镁合金焊接技术的研究进展_张书权
- 格式:pdf
- 大小:135.25 KB
- 文档页数:4
镁合金焊接技术的应用研究摘要:在镁合金焊接过程中,相关工作人员针对钨极氩弧焊技术、激光焊接技术、电子束焊技术等不同焊接技术要有正确认识。
认识不同焊接技术优势与特点,从而将其更好应用在焊接工作中,达到良好焊接效果。
关键词:镁合金;焊接技术;晶粒在如今社会快速发展背景下,镁合金被应用在很多行业发展中,镁合金质量相较于铝合金而言要轻三分之一,密度较小,同时刚度、强度较高,而且镁合金有着较强的散热能力与消震性特点,除此之外,具备较强的承受冲击能力,不容易被腐蚀,属于铸造性较强的金属结构材料。
在镁合金焊接期间,需要注意不同的问题,比如,对氧气有着较高的化学亲和力等。
如果在加热过程中,温度超过四百摄氏度,那么可能会出现爆炸等问题。
因此,在实际镁合金焊接过程中,要加强对焊接技术的应用,使得各类问题能够得到更好解决。
1、镁合金焊接影响因素分析镁合金的化学性质较为活泼,在高温的环境条件之下,会发生氧化反应,在氧化之后生成的物体不容易被熔化,从而影响镁合金焊接效果。
在实际镁合金焊接工作开展中,经常会受到不同因素影响,这也是镁合金无法达到良好焊接效果的一个重要原因。
不同因素的影响,本文主要从以下几点进行阐述与分析:1.晶粒问题影响。
实际上,镁合金属于熔点相对较低的一种金属,因此,导热性能较强,在焊接期间,一般情况下会使用功率相对较高的焊接热源,这样在焊接缝口会出现晶粒,而且此类晶粒较大。
晶粒的出现,影响镁合金的力学性能,无法将镁合金的价值发挥出来。
2.热应力影响。
镁合金的热膨胀系数相对较高,往往是钢的两倍,由此可以看出,镁合金在焊接期间容易产生热应力,热应力的出现会对工件形状、工件尺寸以及工件性能产生影响。
而且在热应力的影响之下,镁合金表面温度与内心温度不同,表层有着较大的收缩力,心部会出现拉力,造成工件变形情况产生,在情况较为严重时,会出现开裂情况。
3.氧化与蒸发问题影响。
镁是镁合金的主要成分,而镁元素的化学性质较为活泼,在高温环境下会与氧发生反应形成氧化镁,氧化镁会直接混合到镁合金当中,不容易融化,并形成颗粒夹渣,使得镁合金的整个质量受到严重影响。
基于镁合金的钎焊工艺及性能研究镁合金是一种轻质高强度的金属材料,广泛应用于航空、汽车、电子等领域。
钎焊是一种传统的连接技术,在生产实践中得到了广泛应用。
基于镁合金的钎焊工艺及性能研究对于推广镁合金的应用具有重要的意义。
本文将针对基于镁合金的钎焊工艺及性能进行深入研究,为相关领域的技术工作者提供参考。
一、基于镁合金的钎焊技术镁合金的特点是密度低、比强度高、导电导热性好、机加工性能优秀等特点。
然而,由于镁合金容易氧化和熔点低的问题,使得传统的焊接方式难以施工。
因此,基于镁合金的钎焊技术成为了一种新的选择。
钎焊是一种局部加热的焊接方式,不会使得工件整体受热,因此在涉及熔点低的金属材料时成为了一种有效的连接方式。
钎焊的原理是通过焊接材料的熔化和冷却,形成具有一定连结强度和密实度的工件。
因此,在基于镁合金的钎焊工艺中,我们需要通过选用适合的钎焊材料、掌握合适的加热温度和时间、以及控制钎焊材料的流动速度等一系列方法,来保证钎焊区域的被连接材料能够在熔化状态下达到较高的连接强度。
在钎焊过程中,由于镁合金的氧化性强,我们还需要针对这一问题加以解决。
二、基于镁合金的钎焊技术中的问题和解决方法镁合金比较容易氧化,在钎焊过程中如果没有有效的保护措施,则容易形成铜、硅等氧化物。
这些氧化物的形成会影响钎焊区域的质量,削弱其强度。
