非自动衡器检定装置技术报告
- 格式:doc
- 大小:174.00 KB
- 文档页数:12
计量标准技术报告计量标准名称电子天平检定装置计量标准负责人于志辉建标单位名称(公章)海阳市计量所填写日期2014.3.10目录一、建立计量标准目的二、计量标准的工作原理及其组成三、计量标准器及主要配套设备四、计量标准的主要技术指标五、环境条件六、计量标准的量值溯源和传递框图七、计量标准的重复性试验八、计量标准的稳定性考核九、检定或校准结果的测量不确定度评定十、检定或校准结果的验证十一、结论十二、附加说明天平检定装置的重复性试验记录试验时间测量值(g)测量次数2011年6月 16日2012年6月13日2013 年6月23日2014 年5月9日年月日试验条件用100g E2级砝码对同一级电子天平进行重复测量1 100.0005 100.0003 100.0006 100.00042 100.0003 100.0001 100.0005 100.00043 100.0004 100.0003 100.0005 100.00054 100.0003 100.0003 100.0005 100.00055 100.0003 100.0003 100.0003 100.00036 100.0003 100.0002 100.0007 100.00037 100.0004 100.0002 100.0005 100.00038 100.0003 100.0002 100.0004 100.00069 100.0003 100.0004 100.0005 100.000510 100.0005 100.0002 100.0004 100.0005y100.0004 100.0002 100.005 100.00041)()(12 --=∑=nyyy sniii0.00008 0.00007 0.00011 0.00010结论符合要求符合要求符合要求符合要求备注试验人员天平检定装置的稳定性考核记录考核时间测量值(g )测量次数2011年6月16日2012年7月 14日2013 年8 月 13 日2014 年5 月20 日。
电子天平检定装置技术报告《电子天平检定装置技术报告》一、引言电子天平在科研、制造、研发等领域有着广泛的应用。
为了确保电子天平的测量精度和可靠性,需要定期进行检定。
为此,我们设计了一种电子天平检定装置,通过对电子天平进行精准测量,评估电子天平的测量误差。
二、装置设计本装置由传感器、数据采集模块和计算机软件组成。
传感器采用高灵敏度、高重复性、低噪声的扭矩传感器,能够准确测量外力的大小。
数据采集模块用于将传感器采集到的数据传输给计算机。
计算机软件用于分析传感器数据,计算得出电子天平的测量误差。
三、装置原理在检定过程中,我们先通过工具拧紧电子天平上的螺丝,然后将被检定的电子天平放在装置的传感器平台上。
此时,由于螺丝力矩的作用,传感器会测量到一个初始数值。
然后,我们重复在电子天平上放置不同质量物体,并记录传感器读数。
根据传感器测得的数值和物体质量之间的关系,我们可以计算出电子天平的误差。
四、装置实施实施装置检定电子天平的具体步骤如下:1.将电子天平放在传感器平台上,并拧紧螺丝。
2.校准传感器,确保测得的数值准确。
3.在电子天平上放置不同质量物体,并记录传感器读数。
4.将记录的传感器读数和物体质量输入计算机软件中。
5.计算机软件根据传感器数据和物体质量的关系,计算出电子天平的测量误差。
6.根据测量误差的大小,评估电子天平的准确性和可靠性。
五、结果分析通过实施装置对电子天平进行检定,并经过计算机软件的分析,得到了电子天平的测量误差。
根据测量误差的大小,可以评估电子天平的准确性和可靠性。
六、结论本装置能够有效地检定电子天平的准确性和可靠性。
通过装置检定,可以及时发现电子天平的测量误差,并采取相应的措施进行修正,保证电子天平的测量精度。
七、展望未来,我们将继续针对电子天平的检定装置进行改进,提升装置的精度和稳定性。
同时,我们还将研究电子天平的其他检定方法,以满足不同实际应用的需求。
[1]XXX,XXX,XXX。
《电子天平检定技术研究》[J]。
非自动衡器计量过程中的技术问题及建议摘要:衡器准确和稳定性决定了非自动衡器活动的公平和秩序,是市场经济中开展商业活动的重要手段,但非自动衡器是用计量活动来衡量的。
本文讨论了这些技术措施引起的一些技术问题,并提出了有效促进非自动平衡器精度和稳定性的建议。
关键词:非自动衡器;计量检定;技术问题;建议鉴于目前中国市场衡器产品与产品之间的激烈竞争,我国科学院计量科学院实验室和工作人员有责任和义务认真研究计量量方法,积极与国内同行实施衡器管理措施,动态了解,更好地服务于衡器厂商。
