几种:一、结构1、螺丝头部槽型与杆部成的比例不适时,即槽深太深,杆部直径过小,头部与杆部的连接处太簿,产生应力集中。
此时会使产品出现头现象。
2、头下圆角过小,即打冷镦打成直角时,也会产生应力集中,导致产品断头。
二、热处理产品在热处理的过程中,因热处理的硬度过高,此时也会使产品断头。
三、电镀过程在电镀后除氢不到位,也会使产品产生断头。
钢铁件在电镀加工过程中出现氢脆的情况较多。
这主要是在进行酸洗、阴极除油、电镀等过程中,都有还原态氢原子生成,由于氢原子的半径最小,可以自由进入金属结晶的间隙占据一定的晶位,使晶格变形,带来内应力或使基体或镀层局部硬度增加,造成脆性,这就是常说的氢脆。
进入基体和镀层间的氢还会使镀层起泡。
氢脆对高强度钢和弹性制件的危害特别大,在人们没有认识氢脆的危害以前,曾经因为氢脆的实际存在而造成过许多严重的质量事故,造成严重的设备损坏和人员伤亡事故。
因此在认识到氢脆的严重危害性以后,防止氢脆就成为电镀等有渗氢可能的加工工艺的一项重要指标。
为了防止氢脆,在酸洗液中要加入一些缓蚀剂,抑制氢的析出。
电解除油要采用阳极电解。
电镀中也要采用较大电流密度和采用电流效率高的镀种等。
同时,对于氢脆敏感的制件,在电镀完成后,要在恒温箱中200℃去氢2h,以除去氢脆的影响。
对要求很高的产品可以进行真空除氢。
氢脆是溶于钢中的氢,聚合为氢分子,造成应力集中,超过钢的强度极限,在钢内部形成细小的裂纹,又称白点。
氢脆只可防,不可治。
氢脆一经产生,就消除不了。
在材料的冶炼过程和零件的制造与装配过程(如电镀、焊接)中进入钢材内部的微量氢(10—6量级)在内部残余的或外加的应力作用下导致材料脆化甚至开裂。
在尚未出现开裂的情况下可以通过脱氢处理(例如加热到200℃以上数小时,可使内氢减少)恢复钢材的性能。
紧固件氢脆试验测试一、紧固件氢脆试验的意义与背景在工程领域中,紧固件的使用非常广泛。
紧固件氢脆问题是指在紧固件使用过程中由于吸氢产生的脆性破坏现象。
这种现象在一些特定的环境条件下会导致紧固件的性能下降甚至失效,对工程结构和设备的安全带来潜在威胁。
因此,进行紧固件氢脆试验测试至关重要。
二、紧固件氢脆试验的测试方法为了有效评估紧固件的抗氢脆性能,需要进行相应的试验测试。
以下是一些常用的紧固件氢脆试验测试方法:1. 恒定应力拉伸试验这是最常用的一种试验方法,通过施加恒定的应力和湿氢气氛条件,观察试样在一定时间内的变形情况以及终点断裂状态。
根据试验结果可以评估紧固件的抗氢脆性能。
2. 恒定应变试验该试验方法与恒定应力拉伸试验类似,不同之处在于施加的是恒定应变而不是恒定应力。
这种试验方法可以更准确地评估紧固件在应变条件下的抗氢脆性能。
3. 断口分析试验这种试验方法通过对试样的断口进行显微镜观察和分析,可以进一步评估紧固件的氢脆破坏机制和性能。
通过观察断口形貌、晶粒状况以及脆性相的分布情况等,可以得到宝贵的试验结果。
4. 力学性能测试力学性能测试包括硬度试验、冲击试验等,这些试验可以评估紧固件在氢脆试验条件下的力学性能变化情况。
力学性能的变化可能会对紧固件的使用寿命和安全性产生影响。
三、如何选择合适的试验条件选择合适的试验条件对于得到准确的试验结果非常关键。
以下是一些应考虑的因素:1. 湿氢气氛条件湿氢气氛条件是紧固件氢脆试验的重要参数之一。
需要根据具体的使用环境确定湿氢气氛的相对湿度和温度。
湿氢气氛条件的选择应尽可能接近实际使用条件,以保证试验结果的可靠性。
2. 试样准备试样的制备对于试验结果的准确性也非常重要。
试样的制备工艺应严格控制,以保证试样的均匀性和一致性。
试样的形状和尺寸也需要根据具体试验方法的要求进行选择。
3. 试验持续时间试验持续时间的选择要考虑紧固件在实际使用过程中的寿命。
一般来说,试验时间应足够长以观察到试样的断裂情况和性能变化,但也不能过长,以节约试验成本和时间。
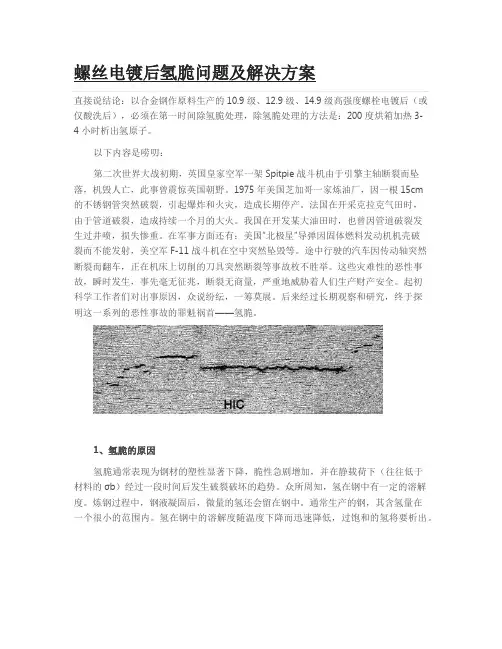
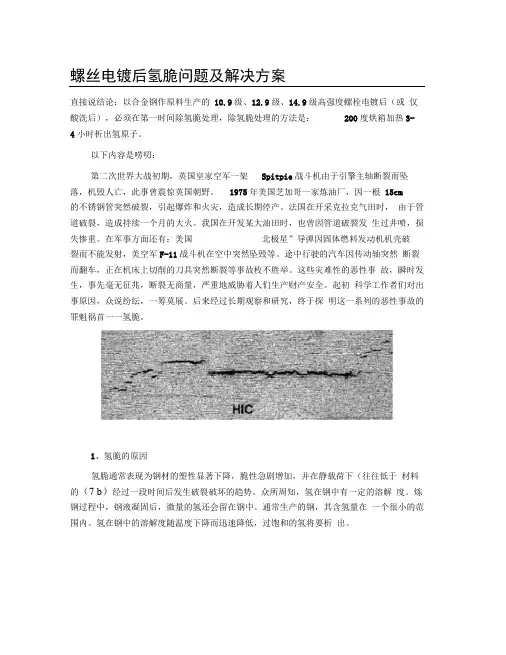
螺丝电镀后氢脆问题及解决方案直接说结论:以合金钢作原料生产的10.9级、12.9级、14.9级高强度螺栓电镀后(或仅酸洗后),必须在第一时间除氢脆处理,除氢脆处理的方法是:200度烘箱加热3-4小时析出氢原子。
以下内容是唠叨:第二次世界大战初期,英国皇家空军一架Spitpie战斗机由于引擎主轴断裂而坠落,机毁人亡,此事曾震惊英国朝野。
1975年美国芝加哥一家炼油厂,因一根15cm的不锈钢管突然破裂,引起爆炸和火灾,造成长期停产。
法国在开采克拉克气田时,由于管道破裂,造成持续一个月的大火。
我国在开发某大油田时,也曾因管道破裂发生过井喷,损失惨重。
在军事方面还有:美国“北极星”导弹因固体燃料发动机机壳破裂而不能发射,美空军F-11战斗机在空中突然坠毁等。
途中行驶的汽车因传动轴突然断裂而翻车,正在机床上切削的刀具突然断裂等事故枚不胜举。
这些灾难性的恶性事故,瞬时发生,事先毫无征兆,断裂无商量,严重地威胁着人们生产财产安全。
起初科学工作者们对出事原因,众说纷纭,一筹莫展。
后来经过长期观察和研究,终于探明这一系列的恶性事故的罪魁祸首——氢脆。
1、氢脆的原因氢脆通常表现为钢材的塑性显著下降,脆性急剧增加,并在静载荷下(往往低于材料的σb)经过一段时间后发生破裂破坏的趋势。
众所周知,氢在钢中有一定的溶解度。
炼钢过程中,钢液凝固后,微量的氢还会留在钢中。
通常生产的钢,其含氢量在一个很小的范围内。
氢在钢中的溶解度随温度下降而迅速降低,过饱和的氢将要析出。
氢是在钢铁中扩散速度最快的元素,其原子半径最小,在低温区仍有很强的扩散能力。
如果冷却时有足够的时间使钢中的氢逸出表面或钢中的氢含量较低时,则氢脆就不易发生。
如果冷却速度快,钢件断面尺寸比较大或钢中氢含量较高时,位于钢件中心部分的氢来不及逸出,过剩的氢将进入钢的一些缺陷中去,如枝晶间隙、气孔内。
若缺陷附近由于氢的聚集会产生强大的内压而导致微裂纹的萌生与扩展。
这是由于缺陷吸附了氢原子之后,使表面能大大降低,从而导致钢材破坏所需的临界应力也急剧降低。
紧固件的氢脆处理文章引用自: [引用] 2008-03-12 | 发表者: 螺丝紧固件的氢脆是由于在早期处理过程中有氢原子进入材料内部。
多数情况下,紧固件在承受静态拉伸载荷的条件下发生氢脆。
在进行高应变速率材料试验,如普通拉伸试验时,不易发生氢脆。
氢原子通常向材料中承受三向应力的区域扩散。
材料中的应力水平与系统中氢的聚集程度将影响氢扩散到陷阱位置的比例。
氢在陷阱位置的聚集将使得材料的断裂应力下降,以致在材料中出现裂纹形成、裂纹扩展及至失效等现象。
氢在承受静载的紧固件中的扩散可以通过氢脆断裂前的延迟时间而直接观察到。
由于材料的氢脆倾向、材料中氢的总量、氢的扩散比以及旋加应力水平的不同,氢脆断裂时间延迟的变化很大,从几分钟到几天或几周不等。
如果紧固件在处理过程中曾经接触过具有氢离子的环境,它就有可能发生氢脆。
在钢发生化学或电化学反应的过程中产生氢的任何处理都将使氢进入材料,从而增加材料的氢脆倾向。
汽车工业中使用的钢质紧固件在环境腐蚀、阴极电解除油、酸液去氧化皮、化学清洗、发黑和电镀一类的化学转化膜处理条件下,都将与活性氢原子直接接触。
由于电镀处理过程将产生氢,其对钢制紧固件氢的吸收所起作用最大。
电镀过程中吸收氢的总量在很大程度上取决于电镀液的效率。
总的来说,高效电镀处理产生的氢比低效电镀处理产生的氢要少。
电镀滚桶中电镀液装载量的过多或过少等因素将对电镀处理的效率产生很大的影响。
其它与钢作用时产生氢的过程,如酸洗、热处理后去氧化皮或镀前处理,其影响也都是不容忽视的。
John-son的研究很好地描述了浸入酸液对钢的韧性的影响。
紧固件处理过程中对氢的吸收是累积性的。
单一的某种处理引入零件的氢或许不足以导致氢脆,但多种处理引入零件的氢的累积却有可能导致氢脆。
电镀或清洗过程中氢吸收的不利影响可在电镀后的加热处理(通常是指烘烤)过程中予以消除或减轻。
氢脆危害的严重程度通常取决于紧固件的强度级别和/或冷加工状况。
