白车身冲压件设计
- 格式:doc
- 大小:187.50 KB
- 文档页数:4
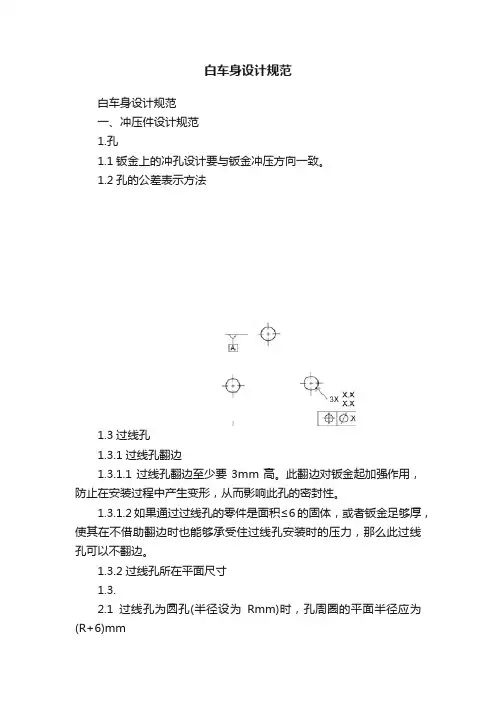
白车身设计规范白车身设计规范一、冲压件设计规范1.孔1.1钣金上的冲孔设计要与钣金冲压方向一致。
1.2孔的公差表示方法1.3过线孔1.3.1过线孔翻边1.3.1.1过线孔翻边至少要3mm高。
此翻边对钣金起加强作用,防止在安装过程中产生变形,从而影响此孔的密封性。
1.3.1.2如果通过过线孔的零件是面积≤6的固体,或者钣金足够厚,使其在不借助翻边时也能够承受住过线孔安装时的压力,那么此过线孔可以不翻边。
1.3.2过线孔所在平面尺寸1.3.2.1过线孔为圆孔(半径设为Rmm)时,孔周圈的平面半径应为(R+6)mm1.3.2.2过线孔为方孔时,孔周边的平面尺寸应比孔各边尺寸大6mm。
1.4法兰孔1.4.11.5排水孔1.5.1排水孔设计在车身内部空腔的最低处,其直径一般为6.5mm。
1.5.2对于车身内部加固的防撞梁,应同样在其空腔的最低处布置排水孔。
1.5.3在车身结构件的空腔及凹陷处必须布置排水孔。
1.6空调管路过孔1.8管道贯通孔2.圆角3.边3.1密封边3.1.1行李箱下端3.1.1.1.为了使水排出止口,如图所示需要留出3.0mm的间隙。
3.1.1.2安装用止口应该具备恒定的高度和厚度(用于弯角的凸缘除外)。
3.1.1.3车门开口周围的止口厚度变化,包括制造变差的范围通常在1.8mm至6.0mm之间。
厚度的极端值会产生较高的插入作用力和密封条稳定性等问题。
3.1.1.4止口厚度的变化在任何位置不得超过一个金属板的厚度。
如果可能,仅可以使垂直的止口产生厚度变化,绝对不要使弯角半径产生厚度变化。
止口厚度的阶段变化会使密封条托架中的水渗漏。
3.1.1.5应该避免带有焊点的止口出现燃油和其它润滑油,这些物质会降低稳定性。
3.1.1.6止口结构类型及其优缺点3.1.2行李箱上端为了防止水从密封条止口泄漏并且进入行李舱,可按下面结构进行设计:3.1.2.1支架内的胶黏料或可发泡的热熔胶需符合漏水防止设计手册。
汽车白车身设计规范1. 范围本标准归纳了[BIW]白车身结构设计的一些基本方法和注意事项。
本标准适用于长春宇创公司白车身结构设计及检查。
2. 基本原则2.1白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系。
评注:周边造型匹配[面差、分缝影响外观];周边安装匹配[焊接装配、安装件的连接、安装空间]2.2任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
评注:结构的强度、刚度与横截面积有关系,与周边的展开的周长也有关系,“红旗3”轿车的一个宣传点就是其前防撞横梁为六边型。
2.3所设计的白车身结构在满足整车性能上、结构上、四大工艺[冲压工艺、焊接工艺、涂装工艺、总装工艺]是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
2.4白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
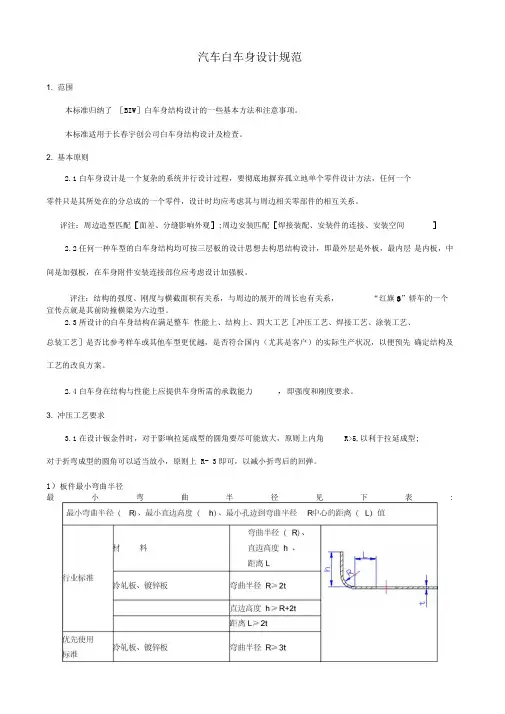
3. 冲压工艺要求3.1在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R>5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上 R- 3即可,以减小折弯后的回弹。
1)板件最小弯曲半径最小弯曲半径见下表:h 》R+2t 。
见上表。
R 中心的距离L 不得过小,其值L >2t 。
见上表。
5)凸部的弯曲 避免如a 图情形的弯曲,使弯曲线让开阶梯线如图r >2t n=r m >2t k >1.5t L b ,或设计切口如c 、d 。
>t+R+k/2 孔径如)最大倾斜角度96罚6<d^l2e <10°D>12BWlh 2) 弯曲的直边高度不宜过小,其值 3) 弯曲边冲孔时,孔边到弯曲半径4) 圆角弯曲处预留切口。
