ito靶材回收生产铟锭工艺操作规程
- 格式:doc
- 大小:36.50 KB
- 文档页数:6

ito靶材制备工艺流程英文回答:ITO (Indium Tin Oxide) is a widely used material in various applications, such as touch screens, solar cells, and transparent conductive coatings. The preparation process of ITO targets involves several steps, including material selection, target fabrication, and sputtering.Firstly, the material selection for ITO targets is crucial. Indium oxide (In2O3) and tin oxide (SnO2) are the main components of ITO targets. The purity and particle size of the starting materials are important factors that determine the quality of the final ITO targets. High-purity indium oxide and tin oxide powders are typically used.Next, the target fabrication process begins with the mixing of indium oxide and tin oxide powders in the desired stoichiometric ratio. The mixture is then pressed into a pellet or a cylindrical shape using a hydraulic press. Thecompacted pellet is sintered at high temperatures to enhance the density and mechanical strength of the target.After the target fabrication, the sputtering process is carried out to deposit the ITO film onto the desired substrate. Sputtering is a widely used physical vapor deposition technique. In this process, the ITO target is bombarded with high-energy ions in a low-pressure gas environment, causing the ejection of atoms from the target surface. These ejected atoms then condense onto the substrate, forming a thin film.Finally, the deposited ITO film is annealed to improve its electrical and optical properties. Annealing involves heating the film at a specific temperature for a certain period of time. This process helps to reduce the film's resistivity and increase its transparency.中文回答:ITO(氧化铟锡)是一种广泛应用于触摸屏、太阳能电池和透明导电涂层等领域的材料。
ITO回收制作高纯铟锭韶关市运田金属材料有限公司下属工厂长期研究从ITO回收制作高纯铟锭,高纯铟的生产方法主要有电解法、真空蒸馏法、区域熔炼法、金属有机化合物法、低卤化合物法等。
本文主要综述了目前国内外高纯铟的制备方法及发展方向。
铟属于稀有金属,地壳中平均含量为0.11tc/g,主要与其性质类似的锌、铜、锡等共生。
铟产品主要通过处理冶金过程中的残留物、烟尘、炉渣等来回收。
随着科技和生产的发展,铟广泛应用于半导体、电子器件、透明导电涂层(ITO 膜) 、荧光材料、金属有机物等领域…。
这些领域所使用的铟都要求是高纯的,如电子器件、有机金属化合物中要求铟的杂质含量不超过10tc/g, 铟作为Ⅲ一V族化合物半导体材料,在成品元件中大约10个Ⅲ一V族化合物原子中出现一个异质原子,这就要求纯铟材料中的杂质含量要小于0.11tc/g,一般要求铟的纯度达99.999%,甚至要求达99.9999%,而我国目前生产的纯铟还只是99.995%,尚不能满足生产的需要。
因此,高纯金属铟的研制和开发是一个亟需解决的问题。
铟的纯化方法多种多样,日本和前苏联起步较早,发展较快,我国发展较慢,目前还停留在生产精铟的阶段。
1 、高纯铟的制备方法1.1 升华法升华纯化主要是利用In20或InCl的升华来达到纯化铟的目的。
将表面氧化的铟放人石英坩埚中,压强为10pa,于2000℃下熔化,在600℃下加热使In20升华,在800℃下保温5h,可完成铟的纯化工作J 。
也可通过其InCl的升华,除去部分杂质,然后和铟生成InC1,再发生歧化反应达到纯化目的bJ。