因此,为了解决钎焊区域氧化问题,我们需要选用合适的钎焊材料以及进行一定的保护。
钎焊材料的选择是关键一步。
在基于镁合金的钎焊过程中,我们可以选择一些含钨、铝、锂等成分的钎焊材料来进行焊接。
这些钎焊材料有助于提高钎焊区域的焊接质量,并且具有良好的抗氧化性能。
保护是解决氧化问题的另一种关键方法。
在钎焊过程中,我们可以使用惰性气体(如氩气)进行保护。
通过在钎焊区域实施惰性气体保护,可以有效减小钎焊区域与空气接触的面积,从而避免氧化问题的发生。
三、基于镁合金的钎焊性能研究钎焊区域的性能是评估钎焊质量的重要指标之一。
镁合金焊接技术的研究现状与进展班级:05183 姓名:王新川学号:23焦作大学机电机电工程系邮编:454003摘要:镁合金在航空航天、汽车、电子等领域具有广阔的应用前景,焊接技术已经成为制约其应用的技术关键。
分析了镁合金焊接的主要问题,介绍了镁合金焊接的研究现状,综述了镁合金钨极惰性气体保护焊、熔化极惰性气体保护焊、搅拌摩擦焊、惯性摩擦焊、激光焊、电子柬焊和电阻点焊的特点,并对镁合金焊接研究及应用进行了展望。
关键词:镁合金TIG MIG FSW 惯性摩擦焊激光焊电子柬焊点焊引言:近年来,汽车设计者和生产商为了降低对环境的污染,在提高燃料的利用率和减少C0 的排放量方面开展了大量的研究,如寻找新的无污染燃料、改变汽车发动机的性能和减轻汽车质量等,其中减轻汽车的质量是最有效的一种方法。
例如,2000年生产的奔驰CL汽车采用外面铝合金,内侧镁合金的车门,质量比原来减少34 。
意大利生产的第2代镁轮毂仅5.4 kg,比铝轮毂7.4 kg 减少28 9/6。
对于一辆中等大小的汽车,其质量减轻10 ,它的燃油量就可以减少6 ~8 [1 ]。
因此,镁合金以其低密度和高比强度、高比刚度和可再回收利用等优点成为人们关注的焦点[3’43。
目前,在各类汽车中已不同程度地选用了镁合金,有关专家预计,每辆汽车中镁合金的质量将增加到40~80kg[5]。
由于镁合金的焊接性能不好,很难实现可靠连接,镁合金结构件以及镁合金与其它材料结构件之间的连接,成为制约镁合金应用的技术瓶颈和急待解决的关键技术1 镁合金的特点1)密度小镁的密度大约是铝的2/3,是铁的1/4。
它是最轻的实用金属。
2)高比强度、高比刚度镁合金的密度虽然比塑料高,但是,单位质量的强度和弹性率比塑料高,在保持同等强度的情况下,镁合金的零部件比塑料还薄,质量也轻。
另外,由于镁合金的比强度比铝合金和铁高,在不减少零部件强度的前提下,镁合金要比铝或铁零部件的质量轻很多3)传热性好、导电性强镁合金的传热系数比铝小,比钢大,比塑料高出数十倍,电导率大于铝和钢。
镁合金焊接工艺的研究与应用近年来,随着节能环保的逐步普及,镁合金作为一种轻质高强度材料出现在了人们的视野中。
由于其具有密度低、强度高、刚性好等优点,广泛应用于汽车、航空航天、电子等领域。
但镁合金在生产过程中存在着焊接难度大、对环境要求高等问题,难以达到工业化生产的要求。
因此,镁合金焊接工艺的研究和应用显得尤为重要。
一、镁合金焊接难点镁合金的焊接难点主要有两个方面:一是镁合金本身的化学性质,另一个是镁合金的特殊物理结构。
首先,镁合金的化学性能极为活泼,容易被氧化。
焊接时,容易生成氧化镁等金属氧化物,导致焊缝的质量下降。
其次,镁合金的物理结构特殊,熔点低、导热性高、热膨胀系数小等复杂因素使得焊接过程更加复杂。
二、镁合金焊接工艺的研究为了解决焊接难点,学者们进行了大量实验和探索,利用不同的焊接工艺对镁合金进行焊接。
1. 惰性气体保护焊(TIG)惰性气体保护焊是一种通用的焊接方法,能够焊接多种金属。
