热加工工艺设备及设计
- 格式:doc
- 大小:111.50 KB
- 文档页数:4
热加工工艺及设备1.引言1.1 概述热加工工艺是一种通过加热材料,使其发生物理或化学变化,以达到特定的加工目的的工艺过程。
与冷加工相比,热加工更适用于高温、高压的加工需求,常见于金属加工、塑料加工、玻璃加工等领域。
热加工工艺因其广泛的应用领域,可以根据不同的目的和材料特性进行多种分类。
常见的热加工工艺包括热处理、热轧、热锻、热喷涂等。
这些热加工工艺通过控制温度、时间和加工方式,改变材料的结构和性能,达到提高材料硬度、延展性、韧性等目的。
而在热加工过程中,热加工设备则起到关键的作用。
热加工设备根据不同的加工需求和工艺流程,可以分为多种分类。
常见的热加工设备包括热处理设备、热轧设备、热压设备等。
这些设备通过提供适当的温度和压力条件,实现对材料的加工和形变,从而满足不同行业的加工需求。
综上所述,热加工工艺及设备在许多行业起到了重要的作用。
本文将深入探讨热加工工艺的定义、分类,以及各类热加工设备的概述和分类,旨在为读者全面了解和认识热加工领域提供参考。
文章结构部分的内容可以参考以下写法:1.2 文章结构本文主要介绍热加工工艺及其相关设备。
文章结构包括引言、正文和结论三个部分。
引言部分首先对热加工工艺进行了概述,简要介绍了热加工的定义和分类。
随后,给出了文章的结构。
正文部分主要分为热加工工艺和热加工设备两个小节。
热加工工艺小节详细介绍了热加工工艺的定义以及其分类。
通过对各类热加工工艺的解析,读者可以对不同的热加工工艺有更清晰的认识。
热加工设备小节则概述了热加工设备的基本情况,并对其进行了分类。
这一部分将使读者对热加工设备有一个初步的了解。
结论部分对本文进行总结。
首先总结了热加工工艺的特点和应用领域,再总结了热加工设备的特点和适用范围。
这一部分旨在回顾全文所介绍的内容,并提供进一步思考和研究的方向。
通过以上的文章结构,读者可以全面而系统地了解热加工工艺及其设备。
每个部分的详细内容将为读者提供相关知识,并使读者对热加工工艺及其设备具备更深入的理解。
![国人部发[2004]16号)文件资料规定地专业对照表专业对照表](https://uimg.taocdn.com/786cc68ece2f0066f53322c1.webp)
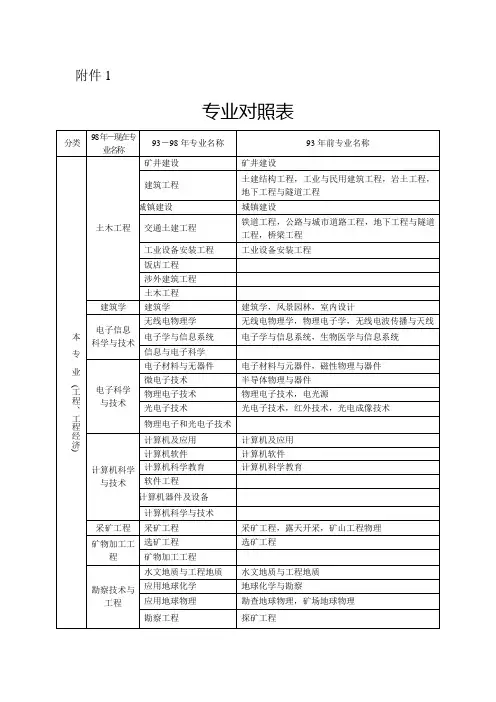
附件1
专业对照表
类、测绘类、水利类、交通运输类、能源动力类、地矿类、材料类、电气信息类、机械类、管理科学与工程类、生物工程类、化工与制药类、工程力学类”等18类45个专业,其中本专业36个,相近专业9个。
附件3
一级建造师注册专业对照表(高职高专)
注:本表按教育部现行《普通高等学校高职高专教育指导性专业目录(2005年版)》编制。
共涉及“土建施工类、工程管理类、建筑设计类、城镇规划与管理类、建筑设备类、市政工程类、房地产类、水利工程与管理类、机械设计制造类、自动化类、电子信息类、通讯类、环保类、机电设备类、公路运输类、铁路运输类、港口运输类、管道运输类、林业技术类、城市轨道运输类、水上运输类、民用运输类、资源勘查类、水利水电设备类、地质工程与技术类、矿冶工程类、矿物加工类、测绘类、材料类、能源类、电力技术、计算机类、安全类、广播影视类”等34类133个专业,其中本专
实用文档
业76个,相近专业57个。
文案大全。
热加工工艺基础热加工工艺是指通过加热材料以改变其物理、化学或机械性质的一种加工方法。
热加工工艺广泛应用于金属、玻璃、塑料等材料的加工过程中,可以实现材料的塑性变形、膨胀、熔化等各种形式的加工目标。
热加工工艺的基础是对材料的加热过程的控制。
在热加工过程中,加热温度、加热时间和加热方式是关键的控制参数。
不同的材料对于这些参数的要求也不同,需要根据具体材料的性质和加工目标来确定最佳的加热条件。
热加工工艺主要包括热压缩、热挤压、热锻造、热拉伸、热压铸等多种方法。
其中,热压缩是将材料置于加热设备中进行加热,然后用模具对材料进行压缩变形的工艺。
热挤压是将加热的材料通过模具挤出,以实现形状的改变。
热锻造是将加热的金属材料放置在压力机上,通过受力变形来改变材料形态和结构的工艺。
热拉伸是将材料在加热的条件下拉伸,使其变形成所需形状。
热压铸是将加热的金属液体注入到模具中,通过压力和冷却来制造零件的工艺。
热加工工艺具有许多优点。
首先,热加工可以改善材料的可变形性能,使其更易于加工。
其次,热加工可以改变材料的组织结构和性能,提高材料的机械强度和耐磨性。
此外,热加工还可以实现对材料的精确控制,使其达到更高的加工精度和表面质量。
然而,热加工工艺也存在一些限制。
首先,由于在加热的过程中会发生材料的晶粒长大和相变等现象,可能会导致材料的变形不均匀性和内部缺陷的产生。
其次,热加工需要大量能源和设备投入,对于环境保护和资源消耗也会带来一定的压力。
因此,在使用热加工工艺时,需要合理设计加热过程,控制加热参数,以避免以上问题的发生。
总之,热加工工艺是一种重要的材料加工方法,可以实现材料形状、性能等多方面的改变。
掌握热加工工艺的基础知识和技术,对于实现高效、精确的材料加工具有重要意义。
热加工工艺是一种重要的材料加工方法,可以通过加热材料来改变其物理、化学或机械性质。
它广泛应用于金属、玻璃、塑料等材料的加工过程中,以实现各种形式的加工目标。
热加工实训总结热加工是一种重要的金属加工方式,它通过加热金属材料,使其软化,然后进行塑性变形或切削加工,从而得到所需的形状和尺寸。
在工业生产中,热加工广泛应用于各种金属制品的生产和加工,如汽车零部件、机械零件、航空航天部件等。
为了提高学生的热加工技能,我校开设了热加工实训课程,让学生在实践中掌握热加工的基本原理和技术。
在热加工实训中,我们主要学习了以下几个方面的内容:一、热处理工艺热处理是热加工的重要环节,它可以改变金属材料的组织结构和性能,使其具有更好的机械性能和耐腐蚀性能。
在实训中,我们学习了常见的热处理工艺,如退火、正火、淬火、回火等。
通过实际操作,我们了解了每种热处理工艺的原理和适用范围,掌握了热处理的基本技能。
二、热加工设备热加工设备是实现热加工的关键,它包括热处理炉、热加工机床、热喷涂设备等。
在实训中,我们学习了各种热加工设备的结构和工作原理,了解了设备的使用方法和注意事项。
通过实际操作,我们掌握了设备的操作技能,提高了设备的使用效率和安全性。
三、热加工工艺热加工工艺是实现热加工的关键,它包括热加工的基本原理、加工工艺和加工参数等。
在实训中,我们学习了各种热加工工艺的原理和适用范围,了解了加工参数的选择和调整方法。
通过实际操作,我们掌握了热加工的基本技能,提高了加工效率和质量。
四、热喷涂技术热喷涂技术是一种新型的热加工技术,它可以在金属表面形成一层坚硬的涂层,提高金属的耐磨性和耐腐蚀性。
在实训中,我们学习了热喷涂技术的原理和适用范围,了解了喷涂设备的结构和工作原理。
通过实际操作,我们掌握了热喷涂的基本技能,提高了涂层的质量和稳定性。
热加工实训是一种非常重要的实践教学方式,它可以让学生在实践中掌握热加工的基本原理和技术,提高学生的实际操作能力和创新能力。
在今后的学习和工作中,我们将继续发扬实践精神,不断提高自己的热加工技能,为国家的工业发展做出更大的贡献。
![国人部发[2004]16号)文件规定的专业对照表专业对照表](https://uimg.taocdn.com/e75136056c85ec3a87c2c56c.webp)
新版工程类或工程经济类专业对照表附件 2 “工程类或工程经济类专业”对照表本文由“昆明博望教育” 独家整剪公布,转载请注明出处!,昆明博望教育专门致力于造价员、资料员、施工员、测量员等建筑技能培训,依据实际工作中所需必备技能,从零开始,循序渐进,手把手教学,结合案例进行大量实训练习,学会为止,尽可能使学员学友所成,学能致用。
