项目五任务11锉削工具认识(一)(二)
- 格式:pptx
- 大小:2.94 MB
- 文档页数:42
《机械常识与钳工实训》课程标准(40学时)一、课程性质和任务本课程是中等职业学校电子技术应用专业(091300)的基础与技能主干专业课程。
其任务是使学生具备从事电子电器应用与维修工作所必需的机械常识和钳工技能,初步形成解决本专业涉及机械知识方面实际问题的能力,为学习其他专业知识和职业技能打下基础。
二、课程设计1.课程设计理念《机械常识与钳工实训》是一门重要的生产实践技能训练课程。
是从事机械维修,机械加工,机械安装等岗位工作的必修课程,其主要功能是使学生掌握基本工量具的使用,机本机械零件的手工加工,机械设备零部件的安装等,具备工具量具的应用操作能力,基本零件手工加工,并能书写加工工艺流程等能力。
并为学习其他机械类课程作好准备,能胜任机修钳工,装配钳工,普通钳工等岗位。
2.课程设计思路以任务为引领,项目为驱动,通过理实一体化的项目化教学方法,即以教师为主导、学生为主体,从职业的实际需要出发选择具有典型性的项目为教学内容,通过师生共同实施,着力培养— 1—学生的实际动手操作能力,切实解决学生会“做”的问题。
本课程包括九个模块,各个模块内容相对独立而又相互关联,并按技能、知识、工具、态度、安全五项要求与车工职业岗位相对应,从而可以结合学生水平和实训基地的条件,根据人才培养目标的需要灵活组织教学。
本课程注重实际应用能力的培养,以岗位职业能力为依据,同时结合学生的认知特点和教学规律,采用递进与并列相结合来展示教学内容。
例如:在手锤制作项目中,遵循从简单到复杂的原则,从常见的平面划线入手,然后安排锯削、锉削长方体,最后是较复杂的手锤立体加工线绘制,通过加工制作和工艺分析,使学生具备基本加工、测量和工艺分析能力。
三、教学目标1.专业能力目标(1)了解钳工在工业生产中的工作任务;(2)熟悉钳工的工作性质、范围;(3)钳工的操作技能;(4)熟悉钳工工作的程序;(5)熟悉钳工的技能操作;(6)能够开展产生产品废品原因的调查;(7)能够进行机械零件制作、鉗加工及工艺的设计。
钳工实训报告之锉削钳工实训报告之锉削。
钳工实训报告之锉削篇一《钳工实训报告》钳工实训报告一、实习(实训)目的: 1.认识钳工设备,工具,量具性能并正确使用。
2.掌握钳工划线,锯削,锉削,钻孔,攻丝,套螺纹等操作技术。
3.掌握钳工加工工艺,按图纸要求完成加工制作。
4.培养学生动手操作能力。
二、实习(实训)内容: 1.综合练习划线、锯削、锉削、钻孔、攻螺纹、套螺纹等技术。
2.完成如图所示锤头和手锤柄的加工组装工作。
三、实习(实训)设备、工具、量具、材料:台钻、砂轮机、切割机、台虎钳、化针、样冲、锉刀、锯工、高度游标卡尺、游标卡尺、直尺等。
四、实习(实训)步骤: 1.划线:举两个相互垂直的平面为基准。
2.锯削:加工大斜面(留加工余量5mm) 3.锉削:粗锉→精锉。
4.钻孔→攻螺纹。
5.制作手锤柄:φ10mm圆钢取220mm,锉削20×10正四方体倒圆φ10-0.2mm用圆板牙套螺纹M10×20。
6.组装手锤,拧紧后铆住固定。
五、实习(实训)总结:通过一周的钳工实习,我有很深的感触,虽然很累,但是感觉很充实很快乐,并且学到了很多课本上没有的知识,同时还锻炼了自己的动手能力。
虽然实习只有一周的时间,但对我来说却是非常难忘的一段回忆,毕竟这是大学以来第一次自己动手操作,也是一次真正的体验社会、体验生活。