一、国内规状非自动衡器作为重要的法制衡量工具,一方面影响各国的贸易和商业利益,另一方面影响国内消费者的利益,影响政府的关注和重视。
目前,对计量非自动衡器要求,技术和计量控制在OIMLR76中达成一致。
由于该倡议基于与各国政府的合作和最佳实践,世界各国已经制定了自己的衡器方法,积极发展平衡出口,并在可能的情况下采用国家技术法规。
目前欧美发达国家采用OIML R76标准进行计量。
虽然我国是一个发展国家,但它试图跟上计量技术的发展,或者跟上国内贸易和经济的发展。
目前,我国已经建立了基于OIML R76的非自动秤通用检定流程。
然而,我国在测试非自动秤方面存在一些差异。
在我国,非自动街器分为非自动天平和秤,在OIML R76中,非自动衡器既不分天平,也不分秤,按标准试验方法I II III IIII级。
第二次世界大战后,日本技术的快速发展,技术的引入和新法规的及时实施使日本产品在市场上具有很强的竞争力。
由于历史原因,美国坚持英制的计算和标准,长期占领有日本代替市场,美国承认了这个失误,开始改变自己的要求。
作为发展中国家,我国应向其他国家学习,积极接受非自动衡器建议及试验,为促进我国工业衡器发展奠定良好基础。
当前,一些国家特别是发达经济体增加出口,限制进口,利用经济和技术优势制造贸易壁垒,给发展中国家带来巨大困难。
非关税壁垒,特别是技术壁垒,是对旨在限制货物进口的技术措施的障碍。
衡器检定工作报道范文
报告人:
报告时间:年月日
一、检定工作总结
本次完成了省市公司的三批衡器检定工作。
我们对该公司各种类型的计量衡器如秤、量规等进行了精确检定。
2. 检定项目包含秤类衡器台和量规衡器枚。
3. 使用高精确度的试验设备,如双胶质秤、光电校秤等进行检定操作。
所有检定操作均按照国家衡器检定规程进行。
4. 检出秤误差在±范围内,量规误差在±0.范围内,符合国家和省级标准要求。
二、存在问题分析
1. 个别老旧秤仪载重体系存在磨损,引起检定稳定性差。
2. 小部分量规表面存在划伤和锈蚀,影响精度。
3. 某些检定人员操作经验不足,需要继续掌握检定技术细节。
三、保障措施
1. 加强老旧设备维护,必要时进行精密修缮。
2. 加强量规表面处理,保持表面光洁整齐。
3. 对经验不足人员多加指导,强化实操检定能力。
4. 持续更新检定设备,达到国内先进水平。
五、工作计划
1. 下月将完成企业吨级电子秤和批次计量衡器检定。
2. 持续开展检定人员培训,提高检定质量保证能力。
3. 研发新型检定设备,研究新检定技术应用。
以上就是本次衡器检定工作报告的内容。
我们将继续保持高质量标准,为客户提供优质检定服务!。
企业衡器检定装置技术报告一、引言企业衡器是现代企业中常见的重要设备之一,用于实时测量和记录物体的重量。
为了确保衡器的准确性和可靠性,对衡器进行定期的检定是必不可少的。
本报告将对企业衡器检定装置的技术进行详细介绍和分析。
二、背景企业衡器的使用在各个行业中非常普遍,例如生产车间的货物称重、商场超市的收银台称重等。
为了保证衡器的测量结果准确可靠,需要对其进行定期检定。
传统的方法是运用外部的称重装置来对衡器进行校准,但这种方法费时费力,且需要大量人力和设备资源。
为了解决这个问题,企业衡器检定装置应运而生。
三、技术原理企业衡器检定装置利用机电一体化技术,通过内部精密传感器对衡器进行检定。
其基本原理可以分为以下几个步骤:1. 将待检的衡器放在检定装置上,并确保衡器与装置充分接触。
2. 通过内部传感器感知衡器受力的变化。
3. 利用电子控制系统,将传感器感知到的数据处理后输出。
4. 将输出的结果与预先设定的标准值进行比对,从而判断衡器的准确性。
5. 根据判断结果对衡器进行校准或调整,以确保衡器的准确性。
四、技术特点与传统的衡器校准方法相比,企业衡器检定装置具有以下几个特点:1. 自动化:检定装置采用机电一体化技术,具备自动感知和处理数据的功能,大大减少了人力成本和操作复杂度。
2. 高精度:内部传感器精密度高,能够实时感知和记录衡器受力变化的微小细节,从而保证了检定的准确性。
3. 快速高效:相较于传统方法的手动操作方式,检定装置能够在更短的时间内完成衡器的检定工作,提高了工作效率。
4. 可追溯性:检定装置内部的电子控制系统能够记录每一次检定的数据和结果,实现对衡器检定过程的可追溯性。
五、应用场景企业衡器检定装置的应用场景广泛,主要包括以下几个方面:1. 生产车间:对生产过程中使用的各类衡器进行定期检定,确保产品质量的一致性。
2. 商超行业:将检定装置应用于商场超市的收银台,确保称重的准确与公正。
3. 物流行业:用于对物流公司的货柜车辆衡器进行检定,保证物流过程中物品的准确称重。