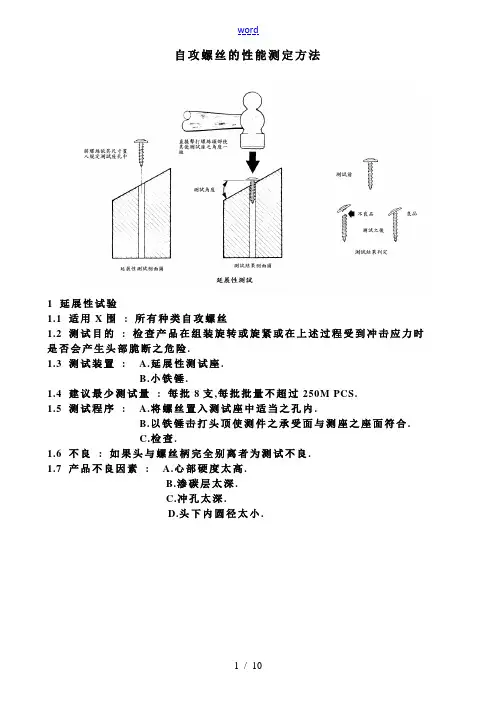
自攻螺丝的性能测定方法1 延展性试验1.1 适用X围: 所有种类自攻螺丝1.2 测试目的: 检查产品在组装旋转或旋紧或在上述过程受到冲击应力时是否会产生头部脆断之危险.1.3 测试装置: A.延展性测试座.B.小铁锤.1.4 建议最少测试量: 每批8支,每批批量不超过250M PCS.1.5 测试程序: A.将螺丝置入测试座中适当之孔内.B.以铁锤击打头顶使测件之承受面与测座之座面符合.C.检查.1.6 不良: 如果头与螺丝柄完全别离者为测试不良.1.7 产品不良因素: A.心部硬度太高.B.渗碳层太深.C.冲孔太深.D.头下内圆径太小.2 扭力强度试验2.1 适用X围: 所有种类自攻螺丝2.2 测试目的: 检查产品因为扭力不足在组装旋转或旋紧扭断.2.3 测试装置: A.螺丝夹具.B.夹具夹持座.C.螺丝测定固定座.D.精度在 2%内之扭力扳手.2.4 建议最少测试量: 每批4支,每批批量不超过250M PCS.2.5 测试程序: A.将螺丝置入测试夹具中再将夹具置入夹具支持座,螺丝至少应有两牙在夹具中,两牙在夹具外.B.将支持座固定在测定固定座上.C.扭转扳手直到螺丝扭断.D.记录破坏值.2.6 不良: 螺丝扭断值小于规定值.2.7 产品不良因素: A.心部硬度太低.B.外表硬度太低.C.有效渗碳层不足.D.最小径(牙底径)太小.3 攻入试验3.1 适用X围: 除Type 25外之所有种类自攻螺丝3.2 测试目的: 检查产品是否会因组装时螺纹崩坏而导至组合失败.3.3 测试装置: A.测试钢板.B.扭转工具(可使用电动工具,但不能超过500rpm).3.4 建议最少测试量: 每批4支,每批批量不超过250M PCS.3.5 测试程序: A. 将螺丝锁入测试钢板直到第一个完整螺纹通过钢板,Plain 的螺丝可上少许油. <B. 检查螺纹是否崩坏.注: 本测试可与旋入扭力测试与氢脆化测试一起实施.3.6 不良: 螺丝旋入后螺纹崩坏.3.7 产品不良因素: A.有效渗碳层不足.B.渗碳硬度太低.C.测试钢板太硬.D.测试孔太小.4 旋入扭力试验4.1 适用X围: 螺纹滚成(三角牙)自攻螺丝4.2 测试目的: 检查产品是否因组装时旋入扭力过高而导至组合困难.4.3 测试装置: A.测试钢板.B.精度在 2%内之扭力扳手.4.4 建议最少测试量: 每批4支,每批批量不超过250M PCS.4.5 测试程序: A.将螺丝以扭力扳手旋入测试钢板直到第一个完整螺纹通过钢板,Plain的螺丝可上少许油. <B.记录最高扭力值.注: 本测试可与旋入测试与氢脆化测试一起实施.4.6 不良: 螺丝旋入最高扭力大于规定值.4.7 产品不良因素: A.螺纹滚成时未适当成型.B.渗碳硬度太低.C.渗碳深度不足.D.测试钢板太硬.E.测试孔太小.F.产品需上油或上腊.5 氢脆化试验5.1 适用X围: 所有电镀自攻螺丝5.2 测试目的: 提早发现以预防电镀自攻螺丝因为氢脆化而在锁紧后24小时崩坏.5.3 测试装置: A.测试钢板.B.精度在 2%内之扭力扳手.C.平面华司.5.4 建议最少测试量: 每批8支,每批批量不超过250M PCS.5.5 测试程序: A.以扭力强度之平均为基准,将之乘以80%为锁紧扭力.B.将平面华司套入螺丝再将螺丝旋入测试钢板,旋紧至锁紧扭力,并置放24小时.C.将螺丝旋松后再旋紧至锁紧扭力.5.6 不良: 从测试开始至测试终了,不可有任何螺丝断头.5.7 产品不良因素: A.电镀后未烘干.B.螺丝以太高之锁紧扭力锁紧.C.未套入华司造成夹紧扭力过高.D.孔深太深.6 攻速试验6.1 适用X围: 仅用于自钻螺丝6.2 测试目的: 发现自钻螺丝攻速太慢或因生产问题导致之攻钻问题.6.3 测试装置: A.攻速试验机.B.测试钢板,厚0.060〞- 0.064〞,硬度HRB 60 - 85.6.4 建议最少测试量:a. 5,000支以下 6 支.b. 5,001 - 15,000支12 支.c. 15,001 - 50,000 支18 支.d. 50,001 - 250,000 支25 支.注: 每批批量不超过250,000 支.e. 如果依上述抽样测试有一支超过最低攻速要求时,可依如下抽样计划实施双倍检验.抽样数慢攻速1过慢攻速212 1 024 1 036 2 150 3 1注1 : “慢攻速〞专指样品超过最大攻钻时间但不超过两倍.2 : “过慢攻速〞专指样品超过最大攻钻时间两倍.6.5 测试程序: A.将试件装上测试机.B.调整测试机以便试件在攻穿钢板并超过一个完整牙时,测试机可以停止并记录穿透时间.C.记录测试时间.6.6 不良: 依上述抽样表测试时,测试时间超过规定值.6.7 产品不良因素: a. 样品钻尾毛边 e. 测试钢板太厚b. 渗碳硬度太低 f. 轴向荷重太紧c. 渗碳深度不足g. 攻速太慢d. 测试钢板太硬h. 外表被覆太厚7 自攻螺丝测试钢板选择表7.3 Type F, T (23) 英制7.4 Type F, T (23) 公制7.7 自钻螺丝注1 : 外表处理分类:A : 外表处理厚度未超过0.0003〞(含).B : 外表处理厚度超过0.0003〞.C : 镀铬样品.2 : 样品公称尺寸#4 - #10使用2500 rpm. #12与1/4〞建议使用1800 rpm.也可以使用2500 rpm,但是必须注意防止因外表高速之产生之高热影响检测结果.3 : 请参照6.4 段规定之抽样表.。
螺丝电镀后氢脆问题及解决方案直接说结论:以合金钢作原料生产的10.9级、12.9级、14.9级高强度螺栓电镀后(或仅酸洗后),必须在第一时间除氢脆处理,除氢脆处理的方法是:200度烘箱加热3-4小时析出氢原子。
以下内容是唠叨:第二次世界大战初期,英国皇家空军一架Spitpie战斗机由于引擎主轴断裂而坠落,机毁人亡,此事曾震惊英国朝野。
1975年美国芝加哥一家炼油厂,因一根15cm的不锈钢管突然破裂,引起爆炸和火灾,造成长期停产。
法国在开采克拉克气田时,由于管道破裂,造成持续一个月的大火。
我国在开发某大油田时,也曾因管道破裂发生过井喷,损失惨重。
在军事方面还有:美国北极星”导弹因固体燃料发动机机壳破裂而不能发射,美空军F-11战斗机在空中突然坠毁等。
途中行驶的汽车因传动轴突然断裂而翻车,正在机床上切削的刀具突然断裂等事故枚不胜举。
这些灾难性的恶性事故,瞬时发生,事先毫无征兆,断裂无商量,严重地威胁着人们生产财产安全。
起初科学工作者们对出事原因,众说纷纭,一筹莫展。
后来经过长期观察和研究,终于探明这一系列的恶性事故的罪魁祸首一一氢脆。
1、氢脆的原因氢脆通常表现为钢材的塑性显著下降,脆性急剧增加,并在静载荷下(往往低于材料的(7 b)经过一段时间后发生破裂破坏的趋势。
众所周知,氢在钢中有一定的溶解度。
炼钢过程中,钢液凝固后,微量的氢还会留在钢中。
通常生产的钢,其含氢量在一个很小的范围内。
氢在钢中的溶解度随温度下降而迅速降低,过饱和的氢将要析出。
咖rog'n uJfido氢是在钢铁中扩散速度最快的元素,其原子半径最小,在低温区仍有很强的扩散能力。
如果冷却时有足够的时间使钢中的氢逸出表面或钢中的氢含量较低时,则氢脆就不易发生。
如果冷却速度快,钢件断面尺寸比较大或钢中氢含量较高时,位于钢件中心部分的氢来不及逸出,过剩的氢将进入钢的一些缺陷中去,如枝晶间隙、气孔内。
若缺陷附近由于氢的聚集会产生强大的内压而导致微裂纹的萌生与扩展。
氢脆的检测英文名称:hydrogen embrittlement 其他名称:白点定义1:金属由于吸氢引起韧性或延性下降的现象。
所属学科:船舶工程(一级学科);船舶腐蚀与防护(二级学科)定义2:钢材在冶炼、加工和使用中溶解于钢中的原子氢,在重新聚合成分子氢时产生的巨大应力超过钢的强度极限时,可以在钢内产生微裂纹,导致材料的韧性或塑性下降的现象。
氢脆是溶于钢中的氢,聚合为氢分子,造成应力集中,超过钢的强度极限,在钢内部形成细小的裂纹,又称白点。
氢脆只可防,不可治。
氢脆一经产生,就消除不了。