通过加热的方式将工件表面熔化,再将焊条或者焊丝送入焊缝中,最后通过冷却使工件固定住。
这种焊接的优点是可以获得高质量的焊接缝,具有良好的强度和密封性。
2. 激光焊接激光焊接是一种高能量、高速度、高温度的焊接方法。
它的优点是焊接速度快,温度高度集中,焊缝精细,可以实现无接触焊接,适用于涉及到较小的、高精度的焊接缝。
3. 熔覆焊熔覆焊是一种将细粉末或丝状金属材料熔化,并喷射到工件的表面来形成焊层的方法。
它的优点是可以通过控制不同金属的喷射速率和温度来实现最终材料的性能。
同时,还可以利用熔覆焊技术来修复镁合金件的损伤或缺陷部位。
三、镁合金焊接应用现状目前,随着焊接技术的不断成熟和发展,镁合金焊接工艺已经得到了广泛的应用。
主要包括以下几个方面:1. 汽车工业由于镁合金的密度低、强度高,可以用来改善汽车的性能和降低油耗。
而汽车制造中又涉及到许多焊接需求,因此镁合金的焊接工艺对汽车制造业尤为关键。
2. 航空航天工业在航空航天工业中,要求零件材料具有轻质、高强度、刚性好等特点,镁合金可以满足这一需求。
镁合金的激光焊接技术研究进展摘要:镁合金是一种高性能结构材料,密度较低,强度高于刚度、导热系数和冲击阻尼。
随着镁合金在工业生产中应用的增加,重点放在镁合金焊接工艺和焊接研究上。
当前镁合金的主要焊接方法是:氦圆焊接、摩擦焊接、电子片焊接、激光焊接、激光圆形双焊接等。
由于镁合金本身独特的物理化学性能,如熔点和低温、高导热系数、高热膨胀系数等。
很难用传统的熔炼方法焊接镁合金,可能导致焊接槽和热裂纹等错误。
激光焊接与传统的氦电弧焊接方法相比,具有能量浓度、快速加热和冷却速度、热影响范围和较小的焊缝变形。
镁合金压强的优点显而易见,焊接质量简单。
关键词:镁合金;激光焊接技术;研究引言随着我国社会经济的逐步发展,目前的社会生产力水平大大提高,焊接技术在社会生产中的广泛应用在社会发展中发挥了重要作用。
面对中国社会的迅速进步,不可再生资源紧张,需要在今后的发展进程中积极开发环保高效的技术,以便在提高生产加工质量的基础上有效地减少能源和材料消耗。
镁合金是一种高精度、低功耗、高效的焊接材料。
以开发环保高效的焊接技术。
1镁合金传统制造工艺及难点锻造可以得到性能优异的产品,但很难制造出具有复杂形状和复杂内部结构的近净形状构件。
铸造存在同样的问题,且铸造过程中容易产生热裂纹、缩孔、气眼等缺陷,熔体纯净度和晶粒尺寸难以控制。
挤压不仅具有比锻造、轧制更为强烈的三向压应力状态,还可以有效细化晶粒,提高镁合金的强度和塑性,但是挤压产品的组织和性能沿长度和断面存在差异,且气体带入会产生气泡或起皮等缺陷。
可以看出,传统加工成形工艺在宏观结构设计、微观织构优化、性能精细化调控上表现较差,抑制了镁合金的复杂化、多功能化的发展,为此有必要采用灵活度更高的柔性加工工艺对镁合金进行加工,以突破传统加工的限制。
2镁锂合金的焊接性分析如二进制镁合金图所示,锂在镁中的溶解度不会随温度的变化而变化。
根据镁合金溶解度与锂相的不同,可将镁合金分为三类:第一类是镁合金,一种密排六段结构镁合金单相固体(锂质量分数< 5.7%);二是镁合金(锂质量的5.7%≥11.5%),作为α + β镁双相溶剂;第三类是镁-β合金的单价锂-镁合金(锂质量分数> 11.5%)。
镁合金焊接技术
佚名
【期刊名称】《《军民两用技术与产品》》
【年(卷),期】2010(000)012
【摘要】技术开发单位中国兵器科学研究院宁波分院技术简介镁合金的密度范围为1.75g/cm^3-1.90g/cm^3,是目前最轻的金属结构材料。