经过考评合格学员可直接由就业部推荐工作,处理结业后就业之忧!二十四小时在线答疑平台,帮助学员走上工作岗位后顺利度过上手支出适应期!分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称土建类矿井建设土木工程矿井建设矿井建设建筑工程技术,基础工程技术,建筑装饰工程技术,中国古建筑工程技术,地下工程和隧道工程技术建筑工程土建结构工程,工业和民用建筑工程,岩土工程城镇计划,市政工程技术城镇建设城镇建设公路运输和管理,高等级公路维护和管理,公路监理,道路桥梁工程技术,高速铁道技术,电气化铁道技术,铁路工程技术,城市轨道交通工程技术交通土建工程铁道工程,公路和城市道路工程,地下工程和隧道工程,桥梁工程工业设备安装工程工业设备安装工程饭店工程涉外建筑工程土木工程建筑设计技术,室内设计技术建筑学建筑学建筑学,室内设计电子信息科学和技术无线电物理学无线电物理学,物理电子学,无线电波传输和天线电子学和信息系统电子学和信息系统,生物医学和信息系统信息和电子科学电子科学和技术电子材料和元器件电子材料和元器件,磁性物理和器件微电子技术半导体物理和器件物理电子技术物理电子技术物理电子技术,电光分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称光电子技术光电子技术光电子技术,红外技术,光电成像技术物理电子和光电子技术物理电子和光电子技术计算机科学和技术计算机控制技术,计算机应用技术,计算机网络技术,计算机多媒体技术,计算机系统维护计算机科学和技术计算机及应用计算机及应用计算机软件计算机软件计算机科学教育计算机科学教育软件工程计算机器件及设备计算机科学和技术采矿工程煤矿开采技术,金属矿开采技术,非金属矿开采技术,矿山机电采矿工程采矿工程采矿工程,露天开采,矿山工程物理矿物加工工程选矿机电技术矿物加工工程选矿工程选矿工程矿物加工技术矿物加工工程勘察技术和工程煤田地质和勘查技术,油气地质和勘查技术,金属矿产地质和勘查技术,非金属矿产地质和勘查技术,勘察技术和工程水文地质和工程地质水文地质和工程地质工程地质勘查应用地球化学地球化学和勘察水文地质和勘查技术应用地球物理勘查地球物理,矿场地球物理勘察工程探矿工程测绘工程测绘工程大地测量大地测量工程测量技术,工程测量和监理,矿山测量测量工程测量学,工程测量,矿山测量摄影测量和遥感摄影测量和遥感地图学地图制图交通工程交通工程交通工程交通工程,公路、道路及机场工程总图设计和运输工程总图设计和运输道路交通事故防治工程港口航道和海岸工程港口航道和治河工程,河务工程和管理港口航道和海岸工程港口航道及治河工程港口及航道工程,河流泥沙及治河工程,港口水工建筑工程,水道及港口工程,航分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称道(或整改)工程港口工程技术,管道工程技术,管道工程施工,航道工程技术海岸和海洋工程海洋工程,港口、海岸及近岸工程,港口航道及海岸工程船舶和海洋工程船舶工程技术船舶和海洋工程船舶工程船舶工程,造船工艺及设备海岸和海洋工程海洋工程水利水电工程水利工程,水利工程施工技术,水利水电建筑工程,水利水电工程管理,水利工程监理水利水电工程水利水电建筑工程水利水电工程施工,水利水电工程建筑城市水利水利水电工程河川枢纽及水电站建筑物,水工结构工程水文和水资工程水文和水资工程水文和水资利用陆地水文,海洋工程水文,水资计划及利用热能和动力工程热能动力设备和应用,城市热能应用技术热能和动力工程热力发动机热能动力机械和装置,内燃机,热力涡轮机,军用车辆发动机,水下动力机械工程流体机械及流体工程流体机械,压缩机,水力机械热能工程和动力机械热能工程工程热物理,热能工程,电厂热能动力工程,锅炉制冷和低温技术制冷设备和低温技术能工程工程热物理水利水电动力工程水利水电动力工程冷冻冷藏工程制冷和冷藏技术冶金工程冶金工程钢铁冶金钢铁冶金有色金属冶金有色金属冶金冶金物理化学冶金物理化学冶金环境工程环境工程环境工程环境工程环境监测和治理技术,城市检测和工程技术,环境监测和评价环境监测环境监测资环境和城市管理环境计划和管理环境计划和管理水环境监测和保护,城市水净化技术水文地质和工程地质水文地质和工程地质环境艺术设计农业环境保护农业环境保护安全工程安全工程矿山通风和安全矿山通风和安全工业环境保护和安全技术,安全工程安全工程分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称安全技术管理金属材料工程金属材料工程金属材料和热处理金属材料和热处理金属压力加工金属压力加工粉末冶金粉末冶金复合材料复合材料腐蚀和防护腐蚀和防护铸造铸造塑性成形工艺及设备锻压工艺及设备焊接工艺及设备焊接工艺及设备无机非金属材料工程无机非金属材料工程无机非金属材料无机非金属材料,建筑材料和制品硅酸盐工程硅酸盐工程复合材料复合材料材料成形及控制工程材料工程技术,建筑装饰材料及检测材料成形及控制工程金属材料和热处理金属材料和热处理热加工工艺及设备热加工工艺及设备铸造铸造材料成型和控制技术塑性成形工艺及设备锻压工艺及设备焊接工艺及设备焊接工艺及设备石油工程石油工程石油工程钻井工程,采油工程,油藏工程油气储运工程油气储运工程石油天然气储运工程石油储运化学工程和工艺化学工程和工艺化学工程化学工程,石油加工,工业化学,核化工化工工艺无机化工,有机化工,煤化工高分子化工高分子化工精细化工精细化工,感光材料生物化工生物化工工业分析^p 工业分析^p电化学工程电化学生产工艺工业催化工业催化化学工程和工艺高分子材料及化工生物化学工程生物工程生物工程生物化工生物化工微生物制药微生物制药生物化学工程分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称发酵工程发酵工程制药工程制药工程化学制药化学制药生物制药生物制药中药制药中药制药制药工程给水排水工程给排水工程技术,水工业技术,浇灌和排水技术给水排水工程给水排水工程给水排水工程建筑环境和设备工程建筑设备工程技术,供热通风和空调工程技术建筑环境和设备工程供热通风和空调工程供热通风和空调工程建筑电气工程技术,城市燃气工程技术城市燃气工程城市燃气工程楼宇智能化工程技术供热空调和燃气工程通信工程通信技术,移动通信技术,程控交换技术,通信网络和设备,通信系统运行和管理通信工程通信工程通信工程,无线通信,计算机通信计算机通信,航空通信技术计算机通信电子信息工程电子测量技术和仪器,电子仪器仪表和维修,电子设备和运行管理,微电子技术,无线电技术电子信息工程电子工程无线电技术,广播电视工程,电子视监,电子工程,水声电子工程,船舶通信导航,大气探测技术,微电子电路和系统,水下引导电子技术应用电子技术应用电子技术,电子技术图文信息技术信息工程信息工程,图象传输和处理,信息处理显示和识别电磁场和微波技术电磁场和微波技术广播电视网络技术,有线电视工程技术,广播电视技术,影视多媒体技术广播电视工程电子信息工程技术电子信息工程无线电技术和信息系统电子和信息技术摄影测量和遥感摄影测量和遥感信息安全技术公共安全图像技术刑事摄影机械设计制造及其自动化机械制造和自动化,室内检测和控制技术,数控技术,精密机械技术机械设计制造及其自动化机械制造工艺和设备机械制造工艺和设备,机械制造工程,精密机械和仪器制造,精密机械工程机械设计和制造,工业设计,计算机辅助设计和制造机械设计及制造机械设计及制造,矿业机械,冶金机械,起重运输和工程机械,高分子材料加工机械,纺织机械,仪器机械,印刷机械,农业机械工程机械控制技术,工程机机车车辆工程铁道车辆分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称械利用和维护汽车和拖拉机汽车和拖拉机液压和气动技术流体传动及控制流体传动及控制,流体控制和操纵系统真空技术及设备真空技术及设备机械电子工程电子精密机械,电子设备结构,机械自动化及机器人,机械制造电子控制和检测,机械电子工程设备工程和管理设备工程和管理林产化工技术,木材加工技术林业和木工机械林业机械测控技术和仪器测控技术和仪器精密仪器精密仪器,时间计控技术及仪器,分析^p 仪器,科学仪器工程光学技术和光电仪器应用光学,光学材料,光学工艺和测试,光学仪器检测技术及仪器仪表检测技术及仪器,电磁测量及仪表,工业自动化仪表,仪表及测试系统,无损检测电子仪器及测量技术电子仪器及测量技术几何量计量测试几何量计量测试热工计量测试热工计量测试力学计量测试力学计量测试无线电计量测试无线电计量测试检测技术和精密仪器测控技术和仪器过程装备和控制工程过程装备和控制工程化工设备和机械化工设备和机械电气工程及其自动化发电厂及电力系统,电厂设备运行和维护,小型水电站及电力网,供用电技术,电网监控技术,农村电气化技术,电力系统自动化技术,水电站动力设备和管理电气工程及其自动化电气工程及其自动化,电力系统及其自动化电力系统及其自动化,继电保护和自动远动技术高电压和绝缘技术高电压技术及设备,电气绝缘和电缆,电气绝缘材料电气技术电气技术,船舶电气管理,铁道电气化电机和电气,机电一体化技术、机电设备维修和管理,机电设备运行和维护,航空机电设备维修,航空电子设备维修电机电器及其控制电机,电器,微特电机及控制电器分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称光和照明电气工程及其自动化工程管理建筑工程管理,建筑经济管理,工程监理,工程造价工程管理管理工程工业管理工程,建筑管理工程,邮电管理工程,物资管理工程,基础建设管理工程消防工程技术涉外建筑工程营造和管理国际工程管理工业工程工业工程工业工程相近专业航海技术海洋船舶驾驶海洋船舶驾驶轮机工程轮机管理轮机管理轮机工程技术交通运输交通运输铁道运输,交通运输管理工程载运工具利用工程汽车利用工程道路交通管理工程电气自动化技术,生产过程自动化技术,自动化生产设备应用自动化工业自动化工业自动化,工业电气自动化,生产过程自动化,电力牵引和传动控制自动化港口物流设备和自动控制自动控制自动控制,交通信号和控制,水下自航器自动控制飞行器制导和控制飞行器自动控制,导弹制导,惯性导航和仪表生物医学工程生物医学工程生物医学工程,生物医学工程和仪器核工程和核技术核技术同位素分离,核材料,核电子学和核技术应用核工程核反应堆工程,核动力装置工程力学工程力学工程力学园林观赏园艺观赏园艺园林工程技术,园林技术园林园林风景园林风景园林工商管理工商行政管理工商行政管理物业管理,物业设施管理企业管理企业管理国际企业管理国际企业管理房地产经营管理工商管理分类高职高专本科_ 20__ 年- - 现在专业名称8 98 年- - 现在专业名称 93 -8 98 年专业名称 3 93 年前专业名称投资经济投资经济管理技术经济技术经济邮电通信管理林业技术林业经济管理林业经济管理注:1、本表按教育部现行《一般高等学校本科专业目录新旧专业对照表》编制,共包含“土建类、测绘类、水利类、交通运输类、能动力类、地矿类、材料类、电气信息类、机械类、管理科学和工程类、生物工程类、化工和制药类、工程力学类”等。