对非自动衡器进行测量不确定度评定技术问题的探究摘要非自动衡器是一种比较先进的测量装置,被广泛应用在各大领域,但在具体测量中会受到外界因素的干扰,从而需要对测量不确定度进行全面评定,并分析了问题提出思路,并提出非自动衡器测量误差特点,最后分析了不确定评定中存在的问题,希望对提升测量精度有一定帮助。
关键词非自动衡器;测量不确定度;评定技术前言在《测量不确定度表示导则》中严格规定,在测量中需要严格遵循统一的测量标准,自从此项导则颁布以来,大力推进了我国测量不确定度应用的发展。
测量结果中需要明确指出不确定度,以提升测量的可信度。
在全球化大环境的背景下,如何实现测量不确定度的统一性,对提升我国的国际地位有重要意义。
在非自动衡器进行测量时,仍然存在一系列技术问题亟待解决。
1 问题提出思路在具体测量中,测量方法选择不当、测量人员专业性不足、测量环境中影响因素多等都会影响测量的精度。
而且这些因素普遍具有不确定性,很难从根本上得到控制和解决。
在应用可非自动衡器进行测量时,只能实现对其中一个不确定度进行评定[1]。
2 非自动衡器误差特点非自动衡器指的是在测量过程中需要人工的干预,以确定测量结构是否可接受的衡器。
目前非自动衡器在测量中,准确度等级分为两个等级,分别为和,以最常见的非自动衡器为,具体如图1所示:从图1中可以清楚看出,该非自动衡器在三个测量中都会存在绝对误差,比如:在此非自动衡器中,非自动衡器分为三个称量段:第一段是0~500e,其最大允许误差为±0.5e;第二段是500e~2000e,其最大允许误差为±1.0e;第三段是2000e~10000e,其最大允许误差为±1.5e[2]。
3 非自动衡器进行测量不确定度评定技术问题3.1 案例分析某电子平台秤非自动衡器,在测量时最大称量为3t,检验分度值为1kg,准确度等级为。
影响该非自动衡器的因素有:称量误差、测量重复性误差、分辨力误差、偏载误差等。
关于非自动衡器检定装置期间核查方法的探讨关于非自动衡器检定装置期间核查的探讨本文关键词:检定,核查,衡器,装置,探讨关于非自动衡器检定装置期间核查方法的探讨本文简介:摘要:及非自动衡器检定装置以M1等级标准砝码作为计量标准器,一般认为是性能稳定的实物量具。
在实际非自动衡器检定工作中,尤其是在大量现场检定工作中,需要对M1满载等级标准砝码频繁进行装载、运输和搬运,在此过程中,不可避免的会自然而然发生摩擦与磕碰的危急情况,同时现场检定环境之间、现场检定环境与保存地点环境之间的保留温度和湿关于非自动衡器检定装置期间核查方法的探讨本文内容:摘要:非自动衡器检定装置以M1等级标准推动力作为计量标准器,一般认为是性能稳定的实物量具。
中在实际非自动分析天平检定工作中,不光是后台在大量现场检定工作中,需要对M1等级标准砝码频繁进行装载、运输和搬运,在此过程中,不可避免的会会发生摩擦与磕碰的情况,同时现场检定氛围之间、现场检定环境与保存的环境之间地点温度和温度可能存在较大差别,甚至会有比较恶劣的环境条件存在,这些都可能会使标准砝码产生质量损失,达致难以保证标准砝码的误差在2次周期检定的间隔期间能够保持在最大允许误差范围之内,而不能满足量值传递准确可靠的要求。
因此,通过对标准砝码进行期间核查,有效监控其状态变化,及时采取纠正措施,对于保证非自动衡器检定的置信度是十分必要的。
u>下载论文网 /8/view-10853374.htm关键词:非自动衡器;检定装置;核查方法随着科学技术的快速产业发展,人类社会发展得到巨大的变化,在市场交易过程中使用计量工具取得极大的改善和飞速发展,从开始机械式传统计量工具,到现在的数字化计量工具。
随着沙埃衡器工业专利技术的快速发展,对衡器的检定工作也面临巨大的挑战。
只要做好衡器的检定其他工作,保证衡器的质量,才能打标让衡器在市场贸易中发挥积极的作用,推动贸易市场的健康繁荣发展战略,维护良好的经济发展形势。
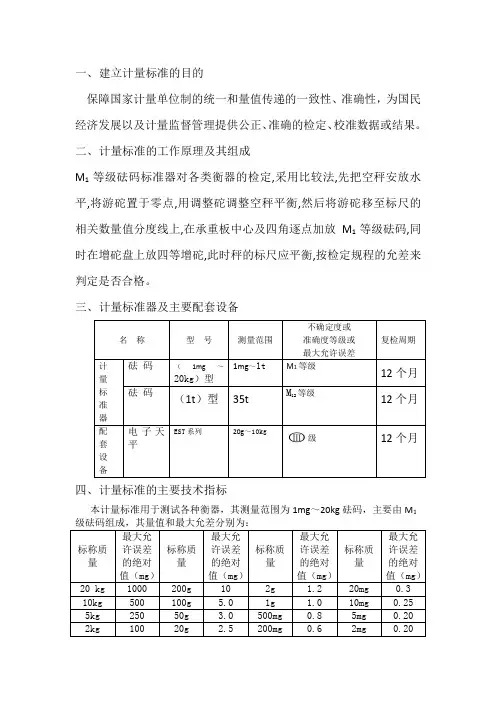
一、建立计量标准的目的保障国家计量单位制的统一和量值传递的一致性、准确性,为国民经济发展以及计量监督管理提供公正、准确的检定、校准数据或结果。
二、计量标准的工作原理及其组成M1等级砝码标准器对各类衡器的检定,采用比较法,先把空秤安放水平,将游砣置于零点,用调整砣调整空秤平衡,然后将游砣移至标尺的相关数量值分度线上,在承重板中心及四角逐点加放M1等级砝码,同时在增砣盘上放四等增砣,此时秤的标尺应平衡,按检定规程的允差来判定是否合格。