镁合金的强度和弹性模量较低,但比强度和比刚度较高.在相同重量的构件中.选用镁合金可使构件获得比铝合金更高的刚度和更好的减重效果。
【总页数】1页(P31-31)
【正文语种】中文
【中图分类】TG146.22
【相关文献】
1.含稀土镁合金焊接技术的研究现状 [J], 杨翔;曹丽杰;王斌;黄皇;廉硕;林尚著
2.镁合金焊接技术研究现状及发展趋势 [J], 方乃文;王丽萍;李连胜;林晓辉
3.AZ31镁合金与钢异种金属的焊接技术 [J], 徐荣正;国旭明;柏冬梅;王以霖
4.镁合金环保高效焊接技术研究 [J], 滕玮晔
5.镁合金冷金属过渡焊接技术研究进展 [J], 江宏亮;杨红军;刘维;胡佳俊;唐字强因版权原因,仅展示原文概要,查看原文内容请购买。
DOI:10.14024/ki.1004-244x.2013.05.050第36卷第5期兵器材料科学与工程Vol.36 No.5 2013年9月ORDNANCE MATERIAL SCIENCE AND ENGINEERING Sept., 2013 网络出版时间:2013-9-18 15:39网络出版地址:/kcms/detail/33.1331.TJ.20130918.1539.009.htmlAZ31B 镁合金焊接技术研究现状及发展方向刘奋军,王憨鹰(榆林学院能源工程学院,陕西榆林719000)摘要分析镁合金的焊接特点,综述了近年来AZ31B镁合金的焊接方法,包括激光焊、钎焊、扩散焊、搅拌摩擦焊、TIG 焊、电子束焊等,展望了AZ31B镁合金的焊接研究方向。
关键词AZ31B镁合金;焊接技术;综述文章编号1004-244X(2013)05-0129-04中图分类号TG457 文献标志码AResearch status and development tendency of welding technology of AZ31B magnesium alloyLIU Fenjun,WANG Hanying(College of Energy Engineering,Yulin University,Yulin 719000,China)Abstract Welding characteristics of magnesium alloy are analyzed,and welding processes of AZ31B magnesiumalloy are introduced,including laser welding,brazing,diffusion welding,friction stir welding,TIG,electron beamwelding and so on. The future directions of welding technology of AZ31B magnesium alloy are pointed out.Key words AZ31B magnesium alloy;welding technology;overview镁合金具有密度小、比强度和比刚度高、传热性好、导电性强以及良好的电磁屏蔽性和减振吸冲性等一系列优点,广泛应用于航天航空、电子与汽车等不同领域中,被誉为21世纪的绿色工程材料[1]。
镁合金焊接技术的研究现状及应用摘要:镁合金是目前实际应用的质量最轻的金属结构材料,由于它具有密度小,比强度、比刚度高,铸造性能好,减震性和抗磁性好,易于切削加工,尺寸稳定性高等一系列优点,在汽车、电子、电器、交通、航空、航天和国防工业领域具有极其重要的应用价值和前景。
本文就镁合金焊接技术的研究现状及应用进行分析。