附件1
专业对照表
注:1.本表按教育部现行《普通高等学校本科专业目录新旧专业对照表》编制,共涉及“土建类、测绘类、水利类、交通运输类、能源动力类、地矿类、材料类、电气信息类、机械类、管理科学与工程类、生物工程类、化工与制药类、工程力学类”等18类45个专业,其中本专业36个,相近专业9个。
2.为便于考核认定条件中有关专业学历的确认,对“本专业”、“相近专业”和
“其他专业”进行了划分,供申报和审核考核认定条件时参考。
其他专业的具体范围由住房和城乡建设部、人力资源和社会保障部确认。
热加工工艺基础教学设计前言随着制造业的发展,热加工工艺在产品制造中扮演着越来越重要的角色。
为了培养具有热加工工艺基础的人才,我们需要针对学生的需求进行热加工工艺基础教学的设计。
本文将介绍一套基于实践的热加工工艺基础教学设计。
教学目标1.掌握热加工工艺的基础原理,了解主要工艺流程和加工设备。
2.熟练掌握基本的热加工工艺技能,能够进行基础的加工操作。
3.培养学生的实践能力,能够独立解决常见的加工问题。
教学内容热加工工艺基础理论1.热加工工艺的概念与分类2.热加工工艺中的基本物理原理(如热传导、热膨胀等)3.热加工过程中的工艺流程(如锻造、铸造、焊接等)4.热加工工艺中的加工设备(如电弧焊设备、等离子切割设备等)热加工实践操作1.热加工设备操作规范2.热加工常规操作技能(如焊接、切割、熔接等)3.热加工操作中的注意事项和常见问题解决技能热加工实践项目1.设计并制作一个小型焊接工件2.采用锻造、铸造、热轧等工艺加工一道理论分析过的工件教学方法1.讲授理论课程,介绍热加工工艺基础原理和相关加工设备。
2.辅以实际演示,让学生了解热加工实际操作中的细节和注意事项。
3.实验授课,让学生通过实际操作熟悉加工设备和进行工件加工。
4.独立操作,让学生独立完成一定难度的热加工工艺项目。
实施方案课程设置课程名称学时数内容概括热加工工艺基础理论30h 热加工工艺的基本概念、热加工原理、热处理、加工流程和设备等基础操作技能20h 焊接、切割、熔接等基本加工工艺技能课程名称学时内容概括数加工项目20h 独立完成小型焊接工件设计和制作实施流程1.在第一周,讲授热加工基础理论,介绍热加工工艺、工艺流程、设备以及常规加工技能。
2.在第二周,讲授焊接技能,进行熟悉加工设备和熟练掌握操作技能的实验课程。
3.在第三周,推进实际操作流程,将学生分成小组进行实际操作,通过锻造、铸造、热轧等加工方式设计并制作工件。
4.在第四周,讲授热加工操作中的注意事项和常见问题解决技能,巩固加工实践中的操作技能。
金属工艺学热加工工艺基础引言热加工是指将金属材料在高温条件下进行加工和塑性变形的工艺。
它是金属工艺学中最常用的一种加工方法。
本文将介绍金属工艺学热加工的基础知识和常见工艺,包括热加工的定义、分类、应用领域以及热加工工艺的基本原理和过程。
热加工的定义和分类热加工是指将金属材料在高温条件下进行加工和塑性变形的工艺,通过加热金属材料,使其达到高温状态下的可塑性,从而改变其形状和性能。
热加工可以分为以下几个分类:1.锻造:将金属材料加热至塑性变形温度,在模具的作用下施加压力,使金属材料发生塑性变形,得到所需形状的工艺方法。
2.热轧:将金属坯料加热至塑性变形温度,通过连续轧制的工艺,将金属坯料压制成所需的薄板、条材等形状的工艺方法。
3.热挤压:将金属材料加热至塑性变形温度,在模具作用下施加压力,使金属材料发生塑性变形,得到所需形状的工艺方法。
4.热拉伸:将金属材料加热至塑性变形温度,在拉伸力作用下使其发生塑性变形的工艺方法。
热加工的应用领域热加工在许多领域都有广泛的应用,包括以下几个方面:1.金属制造业:热加工是制造金属制品的主要方法之一,应用于汽车、船舶、机械设备等各个领域。
2.建筑业:热加工在建筑业中主要应用于金属结构件的制造和加工,如桥梁、厂房等。
3.能源行业:热加工在能源行业中用于制造燃烧设备、锅炉等。
4.航空航天业:热加工在航天航空行业中用于制造航空发动机、航天器件等。
热加工工艺的基本原理和过程热加工工艺的基本原理是将金属材料加热至塑性变形温度,使其处于可塑性状态,通过施加力或形变方式,使金属材料发生塑性变形,从而获得所需形状和性能的工艺方法。
热加工工艺的基本过程包括以下几个步骤:1.加热:将金属材料加热至塑性变形温度,通常使用火焰加热、电阻加热等方法。
2.塑性变形:在加热状态下,施加力或形变方式使金属材料发生塑性变形,通常使用压力、拉伸等方法。
3.冷却:经过塑性变形后,将金属材料冷却至室温,使其保持所需形状和性能。
大学工学专业介绍:材料成型及控制工程主干学科:机械工程、材料科学与工程主要课程:工程力学、机械原理及机械零件、电工与电子技术、微型计算机原理及应用、热加工工艺基础、热加工工艺设备及设计、检测技术及控制工程、CAD/CAM基础。
专业概况:教学实践包括军训、金工、电工、电子实习,认识实习,生产实习,社会实践,课程设计,毕业设计(论文)等,一般应安排40周以上。
培养目标本专业培养具备机械热加工基础知识与应用能力,能在工业生产第一线从事热加工领域内的设计制造、试验研究、运行管理和经营销售等方面工作的高级工程技术人才。
培养要求本专业学生主要学习材料科学及各类热加工工艺的基础理论与技术和有关设备的设计方法,受到现代机械工程师的基本训练,具有从事各类热加工工艺及设备设计、生产组织管理的基本能力。
就业方向1.具有较扎实的自然科学基础,较的人文艺术和社会科学基础及正确运用本国语言、文字的表达能力;2.较系统地掌握本专业领域宽广的技术理论基础知识,主要包括力学、机械学、电工与电子技术、热加工工艺基础、自动化基础、市场经济及企业管理等基础知识;3.具有本专业必需的制图、计算、测试、文献检索和基本工艺操作等基本技能及较强的计算机和外语应用能力;4.具有本专业领域内某个专业方向所必需的专业知识,了解科学前沿及发展趋势;5.具有较强的自学能力、创新意识和较高的综合素质。
开设院校:按高校热度排序[北京]北京理工大学 [四川]西南交通大学[吉林]吉林大学 [广东]华南理工大学[北京]北京航空航天大学 [重庆]重庆大学[山东]山东科技大学 [陕西]西北工业大学[天津]天津大学 [湖南]湖南大学[辽宁]大连理工大学 [上海]华东理工大学[黑龙江]哈尔滨工业大学 [天津]天津理工大学[江苏]南京理工大学 [上海]上海理工大学[辽宁]东北大学 [安徽]合肥工业大学[山东]山东建筑大学 [河北]燕山大学[山西]太原理工大学 [湖北]武汉工程大学[河南]河南科技大学 [福建]福州大学[江西]华东交通大学 [云南]昆明理工大学[陕西]西安理工大学 [北京]华北科技学院[江苏]扬州大学 [湖南]湘潭大学[江苏]江苏大学 [河北]河北科技大学[湖南]中南林业科技大学 [广西]桂林电子科技大学[江西]南昌航空大学 [辽宁]沈阳工业大学[江苏]南京农业大学 [广西]广西大学[安徽]安徽工业大学 [甘肃]兰州理工大学[河南]中原工学院 [山东]山东交通学院[贵州]贵州大学 [上海]上海工程技术大学[重庆]重庆工学院 [陕西]西安建筑科技大学[陕西]陕西科技大学 [辽宁]辽宁工程技术大学[陕西]西安工程大学 [吉林]长春工业大学。
专业对照表
注:1.本表按教育部现行《普通高等学校本科专业目录新旧专业对照表》编制,共涉及“土建类、测绘类、水利类、交通运输类、能源动力类、地矿类、材
料类、电气信息类、机械类、管理科学与工程类、生物工程类、化工与制
药类、工程力学类”等18类45个专业,其中本专业36个,相近专业9个。
2.为便于考核认定条件中有关专业学历的确认,对“本专业”、“相近专业”和“其他专业”进行了划分,供申报和审核考核认定条件时参考。
其他专业的具体
范围由住房和城乡建设部、人力资源和社会保障部确认。