工艺设计Q/JQ 16123-2012制定部门: 工艺工程院 企业技术标准 代 替 号标题:白车身特殊公差设定规范第 1 页 共 12页修订标记 文件号更 改 内 容 修订页 修订日期 修订者标准化 会 签 制 定 校 对 审 核 批 准 发布日期 实施日期目 次前 言 ............................................................................... 2 1 范围 ............................................................................. 3 2 规范性引用文件 ................................................................... 3 3 基本原则 ......................................................................... 3 4 术语和定义 ....................................................................... 3 5 白车身特殊公差形式 ............................................................... 4 5.1 冲压件特殊公差 .................................................................. 4 5.2 焊装匹配特殊公差 ................................................................ 6 5.3 工装特殊公差 .................................................................... 9 6 特殊公差的标注方式 .............................................................. 10 6.1冲压件特殊公差标注方式 .......................................................... 10 6.2 特殊公差在MCP 和SQM 中的标注方式 .. (11)工艺设计Q/JQ 16123-2012标题:白车身特殊公差设定规范第2页共12页前言本标准《Q/JQ 16123-2012 白车身特殊公差设定规范》是公司工艺类标准之一。
浅谈白车身冲压件设计作者:杨世杰来源:《科学与财富》2011年第05期[摘要] 白车身是展现汽车设计风格的基体,是其它零部件的安装载体,同时决定汽车被动安全性,是汽车的重要总成,本文主要介绍轿车的白车身冲压件设计。
[关键词] 白车身冲压件设计1、白车身及其冲压件特点白车身是焊装之后、涂装之前的车身,它由冲压件焊接装配而成。
车身冲压件比普通冲压件有更严格的要求,主要体现在质量、外观和重量三个方面。
质量:车身是保护乘员的载体,车身冲压件是车身的基本组成单元,因此必须满足汽车行业TS16949质量体系的要求,系统地管理全过程的质量。
外观:轿车外覆盖件是顾客评价汽车的第一印象,因此要求曲面平滑流畅,造型美观。
重量:汽车是大批量生产的交通工具,合理地减轻设计重量能节约大量钢板,还能减少汽车燃料消耗,因此有必要对车身冲压件进行轻量化设计。
2、零件材料选择钢材是汽车上应用最广泛的材料,它塑性良好,易于加工和回收,适合冷冲压加工和大批量生产,是制造白车身的首选材料。
[1]材料的选用原则有使用性、工艺性和经济性三个要求。
使用性要求材料能满足安全法规要求,并且在产品寿命内不发生各种失效;工艺性要求材料适合加工,它能减少生产浪费和预防产品质量缺陷;经济性要求材料成本和加工成本较低,成本是企业发展中必须考虑的问题,成本的优势往往会带来企业竞争优势。
车身钢板分为冷连轧低碳钢板、烘烤硬化钢、表面处理钢板和双相高强度钢等系列,各个系列钢板有其不同特点,设计时应按上述三个原则选用车身材料。
冷连轧低碳钢板成型性好,且价格较低,常用于非受力零件和侧围外板;烘烤硬化钢冷冲压时屈服点较低,经过烘烤后提高材料屈服点,具有较好的抗凹陷性,常用于车门外板和机盖外板;双相高强度钢屈强比低,碰撞性能良好,常用于汽车防撞结构和加强件等受力零件,在增加强度的同时还能减重,在车身轻量化工程中应用前景广阔。