通过这次的钳工实训,我知道了钳工的主要内容为刮研、钻孔、攻套丝、锯割、锉削、装配、划线;了解了锉刀的构造、分类、选用、锉削姿势、锉削方法和质量的检测。
首先要正确的握锉刀,锉削平面时保持锉刀的平直运动是锉削的关键,锉削力有水平推力和垂直压力两种。
锉刀推进时,前手压力逐渐减小后手压力大则后小,锉刀推到中间位置时,两手压力相同,继续推进锉刀时,前手压力逐渐减小后压力加大。
锉刀返回时不施加压力。
这样我们锉削也就比较简单了。
同时我也知道了使用台虎钳夹工件时,不能用锤子敲击台虎手柄;在夹工件时必须夹紧,不然工件会来回摇动。




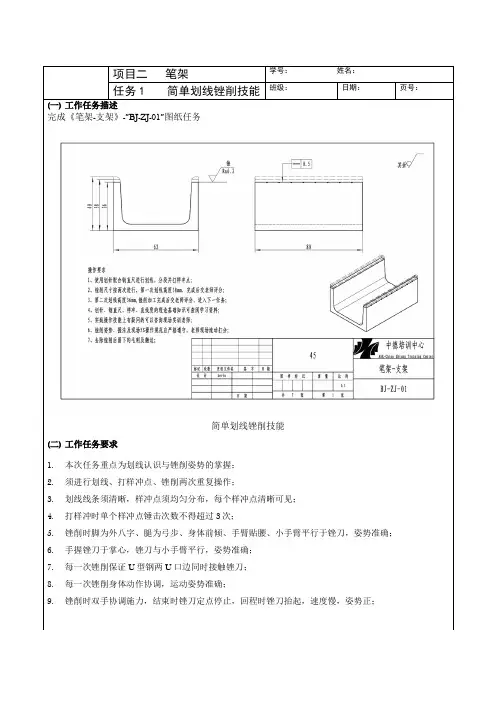
(一)工作任务描述完成《笔架-支架》-“BJ-ZJ-01”图纸任务简单划线锉削技能(二)工作任务要求1.本次任务重点为划线认识与锉削姿势的掌握;2.须进行划线、打样冲点、锉削两次重复操作;3.划线线条须清晰,样冲点须均匀分布,每个样冲点清晰可见;4.打样冲时单个样冲点锤击次数不得超过3次;5.锉削时脚为外八字、腿为弓步、身体前倾、手臂贴腰、小手臂平行于锉刀,姿势准确;6.手握锉刀于掌心,锉刀与小手臂平行,姿势准确;7.每一次锉削保证U型钢两U口边同时接触锉刀;8.每一次锉削身体动作协调,运动姿势准确;9.锉削时双手协调施力,结束时锉刀定点停止,回程时锉刀抬起,速度慢,姿势正;知识二-简单划线锉削技能目录一、划线 (4)1、划线简介 (4)2、划线工具 (5)3、划线操作 (7)二、样冲冲眼 (9)1、打样冲眼概念 (9)2、样冲工具 (9)3、样冲操作 (9)三、锉削 (10)1、锉削概念 (10)2、锉刀 (10)3、锉刀种类 (11)4、锉刀规格 (12)5、柄的安装拆卸 (12)6、锉刀的握法 (13)7、锉削姿势 (13)8、锉削的动作及方法 (13)9、锉刀的维护保养 (14)四、测量 (15)1、直线度测量 (15)2、直线度误差测量 (15)一、划线1.划线简介在机械制造业中,划线技术的意义很大。
在钳工作业中,加工工件的第一步是从划线开始的,其划线精度是保障工件加工精度的前提,如果划线误差太大,会造成整个工件的报废,那么划线就应该按照图纸的要求,在零件的表面上,准确的划出加工界限。
因此划线是钳工作业中一项最基本的技术。
1)划线概念根据图样或技术文件要求,在毛坯或半成品上用划线工具划出加工界限,或作为找正检查依据的辅助线操作,称为划线。
2)划线要求线条清晰均匀,定形、定位尺寸准确。
3)划线种类划线分为平面划线和立体划线两者。
(1)平面划线。
只需在工件一个表面上划线就能明确表示工件加工界线的称平面划线,如图a)所示。
一、实习背景随着工业技术的不断发展,锉削加工作为一种重要的机械加工方法,在制造业中扮演着至关重要的角色。
为了提高自己的实践操作能力,加深对锉削工艺的理解,我选择了参加锉削正方形的实习项目。
本次实习旨在通过实际操作,掌握锉削正方形的基本技能,提高自己的动手能力和工艺水平。
二、实习目的1. 学习锉削正方形的基本操作方法,掌握锉削工具的使用技巧。
2. 熟悉锉削加工的基本原理,了解不同锉削方法的特点。
3. 提高自己的动手能力,培养严谨细致的工作态度。
4. 体验生产现场,增强团队协作意识。