一级、二级建造师,监理工程师最新专业对照表工程类或工程经济类专业对照表-05-31 18:05【大中小】【打印】【我要纠错】分类98年-现在专业名称93-98年专业名称93年前专业名称本专业(工程、工程经济)土木工程矿井建设矿井建设建筑工程土建结构工程,工业与民用建筑工程,岩土工程,地下工程与隧道工程城镇建设城镇建设交通土建工程铁道工程,公路与城市道路工程,地下工程与隧道工程,桥梁工程工业设备安装工程工业设备安装工程饭店工程涉外建筑工程土木工程建筑学建筑学建筑学,风景园林,室内设计电子信息科学与技术无线电物理学无线电物理学,物理电子学,无线电波传播与天线电子学与信息系统电子学与信息系统,生物医学与信息系统信息与电子科学电子科学与技术电子材料与无器件电子材料与元器件,磁性物理与器件微电子技术半导体物理与器件物理电子技术物理电子技术,电光源光电子技术光电子技术,红外技术,光电成像技术物理电子和光电子技术计算机科学与技术计算机及应用计算机及应用计算机软件计算机软件计算机科学教育计算机科学教育软件工程计算机器件及设备计算机科学与技术采矿工程采矿工程采矿工程,露天开采,矿山工程物理矿物加工工选矿工程选矿工程在专业名称名称程矿物加工工程勘察技术与工程水文地质与工程地质水文地质与工程地质应用地球化学地球化学与勘察应用地球物理勘查地球物理,矿场地球物理勘察工程探矿工程测绘工程大地测量大地测量测量工程测量学,工程测量,矿山测量摄影测量与遥感摄影测量与遥感地图学地图制图交通工程交通工程交通工程,公路、道路及机场工程总图设计与运输工程总图设计与运输道路交通事故防治工程港口航道与海岸工程港口航道及治河工程港口及航道工程,河流泥沙及治河工程,港口水工建筑工程,水道及港口工程,航道(或整治)工程海岸与海洋工程海洋工程,港口、海岸及近岸工程,港口航道及海岸工程船舶与海洋工程船舶工程船舶工程,造船工艺及设备海岸与海洋工程海洋工程水利水电工程水利水电建筑工程水利水电工程施工,水利水电工程建筑水利水电工程河川枢纽及水电站建筑物,水工结构工程水文与水资源工程水文与水资源利用陆地水文,海洋工程水文,水资源规划及利用热能与动力工程热力发动机热能动力机械与装置,内燃机,热力涡轮机,军用车辆发动机,水下动力机械工程流体机械及流体工程流体机械,压缩机,水力机械热能工程与动力机械热能工程工程热物理,热能工程,电厂热能动力工程,锅炉制冷与低温技术制冷设备与低温技术能源工程工程热物理水利水电动力工程水利水电动力工程冷冻冷藏工程制冷与冷藏技术冶金工程钢铁冶金钢铁冶金在专业名称名称有色金属冶金有色金属冶金冶金物理化学冶金物理化学冶金环境工程环境工程环境工程环境监测环境监测环境规划与管理环境规划与管理水文地质与工程地质水文地质与工程地质农业环境保护农业环境保护安全工程矿山通风与安全矿山通风与安全安全工程安全工程金属材料工程金属材料与热处理金属材料与热处理金属压力加工金属压力加工粉末冶金粉末冶金复合材料复合材料腐蚀与防护腐蚀与防护铸造铸造塑性成形工艺及设备锻压工艺及设备焊接工艺及设备焊接工艺及设备无机非金属材料工程无机非金属材料无机非金属材料,建筑材料与制品硅酸盐工程硅酸盐工程复合材料复合材料材料成形及控制工程金属材料与热处理金属材料与热处理热加工工艺及设备热加工工艺及设备铸造铸造塑性成形工艺及设备锻压工艺及设备焊接工艺及设备焊接工艺及设备石油工程石油工程钻井工程,采油工程,油藏工程油气储运工程石油天然气储运工程石油储运化学工程与工艺化学工程化学工程,石油加工,工业化学,核化工化工工艺无机化工,有机化工,煤化工高分子化工高分子化工精细化工精细化工,感光材料在专业名称名称生物化工生物化工工业分析工业分析电化学工程电化学生产工艺工业催化工业催化化学工程与工艺高分子材料及化工生物化学工程生物工程生物化工生物化工微生物制药微生物制药生物化学工程发酵工程发酵工程制药工程化学制药化学制药生物制药生物制药中药制药中药制药制药工程给水排水工程给水排水工程给水排水工程建筑环境与设备工程供热通风与空调工程供热通风与空调工程城市燃气工程城市燃气工程供热空调与燃气工程通信工程通信工程通信工程,无线通信,计算机通信计算机通信电子信息工程电子工程无线电技术,广播电视工程,电子视监,电子工程,水声电子工程,船舶通信导航,大气探测技术,微电子电路与系统,水下引导电子技术应用电子技术应用电子技术,电子技术信息工程信息工程,图象传输与处理,信息处理显示与识别,电磁场与微波技术电磁场与微波技术广播电视工程电子信息工程无线电技术与信息系统电子与信息技术摄影测量与遥感摄影测量与遥感公共安全图像技刑事照相。
热加工工艺基础知识引言热加工工艺是一种通过加热和塑造材料以改变其形状和性质的方法。
这种工艺广泛应用于各个行业,如金属加工、塑料加工、陶瓷制造等。
在热加工工艺中,热能被用来增加材料的可塑性,使其容易被塑造成所需的形状。
本文将介绍热加工工艺的基础知识,包括加热方式、热加工过程、热加工设备等。
加热方式热加工过程中最常用的加热方式有以下几种:1.火焰加热:通过燃烧燃料如天然气、煤气等产生的火焰,将热能传递给材料。
火焰加热具有温度范围广、适用于不同材料的优点,常用于金属加热和焊接过程中。
2.电阻加热:通过在材料中通电产生电流,材料的电阻会使电能转化为热能,从而加热材料。
电阻加热适用于各种材料,如金属、塑料等。
3.感应加热:通过将材料置于交变电磁场中,使材料内部的感应电流产生热能。
感应加热具有加热速度快、效率高等优点,常用于金属的加热和熔化。
除了以上几种常见的加热方式,还有其他一些特殊的加热方式,如激光加热、电子束加热等。
热加工过程热加工过程包括以下几个步骤:1.加热:将工件加热到所需温度。
在加热过程中,需要控制加热温度、加热时间以及加热方式等参数,以确保工件达到所需的热处理效果。
2.塑性变形:在工件加热到足够温度后,可以进行塑性变形。
塑性变形包括拉伸、压缩、弯曲、挤压等方式,可用于改变材料的形状和尺寸。
3.冷却:塑性变形后,工件需要进行冷却。
冷却过程中,工件的温度会逐渐降低,使材料恢复原来的硬度和强度。
热加工设备热加工工艺涉及到许多不同的设备和工具,下面介绍几种常用的热加工设备:1.火焰喷灯:用于火焰加热的工具,通常使用燃气和氧气混合产生火焰,可用于焊接、切割和加热金属工件。
2.电炉:用于电阻加热的设备,通过通电使材料加热,可以控制加热温度和时间,适用于各种加热需求。
3.感应加热设备:通过产生交变电磁场使材料加热的设备,常用于金属加热和熔化过程中。
除了以上设备,还有一些辅助设备如温度控制器、加热面具等,用于控制加热过程和保护操作人员的安全。
机械专业就业前景机械类包括材料成型及控制工程专业、车辆工程专业、工业设计专业等12个专业,下面是小编为大家精心推荐机械类各专业具体就业方向,希望能够对您有所帮助。
机械类材料成型及控制工程专业就业方向培养目标:本专业培养具备机械热加工基础知识与应用能力,能在工业生产第一线从事热加工领域内的设计制造、试验研究、运行管理和经营销售等方面工作的高级工程技术人才。
主要课程:工程力学、机械原理及机械零件、电工与电子技术、微型计算机原理及应用、热加工工艺基础、热加工工艺设备及设计、检测技术及控制工程、CAD/CAM基础。
就业方向:材料成型及控制工程专业学生毕业后可在工业生产第一线从事热加工领域内的设计制造、试验研究、运行管理和经营销售等方面工作。
从事职业有机械设计/制造、材料类、机械制图、模具设计/制造与维修等。
机械类车辆工程专业就业方向专业介绍:车辆工程是研究汽车、拖拉机、机车车辆、军用车辆及工程车辆等陆上移动机械的理论、设计和技术等问题的重要工程技术领域。
车辆在现代社会中使用广泛,它关系着我国经济建设支柱产业之一的汽车工业及交通运输事业的振兴和发展。
主要课程:车辆工程从初期涉及到力学、机械设计、材料、流体力学、化工到今天拓展至与机械电子工程、机械设计及理论、计算机、电子技术、测试计量技术、控制技术等学科相互渗透、相互联系,并进一步触及医学、生理学及心理学等广泛的领域,形成了一门涵盖多种高新技术的综合性学科和工程技术领域。
就业方向:车辆工程专业毕业生可在机车车辆、地铁及轻轨车辆、汽车的设计制造部门工作,同时,还可从事汽车销售、汽车服务、汽车维修等行业的工作,也可参与城市交通系统的规划、设计、建设、运营、管理等工作。
另外,随着国际交流日益频繁,在出国深造方面,基于全球化背景下现代汽车新技术在各国间的交融性和共通性,该专业的学生出国深造相对比较容易,回国服务的空间也异常广阔。
机械类工业设计专业就业方向专业介绍:工业设计指以工学、美学、经济学为基础对工业产品进行设计。