3、自上而下的分解设计白车身又叫白车身总成,它包含多个下级总成,根据设计等级把下级总成依次分为二级和三级总成等,最小的设计单位是零件。
白车身设计应重视的工艺要素现代汽车市场对造型的个性化、潮流化、多样化的需求越来越强烈,由此带来车身造型更新的周期大大缩短,车身开发需求呈大幅度上升的态势,本文探索的是在车身开发过程中白车身设计应重视的主要工艺要素。
O86rX c 一、造型设计 C>`B. z在造型过程前期,必须由总布置按设计任务书确定的参数提出造型的边界控制硬点,如引擎罩、发动机仓、轮罩等,并且对造型设计的效果图评估,这样能保证今后通过评审的效果图结构设计的可行性。
-二、车身结构设计 @造型冻结在车身结构设计前期,应开始进行设计检测特征点(RPS检测点)的设计工作,使白车身总成RPS点六大片总成RPS点分总成RPS点零件 RPS点的尺寸链能有序传递,合理的分布与控制。
RPS点应涵盖全部设计硬点和工艺控制硬点。
三、白车身设计应注意的工艺要素 `? *x{[p G1.焊接流程要素。
白车身设计开始即硬编制零部件的分级明细表,确定每个零件的隶属关系,从每一个零件到分总成、总成、白车身总成,清晰的表示以焊接流程为主线的分级层次,这样能保证设计的工艺合理性及焊接的可行性,是白车身详细设计的重要依据之一。
2.焊接定位孔工艺孔的设计,为确保焊接质量和满足生产节拍的要求,一般主要的零件都设计1~2定位孔焊接的定位,专用定位孔一般可以利用结构安装孔在图纸数模中加以明确,也可设计专用定位孔,如两个定位孔则必需明确主孔与辅孔,专用定位孔直径一般为8mm~12mm直径公差±0.2,位置公差±0.3。
工艺孔是为满足焊接的通过性而设计的通孔,一般应在零件上加带翻边5mm的凸台孔。
-+L^4JH 33.冲压工艺要素。
白车身的钣金件设计必须考虑冲压工艺的合理性,在设计中一般应初步确定冲压方向,并以冲压方向检查各特征面,原则上除造型、结构特定要求不能改变的部位外不允许出现负角,板棱角一般在2º~7º,对于复杂零件,前期还应进行冲压仿真CAE分析验证冲压工艺性,一般应遵循过渡区域圆角在确保设计硬点的前提下,尽量加大的原则,并且过渡区域应平滑,不出现突变区域。
汽车白车身冷冲压用材料方法研究!汽车白车身冷冲压用材料数据库已经广泛应用于一汽轿车现生产和待投产车型中,该材料数据库的应用,为新项目和现生产车型调试提供了可靠的技术支持,解决了应用老数据库时模拟分析不能还原现场成形状态,无法给予现在调试提供可靠的整改方案,增大了调试难度,而新的材料数据库的应用,彻底解决了以前的老大难问题,降低了供应商的工作难度。
一、引言一汽轿车公司冲压件常用材料涉及到牌号127种(同一牌号不同钢厂的材料计为不同钢种) 、材料规格600余种;而目前轿车公司已有的材料数据库较为陈旧, 应用旧材料数据库进行CAE模拟分析时, 模拟预判风险项与实际调试问题产生偏差, 如下页图1所示, 就给产品初期评审、供应商工艺审核、现场问题调试的技术支持带来了很大的麻烦, 可以看出陈旧的材料数据库已经影响甚至阻碍了有限元模拟在指导产品设计和工二、数据库技术内容一个准确的材料数据库的建立一般包括三方面的工作:材料数据的收集整理、材料性能参数实验、材料卡片制作。
(1)材料数据库整理目前轿车公司应用的钢种较多, 同一种钢种又存在不同批次, 由于钢厂供应用于生产的钢板每批次性能参数会存在一个浮动, 无法保证性能参数的稳定性, 因此采用哪个批次的钢板作为实验对象就是一大难题,为解决这个问题对公司去年一整年的板材进货进行了统计, 通过对屈服强度的观察, 找出频率最高的板材作为实验试样。
如下页图2。
应用这种统计方法针对轿车公司车型应用的127种(同一牌号不同钢厂的材料计为不同钢种) 钢种进行梳理, 每种钢种取3种料厚, 从而确定试样所用钢板。
(2)实验参数测试在应用CAE技术模拟分析时, 评判成形性的几个重要指标主要有:开裂、起皱、减薄、失效、滑移线等, 而这些评价结果主要是由材料的n值、r值、成形时的摩擦系数所决定的, 在评价成形性时, 多结合成形极限曲线 (FLC曲线) 对结果进行评价, FLC曲线是由材料的主次应变拟合而成的一条可以反应金属成形性的曲线, 通常FLC曲线以上均为开裂。
白车身的飯金冲压工艺性检查的技术指导书—、目的:推进“而向制造的设计”工作,白车身的板金冲压件的设计就必须达到一定的工艺性。