在材料的冶炼过程和零件的制造与装配过程(如电镀、焊接)中进入钢材内部的微量氢(10—6 量级)在内部残余的或外加的应力作用下导致材料脆化甚至开裂。
在尚未出现开裂的情况下可以通过脱氢处理(例如加热到200℃以上数小时,可使内氢减少)恢复钢材的性能。
因此内氢脆是可逆的。
热处理不适用的情况热处理的方法是将工件加热至某一温度,保温一段时间,缓冷,使氢随溶解度逐渐变小,逐渐析出。
但加热会破坏镀层,因此热处理的方法对于经过电镀的工件并不适用。
如何防治首先,尽量缩短酸洗时间;其次加缓蚀剂,减少产氢量。
压力容器的氢脆(或称氢损伤)是指它的器壁受到氢的侵蚀,造成材料塑性和强度降低,并因此而导致的开裂或延迟性的脆性破坏。
高温高压的氢对钢的损伤主要是因为氢以原子状态渗入金属内,并在金属内部再结合成分子,产生很高的压力,严重时会导致表面鼓包或皱折;氢与钢中的碳结合,使钢脱碳,或使钢中的硫化物与氧化物还原。
造成压力容器氢脆破坏的氢,可以是设备中原来就存在的,例如,炼钢、焊接过程中的湿气在高温下被还原而生成氢,并溶解在液体金属中。
或设备在电镀或酸洗时,钢表面被吸附的氢原子过饱和,使氢渗入钢中;也可以是使用后由介质中吸收进入的,例如在石油、化工容器中,就有许多介质中含氢或含混有硫化氢的杂质。
钢发生氢脆的特征主要表现在微观组织上。
它的腐蚀面常可见到钢的脱碳铁素体,氢脆层有沿着晶界扩展的腐蚀裂纹。
螺絲氫脆預防與控制廖光磊摘要氫脆會導致螺絲遽然斷裂,影響使用安全,是螺絲工業須重視的問題,本文針對氫脆發生的原因、防制方法及試驗程序討論分析,具有參考價值。
前言當氫原子大量進入鋼鐵或合金之內部時,會使延展性及負荷承受力降低,或產生裂痕,即使承受之應力仍明顯低於材料之降伏強度或設計強度時,亦會遽然造成因氫原子引起的延遲脆裂現象,此現象即稱為氫脆。
在螺絲之酸洗、電鍍、皮膜披覆等過程或在成形、切削、車鑽、焊接等機械加工過程由於潤滑劑不良均會產生氫,氫原子對螺絲機械性質的影響及可能造成的氫脆問題有必要深入研究及預防,以維護螺絲的品質與確保使用安全。
一、螺絲氫脆原因螺絲之製造及處理過程,尤其是電鍍及電鍍前的酸洗時,螺絲表面會吸收氫原子,氫原子會陷入沈澱附著的金屬鍍層,當螺絲施力鎖緊時,氫原子會移動至應力集中的地方,承受的應力增強時,表面會產生微小裂痕,此時氫原子會再迅速滲入新產生的裂痕中,如此因應力產生裂痕加上氫原子滲入,不斷的重覆作用直到螺絲斷裂為止。
承受的應力除了外部施加的,也可能是內部殘留的或兩者合成的。
高強度、高硬度的碳鋼螺絲或合金鋼螺絲,容易發生氫脆,而電鍍及皮膜披覆的螺絲特別有氫脆的問題,此情形在許多不同的機械設備或結構上皆有例證。
氫脆造成螺絲斷裂成兩部份,發生於螺絲完成裝配及鎖緊後的使用期間內,通常是在數十個小時內就發生斷裂且毫無預警或有可見的徵兆,可能瞬間就形成危害。
高強度小尺寸的自攻螺絲(Tapping Screw)也容易氫脆,所以螺絲製造商要特別注意預防。
二、氫脆預防與控制氫脆的預防與控制指的是針對電鍍及酸洗使用無氫脆或少氫脆的製造程序。
例如:(一)盡量減少會產生氫原子的製程或化學處理1.避免陰極清洗、浸泡或活性化處理,宜使用鹼劑清洗或陽極鹼洗。
2.水洗前使用蒸汽溶劑脫脂。
3.使用噴砂、高壓蒸汽或滾轉等機械方式除銹以替代酸洗。
4.使用抑制性的酸性浴電鍍,其中的抑制劑可以減少氫原子的產生及防止氫原子滲入鋼鐵表面。
紧固件氢脆试验测试
在工程和制造领域中,紧固件的质量和可靠性非常重要。
然而,由于氢脆问题的存在,紧固件的性能可能会受到严重影响。
氢脆是一种由于紧固件在制造和使用过程中吸收了氢气而导致的材料脆化现象。
为了确保紧固件的质量和可靠性,进行氢脆试验测试是必不可少的。
氢脆试验测试旨在评估紧固件在氢气环境中的抗脆性能。
该测试通常通过将紧固件暴露在一定浓度的氢气环境中,以模拟实际工作条件下可能存在的氢气环境,然后对紧固件进行拉伸、扭转或冲击等加载,观察其是否发生脆断现象。
在氢脆试验测试中,紧固件的材料和制造工艺非常重要。
一些常见的高强度合金钢、不锈钢和镀锌钢等材料在氢气环境中较容易发生氢脆现象。
因此,在设计和选择紧固件材料时,需要考虑其抗氢脆性能。
此外,制造工艺也会对紧固件的抗氢脆性能产生影响。
例如,热处理和电镀等工艺可能导致氢的吸收,增加紧固件发生氢脆的风险。
因此,在制造过程中需要采取相应的措施,如控制热处理温度和时间,选择合适的电镀方法等,以减少氢的吸收。
进行氢脆试验测试的目的是识别和评估紧固件的氢脆风险,并采取相
应的措施进行改进。
一旦发现某种紧固件在氢脆试验测试中存在问题,可以尝试改变材料、制造工艺或采用其他防护措施,以提高紧固件的抗氢脆性能。
总之,紧固件氢脆试验测试是确保紧固件质量和可靠性的重要步骤。
通过评估紧固件在氢气环境中的抗脆性能,可以及时发现和解决氢脆问题,以确保紧固件在实际工作条件下的可靠性和安全性。
螺栓的氢脆断裂氢脆断裂的种类很多,主要分为氢蚀断裂、白点断裂、氢化物致脆断裂和氢致延滞断裂。
螺钉氢脆断裂通常特指是氢致延滞断裂:氢原子侵入螺钉的基体材料,螺钉拧紧后,即螺钉沿轴线承受一定静载荷(拉伸应力),经过一段时间,突然发生脆性断裂。
螺钉氢脆断裂是常见的螺钉失效模式。
螺钉氢脆断裂通常发生于经过热处理和电镀处理的高强度普通螺纹螺钉和表面硬度较高的自攻螺纹螺钉,大多发生在螺钉头与螺杆或光杆与螺纹交接的部位。
螺钉氢脆断裂一般在螺钉组装后48小时内发生。
判定螺钉断裂是否为氢脆断裂最直观的方法是观察断口形貌。
用肉眼或低倍放大镜宏观观察:螺钉氢脆断裂断口与最大正应力方向基本垂直,断口平齐,无明显的塑性变形,断面明显可分成裂纹源区和裂纹扩展区两个区域,裂纹源区呈结晶颗粒状,颜色呈暗灰色,裂纹源区从螺纹的根部开始,沿着螺纹旋转的方向开裂;裂纹扩展区颜色呈银灰色,可见放射状条纹,条纹收敛于裂纹源区。
用扫描电镜或电子显微镜微观观察:裂纹源区呈沿晶断裂(晶界间存在微裂纹)形貌,并存在沿晶二次裂纹,晶粒轮廓鲜明,呈冰糖状,晶粒表面存在大量的鸡爪痕,裂纹扩展区主要呈准解理断裂(在正应力作用下产生的穿晶断裂,通常沿一定的严格的晶面分离,同时伴随一定的塑性变形痕迹)形貌,部分区域存在韧窝(小凹坑)及沿晶断裂形貌。
螺钉基体材料的氢含量也是判定是否为氢脆断裂的重要依据。
氢含量可用氧氮氢分析仪测得,主要是看含氢量相对于合格的螺钉或电镀处理前的螺钉是否有显著增加。
碳钢材料允许的氢含量尚无严格的标准,但氢对碳钢材料会造成损害是确定无疑的,含氢量的多寡仅表现为对碳钢材料损伤程度的差别。
螺钉的氢脆断裂机理非常复杂,自20世纪40年代螺钉氢脆断裂问题被发现以来,其断裂机理一直是学术界的研究热点,但至今还是没有统一的认知。
比较有名的理论有四种:氢压理论、氢表面吸附理论、晶格脆化理论和位错理论。
其中位错理论能相对较好地解释螺钉氢脆断裂的特点,位错理论认为:当温度低于某一临界温度时,基体材料中的氢在基体形变过程中形成某种气团。
螺丝氢脆测试自攻螺丝氢脆测试范围:本标准规定检查紧固件氢脆的测试方法:适用于高强螺栓,螺柱,螺钉,螺母。
垫圈定义:1氢脆敏感性:由于钢紧固件中存在着游离的氢,在承受相应等级的拉应力并或处于不利于服役条下,钢紧固件表现为一种脆性的破坏特性。
2氢脆倾向:如果紧固件由对氢脆敏感的钢制成,并吸收了氢,其破坏倾向就会增大。
3生产批:同一标记的,用同一炉线材制造的,在整个连续周期内,采用相同或类似工艺并`经过相同的热处理和涂层覆盖工艺的紧固件数量。
试样:实验用的螺栓螺母等应来自同一批生产,其工艺应一致。
试样以目视观察,应看不见裂缝.使用设备:实验板,扭力扳手.预载荷:平行支持面法.测试程序:一,螺栓,螺钉,螺母或螺柱1在实验板上安装5个螺栓或螺钉,使其紧贴实验板表面..2用适当的扭力扳手拧紧组合件,直至达到各自的屈服点,拧紧扭矩的加载对象应一致,最大拧紧速度20R/MIN.3记录5个实验组合的屈服点分别对应的扭矩值.并算出平均值和最大最小值之间的差异,如差值小于平均值的15%,则此平均值作为实验样品的拧紧扭踞值.如果差值操过了15%,则应将试样分别拧紧直各自的屈服点.4在实验板上拧紧规定的试样,达到实验拧紧扭矩,或是符合1-3条规定的屈服点.注:A实验时,承受应力之未旋合螺纹长度≥1D,且伸出螺母之完整螺纹长度应<5PB螺母的实验与螺栓相同.二:弹簧垫圈1将规定数量的试样,用增垫圈相互隔开,装到螺纹公称直径与其公称直径相同的实验螺栓(锥型弹簧性垫圈应成对隔开)2拧紧实验组合件(螺帽)直至压平弹簧性垫圈。