08000000 工学08010000 地矿类08010100 采矿工程08010200 石油工程08010300 矿物加工工程08010400 勘查技术与工程08010500 资源勘查工程08010600 地质工程08010700 矿物资源工程08014100 石油与天然气地质勘查技术08014200 矿山地质08014300 采矿技术08014400 石油与天然气开采08014500 钻井技术08014600 矿井通风与安全技术08014700 选矿技术08014800 岩土与基础工程设计08014900 矿山工程技术08015000 岩土与基础工程技术08015100 黄金地质勘查与管理08015200 黄金选冶工艺与技术08015300 洁净煤技术08015400 工程地震与工程勘查08015500 煤化工08015600 综合机械化采煤技术08020000 材料类08020100 冶金工程08020200 金属材料工程08020300 无机非金属材料工程08020400 高分子材料与工程08020500 材料科学与工程08020600 复合材料与工程08020700 焊接技术与工程08020800 宝石与材料工艺学08020900 粉体材料科学与工程08021000 再生资源科学与技术08021100 稀土工程08022200 军用材料工程08024100 钢铁冶金08024200 有色金属冶金08024300 金属材料与热处理08024400 金属压力加工08024500 硅酸盐工程08024600 腐蚀与防护08024700 炼铁08024800 炼钢08024900 硅酸盐工艺08025000 高分子材料加工08025100 涂装防护工艺08025200 炼钢及铁合金08025300 化学装潢材料及应用08025400 金属结构与焊接08025500 建筑装饰材料与工程08025600 宝石学08025700 宝石加工及鉴定08025800 宝石与贸易08025900 建筑材料与塑胶加工08026000 珠宝首饰设计与制作08026100 产品涂饰与装璜08026200 金银珠宝工艺及制品08026300 磨料磨具制造08026400 超硬材料及制品08026500 装饰与装潢材料08026600 珠宝鉴赏与工艺08026700 新型材料应用08026800 贵金属材料成型及控制08026900 电线电缆制造技术08027000 珠宝技术与工艺08027100 珠宝加工与鉴定08027200 宝石鉴定与营销08027300 高分子材料应用08027400 焊接工程及自动化08030000 机械类08030100 机械设计制造及其自动化08030200 材料成型及控制工程08030300 工业设计08030400 过程装备与控制工程08030500 机械工程及自动化08030600 车辆工程08030700 机械电子工程08034100 机械制造工艺与设备08034200 热加工工艺及设备08034300 铸造08034400 焊接工艺及设备08034500 机械设计及制造08034600 化工设备与机械08034700 汽车与拖拉机08034900 设备工程与管理08035000 模具设计与制造08035100 内燃机制造与维修08035200 汽车、拖拉机制造与维修08035300 船舶制造与维修08035400 船舶机械制造与维修08035500 农业机械制造与维修08035600 化工机械制造与维修08035700 精密医疗机械制造与维修08035800 工程机械制造与维修08035900 建材机械制造与维修08036000 机械设备及自动化08036100 飞机及发动机维修08036200 制药机械制造与维修08036300 液压技术应用08036400 焊接08036500 机电一体化08036600 汽车技术08036700 汽车检测与维修08036701 机动车检测与维修08036800 工程机械08036900 电子机械制造与维修08037000 汽车工艺与维修08037100 飞机维修工程08037200 机电技术应用08037300 机械及自动化技术08037400 冶金机械08037500 数控机床加工技术08037600 舰船动力机械与装置08037700 飞机控制设备与仪表08037800 假肢矫形08037900 药剂设备08038000 玩具08038100 船舶技术08038200 印刷机械操作与维修08038300 机械电子技术08038400 汽车维修与营销08038500 工程机械控制技术08038600 热能机械08038700 飞机机电设备维修08038800 汽车工程08038900 智能建筑控制工程08039000 机电设备维修08039100 机械运用与维修08039200 机械设备维修与管理08040000 仪器仪表类08040100 测控技术与仪器08044100 自动化仪表及应用08044200 计量测试技术08044300 检测技术与应用08044400 热工检测与控制技术08044500 医用电子仪器08044600 医用放射线设备08044700 理化检验及分离技术08044800 计量技术及管理08044900 工业仪表及自动化08045000 眼镜技术08045100 验光制镜08045200 机电产品质量检验08045300 电子仪器及电气维修08045400 电气及仪表应用技术08045500 分析测试技术与仪器维修08045600 分析与检测技术08045700 视光技术08045800 计算机与自动检测08045900 电子测量与仪器08046000 测绘仪器08046100 航空仪电维修工程08046200 光学仪器维修08046300 声像设备维修工程08046400 医疗仪器维修08046500 油料质量与计量08046600 质量检测技术与控制08046700 产品质量检验08046800 无损检测08046900 视光与配镜技术08050000 能源动力类08050100 热能与动力工程08050200 核工程与核技术08050300 工程物理08054100 热能工程08054200 制冷与低温技术08054300 工业炉与热能利用08054400 电厂热能动力08054500 火电厂集控运行08054600 燃料输送系统自动化08054700 采暖与通风08054800 制冷与空调08054900 制冷与供暖08055000 城市热能应用技术08055100 热工自动化08055200 城市能源管理08060000 电气信息类08060100 电气工程及其自动化08060200 自动化08060300 电子信息工程08060400 通信工程08060500 计算机科学与技术08060501 计算机科学与技术(软件) 08060502 计算机科学与技术(应用) 08060600 电子科学与技术08060700 生物医学工程08060800 电气工程与自动化08060900 信息工程08061000 光源与照明08061100 软件工程08061200 影视艺术技术08061300 网络工程08061400 信息显示与光电技术08061500 集成电路设计与集成系统08061600 光电信息工程08061700 广播电视工程08061800 电气信息工程08064100 电机电器及其控制08064200 工业自动化08064300 电气技术08064400 电机制造与运行08064500 电器制造08064600 电机与电器08064700 发电厂及电力系统08064800 电力系统继电保护08064900 电网监控技术08065000 输电线路工程08065100 供用电技术08065200 工业电气自动化技术08065201 电气自动化08065300 生产过程自动化技术08065400 工业自动化仪表08065500 工业用电08065600 用电管理与监察08065700 建筑电气工程08065800 微电子技术08065900 应用电子技术08066000 计算机及应用08066100 计算机软件08066200 自动控制08066300 计算机科学教育08066500 电子与信息技术08066600 计算机通信08066700 计算机应用技术08066800 无线电技术08066900 电子设备结构设计与工艺08067000 电子设备维修08067100 计算机应用与维护08067200 办公自动化设备运行与维修08067300 机床数控技术08067400 通信线路08067500 光纤通信08067600 程控交换技术08067700 通信技术08067800 移动通信08067900 卫星通信08068000 电子技术及微机应用08068100 微型计算机及应用08068200 办公自动化技术08068300 计算机与信息管理08068400 工业电子技术08068500 计算机辅助机械设计08068600 计算机与邮政通信08068700 数据与图文通信08068800 国际邮政通信08068900 邮政自动化08069000 信息处理与自动化08069100 电器与电脑08069200 金融网技术08069300 数控技术及应用08069400 电子设备应用技术08069500 网络技术与信息处理08069501 网络技术与电子商务08069600 声像技术08069700 计算机网络与软件应用08069800 