该方法纯化效果好,但是设备昂贵,只适合于少量样品的处理。
1.2 区域熔炼法由于铟具有较低的蒸气压,采用区域熔炼的方法,可使其它一些不能和铟起作用的杂质挥发,如分离Bi、Au、Sn、Ni等。
尤其适合于铟汞齐精炼后的处理。
将汞齐电解后的铟置于涂炭的石英舟中,在温600℃~700℃,真空温度在1.33×10 ~1.33×10IPa下,处理3—4h ,汞含量可降低至0.08g。

ito靶材制备工艺流程英文回答:ITO (indium tin oxide) is a widely used material in various applications such as solar cells, touchscreens, and transparent conductive coatings. The preparation process of ITO targets involves several steps to ensure the desired properties and quality of the final product.Firstly, the raw materials, indium oxide (In2O3) andtin oxide (SnO2), are mixed in the desired stoichiometric ratio. This mixture is then subjected to a high-temperature calcination process to form a homogeneous powder. The calcination process involves heating the mixture at temperatures above 1000°C in a controlled atmosphere, typically in a furnace.After the calcination, the resulting powder is then pressed into pellets or granules. This step is known as the compaction process and is done to increase the density andstability of the material. The pellets or granules are then sintered at high temperatures to further enhance the material's properties. Sintering involves heating the compacted material at temperatures above 1000°C to promote particle bonding and densification.Once the sintering process is complete, the ITO targets are ready for further processing. The targets can be used directly for physical vapor deposition (PVD) techniques such as sputtering or evaporation to deposit thin films of ITO onto substrates. In the sputtering process, the ITO target is bombarded with high-energy ions, causing the release of ITO atoms that deposit onto the substrate.Alternatively, the ITO targets can also be used for other deposition techniques such as electron beam evaporation or pulsed laser deposition. These techniques involve the vaporization of the ITO target using an electron beam or laser, respectively, and the subsequent deposition of the vapor onto the substrate.中文回答:ITO(氧化铟锡)是一种广泛应用于太阳能电池、触摸屏和透明导电涂层等多种应用领域的材料。

利用ITO废靶材回收金属铟
刘家祥;甘勇;张艳
【期刊名称】《稀有金属》
【年(卷),期】2004(28)5
【摘要】以ITO(Indium Tin Oxide)废靶材为原料进行盐酸溶解、铝置换和电解 ,以回收金属铟。
讨论了酸溶解、铟锡分离和电解的影响因素。
得出用盐酸溶解 ,用量为理论用量的 1.5~ 3倍 ,溶解温度在85℃时 ,靶材溶解迅速彻底。
溶液温度为5 0℃时 ,用金属铟置换溶液中锡离子 ,再用薄铝片将铟离子置换出来 ,粗铟的回收率可达到 97%。
粗铟电解的最佳条件是 [In] =5 0~10 0 g·L- 1 ,温度2 5℃ ,pH 值 2 .5 ,电流密度 60~80A·m- 2 ,槽电压 3 3 0~ 3 5 0mV ,电解得到纯度
99.995 %的金属铟 ,金属铟总的回收率大于 93 %。
【总页数】4页(P947-950)
【关键词】ITO废靶材;金属铟;电解;回收
【作者】刘家祥;甘勇;张艳