三:1实验最少应持续48小时,实验件应每隔24小时重新拧紧一次,并施加到初始实验拧紧扭矩功载荷。
2在实验结束前,应又一次拧紧实验件,拧紧前应拧退1/2圈,以确认短裂是否发生在螺纹旋合部件实验评估:实验结束后,在不使用放大镜的条件下检查试样。
若无目测可见之裂缝或短裂,则作为合格。
注意事项:1实验实施过程中,应特别注意有氢脆条件的紧固件试样可能突然断裂,从而造成伤害,因此应适当使用设备,以免伤害发生。
汽车高强度紧固件的氢脆预防及试验方法1 前言近年来,随着汽车、桥梁、航空航天事业的长足发展,高强度紧固件的应用日益广泛。
高强度螺栓在节约原材料成本、节省装配位置及减轻整车分量等方面无疑有着不可替代的优势,但钢制高强度紧固件对氢脆的敏感性隐患却是一个不容忽视的重要课题,同时也已经引起了整个紧固件行业及用户的广泛关注。
汽车高强度紧固件因氢脆问题在装配生产现场或者用户使用过程中浮现早期断裂,将使整车或者总成质量与声誉受到严重影响。
因氢脆断裂具有不可预期的延迟性,即使装配时未发生脆断,而是在此后更长期才发生断裂,更换零件就不得不在汽车下线后进行,甚至不得不采用召回整车进行返修的措施,势必造成极大的经济损失和名誉损失。
虽然国内外对于氢脆研究的论文不在少数,但由于影响钢铁材料氢脆的因素不少,包括基体材料的强度水平、零件服役温度、材料表面状况、应力状态等等,在这些因素交叉影响下氢脆的作用机理变得更为复杂,至今仍未有文献能做出完整的解释。
目前基本被接受的解释是氢的陷阱效应理论。
目前针对紧固件氢脆的防治及试验方法标准的出台也为数不少,如:国际标准化组织 (ISO)、美国汽车工程师协会(SAE)、德国标准 (DIN)、国家标准 (GB) 等,因此,全球比较大的汽车公司或者集团都制定了更加详细的企业标准,如:美国戴姆勒·克莱斯勒公司、韩国大宇公司、日本本田公司、日本丰田公司、韩国现代公司、法国PSA集团、美国通用公司、德国大众公司等等。
2 氢脆的机理——陷阱效应所谓氢脆,是指氢原子侵入基体材料中而引起的材料延迟失效断裂。
氢脆通常表现为应力作用下的延迟断裂现象。
其主要原理是将钢铁基体中一些易于渗入氢原子的位置形容为“陷阱”,这些位置包括钢铁结构中的晶界、位错中心、非金属夹杂物及碳化物等与钢铁原子之间形成的固- 固界面,还有应力中心等。
当活动氢原子进入这些“陷阱”,即被束缚而成为非活跃氢原子。
氢原子在陷阱位置的会萃将使材料的断裂应力下降,应力集中部位将形成裂纹,裂纹逐渐扩展直至断裂发生,此即为氢脆引起的延迟断裂现象。
一般如何测试氢脆为了研究或防止氢脆,需要对金属的氢脆情况进行测试,以获取相关信息.测试氢脆的方法有好几种,常用的有往复弯曲试验和延迟破坏试验. 1往复弯曲试验往复弯曲试验对低脆性材料比较灵敏,可以用来对不同基体材料在经过相同的电镀工艺处理后的氢脆程度进行比较,也可以对相同的基体材料上的不同电镀工艺的氢脆程度进行比较.这种试验的方法是取一个待测试片,其尺寸规格为:150mm×l3mm×,表面粗糙度Ra=.对试片进行热处理使之达到规定的硬度,然后用往复弯曲机让试片在一定直径的轴上以一定的速度进行缓慢的弯曲试验,直至试片断裂.弯曲方式有90.往复弯曲和l80.单面弯曲两种,以前一种方式应用较多,弯曲的速度是0.6./s.如果是单面弯曲则所取的速度则为0.13./s.评价的方法是将弯曲试验至断裂时的次数乘以角度,以获得弯曲角度的总和,其角度总值越大,氢脆越小. 测试时要注意以下几点.①试片在进行热处理后如果有变形,应静压校平,不可以敲打校正,否则会使试片的内应力增加,影响试验结果.②为了防止应力影响,电镀前应进行去应力,在电镀后则要进行除氢处理,这时检测的是残余氢脆的影响.③弯曲试验时所用的轴的直径的选用很重要,因为评价这种试验结果的量化指标与轴径有关,对于小的轴径,则弯曲至断裂的次数就会少一些,具体选用什么轴径要通过对基体材料的空白试验来确定,并且在提供数据时要指明所用的轴径,否则参数没有可比性. 2延迟破坏试验延迟破坏试验是一种灵敏度较高的试验方法,适合用于高强度钢制品的氢脆检测.这种氢脆测试也是在试验机上进行的,所用的试验机为持久强度试验机或蠕变试验机,检测试样在这种试验机上受到小于破坏程度的应力的作用,观测其直到断裂时的时间.如果到规定的时间尚没有发生断裂,即为合格.这种试验需要采用按一定要求制作的标准的测试验棒.并且每次要使用三支同样条件的试样平行做试验,以使结果更为可信. 这种试样的形状和尺寸要求如图2-1,氢脆试样棒示意其中关键位就是处于试样中间轴径最小的地方直径4.5mm士0.05mm.如果有较为严重的氢脆,断裂就从此处发生.试样应先退火后再经车工加工为接近规定尺寸的初件,经热处理达到规定的抗拉强度后,再加工到精确尺寸.试样在电镀前要消除应力,其工艺与电镀件的真实电镀过程相同.镀层的厚度要求在12μm左右.试验所用的负荷是进行空白测试时的75%.如果经过200h仍不断裂,即为合格.科学实验的设计有三个原则:随机、对照、盲法.对照的方法有一个就是空白对照.比如要研究某种药品对家兔的影响,那么往往取两组家兔,其中一组使用该药品,而另一组不用,从而比较两组家兔的结果.那组不用药的家兔的实验就是空白实验.氢脆氢脆氢脆氢脆的检测的检测的检测的检测英文名称:hydrogen embrittlement 其他名称:白点定义 1:金属由于吸氢引起韧性或延性下降的现象. 所属学科:船舶工程一级学科;船舶腐蚀与防护二级学科定义 2:钢材在冶炼、加工和使用中溶解于钢中的原子氢,在重新聚合成分子氢时产生的巨大应力超过钢的强度极限时, 可以在钢内产生微裂纹,导致材料的韧性或塑性下降的现象. 氢氢氢氢脆脆脆脆是溶于钢中的氢,聚合为氢分子,造成应力集中,超过钢的强度极限,在钢内部形成细小的裂纹,又称白点.氢脆氢脆氢脆氢脆只可防,不可治.氢脆氢脆氢脆氢脆一经产生,就消除不了.在材料的冶炼过程和零件的制造与装配过程如电镀、焊接焊接焊接焊接中进入钢材内部的微量氢10—6 量级在内部残余的或外加的应力作用下导致材料脆化甚至开裂.在尚未出现开裂的情况下可以通过脱氢处理例如加热到 200℃以上数小时,可使内氢减少恢复钢材的性能.因此内氢脆氢脆氢脆氢脆是可逆的.热处理不适用的情况热处理的方法是将工件加热至某一温度,保温一段时间,缓冷,使氢随溶解度逐渐变小,逐渐析出.但加热会破坏镀层,因此热处理的方法对于经过电镀的工件并不适用.如何防治首先,尽量缩短酸洗时间;其次加缓蚀剂,减少产氢量. 压力容器的氢脆或称氢损伤是指它的器壁受到氢的侵蚀,造成材料塑性和强度降低,并因此而导致的开裂或延迟性的脆性破坏.高温高压的氢对钢的损伤主要是因为氢以原子状态渗入金属内, 并在金属内部再结合成分子, 产生很高的压力,严重时会导致表面鼓包或皱折;氢与钢中的碳结合,使钢脱碳,或使钢中的硫化物与氧化物还原.造成压力容器氢脆氢脆氢脆氢脆破坏的氢,可以是设备中原来就存在的,例如,炼钢、焊接焊接焊接焊接过程中的湿气在高温下被还原而生成氢,并溶解在液体金属中.或设备在电镀或酸洗时,钢表面被吸附的氢原子过饱和,使氢渗入钢中;也可以是使用后由介质中吸收进入的,例如在石油、化工容器中,就有许多介质中含氢或含混有硫化氢的杂质.钢发生氢脆的特征主要表现在微观组织上.它的腐蚀面常可见到钢的脱碳铁素体,氢脆层有沿着晶界扩展的腐蚀裂纹.腐蚀特别严重的容器,宏观上可以发现氢脆所产生的鼓包.介质中含氢或硫化氢的容器是否会发生氢脆,主要决定于操作温度、氢的分压、作用时间和钢的化学成分.温度越高、氢分压越高, 碳钢的氢脆层就越深,发生氢脆破裂的时间也越短,其中温度尤其是重要因素.钢的含碳量越高,在相同的温度和压力条件下,氢脆的倾向越严重.钢中添有铬、钛、钒等元素,可以阻止氢脆的产生. 出现氢脆的工件通过除氢处理如加热等也能消除氢脆氢,采用真空、低氢气氛或惰性气氛加热可避免氢脆氢脆氢脆氢脆. 