电子工程08069900 通信与可视技术08070000 土建类08070100 建筑学08070200 城市规划08070300 土木工程08070400 建筑环境与设备工程08070500 给水排水工程08070600 城市地下空间工程08072100 军港建筑工程08072200 野战给水工程08072300 给排水与采暖通风工程08072400 道路桥梁与渡河工程08072500 野战工程08074100 建筑工程08074200 城镇建设08074300 交通土建工程08074400 供热通风与空调工程08074500 工业设备安装工程08074600 供热空调与燃气工程08074700 建筑设计08074800 建筑装饰技术08074900 房屋建筑工程08075000 公路与城市道路工程08075001 公路工程08075100 铁道与桥梁工程08075200 建筑材料检验与制品工艺08075300 房屋设备安装08075400 工业与民用建筑工程08075500 公路与桥梁08075600 建筑电器技术08075700 铁道工程08075800 房屋建筑与装饰08075900 水利水电建筑工程08076000 建筑电气技术08076100 供水供热与空调08076200 岩土工程08076300 公路养护机械化08076400 建筑施工管理技术08076500 交通土建工程实验与测试技术08076600 城市燃气与热力工程08076700 土木工程施工技术及管理08076800 城市供用电技术08076900 城市水净化技术08077000 建筑设备安装与运行08077100 建筑水电设备工程08077200 市政工程08077300 建筑施工技术08077400 营房结构工程08077500 机场营房建筑与管理08077600 通风空调与给排水08077700 土木工程技术08077800 道路与桥梁工程08077900 建筑工程质量控制技术08078000 岩土工程施工与管理08078100 土木工程质量检测08078200 暖通空调设备及自动化08080000 水利类08080100 水利水电工程08080200 水文与水资源工程08080300 港口航道与海岸工程08080400 港口海岸及治河工程08084100 水利工程08084200 水电站动力设备08084300 水电站设备及自动化08084400 水电站与水电网08090000 测绘类08090100 测绘工程08090200 遥感科学与技术08091700 摄影测量与遥感08091800 地图与地理信息系统08094100 测量工程08094200 航空摄影测量08094300 地籍测量与土地管理08094400 环境监测08094500 环境治理工程08094600 港口及航道工程08094700 工程测量08094800 环境监测与治理08094900 光电测量08095000 大地测量08095100 军事工程测量08095200 地籍测量与管理08095300 海道测量08095400 地图印刷08095500 海图制图08095600 地图制图08095700 计算机制图08095800 环境监控技术08095900 现代测绘技术08100000 环境与安全类08100100 环境工程08100200 安全工程08101800 核技术与核安全(工程物理)08101900 化学防护工程08102000 伪装工程08104100 室内环境控制工程08104200 环境保护与监测08104300 室内环境工程与设计08104400 安全技术08104500 核潜艇环境工程08104600 环境净化与监测技术08104700 公路环境检测与保护08110000 化工与制药类08110100 化学工程与工艺08110200 制药工程08110300 化工与制药08114100 化工分析与监测08114200 化学工程08114300 化工工艺08114400 高分子化工08114500 精细化工08114600 工业分析08114700 化学制药08114800 中药制药08114900 生物化学工程08115000 石油化工工艺08115100 精细化工工艺08115200 电厂燃料及工质分析08115300 电镀工艺08115400 工业分析及仪器维修08115500 理化测试与质量管理08115600 生物制药08115700 工业分析与环境监测08115800 生物化工技术08120000 交通运输类08120100 交通运输08120200 交通工程08120300 油气储运工程08120400 飞行技术08120500 航海技术08120600 轮机工程08120700 物流工程08120800 海事管理08124100 海洋船舶驾驶08124200 轮机管理08124300 铁道运输08124400 汽车运用技术08124500 直升机驾驶08124600 民航运输08124700 油气集输技术08124800 城市轨道交通08124900 邮政运输08125000 城市燃气配输08125100 航空港安全检查08125200 航空油料储运与应用08125300 民航特种车辆维修08125400 运输动力机械管理08125500 国际航运业务管理08125600 外轮理货与港口业务08125700 机场设备运营管理08125800 港口物流设备与自动控制08125900 储运管理08126000 汽车运用与维修08126100 交通智能控制技术08130000 海洋工程类08130100 船舶与海洋工程08140000 轻工纺织食品类08140100 食品科学与工程08140200 轻化工程08140300 包装工程08140400 印刷工程08140500 纺织工程08140600 服装设计与工程08140700 食品质量与安全08140800 酿酒工程08142200 军需工程08144100 农业机械化08144200 农产品贮运与加工08144300 冷冻冷藏工程08144400 印刷技术08144500 烟草工程08144600 香料香精工艺08144700 食品工艺08144800 乳品工艺08144900 包装技术08145000 彩色印刷设备及工艺08145100 彩色电子制版08145200 印刷设备工程08145300 印刷图文信息处理08145400 化妆品与美容08145500 丝绸工程08145600 染整工程08145700 纺织材料及纺织品设计08145800 服装08145900 纺织工艺08146000 纺织品设计08146100 服装工艺08146200 化学纤维08146300 鞋类设计与工艺08146400 电子出版08146500 电脑图文处理与制版08146600 食品加工08146700 发酵工艺08146800 发酵工程08146900 包装设计与印刷技术08147000 服装设计与营销08147100 食品营养及检测08147200 食品工艺与检测08147300 食品开发技术08147400 彩色电子印刷技术08147500 橡胶制品加工工艺08147600 营养与食品科学08147700 布艺设计与营销08147800 染整工艺08147900 轻纺产品设计与工艺08148000 运动营养与膳食技术08148100 皮革制品设计与工艺08148200 林果产品加工与检验08148300 食品卫生安全与检测08148400 绿色产品开发08148500 食品加工与管理08148600 食品检验与质量管理08148700 服装制作与工艺08150000 航空航天类08150100 飞行器设计与工程08150200 飞行器动力工程08150300 飞行器制造工程08150400 飞行器环境与生命保障工程08152000 航天测控工程08152100 飞行器系统与工程08152200 空间工程08160000 武器类08160100 武器系统与发射工程08160200 探测制导与控制技术08160300 弹药工程与爆炸技术08160400 特种能源工程与烟火技术08160500 地面武器机动工程08160600 信息对抗技术08160700 武器系统与工程08162300 火炮与自动武器08162400 地雷与爆破工程08162500 水中兵器工程08162600 航空兵器工程08162700 弹药工程08164100 航空军械维修工程08164200 高炮维修工程08164300 舰炮维修工程08164400 航空导弹维修工程08164500 轻武器维修工程08164600 地炮维修工程08164700 坦克武器维修工程08164800 导弹引信战斗部08164900 鱼雷与反潜维修工程08165000 军械储存与管理08165100 航空水中兵器维修工程08165200 民用爆破器材08170000 工程力学类08170100 