三、计量标准器及主要配套设备四、计量标准的主要技术指标本计量标准用于测试各种衡器,其测量范围为1mg~20kg砝码,主要由M1五、环境条件六、计量标准的量值溯源上级标准器----授权单位标准器------工作计量用标准器(采用在相应精度等级天平上采用直接比较或间接比较的方法进行上下级计量标准的量值溯源)七、计量标准的测量重复性试验选取砝码在天平上重复测量10次,对每次的测量值分别计算出U和U²,最后算出重复性S.八、计量标准的稳定性选取一只M1等级砝码在不同时间等条件下进行重复性测量10次,用_x max-_x min计算出测量结果修正值。
九、检定或校准结果的测量不确定度评定1、测量方法(依据JJG539-1997,JJG99-2006)采用直接测量法,选用稳定性高的电子称或汽车衡对M1级标准砝码进行测量。
2、数字模型称量的误差按下式计算:e=t-t0式中:e: 称量误差;t:称的示值t0 :标准砝码值;灵敏系数C(t)=∂f/∂(t)=1, C(t0)=∂f/∂(t))=1 3、标准不确定度的评定A类不确定度评定3.1 测量重复性引入的不确定度u1在同一秤上对M1级4个砝码重复测量10次根据贝塞尔公式得:实验标准差s确定不确定度u1B类不确定度评定3.2 M1级标准砝码引入的不确定度u2根据证书查4个标准砝码的误差U3.3示值读数误差引入的不确定度u3使用的100型的秤分辨力确定U使用的汽车衡的分辨力确定u34、标准不确定度一览表5、合成不确定度u2=u12+u22+u32使用M1级标准砝码测量电子称时,确定合成不确定度使用M1级标准大砝码测量电子称时,确定合成不确定度6、扩展不确定度的评定当置信概率取95%时,其置信因子确定K95则扩展不确定度为:使用使用M1级标准砝码确定U95使用M1级标准大砝码为U957、测量不确定度报告使用使用M1级标准砝码确定U95 , k使用M1级标准大砝码为确定U95 , k十、检定或校准结果的验证将电子天平送上级部门检定其结果在送检M1处为的y0,如| y0 -y1| = 0.03kg<U,则计量标准不确定度评定准确可靠。
⾮⾃动衡器检定⾮⾃动衡器检定JJG539-1997 《数字指⽰秤检定规程》⼀、检定的定义 (2)⼆、检定的属性 (2)三、检定的历史 (3)四、JJG539-1997《数字指⽰秤检定规程》 (3)⼀、检定的定义1、为评定秤的计量性能,确定其是否符合法定要求所进⾏的全部⼯作。
2、计量组织对检定给出的定义是:“查明和确认计量器具是否符合法定要求的程序,它包括检查、加标记和(或)出具检定证书。
”⼆、检定的属性1、定的⽬的:对测量装置进⾏强制性全⾯评定。
这种全⾯评定属于量值统⼀的范畴,是⾃上⽽下的量值传递过程。
检定应评定计量器具是否符合规定要求。
这种规定要求就是测量装置检定规程规定的误差范围。
通过检定,评定测量装置的误差范围是否在规定的误差范围之内。
2、检定的对象是我国计量法明确规定的强制检定的测量装置。
《中华⼈民共和国计量法》第九条明确规定:“县级以上⼈民政府计量⾏政部门对社会公⽤计量标准器具,部门和企业、事业单位使⽤的最⾼计量标准器具,以及⽤于贸易结算、安全防护、医疗卫⽣、环境监测⽅⾯的列⼈强检⽬录的⼯作计量器具,实⾏强制检定。
未按规定申请检定或者检定不合格的,不得使⽤。
”3、检定属于强制性的执法⾏为,属法制计量管理的范畴。
其中的检定规程规定周期等全部按法定要求进⾏4.检定的主要依据是《计量检定规程》,这是计量设备检定必须遵守的法定技术⽂件。
其中,通常对计量检测设备的检定周期、计量特性、检定项⽬、检定条件、检定⽅法及检定结果等作出规定。
计量检定规程可以分为国家计量检定规程、部门计量检定规程和地⽅计量检定规程三种。
这些规程属于计量法规性⽂件,必须由经批准的授权计量部门制定。
5.检定必须到有资格的计量部门或法定授权的单位进⾏。
根据我国现状,多数⽣产和服务组织都不具备检定资格,只有少数⼤型组织或专业计量检定部门才具备这种资格。
6.检定的周期必须按《检定规程》的规定进⾏,组织不能⾃⾏确定。
检定周期属于强制性约束的内容。
计量标准技术报告计量标准名称衡器检定装置计量标准负责人×××建标单位名称(公章) ××市××衡器厂填写日期二〇一〇年一月二十八日目录一、建立计量标准的目的…………………………………………………………()二、计量标准的工作原理…………………………………………………………()三、计量标准器及主要配套设备…………………………………………………()四、计量标准的主要技术指标……………………………………………………()五、环境条件………………………………………………………………………()六、计量标准的量值溯源和传递框图……………………………………………()七、计量标准的重复试验…………………………………………………………()八、计量标准的稳定考核…………………………………………………………()九、检定或校准结果的测量不确定度评定………………………………………()十、检定或校准结果的验证………………………………………………………()十一、结论…………………………………………………………………………()十二、附加说明……………………………………………………………………()序号X