关键词:钛镁合金;现状;应用引言随着对镁合金的进一步研究和在各个领域中更加广泛的应用,开展镁合金焊接技术的研究工作显得尤为重要和迫切,提高镁合金的焊接性、获得优质焊接接头是进一步拓宽镁合金应用范围的重要条件。
本文综述了各种焊接方法在镁合金上的应用,对镁合金焊接技术的研究现状进行了介绍。
一、镁合金的焊接特性1.1 氧化、氮化和蒸发镁易与氧结合,在镁合金表面会生成MgO薄膜,会严重阻碍焊缝成形,因此在焊前需要采用化学方法或机械方法对其表面进行清理。
在焊接过程的高温条件下,熔池中易形成氧化膜,其熔点高,密度大。
在熔池中易形成细小片状的固态夹渣,这些夹渣不仅严重阻碍焊缝形成,也会降低焊缝性能。
这些氧化膜可借助于气剂或电弧的阴极破碎方法去除。
当焊接保护欠佳时,在焊接高温下镁还易与空气中的氮生成氮化镁Mg3N2。
氧化镁夹渣会导致焊缝金属的塑性降低,接头变脆。
空气中的氧的侵入还易引起镁的燃烧。
而由于镁的沸点不高(1100℃),在电弧高温下易产生蒸发,造成环境污染。
因此焊接镁时,需要更加严格的保护措施。
1.2 热裂纹倾向镁合金焊接过程中存在严重的热裂纹倾向,这对于获得良好的焊接接头是不利的。
镁与一些合金元素(如Cu、Al、Ni等)极易形成低熔点共晶体,例如Mg-Cu共晶(熔点480℃)、Mg-Al共晶(熔点437℃)及Mg-Ni共晶(熔点508℃)等,在脆性温度区间内极易形成热裂纹。
镁的熔点低,热导率高,焊接时较大的焊接热输入会导致焊缝及近缝区金属产生粗晶现象(过热、晶粒长大、结晶偏析等),降低接头的性能,粗晶也是引起接头热裂倾向的原因。
镁合金焊接技术研究2010年02月25日0 前言近10年来,由于受到能源节约以及环境保护的巨大推动,镁合金及其焊接技术的发展比任何时期都快,从焊接方法、焊接材料到焊接设备等方面都不断有新的突破,为镁合金焊接生产向优质、高效、低成本的方向发展提供了前所未有的良好条件,并大大促进了镁合金的产业化进程。
镁合金由于其自身的物理化学特点,导致其焊接有很大困难,满意的焊接质量不易获得。
镁合金的结晶温度区大,易于产生热裂纹;镁的沸点低,温度进一步升高后,其蒸气压比在相同温度下的铝合金要高4-5倍,因而焊接时温度一旦过高,镁会气化,产生爆炸形成飞溅;镁对氧的亲和力大,其氧化物密度较大,而容易形成夹杂;镁在接近熔化温度时,能与空气中的氮强烈化合生成脆性的镁的氮化物,显著降低接头力学性能;因此,实现镁合金优质焊接是比较困难的,在焊接时容易产生裂纹、气孔、飞溅等缺陷。
但是由于工业的迫切需要,许多科学工作者做出了很大的努力,并取得了一些重要成果。
本文介绍大连理工大学近年来开展的镁合金同种及其与异质材料的焊接研究工作,并展望了镁合金焊接技术在镁合金新型结构件产品上的应用。
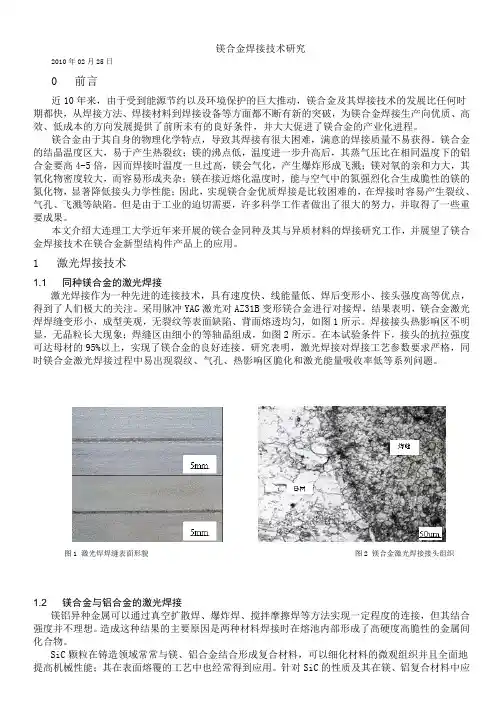
1 激光焊接技术1.1同种镁合金的激光焊接激光焊接作为一种先进的连接技术,具有速度快、线能量低、焊后变形小、接头强度高等优点,得到了人们极大的关注。
采用脉冲YAG激光对AZ31B变形镁合金进行对接焊,结果表明,镁合金激光焊焊缝变形小,成型美观,无裂纹等表面缺陷、背面熔透均匀,如图1所示。
焊接接头热影响区不明显,无晶粒长大现象;焊缝区由细小的等轴晶组成,如图2所示。
在本试验条件下,接头的抗拉强度可达母材的95%以上,实现了镁合金的良好连接。
研究表明,激光焊接对焊接工艺参数要求严格,同时镁合金激光焊接过程中易出现裂纹、气孔、热影响区脆化和激光能量吸收率低等系列问题。