如电镀件的去氢都在 200~240 度的温度下,加热 2~4 小时可将绝大部分氢去除. 氢在常温常压下不会对钢产生明显的腐蚀,但当温度超过 300℃和压力高于 30MPa 时,会产生氢脆这种腐蚀缺陷,尤其是在高温条件下.如合成氨生产过程中的脱硫塔、变换塔、氨合成塔;炼油过程中的一些加氢反应装置;石油化工生产过程中的甲醇合成塔等. 二:氢脆氢脆氢脆氢脆-钢材中的氢会使材料的力学性能脆化,这种现象称为氢脆氢脆氢脆氢脆.主要发生在碳钢和低合金钢中. 氢脆氢脆氢脆氢脆现象-氢脆氢脆氢脆氢脆现象氢脆氢脆氢脆氢脆现象氢脆氢脆氢脆氢脆现象氢脆氢脆氢脆氢脆现象 1、氢脆氢脆氢脆氢脆是溶于钢中的氢,聚合为氢分子,造成应力集中,超过钢的强度极限,在钢内部形成细小的裂纹.又称白氢脆氢脆氢脆氢脆现象点. 2 内氢脆氢脆氢脆氢脆在材料的冶炼过程和零件的制造与装配过程如电镀、焊接焊接焊接焊接中进入钢材内部的微量氢10—6 量级在内部残余的或外加的应力作用下导致材料脆化甚至开裂.在尚未出现开裂的情况下可以通过脱氢处理例如加热到 200℃以上数小时,可使内氢减少恢复钢材的性能.因此内氢氢氢氢脆脆脆脆是可逆的. 3.热处理适合氢脆氢脆氢脆氢脆. 热处理的方法是将工件加热至某一温度,保温一段时间,缓冷,使氢随溶解度逐渐变小,逐渐析出.加热会破坏镀层. 4.如何防治. 主要是将酸洗控制好. 首先,尽量缩短酸洗时间;其次加缓蚀剂,减少产氢量. 压力容器的氢脆或称氢损伤是指它的器壁受到氢的侵蚀,造成材料塑性和强度降低,并因此而导致的开裂或延迟性的脆性破坏.高温高压的氢对钢的损伤主要是因为氢以原子状态渗入金属内,并在金属内部再结合成分子,产生氢脆氢脆氢脆氢脆现象元素很高的压力,严重时会导致表面鼓包或皱折;氢与钢中的碳结合,使钢脱碳,或使钢中的硫化物与氧化物还原.造成压力容器氢脆氢脆氢脆氢脆破坏的氢,可以是设备中原来就存在的,例如,炼钢、焊接焊接焊接焊接过程中的湿气在高温下被还原而生成氢,并溶解在液体金属中.或设备在电镀或酸洗时,钢表面被吸附的氢原子过饱和,使氢渗入钢中;也可以是使用后由介质中吸收进入的,例如在石油、化工容器中,就有许多介质中含氢或含混有硫化氢的杂质.钢发生氢脆氢脆氢脆氢脆的特征主要表现在微观组织上.它的腐蚀面常可见到钢的脱碳铁素体,氢脆氢脆氢脆氢脆层有沿着晶界扩展的腐蚀裂纹.腐蚀特别严重的容器,宏观上可以发现氢脆氢脆氢脆氢脆所产生的鼓包.介质中含氢或硫化氢的容器是否会发生氢脆氢脆氢脆氢脆,主要决定于操作温度、氢的分压、作用时间和钢的化学成分.温度越高、氢分压越突,碳钢的氢脆氢脆氢脆氢脆层就越深,发生氢脆氢脆氢脆氢脆破裂的时间也越短,其中温度尤其是重要因素.钢的含碳量越高,在相同的温度和压力条件下,氢脆氢脆氢脆氢脆的倾向越严重.钢中添有铬、钛、钒等元素,可以阻止氢脆氢脆氢脆氢脆的产生. 出现氢脆氢脆氢脆氢脆的工件通过除氢处理如加热等也能消除氢脆氢脆氢脆氢脆,采用真空、低氢气氛或惰性气氛加热可避免氢脆氢脆氢脆氢脆.如电镀件的去氢去氢去氢去氢都在200~240 度的温度下,加热 2~4 小时可将绝大部分氢去除. 氢在常温常压下不会对钢产生明显的腐蚀,但当温度超过 300℃和压力高于 30MPa 时,会产生氢脆氢脆氢脆氢脆这种腐蚀缺陷,尤其是在高温条件下.如合成氨生产过程中的脱硫塔、变换塔、氨合成塔;炼油过程中的一些加氢反应装置;石油化工生产过程中的甲醇合成塔等. 氢脆氢脆氢脆氢脆的控制高强度的杀手——氢脆氢脆氢脆氢脆氢脆氢脆氢脆氢脆的控制在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子.因此,电镀过程中,在阴极析出金属主反应的同时,伴有氢气的析出副反应.析氢的影响是多方面的,其中最主要的是氢脆氢脆氢脆氢脆.氢脆氢脆氢脆氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故.表面处理技术人员必须掌握避免和消除氢脆氢脆氢脆氢脆的技术,以使氢脆氢脆氢脆氢脆的影响降低到最低限度. 一、氢脆氢脆氢脆氢脆 1 氢脆氢脆氢脆氢脆现象氢脆氢脆氢脆氢脆通常表现为应力作用下的延迟断裂现象.曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂, 断裂比例达 40%~50%.某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢去氢去氢去氢工艺.另外,有一些氢氢脆氢脆氢脆氢脆并不表现为延迟断裂现象,例如:电镀挂具钢丝、铜丝由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件内应力大在酸洗时便产生裂纹.这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢去氢去氢去氢来恢复原有的韧性. 2 氢脆氢脆氢脆氢脆机理延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多原子点阵错位、空穴等.氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生.氢脆氢脆氢脆氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关.因此, 氢脆氢脆氢脆氢脆通常表现为延迟断裂. 氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难.镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢去氢去氢去氢特别困难.经过一段时间后,氢扩防氢脆氢脆氢脆氢脆现象用品散到金属内部,特别是进入金属内部缺陷处的氢,就很难扩散出来.常温下氢的扩散速度相当缓慢,所以需要即时加热去氢去氢去氢去氢.温度升高,增加氢在钢中的溶解度,过高的温度会降低材料的硬度,所以镀前去应力和镀后去氢去氢去氢去氢的温度选择,必须考虑不致于降低材料硬度,不得处于某些钢材的脆性回火温度,不破坏镀层本身的性能. 二、避免和消除的措施 1 减少金属中渗氢的数量在除锈和氧化皮时,尽量采用吹砂除锈,若采用酸洗,需在酸洗液中添加若丁等缓蚀剂;在除油时,采用化学除油、清洗剂或溶剂除油,渗氢量较少,若采用电化学除油,先阴极后阳极;在电镀时,碱性镀液或高电流效率的镀液渗氢量较少. 2 采用低氢扩散性和低氢溶解度的镀涂层一般认为,在电镀Cr、Zn、Cd、Ni、Sn、Pb时,渗入钢件的氢容易残留下来,而Cu、Mo、Al、Ag、Au、W等金属镀层具有低氢扩散性和低氢溶解度,渗氢较少.在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如达克罗涂覆层可以代替镀锌, 不会发生氢脆氢脆氢脆氢脆,耐蚀性提高 7~10 倍,附着力好,膜厚 6~8μm,相当于较薄的镀锌层,不影响装配. 3 镀前去应力和镀后去氢去氢去氢去氢以消除氢脆氢脆氢脆氢脆隐患若零件经淬火、焊接焊接焊接焊接等工序后内部残留应力较大,镀前应进行回火处理,减少发生严重渗氢的隐患. 对电镀过程中渗氢较多的零件原则上应尽快去氢去氢去氢去氢,因为镀层中的氢和表层基体金属中的氢在向钢基体内部扩散,其数量防氢脆氢脆氢脆氢脆现象产品随时间的延长而增加.新的国际标准草案规定“最好在镀后 1h内,但不迟于 3h,进行去氢去氢去氢去氢处理” .国内也有相应的标准,对电镀锌前、后的去氢去氢去氢去氢处理作了规定.电镀后去氢去氢去氢去氢处理工艺广泛采用加热烘烤,常用的烘烤温度为150~300°C,保温 2~24h.具体的处理温度和时间应根据零件大小、强度、镀层性质和电镀时间的长短而定.去氢去氢去氢去氢处理常在烘箱内进行.镀锌零件的去氢去氢去氢去氢处理温度为 110~220°C,温度控制的高低应根椐基体材料而定. 对于弹性材料、mm以下的薄壁件及机械强度要求较高的钢铁零件,镀锌后必须进行去氢去氢去氢去氢处理. 为了防止“镉脆”,镀镉零件的去氢去氢去氢去氢处理温度不能太高,通常为 180~200°C. 