三、实习内容1. 锉削工具的认识与选用在实习过程中,我们首先学习了锉削工具的种类、规格、特点及选用原则。
锉削工具主要包括锉刀、锉床、锉削液等。
锉刀分为平锉、三角锉、圆锉等,根据加工对象的不同,选用合适的锉刀进行加工。
2. 锉削加工的基本操作(1)准备:首先检查工件是否平整,工件表面有无毛刺、划痕等缺陷。
然后根据加工要求,选择合适的锉刀和锉削液。
(2)安装锉刀:将锉刀安装到锉床上,调整锉刀角度,使其与工件表面保持一定的倾斜度。
(3)锉削:按照一定的路线和顺序进行锉削,注意保持锉削方向的一致性。
在锉削过程中,要控制好压力,避免锉刀过度磨损。
(4)检查:锉削完成后,对工件进行尺寸和形状的检查,确保符合加工要求。
3. 锉削正方形的操作步骤(1)划线:在工件上划出正方形的轮廓线。
(2)锉削:按照划线进行锉削,先锉削一个角,然后锉削相邻的两个角,最后锉削剩余的两个角。
(3)修整:在锉削过程中,对正方形边角进行修整,使其达到规定的尺寸和形状。
四、实习心得1. 锉削正方形实习让我深刻认识到锉削加工的重要性,以及掌握锉削技能的必要性。
2. 通过实际操作,我学会了锉削工具的使用技巧,了解了不同锉削方法的特点。
3. 实习过程中,我体会到严谨细致的工作态度对提高加工质量的重要性。
4. 锉削正方形实习锻炼了我的动手能力,培养了我的团队协作意识。
五、总结本次锉削正方形实习让我受益匪浅,不仅提高了自己的实践操作能力,还加深了对锉削工艺的理解。
项目一 凸台的锯削加工任务一:专项锯削训练1.认识常见的划线工具,掌握划线的方法。
2.会合理在材料上布臵划线,理解节约原材料的意义。
3.掌握锯削工具的使用方法,学会正确使用锯削工具操作。
4.了解机械加工对环境的影响。
第一步:我会看图分析图1——1图纸,把握加工尺寸。
1.看标题栏。
了解这个零件的名称,材料是 ,比例为 。
2.分析视图。
了解锯削练习件的要求。
我对该零件的结构认识是:3.分析尺寸和技术要求。
一、分析加工所需要的工具。
(一)工具:(二)量具:第二步:我会准备图1——1(三)材料: 二、认识钳工(一)在下图中老师利用图片列举了钳工加工的实例,我能将对应的基本操作名称填在图片的正下方。
如图1——2.(二)安全操作实训操作,安全为重,在机械加工中由于要利用各种工具和机械设备进行操作,稍不留神,就会因为不当的操作而带来人身和机械设备的安全危险,所以我们一定要牢记钳工操作的安全知识,时刻绷紧安全这根弦,当我们学习到其他机械加工操作,比如车床操作时,我图1——2们也会在操作之前先系统学习车工安全操作知识后才会去操作车床。
我通过和老师一起学习这些安全知识,认识到了安全操作的重要性,我把所学到的安全知识写在下面的方框中。
(三)7S现场管理图1——3图1——3是工厂宣传栏里的7S 现场管理宣传挂图,我想谈谈这样坚持的好处是什么?二、教师讲解本次操作中所用工具的作用,并演示工具的使用方法。
(一)锯弓和锯条1手锯由和 两部分构成,有 和 两种。
锯削钢类的中等硬度材料时一般选择锯齿数为 的锯条。
表1——12.锯条的安装方法: 。
在图1——4中标出正确与错误。
3教师演示锯削的动作要领(见图1——5)(1)手锯的握法: 。
图1——4 图1——5表1——1(2)锯削的姿势(见图1——6) 重要要领是:(3)施力方法: 。
(4)锯削运动:。
注意:锯条的往复长度不应少于 。
(5)锯削速度:一般以每分钟往复 次为宜。