图1 激光焊焊缝表面形貌图2 镁合金激光焊接接头组织1.2镁合金与铝合金的激光焊接镁铝异种金属可以通过真空扩散焊、爆炸焊、搅拌摩擦焊等方法实现一定程度的连接,但其结合强度并不理想。
镁合金焊接技术的研究现状镁合金是一种优质轻金属材料,具有优异的力学性能和热导率,因此被广泛应用于航空航天、汽车制造和电子设备等领域。
焊接是将镁合金连接在一起的常用方法之一。
然而,由于镁合金的高熔点和易氧化性,镁合金焊接技术一直是一个具有挑战性的问题。
本文将介绍镁合金焊接技术的研究现状,并探讨一些解决方案。
镁合金焊接技术主要包括传统焊接方法和先进焊接方法两种。
传统焊接方法主要包括气体保护焊、电弧焊和激光焊。
气体保护焊是最常用的一种焊接方法,通过在焊接过程中提供惰性气体保护,减少镁合金与氧气的接触,从而降低氧化速度。
电弧焊利用电弧产生高温熔融镁合金,再通过填充材料将两个焊接件连接在一起。
激光焊利用高能激光束将焊接部位熔化并快速冷却,实现焊接。
然而,传统焊接方法存在一些问题。
首先,气体保护焊需要使用气体保护设备,增加了成本和复杂性。
其次,电弧焊和激光焊容易引起镁合金的热裂纹和气孔等缺陷。
此外,传统焊接方法对镁合金的焊接性能有一定的局限性。
为了克服这些问题,研究人员提出了一些先进的焊接方法。
其中之一是摩擦搅拌焊(Friction Stir Welding,FSW)。
FSW是一种将工具在焊缝中旋转并施加下压力的焊接方法。
通过摩擦热和机械搅拌作用,将镁合金材料加热到可塑性状态,并在搅拌下形成均匀的焊缝。
与传统焊接方法相比,FSW具有较低的熔化温度、较小的热影响区和较高的焊接强度。
除了FSW,还有其他一些先进的焊接方法,如激光搅拌焊(Laser Stir Welding,LSW)、磁脉冲焊(Magnetic Pulse Welding,MPW)和激光扫描焊(Laser Scanning Welding,LSW)。
LSW利用激光束进行加热和搅拌,实现高效的焊接。
MPW利用磁脉冲产生的高速冲击波将两个焊接件连接在一起。
LSW利用激光束进行扫描焊接,实现高精度的焊接。
除了焊接方法的改进,材料配方也是提高镁合金焊接性能的关键。
镁合金焊接技术研究现状与进展班级:05183 姓名:付强学号:09焦作大学机电工程系邮编:454003摘要:镁合金有很多优异的性能,在航空航天、汽车、电子等领域具有广阔的应用前景,而镁合金的焊接技术是制约其发展的关键技术之一。
简述了镁合金的性能及应用,着重讨论了镁合金钨板氩弧焊、激光焊、电子束焊、激光一TIG 复合焊、搅拌摩擦焊、电阻.董焊的焊接特点,综述了镁合金焊接技术的研究进展和应用。
关键词:镁合金焊接技术应用前言:随着机械制造、航空航天、汽车工业的发展以及石油化工、电信、原子能及空间技术等新型工业的崛起,镁及镁合金的需求量日益增加,成为国民经济发展的重要基础原材料之一,在国民经济中占有重要的地位,是当今材料科学研究的重点方向之一【l ]。
镁合金是目前应用最广泛的合金,是理想的环保、节能材料,符合可持续发展的要求,被誉为21世纪绿色工程金属结构材料,并将成为21世纪重要的商用轻质材料口“]。
随着对镁合金的进一步研究和在各个领域中更加广泛的应用,开展镁合金焊接技术的研究工作显得尤为重要和迫切,提高镁合金的焊接性、获得优质焊接接头是进一步拓宽镁合金应用范围的重要条件。
1、镁合金的性能及应用现状1.1、镁合金的性能镁合金是一种能够满足各种行业需求、发展前景可观的轻质材料,与铝和钢相比,镁合金材料具有以下特点[s~93:(1)镁合金作为一种轻质金属结构材料,其密度仅为1700kg/m ,是铝合金的2/3,钢的1/4,因此结构件的轻量化,采用镁合金较合适。