三、应注意的问题材料强度越大,其氢脆氢脆氢脆氢脆敏感性也越大,这是表面处理技术人员在编制电镀工艺规范时必须明确的基本概念. 国际标准要求抗拉强度σb>105 kg/mm2 的钢材,要进行相应的镀前去应力和镀后去氢去氢去氢去氢处理.法国航空工业对屈服强度σs>90kg/mm2 的钢件就要求作相应去氢去氢去氢去氢处理. 由于钢材强度与硬度有很好的对应关系,因此,用材料硬度来判断材料氢脆氢脆氢脆氢脆敏感比用强度来判断更为直观、方便.因为一份完善的产品图和机加工工艺都应标注钢材硬度.在电镀中我们发现钢的硬度在HRC38 左右时开始呈现氢脆氢脆氢脆氢脆断裂的危险. 对高于HRC43 的零件,镀后应考虑去氢去氢去氢去氢处理.硬度为HRC60 左右时,在表面处理之后必须立即进行去氢去氢去氢去氢处理,否则在几小时之内钢件会开裂. 除了钢材硬度外,还应综合考虑以下几点:1零件的使用安全系数:安全重要性大的零件,应加强去氢去氢去氢去氢;2零件的几何形状:带有容易产生应力集中的缺口,小R等的零件应加强去氢去氢去氢去氢;3 零件的截面积:细小的弹簧钢丝、较薄的片簧极易被氢饱和,应加强去氢去氢去氢去氢;4零件的渗氢程度:在表面处理中产生氢多、处理时间长的零件, 应加强去氢去氢去氢去氢;5镀层种类:如镀镉层会严重阻挡氢向外扩散,所以要加强去去去去氢氢氢氢;6零件使用中的受力性质:当零件受到高的张应力时应加强去氢,只受压应力时不会产生氢脆氢脆氢脆氢脆;7零件的表面加工状态:对冷弯、拉伸、冷扎弯形、淬火、焊接焊接焊接焊接等内部残留应力大的零件,不仅镀后要加强去氢去氢去氢去氢,而且镀前要去应力;8零件的历史情况:对过去生产中发生过氢脆的零件应特别加以注意,并作好相关记录. 弹性紧固件电镀锌氢脆氢脆氢脆氢脆分析及预防为有效地提高弹性紧固件弹簧垫圈、锥形垫圈、鞍形垫圈、波形垫圈等抗蚀防护性能和装饰性,多半要进行表面处理,如发黑、磷化、电镀锌等处理.其中电解镀锌及钝化处理应用更为广泛. 加上弹性紧固件的硬度一般在42-50HRc 之间,由于材料及表面处理的原因,它对氢比较敏感,在电镀后,除氢处防氢脆氢脆氢脆氢脆现象处理过的产品理未达到驱氢目的,其残存的氢会造成弹性紧固件的延迟断裂. 目前,由延迟断裂氢脆氢脆氢脆氢脆引发的弹性紧固件断裂自然是一个严重的产品质量问题,人们可以采取各种技术来减少和预防弹性紧固件的氢脆氢脆氢脆氢脆问题. 1、材料缺陷的影响弹性紧固件材料表面缺陷对电镀锌的有害影响是不容忽视的,比如钢板表面轻微裂纹折叠、斑痕蚀坑夹杂和超过允许深度的脱碳层, 都会对弹性紧固件镀锌产生十分有害的影响,压弯成型不当造成表面插划伤,局部应力集中等都会有不良影响. 2、热处理工艺的影响热处理工艺对弹性紧固件电镀锌后的氢脆氢脆氢脆氢脆是有较大影响的,若硬度≥45HRc 时,均会诱发或导致弹性紧固件断裂. 在确保热处理技术参数的前提下,选择适宜的加热温度,合理的加热时间,充分予以回火.以最大限度地消除组织应力和热应力, 避免其有害影响.淬火加热时应严防氧化和脱碳,网带炉碳势控制在 %%,盐浴炉必须认真脱氧捞渣,进行硬度检测时,严格注意表面层造成硬度虚假现象,使硬度测试值失真.一般应控制在 42-44HRc 为佳,不要超过 45HRc. 3、电镀过程的影响弹性紧固件由于氢的侵袭往往发生氢脆氢脆氢脆氢脆断裂,造成重大损失.析氢渗氢在整个电解镀锌中是不可避免的,析出的氢能够渗入镀锌层, 甚至渗入基体金属内.锌的吸氢大约在 %%,而铁碳合金吸氢在 %左右.氢在金属内使晶格扭曲,产生很大的内应力,致使其机械性能降低,析氢不仅对镀层性能产生不利影响,如产生针孔、麻点、气泡等缺陷,而且会渗透至基体金属中,使金属韧性大大降低,导致零件脆断.析氢的原因除在热处理外,较高的加热温度,氢很容易渗入零件应力集中的区域,酸洗和电镀都会发生析氢. 4、氢脆氢脆氢脆氢脆的预防 1电镀锌前必须严格控制阴极电解除油.对弹性紧固件尤其是厚度≤1mm,不宜采用阴极电解除油,而是采用阳极电解除油、化学除油或超声波除油,也可以选用金属清洗剂除油效果较好. 2对弹性紧固件不宜采用强酸腐蚀,而是采用喷砂或喷丸等处理方法达到净化、活化表面目的.必须进行酸洗活化处理时,选用盐酸较硫酸为好.注意掌握酸洗时间不宜过长每次控制 30-60s,以多次短时间比长时间酸洗效果好. 3应选择氢脆氢脆氢脆氢脆性较小的镀锌电解液,一般而言,禄化物型镀锌电解液相对析氢较少,产生氢脆氢脆氢脆氢脆的可能性也小;而氰化物镀锌电解液析氢、渗氢较多,产生氢脆氢脆氢脆氢脆的机率也较大. 4采用有效的驱氢工序驱散渗氢,减少氢脆氢脆氢脆氢脆应力.驱氢温度一般为 190-230℃,驱氢时间6-8h.在电镀锌后钝化前 2h 内进行,停留时间越短越好. 为了研究或防止氢脆氢脆氢脆氢脆,需要对金属的氢脆氢脆氢脆氢脆情况进行测试,以获取相关信息.测试氢脆氢脆氢脆氢脆的方法有好几种,常用的有往复弯曲试验和延迟破坏试验.1往复弯曲试验往复弯曲试验对低脆性材料比较灵敏,可以用来对不同基体材料在经过相同的电镀工艺处理后的氢氢氢氢脆脆脆脆程度进行比较,也可以对相同的基体材料上的不同电镀工艺的氢脆氢脆氢脆氢脆程度进行比较.这种试验的方法是取一个待测试片,其尺寸规格为:150mm×l3mm× ,表面粗糙度 Ra=.对试片进行热处理使之达到规定的硬度,然后用往复弯曲机让试片在一定直径的轴上以一定的速度进行缓慢的弯曲试验,直至试片断裂.弯曲方式有 90.往复弯曲和 l80.单面弯曲两种,以前一种方式应用较多,弯曲的速度是 0.6./s.如果是单面弯曲则所取的速度则为 0.13./s.评价的方法是将弯曲试验至断裂时的次数乘以角度,以获得弯曲角度的总和,其角度总值越大, 氢脆氢脆氢脆氢脆越小. 测试时要注意以下几点. ①试片在进行热处理后如果有变形,应静压校平,不可以敲打校正,否则会使试片的内应力增加,影响试验结果. ②为了防止应力影响,电镀前应进行去应力,在电镀后则要进行除氢处理,这时检测的是残余氢脆氢脆氢脆氢脆的影响.③弯曲试验时所用的轴的直径的选用很重要,因为评价这种试验结果的量化指标与轴径有关,对于小的轴径,则弯曲至断裂的次数就会少一些,具体选用什么轴径要通过对基体材料的空白试验来确定,并且在提供数据时要指明所用的轴径,否则参数没有可比性. 2延迟破坏试验延迟破坏试验是一种灵敏度较高的试验方法,适合用于高强度钢制品的氢脆氢脆氢脆氢脆检测.这种氢脆氢脆氢脆氢脆测试也是在试验机上进行的,所用的试验机为持久强度试验机或蠕变试验机,检测试样在这种试验机上受到小于破坏程度的应力的作用,观测其直到断裂时的时间.如果到规定的时间尚没有发生断裂,即为合格.这种试验需要采用按一定要求制作的标准的测试验棒.并且每次要使用三支同样条件的试样平行做试验,以使结果更为可信. 这种试样的形状和尺寸要求如图 2-1,氢脆氢脆氢脆氢脆试样棒示意其中。
螺丝电镀后氢脆问题及解决方案直接说结论:以合金钢作原料生产的10.9级、12.9级、14.9级高强度螺栓电镀后(或仅酸洗后),必须在第一时间除氢脆处理,除氢脆处理的方法是:200度烘箱加热3-4小时析出氢原子。
以下内容是唠叨:第二次世界大战初期,英国皇家空军一架Spitpie战斗机由于引擎主轴断裂而坠落,机毁人亡,此事曾震惊英国朝野。
1975年美国芝加哥一家炼油厂,因一根15cm 的不锈钢管突然破裂,引起爆炸和火灾,造成长期停产。
法国在开采克拉克气田时,由于管道破裂,造成持续一个月的大火。
我国在开发某大油田时,也曾因管道破裂发生过井喷,损失惨重。
在军事方面还有:美国“北极星”导弹因固体燃料发动机机壳破裂而不能发射,美空军F-11战斗机在空中突然坠毁等。
途中行驶的汽车因传动轴突然断裂而翻车,正在机床上切削的刀具突然断裂等事故枚不胜举。
这些灾难性的恶性事故,瞬时发生,事先毫无征兆,断裂无商量,严重地威胁着人们生产财产安全。
起初科学工作者们对出事原因,众说纷纭,一筹莫展。
后来经过长期观察和研究,终于探明这一系列的恶性事故的罪魁祸首——氢脆。
1、氢脆的原因氢脆通常表现为钢材的塑性显著下降,脆性急剧增加,并在静载荷下(往往低于材料的σb)经过一段时间后发生破裂破坏的趋势。