其基本要求是可制造,其进一步的要求是易制造,进而尽可能的降低成本。
本操作指导帖是为同步工程人员而编制的。
二、性质:满足产品功能需耍前提下的工艺优化三、适应范围:车身所有冲压件的丄艺性(除底盘件)四、内容:I.总体检查项目1.1与同类车比较•此项为总体检查,其目的是与同类车相比较,此款车的简繁程度。
•建立国际同类产品的标竿数据库。
•车身重量超标则反映有减重的潜力。
可考虑减薄料厚和采川高强度钢材或其他材1.2逐件检查每个零件检查每个零件和每个组件的存在必要性。
检查每个零件上每个细节的存在必要性。
对每个零件进行工艺性审核・3努力目标冲压件结构简单和加工容易。
冲压件的参考系定位合理。
钢材利川率高(口标$55%).4减少模具的考虑尽量使用其他车的零件。
有左右对称的零件时,尽量设计成自对称,以减少一套模具。
当无法自对称时,争取一模戏件CII. 冲压过程考虑1.拉伸1.1尽量减少拉伸深度:浅拉伸深度可能避免使用高价的高性能材料,增加采用高强钢材的可能性,减少废料,减少工续,从阳减少模具和牛产成本。
(依据工艺经验积累和CAE分析结果)1.2尽量増大曲率半径:比鮫大的R 角对能减轻产品局部变形程度,减少缩颈、开裂几率, 从而提高产品质量,降低生产成本。
见图 1.2,R I ,R2 2 4T, Rs 2 6T 0 (一般情况下不要 低于 3mm ) from [I].图1.2曲率半径的选择。
R3 R I图1.1深拉伸的例子。
1.3在功能性允许的情况下尽量增大拔模斜度,以利于产品成型和使拔模方便易行。
减少卡模的可能性,也减少表面擦伤。
具体说明见图1.3。
两个B是推荐的方式,工艺性均优于A方式。
from [I]图1.3拔模角的选择。
1.4避免拉伸负角有负如的件不可能一次拉伸完成,部分件负允部分会需要额外的模具和压机,成木上升是很显著的,所以应尽量避免;有的件负角是根本无法实现的,必须避免;rh于有反弹以及脱模需要,零角也要避免。
保定长安客车制造有限公司企业标准白车身设计规则发布实施前言为了使本公司白车身结构设计满足冲压、装配、焊接、涂装等工艺要求,并且车身结构要满足强度、刚度、密封……等等需要,特参考国内外各种白车身结构及各种工艺要求,结合本公司已经开发车型的经验,编制此《白车身设计规则》,使本公司设计人员在白车身结构设计过程中,尽可能避免因经验不足造成设计缺陷或错误、最大限度地提高设计成功率以减少不必要的返工、节约开发成本及制造成本、并便于技术交流、提高白车身结构设计的质量。
本标准于日起实施。
本标准由有限公司提出。
本标准主要起草人:马柏山白车身设计规则1. 范围本标准归纳了白车身结构设计的一些基本方法和注意事项。
本标准适用于本公司白车身结构设计及检查。
2. 术语结构设计工艺性贯穿于机械设计的全过程中,并与之同步地综合考虑制造、装配工艺及维修等方面的各种技术问题,称之为机械设计工艺性。
而这种工艺性体现于结构设计之中,故又称之为结构设计工艺性。
3.基本原则3.1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系(即边界条件)。
3.2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
3.3 所设计的白车身结构在满足整车性能上、结构上、冲压工艺、焊接工艺、涂装工艺、总装工艺是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
3.4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
4.白车身钣金的材料选取原则汽车覆盖件所用材料一般是冷轧钢板。
4.1按国家标准选取钣金材料4.1.1钣金按表面质量分有I,II两级:I级质量最好,适用于外板;II级次之,适用于内板与加强板。
白车身设计:白车身设计过程中的质量操纵现代汽车质量的好坏完全决定设计水平。
关于一部好的车身来讲,必需在设计时期差不多完全考虑了各种公差.工艺性等因素的碍事,再加上设计中的操纵文件,完全保证了后期车身生产质量。
本文要紧介绍设计中的公差及工艺性需要考虑的因素。
一. 车身在设计时期公差的操纵在设计时期充分考虑各种要紧公差,要紧有冲压公差.焊接公差.制造公差.装配公差.移动公差等。