【作者单位】北京化工大学材料科学与工程学院可控化学反应科学与技术基础教育部重点实验室
【正文语种】中文
【中图分类】TF843.1
【相关文献】
1.盐酸浸出ITO废靶材中的铟锡分离研究 [J], 范文博;李瑞迪;袁铁锤
2.从ITO靶材废料中回收提取金属铟工艺的研究 [J], 韩旗英;白炜
3.ITO废靶材回收制备代汞缓蚀剂用氢氧化铟的研制 [J], 李玮隆;伍祥武;黄小珂
4.从废ITO靶材中回收铟的研究 [J], 牛文敏;郭宁;贾兆霖;黎晓波
5.ITO废靶回收金属铟 [J], 陈坚;姚吉升;周友元;陈志飞;王玺;黄军武
因版权原因,仅展示原文概要,查看原文内容请购买。

ito靶材制备工艺流程## Oxygen-rich indium-tin oxide (ITO) sputter targets manufacturing process.### Sputtering physical principle.The process of sputtering starts when the atoms of a target, through bombardment with energetic ions (sputtering ions), are ejected from the target. These ejected atoms then condense on a substrate to form a thin film. The energy of the bombarding ions (usually several keV) is high enough to displace atoms from the target, but not high enough to cause substantial atomic mixing. The rate at which atoms are ejected from the target is proportional to the flux of ions striking the target and the sputter yield Y, which is strongly energy-dependent.### Technical advantages of ITO targets prepared by oxygen-rich sputtering.(1) Good film quality.Oxygen-rich sputtering can improve the film quality of ITO targets. The oxygen content in the target material can effectively inhibit the formation of tin oxide (SnO2) and indium oxide (In2O3) phases, thereby improving the uniformity and compactness of the film.(2) High deposition rate.Oxygen-rich sputtering can increase the deposition rate of ITO targets. The oxygen content in the target material can reduce the binding energy between indium atoms and tin atoms, making it easier for indium atoms and tin atoms to be sputtered from the target, thereby increasing the deposition rate.(3) Good stability.Oxygen-rich sputtering can improve the stability of ITO targets. The oxygen content in the target material can form a protective layer on the surface of the target, reducingthe oxidation of the target and prolonging the service life of the target.### Manufacturing process of ITO targets with oxygen-rich sputtering.The manufacturing process of ITO targets with oxygen-rich sputtering mainly includes the following steps:(1) Target material preparation.The raw materials used to prepare ITO targets are indium oxide (In2O3) and tin oxide (SnO2). The molar ratio of indium oxide to tin oxide is generally 9:1. The raw materials are mixed and calcined at high temperature to obtain a mixed oxide powder.