众所周知,氢在钢中有一定的溶解度。
炼钢过程中,钢液凝固后,微量的氢还会留在钢中。
通常生产的钢,其含氢量在一个很小的范围内。
氢在钢中的溶解度随温度下降而迅速降低,过饱和的氢将要析出。
氢是在钢铁中扩散速度最快的元素,其原子半径最小,在低温区仍有很强的扩散能力。
如果冷却时有足够的时间使钢中的氢逸出表面或钢中的氢含量较低时,则氢脆就不易发生。
如果冷却速度快,钢件断面尺寸比较大或钢中氢含量较高时,位于钢件中心部分的氢来不及逸出,过剩的氢将进入钢的一些缺陷中去,如枝晶间隙、气孔内。
若缺陷附近由于氢的聚集会产生强大的内压而导致微裂纹的萌生与扩展。
这是由于缺陷吸附了氢原子之后,使表面能大大降低,从而导致钢材破坏所需的临界应力也急剧降低。
螺栓的氢脆断裂氢脆断裂的种类很多,主要分为氢蚀断裂、白点断裂、氢化物致脆断裂和氢致延滞断裂。
螺钉氢脆断裂通常特指是氢致延滞断裂:氢原子侵入螺钉的基体材料,螺钉拧紧后,即螺钉沿轴线承受一定静载荷(拉伸应力),经过一段时间,突然发生脆性断裂。
螺钉氢脆断裂是常见的螺钉失效模式。
螺钉氢脆断裂通常发生于经过热处理和电镀处理的高强度普通螺纹螺钉和表面硬度较高的自攻螺纹螺钉,大多发生在螺钉头与螺杆或光杆与螺纹交接的部位。
螺钉氢脆断裂一般在螺钉组装后48小时内发生。
判定螺钉断裂是否为氢脆断裂最直观的方法是观察断口形貌。
用肉眼或低倍放大镜宏观观察:螺钉氢脆断裂断口与最大正应力方向基本垂直,断口平齐,无明显的塑性变形,断面明显可分成裂纹源区和裂纹扩展区两个区域,裂纹源区呈结晶颗粒状,颜色呈暗灰色,裂纹源区从螺纹的根部开始,沿着螺纹旋转的方向开裂;裂纹扩展区颜色呈银灰色,可见放射状条纹,条纹收敛于裂纹源区。
用扫描电镜或电子显微镜微观观察:裂纹源区呈沿晶断裂(晶界间存在微裂纹)形貌,并存在沿晶二次裂纹,晶粒轮廓鲜明,呈冰糖状,晶粒表面存在大量的鸡爪痕,裂纹扩展区主要呈准解理断裂(在正应力作用下产生的穿晶断裂,通常沿一定的严格的晶面分离,同时伴随一定的塑性变形痕迹)形貌,部分区域存在韧窝(小凹坑)及沿晶断裂形貌。
螺钉基体材料的氢含量也是判定是否为氢脆断裂的重要依据。
氢含量可用氧氮氢分析仪测得,主要是看含氢量相对于合格的螺钉或电镀处理前的螺钉是否有显著增加。
碳钢材料允许的氢含量尚无严格的标准,但氢对碳钢材料会造成损害是确定无疑的,含氢量的多寡仅表现为对碳钢材料损伤程度的差别。
螺钉的氢脆断裂机理非常复杂,自20世纪40年代螺钉氢脆断裂问题被发现以来,其断裂机理一直是学术界的研究热点,但至今还是没有统一的认知。
比较有名的理论有四种:氢压理论、氢表面吸附理论、晶格脆化理论和位错理论。
其中位错理论能相对较好地解释螺钉氢脆断裂的特点,位错理论认为:当温度低于某一临界温度时,基体材料中的氢在基体形变过程中形成某种气团。
氢脆测试作业指导书
一.应用范围:
1.经过热处理加工后需镀锌(含锌克、彩锌、白锌、兰锌、黄锌)的螺丝或组合螺丝。
二.主要作用:
测试电镀后除氢效果.
三.操作方法:
1 . 使用对象:铁板、弹簧华司、平介、冰枢、电批(配套批咀)、风批。
2.操作要领:
2.1. 将铁板依据相对应的螺丝打孔(具体孔径见了附表)。
2.2 . 将被测螺丝穿一个或二个(M
3.5 以下为一个),弹簧华司(尺寸同螺丝外径对
应),用电批打入相对应铁板孔内,如为穿介子螺丝则先穿平介然后穿弹介,再
打入相对应的铁板孔内,具体力度为对螺丝进行破断扭力测试30PCS,取出现频
率最高的一个值,自攻螺丝乘以65%,机械螺丝乘以60%。
2.3 . 将锁好螺丝或螺丝同介子组合的铁板放在室内24小时后,再用电批使用测试前
将螺丝打放铁板时所用的力,打一次铁板上的螺丝,若断则判定有氢脆。
四. 抽样:
1.一般抽样为4‰,当批量<5K时抽30PCS,特别要求时抽1%,如有断头(破介子)0收
1退。
五.不良处理:
1. 当氢脆测试发现不合格时,则将发生氢脆不良之驱氢炉内所有产品返退氢,直至氢脆
测试OK后方可收货。
2. 所有产品若返退氢两次后,仍然不合格,则予以报废。
氢脆测试用铁板孔径对照表单位:MM 表1{DIN、AISI(AB、BZ牙)适用}
表2(JIS适用)。
自攻螺丝的性能测定方法1 延展性试验1.1 适用范围: 所有种类自攻螺丝1.2 测试目的: 检查产品在组装旋转或旋紧或在上述过程受到冲击应力时是否会产生头部脆断之危险.1.3 测试装置: A.延展性测试座.B.小铁锤.1.4 建议最少测试量: 每批8支,每批批量不超过250M PCS.1.5 测试程序: A.将螺丝置入测试座中适当之孔内.B.以铁锤击打头顶使测件之承受面和测座之座面符合.C.检查.1.6 不良: 如果头和螺丝柄完全分离者为测试不良.1.7 产品不良因素: A.心部硬度太高.B.渗碳层太深.C.冲孔太深.D.头下内圆径太小.2 扭力强度试验2.1 适用范围: 所有种类自攻螺丝2.2 测试目的: 检查产品因为扭力不足在组装旋转或旋紧扭断.2.3 测试装置: A.螺丝夹具.B.夹具夹持座.C.螺丝测定固定座.D.精度在 2%内之扭力扳手.2.4 建议最少测试量: 每批4支,每批批量不超过250M PCS.2.5 测试程序: A.将螺丝置入测试夹具中再将夹具置入夹具支持座,螺丝至少应有两牙在夹具中,两牙在夹具外.B.将支持座固定在测定固定座上.C.扭转扳手直到螺丝扭断.D.记录破坏值.2.6 不良: 螺丝扭断值小于规定值.2.7 产品不良因素: A.心部硬度太低.B.表面硬度太低.C.有效渗碳层不足.D.最小径(牙底径)太小.3 攻入试验3.1 适用范围: 除Type 25外之所有种类自攻螺丝3.2 测试目的: 检查产品是否会因组装时螺纹崩坏而导至组合失败.3.3 测试装置: A.测试钢板.B.扭转工具(可使用电动工具,但不能超过500rpm).3.4 建议最少测试量: 每批4支,每批批量不超过250M PCS.3.5 测试程序: A. 将螺丝锁入测试钢板直到第一个完整螺纹通过钢板,Plain的螺丝可上少许油. <B. 检查螺纹是否崩坏.注: 本测试可和旋入扭力测试及氢脆化测试一起实施.3.6 不良: 螺丝旋入后螺纹崩坏.3.7 产品不良因素: A.有效渗碳层不足.B.渗碳硬度太低.C.测试钢板太硬.D.测试孔太小.4 旋入扭力试验4.1 适用范围: 螺纹滚成(三角牙)自攻螺丝4.2 测试目的: 检查产品是否因组装时旋入扭力过高而导至组合困难.4.3 测试装置: A.测试钢板.B.精度在 2%内之扭力扳手.4.4 建议最少测试量: 每批4支,每批批量不超过250M PCS.4.5 测试程序: A.将螺丝以扭力扳手旋入测试钢板直到第一个完整螺纹通过钢板,Plain的螺丝可上少许油. <B.记录最高扭力值.注: 本测试可和旋入测试及氢脆化测试一起实施.4.6 不良: 螺丝旋入最高扭力大于规定值.4.7 产品不良因素: A.螺纹滚成时未适当成型.B.渗碳硬度太低.C.渗碳深度不足.D.测试钢板太硬.E.测试孔太小.F.产品需上油或上腊.5 氢脆化试验5.1 适用范围: 所有电镀自攻螺丝5.2 测试目的: 提早发现以预防电镀自攻螺丝因为氢脆化而在锁紧后24小时崩坏.5.3 测试装置: A.测试钢板.B.精度在 2%内之扭力扳手.C.平面华司.5.4 建议最少测试量: 每批8支,每批批量不超过250M PCS.5.5 测试程序: A.以扭力强度之平均为基准,将之乘以80%为锁紧扭力.B.将平面华司套入螺丝再将螺丝旋入测试钢板,旋紧至锁紧扭力,并置放24小时.C.将螺丝旋松后再旋紧至锁紧扭力.5.6 不良: 从测试开始至测试终了,不可有任何螺丝断头.5.7 产品不良因素: A.电镀后未烘干.B.螺丝以太高之锁紧扭力锁紧.C.未套入华司造成夹紧扭力过高.D.孔深太深.6 攻速试验6.1 适用范围: 仅用于自钻螺丝6.2 测试目的: 发现自钻螺丝攻速太慢或因生产问题导致之攻钻问题.6.3 测试装置: A.攻速试验机.B.测试钢板,厚0.060” - 0.064”,硬度HRB 60 - 85.6.4 建议最少测试量:a. 5,000支以下 6 支.b. 5,001 - 15,000支12 支.c. 15,001 - 50,000 支18 支.d. 50,001 - 250,000 支25 支.