i X i-X (X i-X)21 500.02 +0.01 0.00012 500.04 +0.03 0.00093 500.02 +0.01 0.00014 500.00 -0.01 0.00015 499.98 -0.03 0.00096 500.00 -0.01 0.00017 500.00 -0.01 0.00018 500.02 +0.01 0.00019 500.04 +0.03 0.000910 500.02 +0.01 0.0001 X 500.01=(K=) ) /1/)/=40/测量1 2 3 4 5 6 7 8 9 10 次数X i 500.02 500.04500.02500.00499.98 500.00500.00500.02 500.04500.02算术平均值为:单次实验标准偏差为:在此秤量点的最大允许误差为:mpe=1.5e=1.5×200g=300g MAU≤mpe=100g 实际求得扩展不确定度U95=43g由此得到:U95<MAU≤mpe= | 500.01 <。
非自动衡器的量值检定过程与注意事项摘要:非自动衡器是指完全依靠人工操作来取得平衡位置的机械秤,其工作原理是:通过增砣的增减或游砣在标尺上的移动来平衡被测物的重量,由计量杠杆的摆动来确定平衡状态,从而获得秤量示值。
它广泛用于农贸市场、工厂企业、物资仓库等场所。
范围包括各种机械式杠杆秤(如:案秤、台秤、地秤等),型号分别为AGT、TGT、DZT等,准确度划分为两个等级(中准确度、普通准确度),下面以TGT-100型机械台秤(普通准确度等级)的量值检定过程及注意事项与大家共同分享。
关键词:机械秤;杠杆;检定;砝码本次引用的规程是《JJG14-2016非自行指示秤检定规程》,所使用的标准砝码(包括附加砝码)符合《JJG99-2006砝码计量检定规程》的计量要求。
被测对象:使用中的TGT-100型台秤,最大称量Max=100kg,最小称量Mix=1kg,分度值e=50g,杠杆比为,普通准确度等级。
标准砝码:F2级、M1级一、外观检查1.台秤检定时应当在坚实平整的地面上进行,首先将台秤推移一定距离,检查四轮是否与地面全部着实接触。
2、检查天板是否牢固、游砣锥丝是否完整、游砣是否能与标尺零点分度线重合、标尺刻度是否清晰有利于读数。
3、检查立柱内是否有毛刺及其他异物、连杆长短是否合适。
4、检查秤板与各承重刀垫是否正常接触、各承重刀垫是否齐全、传力机构中心吊环是否脱落等。
二、检定步骤注意:每项检定前,各步骤应有必要的恢复时间,确保各部件良好的受力状态,递增检定至最大称量结束后,应当递减检定至最小称量。
(一)零点检定1.首先将游砣左边缘线置于标尺零点刻度线的位置,不附加任一秤砣,且秤台上清洁无物,观察标尺力点端的翘起状态,若力点端翘起,可内旋平衡螺母,反之,则将螺母向外旋,直到标尺处于平衡状态(平衡状态标准:计量标尺的力点端在闸门内周期摆幅距闸门上下边缘的距离在1mm以内)。
2.移动计量杠杆的各力点(重、力、支)位置(具体做法:沿其刀垫的纵向平移至一极限位置,然后再移至另一极限位置),使刀子的减磨片与刀垫紧密接触,观察计量标尺的摆幅变化,若摆幅周期内距闸门上下边缘的距离不大于2mm 时,可认定平衡状态合格。
计量标准技术报告计量标准名称非自动秤衡器检定装置计量标准负责人建标单位名称(公章)填写日期2018/05/01四. 五. 、. 六. 七. 八. 九. 十. 建立计量标准的目的计量标准的工作原理及其组成计量标准器及主要配套设备计量标准的主要技术指标 环境条件计量标准的量值溯源和传递框图 计量标准的重复性试验 计量标准的稳定性考核检定或校准结果的测量不确定度评定 检定或校准结果的验证 一. 结论十二. 附加说明( 7)( 9) ( 10 ) ( 13 ) ( 14 ) ( 14 )、建立计量标准的目的***范围内衡器数量较多,为了及时进行量值传递,确保量值传递的准确可靠,同时也是为了提高本所的技术能力。
对交易双方起到公正作用,同时也是为了提高本所的技术能力。
满足我县经济和贸易发展的要求。
特建立本装置, 作为本辖区的社会公用计量标准。
二、计量标准的工作原理及其组成本检定装置为M i等级标准砝码及相应的配套装置,采用直接加砝码法和替代法,对本区域内的日用衡器实施检定工作。