(2) Target pressing.The mixed oxide powder is added to a mold and pressed under high pressure to form a target blank. The pressing pressure is generally 20-30 MPa, and the holding time isgenerally 1-2 minutes.(3) Sintering.The target blank is sintered at high temperature to improve its density and strength. The sintering temperature is generally 1200-1400 °C, and the holding time is generally 2-4 hours.(4) Oxygen-rich sputtering.The sintered target is placed in a sputtering chamber, and oxygen is introduced into the chamber. The target is sputtered with argon ions in an oxygen-rich atmosphere to form an ITO target with a high oxygen content.(5) Target post-treatment.After sputtering, the ITO target is subjected to post-treatment, such as annealing or etching, to improve its performance and stability.中文回答:## 富氧氧化铟锡(ITO)溅射靶材制备工艺流程。
———————————————————————基金项目:清远市2022年省科技专项资金(“大专项+任务清单”)项目(2022DZX004)。
作者简介:刘鸿飞(1991-),男,湖南郴州人,研究方向为稀散金属二次资源回收。
0引言铟是一种重要的稀散金属,被广泛应用于电子、太阳能、显示屏、医学、合金焊料、半导体和原子能等高新技术行业[1]。
其中,全球约84%的铟被用于生产ITO 靶材。
但是,在ITO 靶材的生产过程和使用过程中,因其利用率低,约有70%会成为切屑、边角料、溅射残料等ITO 靶材废料[2]。
随着异质结太阳能薄膜行业对ITO 靶材需求的激增和原生铟资源的短缺,高效绿色地从ITO 靶材废料中回收金属铟对缓解全球铟资源短缺及环境保护有着重要意义。
目前,国内外从ITO 靶材废料中回收铟技术主要是利用铟、锡性质不同来选择铟、锡分离方案,获得单质铟和单质锡。
也有报道以获得氧化物或其他化合物为最终产品的回收技术。
总括而言,仍可分为湿法和火法两大类。
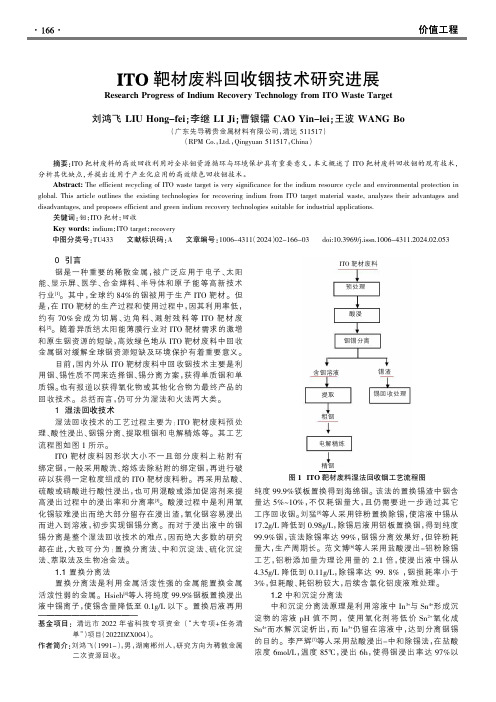
1湿法回收技术湿法回收技术的工艺过程主要为:ITO 靶材废料预处理、酸性浸出、铟锡分离、提取粗铟和电解精炼等。
其工艺流程图如图1所示。
ITO 靶材废料因形状大小不一且部分废料上粘附有绑定铟,一般采用酸洗、熔炼去除粘附的绑定铟,再进行破碎以获得一定粒度组成的ITO 靶材废料粉。
再采用盐酸、硫酸或硝酸进行酸性浸出,也可用混酸或添加促溶剂来提高浸出过程中的浸出率和分离率[3]。
酸浸过程中是利用氧化锡较难浸出而绝大部分留存在浸出渣,氧化铟容易浸出而进入到溶液,初步实现铟锡分离。
而对于浸出液中的铟锡分离是整个湿法回收技术的难点,因而绝大多数的研究都在此,大致可分为:置换分离法、中和沉淀法、硫化沉淀法、萃取法及生物冶金法。
1.1置换分离法置换分离法是利用金属活泼性强的金属能置换金属活泼性弱的金属。
Hsieh [4]等人将纯度99.9%铟板置换浸出液中锡离子,使锡含量降低至0.1g/L 以下。
从废ITO靶材中回收铟的研究牛文敏,郭 宁,贾兆霖,黎晓波(陕西锌业有限公司,陕西 商洛 726007)摘 要:废ITO靶材是最重要的铟再生资源。
本文研究了以酸溶法从废ITO靶材中回收铟的工艺。
确定了盐酸浸出、片碱中和、两段铝片置换、片碱熔铸的工艺流程。
浸出时加Na2S、中和时加H2O2,以除去富铟液体中的Zn、Sn、Fe等重金属杂质,提高产出粗铟的品位。
该工艺废渣量少,且片碱熔铸得到的粗铟纯度可达97.93%,铟回收率94.60%,辅材单位成本 23.78元/kg·In。
关键词:ITO靶材;铟回收中图分类号:X705 文献标识码:A 文章编号:1002-5065(2021)17-0198-2Study on recovery of indium from Waste ITO targetNIU Wen-min, GUO Ning, JIA Zhao-lin, LI Xiao-bo(Shaanxi Zinc Industry Co., Ltd.,Shangluo 726007,China)Abstract: Waste ITO target is the most important indium renewable resource. The process of recovering indium from Waste ITO target by acid dissolution is studied in this paper. The technological processes of hydrochloric acid leaching, flake alkali neutralization, two-stage aluminum sheet replacement and flake