要有效保证车身零件在整车使用寿命范围内工作状况最正确,必须合理利用和分配各种公差。
设计知识资源网一〕.装配公差保证零件安装无误,而且保证零件工作性能得到特别好保证,一定综合考虑和分配各零部件的公差。
以下以车门内板和玻璃升落器的安装为例讲明公差分配。
前车门内板玻璃升落器的安装如图1,玻璃升落器安装螺栓为M6,门内板安装孔直径为ø7。
要是公差分配不合理,后期安装困难。
因为车门内板的冲压精度较高,公差较小如图2所示,能够保证孔的距离公差在±0.2mm范围内。
要求在设计玻璃升落器的时候考虑玻璃升落器支架总成的精度。
要是玻璃升落器安装支架总成的距离精度320.5±1mm,特别难保证安装。
计算如下:门内板两安装孔距离为Lmin=320.3mm,Lmax=320.7;设计知识资源网Lmin+〔ø7-M6〕/2*2=321.3〈321.5=Dmax因此就会导致两个零件单独检测均合格,但安装不上的现象。
一旦出现上述情况汉阳科技,需要协调解决,有以下两种方案:1.提高玻璃升落器安装支架总成的精度,保证距离精度在320.5±0.8mm范围内;2.加大门内板上的安装孔,将孔径由ø7mm,加大到ø7.5mm。
二〕冲压公差为了保证车身零件安装的可靠性,必需保证冲压件安装面的精度。
对一些要求较高的功能面和孔的公差必需特别要求。
三〕焊接公差为了保证整车的精度,对每级焊接总成的公差结合实际情况给定设计范围。
白车身设计需关注的工艺项1.冲压工艺白车身冲压件要保证冲压可行性,首先需保证冲压拔模角,即根据设计中确定的冲压方向,检查各特征面不能有负角(特殊情况除外,可通过工艺方法实现),拔模角一般在3º以上。
其次对于盒状件和梁件要特别注意其拉延深度。
此外需要保证足够大的圆角,复杂特征无突变等。
此外对于切边和冲孔,切边不应急剧过渡,尽量不要切在圆角上,冲孔避免过于靠近圆角。
翻边的急剧变化区域增加工艺缺口,翻边与相邻立壁的距离不能过小。
对于复杂零件,前期应进行冲压仿真分析验证拉伸工艺性。
2.焊接工艺首先要理清焊接顺序,即通过编制零部件的分级明细表,确定焊接流程图。
从单一零件到分总成、总成,理清主次隶属关系,从而保证焊接可行性,这是白车身设计的基础。
要根据焊接顺序定义搭接边层数(杜绝四层焊),保证搭接边宽度除圆角之外的直边在12mm以上。
为保证零件在焊装夹具上的正确定位,需要在零件上设计1到2个定位孔,一般可以将安装孔等用作定位孔,有时也需要设计专用定位孔,在图纸上注明。
如两个定位孔则必需明确主孔与辅孔,专用定位孔直径一般为直径公差±0.2,位置公差±0.3。
此外要注意通过结构设计保证焊接的通过性,有时候需要设计一些过孔保证焊枪的可达性。
为满足焊接的通过性而设计的通孔,一般加5mm 的翻边做成翻边孔。
3.涂装工艺涂装工艺方面的设计一般在车身设计后期进行,根据涂装分析增加一些涂装工艺孔如电泳孔,漏液孔等。
主要包括进水、排水和排气孔。
1)进水孔:设计的车身,在前进方向的前面要有孔位,这样车身一进入涂装的前处理槽液时,就不会漂起来,很轻松的进入到槽子中去洗澡。
2)排水孔:有了进水孔就一定要有排水孔,排水孔的位置一般在地板上以及有凹槽的底部位置。
3)排气孔:在设计弧面时,一定要有排气孔,否则在进入槽子中时,由于气泡无处排泄,会使局部化学处理不到,大大影响外观和防锈能力。
这些部位主要集中在顶盖、轮罩等部位。
成都航空职业技术学院毕业设计汽车车身冲压工艺质量控制与分析专业:汽车制造与装配班级:512888姓名:晓风学号:111111指导老师:蒋兴二零一五年六月摘要本文通过对汽车车身冲压工艺质量控制与分析,对汽车整车制造厂冲压工艺流程,工艺特点有着详细的介绍。
并且阐述汽车冲压件质量控制对汽车整车质量的作用和意义,分析影响汽车白车身冲压件质量的因素,以及控制的措施和应用方法,对覆盖件生产工艺过程的详细介绍,并且结合个人的社会实践经验,分析工具在白车身冲压质量控制的应用方法等。
汽车在生活中是人们出行的主要交通工具,随着社会的发展和科技的进步,汽车制造业的发展方向已经被发达国家及部分新兴工业国家在未来发展的主要方向,也被作为其国民经济支柱产业。
通过对汽车车身冲压工艺质量控制与分析,不仅提高冲压件的质量,同时还提高整车的品质。