1、对非自行指示衡器:该标准检定装置的工作原理是; M i等级砝码作为标准值进行检定,其示值的误差是增砣与杠杆臂比的乘积与标准值进行比较,通过计算的方法,按 E = LX b—m公式计算出来。
其方法是;将标准砝码施加在衡器的承重台板上,秤台下的称重杠杆将砝码的承压力按杠杆比例, 传递给计量杠杆,其实际质量为: m= LX b+C (C为计量杠杆上的刻度值),与标准砝码进行比较。
组成的工作原理框图为:增砣①M 1等级砝码②承重板③计量杠杆④增砣⑤增砣盘⑥游砣⑦支点2、对数字指示衡器:检定装置的工作原理是:将M1等级标准砝码作为标准值进行检定,电子衡的示值误差与标准值进行比较,其示值误差是通过加小砝码测量闪变点的办法,按E = I + 1/2e - △ L - L+ △ Ed+A Es+A Ec+A Eg公式计算出来。
其方法是;将标准砝码施加在衡器的承重台板上,承重台板下有支撑的称重传感器,称重传感器将标准砝码的质量值变换成按比例变化的电信号。
计量标准技术报告计量标准名称非自动衡器检定装置计量标准负责人建标单位名称(公章)填写日期目录一、建立计量标准的目的…………………………………( 2 )二、计量标准的工作原理及其组成………………………( 2 )三、计量标准器及主要配套设备…………………………( 3 )四、计量标准的主要技术指标……………………………( 4 )五、环境条件 (4)六、计量标准的量值溯源和传递框图……………………( 5 )七、计量标准的重复性实验………………………………( 6 )八、计量标准的稳定性考核………………………………( 9 )九、检定或校准结果的测量不确定度评定………………(12 )十、检定或校准结果的验证………………………………(16 )十一、结论…………………………………………………(17 )十二、附加说明……………………………………………(17 )一、一、建立计量标准的目的为了保证本市衡器量值的统一、准确可靠,特建立衡器检定装置。
二、计量标准的工作原理及其组成一、检定方法:本衡器检定装置采用比较法对各类衡器进行检定。
即用M12等级和M1等级标准砝码与感量砝码直接对衡器进行检定比较,根据M12等级和M1等级砝码与感量砝码所出值与衡器指示值相比较,并通过计算得到衡器指示值实际误差。
M12等级砝码M1等级砝码非自动衡器三、计量标准器及主要配套设备计量标准器名称型号测量范围不确定度或准确度等级或最大允许误差制造厂及出厂编号检定或校准机构检定周期或复校间隔砝码1000kg(40个)1000kg×40M12等级//省院1年砝码Fg-25kg(800个)25kg×800M1等级/自编号:1-800本院1年砝码Fg-20mg~2kg(22个)20mg~2kg M1等级上海精科612本院1年砝码Fg-200g(10个)200g×10M1等级蓬莱市水玲砝码厂496本院1年砝码Fg-100g~20g(30个)(20g~100g)×10M1等级蓬莱市水玲砝码厂451本院1年砝码Fg-100mg~10g(70个)(100mg~10g)×10M1等级蓬莱市水玲砝码厂452本院1年砝码Fg-2kg~1mg(27个)1mg~2kg M1等级蓬莱市水玲砝码厂1218本院1年砝码Fg-5kg(1个)5kg M1等级蓬莱市水玲砝码厂/本院1年砝码Fg-10kg(1个)10kg M1等级蓬莱市水玲砝码厂/本院1年主要配套设备检衡车25t//东风//四、计量标准的主要技术指标砝码 25kg M1等级砝码 20mg-2kg M1等级砝码 1000kg M12等级砝码 200g M1等级砝码 20g-100g M1等级砝码 100mg-10g M1等级砝码 2kg~1mg M1等级砝码 5kg M1等级砝码 10kg M1等级五、环境条件序号项目要求实际情况结论1温度常温常温合格2湿度常湿常湿合格3456六、计量标准的量值溯源和传递框图上一级计量器具本单位计量器具下一级计量器具比较测量法F1等级大砝码标准装置准确度等级:F1等级测量范围:500kg~1000kg溯源单位:浙江省计量科学研究院F1等级克组砝码标准装置准确度等级:F1等级测量范围:1g~500g溯源单位:湖州市质量技术监督检测研究院F1等级毫克组砝码标准装置准确度等级:F1等级测量范围:1mg~500mg溯源单位:湖州市质量技术监督检测研究院F1等级公斤组砝码标准装置准确度等级:F1等级测量范围:1kg~25kg溯源单位:湖州市质量技术监督检测研究院非自动衡器检定装置测量范围:20mg~60t准确度等级: M12等级M1等级比较测量法非自动衡器测量范围:100mg~120t准确度等级:Ⅲ级和ⅢⅠ级314.9975 414.9980 514.9985 614.9990 714.9980 814.9980 914.9980 1014.997514.99810.00046结 论符合要求备 注试验人员蒋忠注:已建计量标准至少每年进行一次重复性试验,测得的重复性应满足检定或校准结果的测量不确定度的要求。