alkali melting and casting were determined. Na2S is added during leaching and H2O2 is added during neutralization to remove heavy metal impurities such as Zn, Sn and Fe in indium rich liquid and improve the grade of crude indium. The amount of waste residue is small, and the purity of crude indium obtained by sheet alkali melting and casting can reach 97.93%, the recovery rate of indium is 94.60%, and the unit cost of auxiliary materials is 23.78 yuan/kg ·In.Keywords: ITO target; Indium recovery铟是伴生稀贵金属,在自然界的储量相对较少。
ito靶材回收生产铟锭工
艺操作规程
发放编号:2017/11/10
编制:韶关市运田金属材料有限公司
审核:李三友
批准:李阳文
目录
1、范围 (2)
2、概述 (2)
3、生产工艺流程 (3)
4、原辅材料及质量要求 (3)
5、主要工序的基本原理 (4)
6、工艺操作条件 (6)
7、岗位操作法 (7)
8、产品质量标准、验收、包装规定 (9)
9、主要技术经验指标 (10)
1、范围
本标准规定了ito靶材生产铟冶炼工艺流程、基本原理、原辅材料及质量要求、技术条件、岗位操作法、产出物料及质量要求,主要技术经济指标。
2、概述
2.1铟的物理化学性质
铟是银白色的稀散易熔金属,熔点为156.6℃,沸点2075℃,质地柔软,可塑性强,并有延展性。
原子序数49,原子量114.82,比重7.31。
金属铟在空气中是稳定的,但在加热到熔点时,表面即可生成氧化铟。
铟能缓慢溶于无机酸中,加热时溶解较快。
铟能与镓、钠、金、铝、锌、锡等形成合金,能与汞形成汞齐。
2.2铟的主要用途
铟主要用于液晶显示器、半导体元件、轴承及特种合金四个方面。
还可用作原子反应堆的显示器。
涂锡的氧化铟薄膜是一种优良的防雾的遮盖外层。
2.3铟锭的提纯方法
以ito靶材生产到电解提纯。
2.4铟锭生产的主要工艺特点
粗铟,经碘化除镉,电解提纯得99.995%精铟。
3、生产工艺流程(见图一)
4、原辅助材料及质量要求
4.1原料
Ito靶材废料、粗铟
4.2主要辅助材料
锌块:O#锌片明胶:分析纯
硫酸:高纯碘:高纯
碘化钾:高纯甘油:工业纯
氯化锌:高纯氯化铵:高纯
5、主要工序的基本原理
在直流电的作用下,根据各种元素的电位不同,粗铟阳极中的铜、铅、锡等较正电性金属残留于阳极泥;锌、铝、铁等较负电性杂质溶解于电解液中,铟沉积于阴极上,使粗铟得到精练提纯。
主要反应:
阳极:In-3e=In3
阴极:In3+3e=In
除镉铸成品
甘油碘化钾法:基于镉与碘化钾作用生成能溶于甘油的络合物-镉碘酸钾,其
反应:Cd+I
2+KI KCdI
3
6、工艺操作条件
1电解液成分:①In:80~100g/L ②Cl:40~70g/L ③明胶:0.5~1g/L ④PH=2.0±0.5
⑤Cd≤1g/L ⑥Pb、Sn各0.01g/L
2电流密度:30~70A/m2
3槽压:0.3±0.5V
4阳极规格:260×410mm
5阴极规格:280×490mm
6极距:70~80mm
7电解周期:阴极6~9天
8每槽装阳极8~9片,阴极9~10片
9电解液温度25-35℃,一般室温
除镉铊铸成品
在不锈钢锅中采用机械搅拌,操作温度170-240℃,先加入碘化钾,再以少量多次加碘至不退色为止,每20公斤铟加甘油1-1.5公斤,碘化钾150g。
除铊时按重量以:
In:NH
4Cl:ZnCl
2
=1000:45:15
加入氯化锌和氯化铵
温度:270-280℃
时间:1±0.5小时
7、岗位操作法
阳极铸型
操作前必须配带好面罩与手套。
将粗铟放入锅中加热到250℃,待冷却后取出铟阳极板称重入库。
电解
1将合格的阳极板刷去表面熔渣;用软水洗尽后装入涤纶布袋。
2将钛板阴极上的铜棒导电头用稀盐酸浸泡以除去残杂,再用软水洗尽后晾干待用。
3将成品铟放在电炉上加热至熔化后,在搪瓷盆中用软水水淬,然后放入烧杯中并加软水,再加入分析纯硫酸,加热溶解,最后剩10-20g铟以置换电解液中杂质,按比例配好铟、氯化钠、明胶和酸度,待用。
4电解液、阴极、阳极装入电解槽,通电,测量槽压,每班1-4次。
5停电,放出电解液,先出阴极,再出阳极,清洗电解槽,过滤或定期用N
235
萃取电解液,以除锌、镉,电解液返回使用。
析出铟用不锈钢铲子铲下,洗尽熔铸。
阳极脱除阳极袋,洗去阳极泥,残极再铸成阳极,阳极泥与洗铟水待回收铟。
铸成品
将析出铟用软水刷洗至出清水,放入已装有甘油的盆中,在电炉上加温至200℃左右,待铟熔化后加入碘化钾和碘除镉,扒去甘油碱化钾渣,浇铸成铟锭。
8、产品质量标准、验收、包装规定
8.1铟锭应符合GB6607-86标准规定。
8.1.1化学成分(见下表)
8.1.2物理规格
①产品表面应光滑平整,不得有污物和缩孔。
②产品以长方形或长条形锭状交货。
③锭重。
8.2验收
产品经分析,化学成分符合GB6607-86要求。
8.3包装规定
8.3.1产品必经用干净的塑料薄膜包裹,放入塑料袋密封,再置于木箱内,周围用碎纸、软木、泡沫塑料等塞紧,以防窜动。
8.3.2包装木箱外表应印有清晰的产品头。