(2)镁合金的比强度和比刚度都高于铝合金和钢,在不降低零部件强度的前提下,镁合金零部件的质量比铝合金或钢的轻很多,而且镁合金的刚度随厚度的的增加呈立方比增加,用镁合金制造刚性好的整体构件十分有利。
(3)镁合金具有良好的抗冲击性,是塑料的2O倍;拥有优良的尺寸稳定性与良好的能量吸震性(在20MPa应力水平下镁合金AZ91D的衰减系数为2O ,而铝合金A380只有1 ),是制造抗震零件的好材料,对于用作设备机壳减少噪音传递、提高防冲击与防凹陷损坏十分有利。
镁合金焊接技术的研究现状
镁合金具有重量轻、强度高、耐腐蚀性好等优点,被广泛应用于飞机、汽车、电子、军工等领域。
然而,由于其高化学活性和熔点低的特性,使
得镁合金的焊接具有一定的技术难度。
目前,镁合金焊接技术的研究状况
主要如下:
1. 气体保护焊接技术:TIG(钨极氩弧焊)、MIG(气体金属弧焊)
和Plasma(等离子弧焊)等是常用的气体保护焊接技术,对于较厚的板
材和复杂的焊接件具有优势。
2.焊接预处理技术:通过预处理能够改善镁合金表面的质量,预先消
除板材表面的脏污、氧化层和油污等不利于焊接的因素,从而提高焊接质
量和焊接速度。
3.热处理技术:镁合金的热处理可以提高其焊接性能,改善材料的晶
格结构和性能,类似于热处理的方法有退火、固溶化、老化等。
4.新型焊接技术:超声波焊接、摩擦焊接和激光焊接等是近年来发展
起来的新型焊接技术,具有对环境友好、高效、低成本等特点,逐渐被应
用于镁合金的焊接领域。
总之,镁合金的焊接仍面临着技术难点和挑战,需要继续加强相关技
术的研究和发展。
镁合金焊接技术研究现状1. 研究目标镁合金作为一种重要的结构材料,在航空航天、汽车、电子设备等领域具有广泛应用前景。
然而,由于镁合金的低熔点和高反应活性,其焊接性能较差,导致在实际生产中难以实现焊接工艺的稳定和可靠。
因此,本研究的目标是探索和优化镁合金焊接技术,提高焊接接头的强度和可靠性。
2. 研究方法2.1. 实验材料选择本研究选择常用的AZ31镁合金作为焊接材料,通过对其力学性能和化学成分分析,确定最适合的焊接工艺参数。
2.2. 焊接工艺优化在选择合适的焊接设备和材料的基础上,采用常规焊接方法进行初步焊接试验,通过不同的工艺参数(焊接温度、电流、焊接速度等)的调整,优化焊接工艺参数,实现焊接接头的最佳性能。
2.3. 显微组织分析利用金相显微镜和扫描电子显微镜(SEM)对焊接接头的显微组织进行观察和分析,研究焊接过程中的组织演变规律和界面特征,为焊接参数优化提供科学依据。
2.4. 力学性能测试通过拉伸试验、硬度测试等方法,对焊接接头的力学性能(强度、延伸率等)进行测试和评价,探究焊接参数对接头性能的影响。
3. 研究发现通过上述研究方法的实施,本研究取得了以下主要发现:3.1. 焊接工艺优化通过比较不同焊接温度、电流和焊接速度的试验结果,发现在一定范围内,焊接温度和电流的增加可以显著提高焊缝的强度和韧性,而焊接速度的增加则会导致焊缝的强度下降。
3.2. 显微组织特征分析显微组织分析结果显示,焊接接头的组织由原始的α-Mg相演变为包含β相或γ相的组织结构,焊接过程中形成了多种相之间的界面结构。
此外,在焊接接头的热影响区存在晶粒生长和析出相的现象。
3.3. 力学性能评价拉伸试验结果表明,焊接接头的强度和延伸率受焊接温度和电流的影响较大,通过合理调整焊接参数,可以获得理想的力学性能。
此外,焊接接头的硬度也随焊接参数的变化而变化。
4. 结论通过对镁合金焊接技术的深入研究,本研究得出以下结论:•通过优化焊接工艺参数,可以显著改善镁合金焊接接头的强度和韧性。