计量标准考核报告[ ] 量标证字第号考评计划编号计量标准名称非自动衡器检定装置计量标准代码12113545建标单位名称米易县计量测试所考评单位名称四川省攀枝花质量技术监督局考核类型□新建☑复查考评方式☑书面审查☑现场考核考评日期 2017 年 11 月 24 日计量标准名称非自动衡器检定装置计量标准考核证书号[2013]攀量标法证字第008号保存地点砝码检定室计量标准原值(万元)计量标准类别☑社会公用□计量授权□部门最高□计量授权□企事业最高□计量授权测量范围(0~100)t 不确定度或准确度等级或最大允许误差M1等级计量标准器名称型号测量范围不确定度或准确度等级或最大允许误差制造厂及出厂编号检定周期或复校间隔末次检定或校准日期检定或校准机构及证书号M1级砝码锁型20kg~100tM1级邛崃制造1-5001年2017.07.26米易县计量测试所PZHXM1700146M1级增砣砝码环形100mg~1kgM1级蓬莱市水玲砝码厂9461年2017.4.28米易县计量测试所PZHXM1700183M1级增砣砝码环形100mg~2kgM1级成都科学仪器厂1801年2017.07.28米易县计量测试所PZHXM1700184主要配套设备数显温湿度表WSB-1型(-20~60)℃/郑州博洋仪表有限公司011年2017.04.05攀枝花市计量测试研究所F20170326计量标准考评表序号考核内容及考核要点考评结果考评记事符合有缺陷不符合不适合14.1计量标准器及配套设备的配置*△4.1.1计量标准器及配套设备配置科学合理,完整齐全,并满足开展检定或校准工作的需要2 *△4.1.2 计量标准器及主要配套设备的计量特性符合相应计量检定规程或计量技术规范的规定,并满足开展检定或校准工作的需要3 *△4.1.3计量标准的溯源性符合要求,计量标准器及主要配套设备均有连续、有效的检定或校准证书44.2计量标准的主要计量特性△4.2.1 测量范围表述正确5 △4.2.2不确定度或准确度等级或最大允许误差表述正确6 *△○4.2.3 计量标准的稳定性合格7 △4.2.4 计量标准的其他计量特性符合要求84.3环境条件及设施*4.3.1温度、湿度、照明、供电等环境条件符合要求9 4.3.2设施的配置符合要求;互不相容的区域进行了有效隔离10 4.3.3环境条件进行了有效的监控114.4人员4.4.1有能够履行职责的计量标准负责人12 *△4.4.2配备了两名以上具有相应能力的检定或校准人员134.5文件集4.5.1文件集的管理4.5.1文件集的管理符合要求144.5.2计量检定规程或计量技术规范*4.5.2有有效的计量检定规程或计量技术规范15 4.5.3计量标准技术报告△4.5.3.1计量标准技术报告更新及时,有关内容填写齐全、表述清晰16 △4.5.3.2 计量标准器及主要配套设备信息填写正确序号考核规范条款号及评审内容考评结果考评记事符合有缺陷不符合不适合174.5 文件集4.5.3计量标准技术报告△4.5.3.3计量标准的主要技术指标及环境条件填写准确18 △4.5.3.4计量标准的量值溯源和传递框图正确19 △○4.5.3.5 检定或校准结果的重复性试验符合要求20 *△○4.5.3.6 检定或校准结果的测量不确定度评定步骤、方法正确,评定结果合理21 △○4.5.3.7检定或校准结果验证方法正确,验证结果符合要求224.5.4检定或校准原始记录△4.5.4.1原始记录格式规范、信息齐全,填写、更改、签名及保存等符合要求23 △4.5.4.2原始数据真实、完整,数据处理正确24 4.5.5检定或校准证书△4.5.5.1证书的格式、签名、印章及副本保存等符合要求25 △4.5.5.2检定或校准证书结果正确,内容符合要求26 4.5.6管理制度4.5.6制订并执行相关管理制度27 4.6计量标准测量能力的确认4.6.1技术资料审查△4.6.1 通过对技术资料审查确认计量标准具有相应测量能力证明文件4.6.2现场实验*4.6.2.1检定或校准方法、操作程序、操作过程等符合计量检定规程或计量技术规范的要求28 *4.6.2.2检定或校准结果正确294.6.2.3 回答问题正确回答情况:提问摘要:30注:考评内容共六方面30项,各项目的考核结果请在相应栏目内打“√”。
非自动衡器的管理与检定研究白岳发布时间:2021-09-26T08:21:19.583Z 来源:《中国科技人才》2021年第19期作者:白岳[导读] 我国市场经济的发展迅速,带动我国经济贸易的繁荣发展,各种类型的计量方式也在不断完善。