关键词:冲压,质量控制,覆盖件ABSTRACTThis article through to the car body stamping process quality control and analysis, Stamping process to vehicle manufacturers, Process characteristics with detail, And automotive stamping parts quality control function and meaning of the quality of vehicle, Analysis of the influencing factors on the quality of the car white body stamping parts, As well as the control measures and application of the method. The covering parts production process in detail, And combining with the personal experience of social practice. Analysis tools in white body stamping application of quality control, etc.Car in the life is the main transport people travel. With the development of the society and the progress of science and technology. The development direction of automobile manufacturing industry has been developed countries and some emerging industrial countries the main direction of development in the future. Also referred to as the national economy pillar industry.Through to the automobile body stamping process quality control and analysis, not only improve the quality of stamping parts.At the same time also improves the quality of the vehicleKeywords: stamping, quality control, covering parts第一章绪论1.1引言我国汽车工业从无到有,从小到大,发展成为一个完整的工业体系。
白车身冲压件设计概述白车身冲压件是整个车身的结构骨架,决定了整个车身的强度和稳定性。
冲压件的设计对整个车身的性能和质量都有重要影响,因此合理的设计和制造过程是至关重要的。
本文将从冲压件的设计角度,介绍白车身冲压件设计的流程和注意事项,希望能对车身结构设计相关的人员有所帮助。
冲压件设计流程第一步:准备工作在进行冲压件设计前,需要先进行准备工作,包括:1.确定车型:根据市场需求和公司战略,确定车型及其主要参数;2.制定设计方案:在确定车型的基础上,结合制造技术和经济成本等因素,制定初步的设计方案;3.设计研讨:展开专业讨论,结合多方意见,优化方案,并形成初步的设计方案。
第二步:冲压件结构设计在第一步准备工作完成之后,需要进行冲压件的结构设计。
1.确定冲压件数量和位置:根据车型参数和设计方案,确定需要的冲压件的数量、位置和规格;2.模具设计:设计冲压模具,包括上模、下模和导向装置;3.冲床选择:根据冲压件的材料和尺寸、模具的结构和要求,选择合适的冲床;4.试模和测试:制造模具,并进行试模和测试,验证冲压件的规格和性能。
第三步:冲压件制造在冲压件结构设计完成后,需要进行冲压件的制造。
1.材料采购:根据冲压件的要求,选择合适的材料,并进行采购;2.制造和加工:制造冲压件,包括平板拉延、冲床冲压、弯曲、拉伸等工艺;3.检验和测试:对制造出的冲压件进行质量测试和检验,包括尺寸精度、表面质量、物理性能等方面。