工程力学08170200 工程结构分析08180000 生物工程类08180100 生物工程08184100 现代免疫技术与生物制品08184200 生化技术08184300 食品生物工程08190000 农业工程类08190100 农业机械化及其自动化08190200 农业电气化与自动化08190300 农业建筑环境与能源工程08190400 农业水利工程08190500 农业工程08190600 生物系统工程08194100 工厂化农业设施08200000 林业工程类08200100 森林工程08200200 木材科学与工程08200300 林产化工08204100 木材加工08204200 森林防火08210000 公安技术类08210100 刑事科学技术08210200 消防工程08210300 安全防范工程08210400 交通管理工程08210500 核生化消防08214100 警犬技术08214200 刑侦技术08214300 消防管理08300000 实用技术类08304100 应用技术教育08304200 面点工艺08304300 西餐工艺08304400 烹饪与营养08304500 烹饪工艺08304600 多媒体应用08304700 录音技术08304800 现代应用电器与电子08304900 化妆08305000 广告电脑制作08305100 智能化楼宇及设施管理08305200 广告制作与传播08305201 广告创意与传播08305300 生物制药技术与营销08305400 计算机网络技术08305500 液晶显示技术08305600 多媒体与网络技术08305700 信息与多媒体技术08305800 信息及通信网络应用技术08305900 汽车电子技术08306000 计算机网络工程与管理08306100 建筑装饰设计与工程08306200 房屋营造与管理08306300 楼宇自动化08306400 计算机美术设计08306500 计算机图形图像处理08306600 计算机组装与维修08306700 涉外家政管理08306800 商品质量检测技术08306900 电子排版与广告制作08307000 机电工程08307100 饮食营养与卫生08307200 交通安全与监控技术08307300 工程监理08307400 工厂计算机集中控制08307500 通信设备运用与维修08307600 技术监督与商检08307700 计算机辅助设计08307800 计算机控制技术08307900 家电维修技术08308000 质量经营与认证08308100 机电设备及微机应用08308200 应用电器维修08308300 质量工程08308400 计算机系统维护技术08308500 智能化产品开发08308600 展示设计与经营08308700 园林信息化工程08308800 计算机辅助制造工艺08308900 音像数字技术应用08309000 楼宇自动化技术08309100 微电子控制技术08309200 图文信息处理08309300 金融投资理财08309400 家用电器与制冷技术08309500 自控技术与模具08309600 影视化妆与造型08309700 税务代理08309800 证券投资08309900 电子材料与元器件08310000 实用技术A类08314100 电视新闻采编与制作08314200 酒店管理08314300 保安管理08314400 煤气发电08314500 美术设计与制作08314600 交通工程经济管理08314700 项目管理08314800 视觉传达设计08314900 宽带通信网络技术08315000 电力牵引与传动控制08315100 涉外商务公关08315200 电力系统与自动化08315300 汽车电气控制技术08315400 数据库应用与信息管理08315500 营销与信息技术08315600 建筑会计与投资审计08315700 商务代理08315800 计算机辅助设计与制造08315900 建筑智能化08420000 军事装备类08420100 机械工程及其自动化08420200 车辆运用工程08420300 飞机与发动机工程08420400 舰船工程08420500 舰(船)艇动力工程08420600 潜艇核动力工程08420700 导弹与发动机工程08420800 油料储运工程08424200 装甲车辆机械维修工程08424300 自行火炮机械维修工程08424400 舰(船)艇维修工程08424500 舰载机与舰面设备08424600 航空反潜设备维修工程08424700 救捞设备维修工程08424800 飞(直升)机与发动机维修工程08424900 飞(直升)机修理工程08425000 飞机维修表面工程08425100 飞机损伤检测工程08425200 航空侦察设备08425300 导弹发动机维修工程08425400 导弹装配与加注08425500 核战斗部装配检测08425600 装甲车辆运用08425700 工程机械修理08425800 装卸搬运机械工程08425900 防化装备维修工程08426000 汽车维修工程08426100 特种车辆运用08426300 油料机械与装备08426400 油料管线技术08426500 航空制气与供电08430000 武器控制类08430100 火力控制工程08430200 导弹控制与测试工程08430300 发射工程08430400 导弹弹道与火力运用08430500 无人机运用工程08430600 导弹工程08434100 导弹控制与测试08434200 航空火控系统维修工程08434400 导弹发射控制08434500 防空武器定标测量08440000 军事工程类08440200 电力工程及其自动化08440400 雷达工程08440500 导航工程08440600 电子对抗工程08440800 军用光电工程08440900 航空反潜工程08441000 侦测工程(无线电工程)08441100 信息研究08441200 雷达工程与指挥08444200 电气维修工程08444300 试验场机电测试08444400 阵地机电设备与环境监测08444500 机场电气设备08444600 发电与供电08444700 雷达应用工程08444800 航空雷达维修工程08444900 通信对抗工程08445000 雷达对抗工程08445100 航空电子对抗08445200 无线电遥测遥控08445300 水声电子工程08445400 气象电子设备08445500 无线电侦测08445600 无线电导航08445700 航空通信与导航08445800 指挥控制维修工程08445900 仓储自动化08446000 制密技术08446100 密码机维修工程08450000 军事信息类08450500 仿真工程08450600 指挥自动化工程08450700 通信工程与指挥08450800 外国军事08454100 指挥自动化08454200 有线通信工程08454300 无线通信工程08454400 微波通信工程08454500 电信交换工程08454600 靶场时统与数传技术08454700 数据通信终端08454800 装甲车辆通信设备维修工程。
第二章焊接电弧2.1电弧斑点是电弧燃烧过程中的产生的一种现象,出现在电极和母材上,它的形成与电极及溶池区域导电性能有关。
阴极斑点:钨和碳等高熔点材料且电流较小,或铁、铜、铝等低熔点材料作为阴极,在电弧温度不能使电极前端全面积产生热电子发射的情况下,电弧导电通道将主要集中在一个较小的区域,该区域电流密度、温度、发光强度远高于其它区域,称作阴极斑点区阳极斑点:当采用低熔点材料作阳极时,一旦阳极表面某处有熔化和蒸发现象产生时,由于金属蒸气的电离能大大低于一般气体的电离能,在有金属蒸气存在的地方,更容易产生热电离而提供正离子流,电子流更容易从这里进入阳极,阳极上的导电区将在这里集中而形成阳极斑点。
2.2惰性气体中的电弧在金属板作为阴极的情况下,阴极斑点在金属板上扫动,除去金属表面的氧化膜,使其露出清洁的金属表面,称之为阴极清理作用(氧化膜破碎)。
具有去除氧化膜的作用(氧化物的功函数比纯金属要低)。
阳极斑点形成条件:当电弧燃烧不能在阳极表面的全面积上形成均匀的电流通道,将在阳极上的某一局部区域形成主要的电流通道,电子将主要从此处进入阳极,不使弧柱压降受到大的影响,保证弧柱能量的最低消耗。
阳极斑点的形成条件之一是金属的蒸发,当金属表面覆盖氧化膜时,阳极斑点具有自动寻找纯金属表面而避开氧化模的倾向。
产生情况:母材作为阳极,小电流的情况下,如果母材上不能形成连续的熔化,将在母材上电弧的后面形成阳极斑点;大电流焊接,形成了较大的熔池,但由于熔池金属蒸发情况的变化或合金元素的蒸发,将在熔池内部形成阳极斑点。
2.3最小电压原理:在给定电流和周围条件一定的情况下,电弧稳定燃烧时,其导电区半径(或温度),应使电弧电场强度具有最小的数值。