注: 每批批量不超过250,000 支.e. 如果依上述抽样测试有一支超过最低攻速要求时,可依下列抽样计划实施双倍检验.抽样数慢攻速1过慢攻速212 1 024 1 036 2 150 3 1注1 : “慢攻速”专指样品超过最大攻钻时间但不超过两倍.2 : “过慢攻速”专指样品超过最大攻钻时间两倍.6.5 测试程序: A.将试件装上测试机.B.调整测试机以便试件在攻穿钢板并超过一个完整牙时,测试机可以停止并记录穿透时间.C.记录测试时间.6.6 不良: 依上述抽样表测试时,测试时间超过规定值.6.7 产品不良因素: a. 样品钻尾毛边 e. 测试钢板太厚b. 渗碳硬度太低 f. 轴向荷重太紧c. 渗碳深度不足g. 攻速太慢d. 测试钢板太硬h. 表面被覆太厚7 自攻螺丝测试钢板选择表7.1 Type A尺寸延展性测试最小角度最低扭矩强度lb-in.测试钢板( HRB 70 - 85)厚度± 0.002 孔径± 0.0012-32 10 4 0.048 0.076 3-28 10 9 0.048 0.081 4-24 10 12 0.048 0.086 5-20 10 18 0.048 0.1065 6-18 10 24 0.075 0.116 7-16 10 30 0.075 0.1285 8-15 10 39 0.075 0.136 9-14 10 43 0.075 0.149 10-12 10 48 0.125 0.159 12-11 10 83 0.125 0.1875 14-10 10 125 0.125 0.2165 16-10 10 152 0.1875 0.238 18-9 10 196 0.1875 0.261 20-9 10 250 0.1875 0.290 24-9 10 492 0.1875 0.3438 最低样本数8 47.2 Type AB, B, BT尺寸延展性测试最小角度最低扭矩强度lb-in.测试钢板( HRB 70 - 85)英制公制厚度± 0.002 孔径± 0.001 2-32 M2.2x0.79 10 4 0.048 0.0763-28 10 9 0.048 0.0814-24 M2.9x1.06 10 13 0.048 0.0865-20 10 18 0.048 0.10656-20 M3.5x1.27 10 24 0.075 0.1167-19 10 30 0.075 0.12858-18 M4.2x1.41 10 39 0.075 0.13610-16 M4.8x1.59 10 56 0.125 0.15912-14 M5.5x1.81 10 88 0.125 0.18751/4-14 M6.3x1.81 10 142 0.1875 0.21655/16-12 M8x2.12 10 290 0.1875 0.2723/8-12 M9.5x2.12 10 590 0.1875 0.3281 最低样本数8 4尺寸延展性测试最小角度最低扭矩强度lb-in.测试钢板( HRB 70 - 85)厚度± 0.002 孔径± 0.0012-56 10 5 0.078 0.073 3-48 10 9 0.094 0.081 4-40 10 13 0.109 0.096 5-40 10 18 0.109 0.101 6-32 10 23 0.140 0.120 8-32 10 42 0.140 0.147 10-24 10 56 0.1875 0.173 10-32 10 74 0.1875 0.177 12-24 10 93 0.1875 0.199 1/4-20 10 140 0.250 0.228 1/4-28 10 179 0.250 0.234 5/16-18 10 306 0.3125 0.290 5/16-24 10 370 0.3125 0.295 最低样本数8 4尺寸延展性测试最小角度最低扭矩强度lb-in.测试钢板( HRB 70 - 85)厚度± 0.002 孔径± 0.001M2x0.4 10 4 0.078 0.067 M2.5x0.45 10 10 0.094 0.083 M3x0.5 10 18 0.109 0.102 M3.5x0.6 10 27 0.140 0.122 M4x0.7 10 41 0.140 0.138 M5x0.8 10 83 0.1875 0.177 M6x1.0 10 142 0.250 0.213 M8x1.25 10 354 0.312 0.291 最低样本数8 4尺寸延展性测试最小角度最低扭矩强度lb-in.测试钢板( HRB 70 - 85) 旋入扭矩厚度±0.002孔径±0.001磷酸盐及油镀镉lb-in.镀锌lb-in.2-56 10 6 0.125 0.075 4.5 6 3-48 10 10 0.125 0.087 7.5 9.5 4-40 10 14 0.125 0.098 9 13 5-40 10 22 0.125 0.110 12 16 6-32 10 24 0.125 0.120 14 20 8-32 10 48 0.1875 0.147 25 32 10-24 10 65 0.1875 0.166 35 52 10-32 10 74 0.1875 0.172 35 52 1/4-20 10 156 0.250 0.219 90 120 5/16-18 10 330 0.312 0.277 180 240 3/8-16 10 600 0.375 0.339 240 300 最低样本数8 4 4 4尺寸延展性测试最小角度最低扭矩强度lb-in.测试钢板( HRB 70 - 85) 旋入扭矩厚度±0.002孔径±0.001磷酸盐及油镀镉lb-in.镀锌lb-in.M2x0.4 10 6 0.125 0.070 4 5 M2.5x0.45 10 11 0.125 0.088 7 9 M3x0.5 10 19 0.125 0.106 11 15 M3.5x0.6 10 31 0.125 0.124 17 21 M4x0.7 10 46 0.207 0.142 22 30 M5x0.8 10 93 0.207 0.179 42 53 M6x1.0 10 157 0.250 0.2125 66 81 M8x1.25 10 380 0.315 0.2875 142 177 M10x1.5 10 770 0.394 0.362 248 310 最低样本数8 4 4 4尺寸延展性测试最小角度最低扭矩强度lb-in.氢脆测试钢板(RB60-85)±0.002”攻速测试钢板(RB60-85)±0.002”攻速rpm轴向负荷表面处理注1攻穿时间max, sec英制公制Style 2 style 3 A B C4-24 M2.9x1.06 5 14 0.079 --- 0.062 2500 25 30 45 2.0 6-20 M3.5x1.27 5 24 0.090 0.110 0.062 2500 30 35 45 2.5 8-18 M4.2x1.41 5 42 0.098 0.142 0.062 2500 30 35 45 3.010-16 M4.8x1.59 5 61 0.110 0.173 0.062 2500 35 40 50 3.5 12-14 M5.5x1.81 5 92 0.142 0.209 0.062 1800 45 50 60 4.0 1/4-14 M6.3x2.12 5 150 0.173 0.209 0.062 1800 45 50 60 5.0 最低抽样数8 4 注 2 注3 注1 : 表面处理分类:A : 表面处理厚度未超过0.0003” (含).B : 表面处理厚度超过0.0003”.C : 镀铬样品.2 : 样品公称尺寸#4 - #10使用2500 rpm. #12及1/4” 建议使用1800 rpm.也可以使用2500 rpm,但是必须注意避免因表面高速之产生之高热影响检测结果.3 : 请参照6.4 段规定之抽样表.。