第四步:冲压件质量控制在完成冲压件制造后,还需要对冲压件的质量进行控制,包括:1.过程控制:对冲压件制造的各个环节进行控制,确保制造过程能够实现规格和质量要求;2.检验和测试:对冲压件进行检验和测试,以确保质量符合要求;3.信息追踪:建立冲压件的信息追踪系统,对制造过程和质量进行记录和保存。
冲压件设计注意事项在进行冲压件设计时,需要注意以下几个方面:1.冲压模具的选型和设计要严谨,以保证冲压件的精度和质量;2.冲床的选择和使用要符合冲压件的材料和规格等要求;3.冲压件的形状和截面要合理,以确保冲压件的强度和稳定性;4.冲压件的表面质量和防锈处理要符合要求,以确保冲压件不会因为表面问题影响使用寿命。
【摘要】白车身是展现汽车设计风格的基体,是其它零部件的安装载体,同时决定汽车被动安全性,是汽车的重要总成,本文主要介绍轿车的白车身冲压件设计。
【关键词】白车身;冲压件;设计1 白车身及其冲压件特点白车身是焊装之后、涂装之前的车身,它由冲压件焊接装配而成。
冲压件具有生产速度快、适合大批量生产的特点,因而在汽车生产中得到广泛运用。
车身冲压件比普通冲压件有更严格的要求,主要体现在质量、外观和重量三个方面。
质量:车身是保护乘员的载体,车身冲压件是车身的基本组成单元,因此必须满足汽车行业TS16949质量体系的要求,系统地管理全过程的质量;普通冲压件不用满足质量体系标准,无需做产品质量先期策划和控制工作。
外观:轿车外覆盖件是顾客评价汽车的第一印象,因此要求曲面平滑流畅,造型美观;普通冲压件一般没有曲面等级要求,对外观要求较低。
重量:汽车是大批量生产的交通工具,合理地减轻设计重量能节约大量钢板,还能减少汽车燃料消耗,因此有必要对车身冲压件进行轻量化设计;普通的冲压件一般生产批量较小,轻量化效益不明显。
2 零件材料选择钢材是汽车上应用最广泛的材料,它塑性良好,易于加工和回收,适合冷冲压加工和大批量生产,是制造白车身的首选材料。
[1]材料的选用原则通常有使用性、工艺性和经济性三个要求。
使用性要求材料能满足安全法规要求,并且在产品寿命内不发生各种失效;工艺性要求材料适合加工,它能减少生产浪费和预防产品质量缺陷;经济性要求成本较低,包括材料成本和加工成本,成本是企业发展中必须考虑的问题,成本的优势往往会带来企业竞争优势。
车身钢板分为冷连轧低碳钢板、烘烤硬化钢、表面处理钢板和双相高强度钢等系列,各个系列钢板有其不同特点,设计时应按上述三个原则选用车身材料。
冷连轧低碳钢板成型性好,且价格较低,常用于非受力零件和侧围外板;烘烤硬化钢冷冲压时屈服点较低,经过烘烤后提高材料屈服点,具有较好的抗凹陷性,常用于车门外板和机盖外板;双相高强度钢屈强比低,碰撞性能良好,常用于汽车防撞结构和加强件等受力零件,在增加强度的同时还能减重,在车身轻量化工程中应用前景广阔。
表1 烘烤硬化高强钢板(Q/BQB 416-2003)力学性能3 自上而下的分解设计白车身又叫白车身总成,它包含多个下级总成,根据设计等级把下级总成依次分为二级和三级总成等,最小的设计单位是零件。
总成和零件的设计顺序安排很重要,推荐采用自上而下的设计方法。
即优先考虑总成,在满足总成要求的前提下布置零件和开展零件设计。
白车身包含机盖总成、车身本体总成、车门总成和翼子板;机盖总成包含机盖本体总成和机盖铰链总成,依次分解最终到零件;零件设计是车身开发设计的关键环节。
下面用发动机盖本体总成(简称机盖本体总成)为例,分步进行分解设计。
3.1 机盖本体总成的分解设计机盖本体总成有重要的装饰作用,外表面要保持美观流畅,不易变形;由于机盖需要经常打开,需要重量轻、刚性好。
根据总成的要求,把机盖本体总成分解成机盖外板和机盖内板总成,机盖外板的材料要求抗凹性好;机盖内板总成要求重量轻、刚度好、能给其它件提供安装点,并能支持机盖本体总成的锁止、开启和支撑。
根据机盖内板总成的要求进行分解,把总成分解为机盖内板、机盖锁扣固定板总成、机盖铰链固定板总成和机盖撑杆固定支架。
3.1.1机盖外板设计机盖外板设计之前要考虑汽车造型,汽车造型是造型艺术与工程技术的有机结合,它将美学融入设计[2],前期由造型工程师绘制效果图,再制作模型,最后由企业领导层审批定型。
外板设计在不修改汽车造型的基础上进行,结构上增加与内板联接及必要的定位孔,联接方式上用外板对内板包边,既起到联接作用又有利于防水。
为提高冲压工艺性,增加抗变形能力,外板材料推荐用抗凹陷性良好的烘烤硬化钢B180H1。
图1 发动机盖外板3.1.2机盖内板设计机盖内板的作用有两种。