即电弧具有保持最小能量消耗的特性。
2.4电弧的静特性,又称为电弧的伏安特性,指的是一定长度的电弧在稳定燃烧时,电弧电压与电弧电流之间的关系。
2.5电弧的静特性曲线负阻特性区:小电流的TIG 、SAW平特性:SMAW、大电流的TIG上升特性:MIG、CO22.6电弧力及其影响因素:电磁收缩力(电弧静压力),等离子流力(电弧动压力)斑点力,爆破力,熔滴的冲击力2.7交流电弧的燃烧特点:1 常用的交流焊接电源为50HZ的正弦波,电弧电流每秒钟100次过零点并改极性。
2 电弧电流过零点,电流瞬时为零、电弧熄灭,下半周需要重新引燃。
再引燃电压比冷态开始焊接时所需要的引燃电压要低。
3 当电弧的两个电极材料不同时,由于电子发射能力不同,电弧两个极态下将流过不同的电流值,即电弧和回路中出现正负半波电流不同的情况(差值称为直流分量)2.8交流电弧的电弧产热与电弧力特性:交流电弧的产热与电弧力特点居于直流正接与直流反接两者之间。
GTAW焊接,对于钨电极而言,作为阳极时的热输入量要大于作为阴极时的热输入量,当钨电极作为阳极时(直流反接),钨电极很容易被熔化。
2.9电弧的刚直性(挺直性):电弧作为一个柔软的导体抵抗外界干扰,力求保持焊接电流沿焊条轴向流动的性能。
这种性能是由电弧自身磁场决定,产生的主要原因是电磁收缩力。
电流越大,电弧的刚直性就越大等离子流力、高速气流、保护气流的冷却作用都有助于电弧刚直性的提高。
2.10电弧的磁偏吹:由于自身磁场不对称使得电弧偏离焊条轴线的现象。
表现:电磁力将电弧从磁力线密集的一侧推向磁力线稀疏的一侧。
防止措施:1.可能时用交流电源代替直流电2.尽量用短弧焊接,电弧越短磁偏吹越小3.长和大的工件可采用两边接地线的方法4.焊前要消除工件的剩磁5.尽量用厚皮焊条代替薄皮焊条6.避免周围铁磁物质的影响。
2.11回路中电感作用:当电源电压降至零点时,由于电源与电弧负载电压相位上的差别及电感的续流作用,电感仍继续提供焊接电流,电弧电压不为零,维持电弧继续燃烧,直到电流为零电弧熄灭,但此时反向电源电压数值已达到或超过再引燃电压Ur,则电弧立即反向引燃,形成反向电流。
使电流没有过零停顿,显著改善了交流电弧的稳定性。
第三章电弧焊的熔化现象3.1加热和熔化焊丝的总热量Pm=I(Um+IRe) 。
第一项阴极区或阳极区的产热,Um-熔化等价电压;第二项焊丝伸出长度的电阻热。
3.2焊丝熔化速度的影响因素:电流增大,熔化速度加快;焊丝越细,熔化系数越大;电弧电压较高时对焊丝熔化速度影响不大,电弧电压较低范围内弧压变小,焊丝熔化速度增加。
焊丝极性及保护气混合比对熔化速度的影响:焊丝为阴极时的熔化速度总是大于焊丝为阳极时的熔化速度,并因气体的混合比不同而变化。
焊丝为阳极时熔化速度基本不变。
气体成分影响阴极压降,同时降影响溶滴的过渡形式,影响溶滴的加热及焊丝的熔化。
3.3熔滴上的作用力:表面张力:焊丝或焊条端头保持溶滴的主要作用力。
重力:平焊位置促进溶滴的过渡,焊丝直径较大而焊接电流较小时,是使溶滴脱落的主要作用力。
立焊、仰焊阻碍溶滴的过渡。
电磁收缩力:决定于电弧的形态。
若弧根面积笼罩整个溶滴降促进溶滴过渡,若弧根面积小于溶滴直径,则电磁力形成斑点压力的一部分阻碍溶滴的过渡。
斑点压力:斑点面积较小时,常常阻碍溶滴的过渡;斑点面积较大时,笼罩整个溶滴时常促进溶滴的过渡。
等离子流力:电流较大时高速等离子流力将推动溶滴沿焊丝轴线方向运动其他力:爆破力3.4熔滴过渡的分类IIW对电弧熔滴过渡形态的分类:自由过渡,接触过渡,渣壁过渡(1)自由过渡①滴状过渡:电流较小或电弧电压较高时,弧长较长大滴过渡:大滴滴落过渡(高电压小电流MIG焊),大滴排斥过渡(高电压小电流CO2焊接,或正极性焊接时大电流CO2气体保护焊)(2)细颗粒过渡:中间电流区的MAG焊②喷射过渡:弧长较长,电流较大,富氩保护,以喷射为特征。
射滴过渡(铝MIG焊及脉冲焊),射流过渡(钢MIG焊),旋转射流(特大电流MIG焊),亚射流过渡(铝MIG焊)。
铝的亚射流过渡采用等速送丝配恒流特性电源进行焊接,实现弧长的自动调节。
③爆炸过渡:焊丝含挥发成分的CO2焊。
(3)接触过渡:短路过渡(CO2气体保护焊),连续桥路过渡(非熔化极填丝)。
(4)渣壁过渡:渣壁过渡(埋弧焊),套筒壁过渡(焊条电弧焊)涂料焊条手工焊可以出现四种过渡形式:渣壁过渡、大颗粒过渡、细颗粒过渡、短路过渡。
CO2气体保护焊时,因为CO2气体高温分解吸热对电弧有冷却作用,使电弧电场强度提高,电弧收缩,弧根面积减小,增加了斑点压力而阻碍熔滴过度,并形成大滴状排斥过渡。
中等电流规范的CO2气体保护焊时,应为弧长较短,同时熔滴和熔池都在不停地运动,熔滴与熔池极易发生短路,所以CO2气体保护焊时除了大滴状排斥过渡外,还有一部分熔滴是短路过渡。
对于细焊丝CO2气体保护焊时,随着焊接电流的增大,斑点面积也增大,电磁力增大,熔滴过渡频率增加,这时发生细颗粒过渡。
熔化极气体保护焊直流正接时,由于斑点压力较大,无论用Ar 还是CO2气体保护,焊丝都有明显的大滴状排斥过渡现象。
MIG焊熔滴的喷射过渡主要用于中等厚板和大厚度板的水平对接和水平角接。
产生喷射过渡的原因是电弧的形态比较扩展。
铝的亚射流过渡:介于短路与射滴过渡之间,弧长较短,在电弧热作用下形成熔滴并长大,形成缩颈在即将以射滴形式过渡脱离之际与熔池短路,在电磁力的作用下细颈破断,重然电弧完成过渡。
3.5电流、电压、焊速等的影响(此三者是决定焊缝尺寸的主要能量参数)1.焊接电流:(1)焊接电流增大(其他条件不变),焊缝的熔深和余高增大,熔宽没多大变化(或略为增大)。
(2)熔深与焊接电流近于成正比关系。
2.电弧电压(1)电弧电压增大后,电弧功率加大,工件热输入有所增大。
由于电弧电压的增加是以增加电弧长度实现的,使得电弧热源半径增大,工件热输入能量密度减小,因此熔深略有减小而熔宽增大。
同时由于焊接电流不变,焊丝送进速度和焊丝熔化量没有改变,使得焊缝余高减小。
且母材的熔合比有所增大。
(2)各种电弧焊方法为了得到合适的焊缝成形,在增大焊接电流时,也要适当地提高电弧电压,也可以说电弧电压要根据焊接电流来确定,这在熔化极电弧焊中最为常见3.焊接速度(1)焊速提高时焊接线能量q/v 减少,熔宽和熔深都减小,余高也减小;(2)因为单位焊缝长度上的焊丝金属熔敷量与焊速成反比,而熔宽则近似于与焊速v1/2 成反比。
(3)提高焊接生产率考虑,在提高焊接速度时要相应提高焊接电流和电弧电压,这三个量是相互联系的。
(4)但在大功率下高速焊接,有可能在工件熔化及凝固中形成焊接缺陷,比如裂纹、咬边等,所以对焊速的提高一般需要加以限制。
4.电流的种类和极性以及电极尺寸等的影响(1)电流的种类和极性:熔化极电弧焊时,直流反接时熔深和熔宽都要比直流正接的大,交流电焊接时介于两者之间;但直流正接时焊丝的熔化率较大。
钨极氩弧焊时直流正接的熔深最大,反接最小。
(2)钨极端部形状、焊丝直径和伸出长度的影响:钨极前端角度和形状对电弧集中性及电弧压力影响较大,应该根据使用的电流、焊件厚薄选取。
通常电弧越为集中(即磨尖角度越小),电弧压力越大,所形成的熔深越大,而熔宽相应减小。
熔化极电弧焊,如果电流不变,焊丝直径变细,焊缝熔深增大,熔宽减小,余高增大。
但在一定方法下焊丝直径的选取也要考虑电流值和熔池形态,避免不良焊缝的出现。
焊丝伸出长度加大时,焊丝电阻热增加,焊丝熔化速度增加,使余高增大而熔深有所减小,这在钢质、细径焊丝中表现最为明显,铝焊丝影响不大。
虽然增加焊丝伸出长度可以提高焊丝金属的熔敷效率,但从焊丝熔化的稳定性和焊缝成形方面考虑,必须限制焊丝伸出长度的允许变化范围。
第四章手工电弧焊SMAW4.1焊条作横向摆动是为了获得一定宽度的焊缝,特别是当焊件开坡口时,由于焊口较宽,常采用摆动焊条使两侧金属能够焊透。
即控制焊缝的熔宽,保证焊缝两侧良好的熔合;控制熔池的结晶4.2弧焊电源的静态外特性:在稳定状态下,弧焊电源输出的端电压和电流之间的关系。
外特性方程式为:Uy=E—Iyr0下降特性、平特性(恒压特性)。
手工电弧焊的焊接电源的外特性必须是下降特性的。
电源外特性和电弧静特性曲线必须能够相交,其交点决定了电弧的工作电压和电流。
稳定工作点的条件是电弧静特性曲线在工作点上的斜率大于电源外特性曲线在工作点上的斜率。
4.3电源的外特性曲线1 陡降特性:TIG PAW2 缓降特性:SMAW SAW3 缓降特性:粗丝CO2、SMAW SAW4 平特性:等速送丝的粗丝和细丝气体保护焊5 上升特性:等速送丝的细丝气体保护焊4.4焊条的功能: 1焊条芯:(1)作为电极导电;(2)作为焊缝的熔敷金属;2药皮:(1)稳弧作用(2)保护作用(3)脱氧作用(4)渗合金作用(5)改善焊接工艺性能作用。
4.5碱性焊条:在很大的电流范围内均为大滴状或短路过渡,原因是①液体金属与熔渣的界面有很大的表面张力,不易渣壁过渡②电弧气氛中含有30%的CO2气体,低压时短路过渡,弧长较长时为大滴过渡。