虎林市检验检测中心黑龙江虎林 158400摘要:我国市场经济的发展迅速,带动我国经济贸易的繁荣发展,各种类型的计量方式也在不断完善。
根据我国JJG539-2016《数字指示秤》国家计量检定规程中对于数字指示秤检定工作制定了统一的标准和检定细节,使数字指示秤的检定工作更加清晰明确,并具有一定的可操作性。
为了能够确保非自动衡器的计量数值准确性,应做好非自动衡器的管理工作,并定期进行非自动衡器的检定工作,可见非自动衡器检定工作的重要性。
文章进行非自动衡器的管理以及检定工作展开讨论分析。
关键词:非自动衡器;管理;衡器检定一、非自动衡器概述与管理一般来说,非自动衡器可以分成非自行指示秤与自行指示秤两种。
自行指示秤指的是能够自动获得与测量物体重量平衡位置,并得到被测量物体重量结果的衡器,主要是数字指示秤、模拟指示秤等。
模拟指示秤是通过机械杠杆与弹簧的重力作用下,通过秤身以及计量读盘和指针来获取重量读数,模拟指示秤包括度盘秤跟弹簧秤。
数字指示秤的内部带有电子装置,主要是指电子台秤、电子计价秤以及固定的电子秤等。
其中,电子台秤和一些非自行指示类的秤是通过人工操作获取位置的平衡点。
一直以来,衡器都是最重要的物体重量测量仪器,主要是利用杠杆原理来实现,我们常见的天平、电子秤等都是衡器的一种。
随着我国科技不断发展,衡器的范畴也在不断的扩大,功能性也在不断的完善,无论是在准确性还是灵敏性都在不断的完善和增强。
而衡器在进行检定是要严格按照检定规定和流程展开,并且也有相关规定明确了检验形式,把检定程序分为首次检定与随后检定、使用过程中的检定。
二、非自动衡器检定分析非自动衡器检定是强制性的进行强制性的非自动衡器计量检测,其目的是要把非自动衡器的计量误差控制在允许范围内,并按照相关检定规范进行周期性的检定工作。
. . ..
计量标准技术报告
计量标准名称非自动衡器检定装置计量标准负责人
建标单位名称(公章)
填写日期
目录
一、建立计量标准的目的…………………………………( 2 )
二、计量标准的工作原理及其组成………………………( 2 )
三、计量标准器及主要配套设备…………………………( 3 )
四、计量标准的主要技术指标……………………………( 4 )
五、环境条件………………………………………………( 4 )
六、计量标准的量值溯源和传递框图……………………( 5 )
七、计量标准的重复性实验………………………………( 6 )
八、计量标准的稳定性考核………………………………(9 )
九、检定或校准结果的测量不确定度评定………………(12 )
十、检定或校准结果的验证………………………………(16 )十一、结论…………………………………………………(17 )十二、附加说明……………………………………………(17 )
九、测量不确定度评定
电子计价秤15kg 点测量不确定度评定
1. 概述
1.1测量依据:JJG539-1997《数字指示秤检定规程》 1.2环境条件:温度:21.3℃ 湿度:57.1%R.H.
1.3测量标准: M 1等级砝码(10kg )根据JJG99-2006《砝码检定规程》中给出10kg 砝码质量最大允许误差为±0.5g , 5kg 砝码质量最大允许误差为±0.25g 。
1.4 被测对象:DS-788电子计价秤,最大秤量:15kg ,最小秤量100g , 检定分度值e = 5g , 准确度等级为
级。
1.5 测量过程:在规定的测量环境条件下,用砝码直接加卸载,通过感量砝码的增加计算出该称量示值误差。
数学模型: E P m ∆=- 式中: ∆E —数字指示衡器的示值误差;
P —数字指示衡器示值;
m —标准砝码质量值
灵敏系数
11=∂∆∂=
P E C 12-=∂∆∂=m
E
C 2.输入量P 的标准不确定度u (P) 评定
2.1电子计价秤测量重复性引起的不确定度分量u (P 1)的评定
用10kg 砝码在重复性条件下对电子计价秤15kg 秤量点进行10 次连续测量,得到如下测量值:
单位:kg
14.9980 14.9970 14.9970 14.9970 14.9970 14.9965 14.9975 14.9965 14.9970 14.9965
∑==n
i i x n x 1
1=14.9970kg
单次实验标准差 ∑=--=n
i i n x x s 1
2
1)(=0.47g
2.2 DS-788电子计价秤在读数时分辨力误差引起的标准不确定度分量u (P 2)评定 DS-788电子计价秤检定分度值为5g ,化整法的读数分辨率为0.5g
u (P 2)=
32e
=
3
25
.0=0.14g。