一是功能作用,机盖内板一般布置多条加强筋,以增加刚度,并开工艺切口减重;二是载体作用,机盖内板是连接机盖外板、机盖锁扣固定板总成、机盖铰链固定板总成和机盖撑杆固定支架的焊装载体,还是隔热垫、密封条和缓冲块的装配载体。
图2 发动机盖内板3.1.3机盖锁扣固定板总成设计机盖锁扣固定板总成分为机盖锁扣固定板和机盖锁扣,机盖锁扣固定板与机盖内板焊接,机盖锁扣与机盖锁配合。
锁扣的强度要求能可靠锁止和闭合,锁扣固定板的强度与锁扣的锁止力相近。
3.1.4机盖铰链固定板总成设计机盖铰链固定板总成每车左右各一个与机盖内板焊接,它包含铰链固定板和两个凸焊螺母,铰链固定板焊接在机盖内板上,凸焊螺母用于安装机盖铰链,安装后机盖本体总成能旋转开启。
3.1.5机盖撑杆固定支架设计机盖撑杆固定支架连接机盖撑杆的活动端,支撑机盖本体总成保持开启状态,它上面有个撑杆卡扣安装孔,为防止机盖意外掉落伤人,撑杆卡扣安装孔推荐设计成有自动锁止功能的凸字形孔。
3.1.6机盖本体总成的组装组装是对分解有效性的确认,它与分解的顺序相反。
首先焊装好机盖内板总成,再与机盖外板包边,包边的方法是:在内板总成中央部分取多个点打膨胀胶,同时在外板的边缘打折边胶,再把内板与外板放入折边模一起包边。
包边后通过高温烘烤,使膨胀胶发生膨胀,并与内板和外板牢固粘接,使内外板连成一体,达到提高整体刚度和抗扭强度的效果。
3.2 分解设计的适用范围通过机盖总成的案例可以看出,自上而下的设计能避免思路混乱而产生不必要的麻烦,提高设计效率,缩短产品开发周期。
机盖总成的相对直观,车身上有很多比机盖复杂的总成,如地板总成、侧围总成等,分解设计的方法也适用于这些复杂总成。
4 相关的车身设计注意事项零件的选材和设计是白车身设计的基础,但白车身设计不是零件设计的简单累加。
从车身设计来看,还需考虑材料利用率、工艺匹配和零部件通用化等事项。
4.1 材料利用率汽车零件材料及结构设计应满足车身强度和刚度要求,零件材料对整车强度和刚度的匹配,从经验设计阶段发展到了计算机CAE分析阶段。
经验设计是以现有产品的经验数据为依据,进行反复试验、修改的设计;随着计算机CAE分析技术的推广,零部件的强度核算、零部件匹配和安全碰撞方面的计算都能在计算机上进行模拟分析,它能测算出车身安全碰撞所需要的强度,在保障安全的前提下,可以对部分零件材料作出调整,实现余料和废料的再利用。
例如,大冲压件在落料、分离工序产生的余料和废料,可以回收后作为生产小零件的坯料,提高材料利用率。
4.2 四大工艺匹配4.2.1冲压工艺性冲压件是白车身的基本组成单元,它的尺寸精度和表面质量有严格要求,为防止回弹、提高刚度和降低震动,冲压件上需要设计一些加强筋或起伏成型结构,但生产中容易发生起皱、拉毛甚至开裂等质量缺陷。
冲压工艺性和零件形状、板料成型性、成型表面摩擦系数和成型时间四个要素有关,改善这四个要素理论上都可以提高工艺性,但由于后两种方法影响生产效率,一般优先采用前两种方法。
优化零件形状是指通过CAE工程分析将冲压风险明朗化,对有风险的零件作结构优化[2],常用的CAE软件有AUTOFORM和ANSYS (见图3),利用软件分析优化零件形状,可以不改变冲压条件就提高工艺性,是最经济的办法;若优化形状无法完全解决成型风险,此时可选用强度相近、成型性更好的材料代替,通常材料成型性越好价格越贵,由于需要增加成本,一般不作为首图3 冲压工艺CAE分析图4.2.2焊接工艺性焊装是把冲压件焊接装配成白车身的过程,焊装中用得最多的是点焊,点焊焊点强度应牢固可靠,工艺标准规定的焊点抗拉强度应高于材料本身的抗拉强度,但生产中会有焊穿、虚焊和半点焊等质量缺陷,导致焊点强度不达标。
设计上应注意两点:一是选择焊接板材的厚度要合适,厚度一般在0.7~3.5mm 之间,太薄了容易焊穿,太厚了则容易虚焊;二是焊接所必需的空间要预留充分,如在预留焊接翻边的宽度时,一般不小于12mm,否则在焊接时会发生焊枪碰零件侧壁引起电流分流,从而导致虚焊,或因焊接位置不足导致半点焊。
解决好这两点对保证焊点强度有重要意义。
4.2.3涂装工艺性涂装的目的主要是对白车身进行电泳和喷漆,电泳后容易发生车身漏液不彻底的问题,造成电泳液的浪费和车身烘干后电泳杂质残留。
这是因为车身地板上有许多筋结构,如后地板备胎箱有很多加强筋,这些筋会阻隔液体的自由流动,容易发生积液,以倾斜角度把车身吊出电泳池有助于漏液,但还是难达到干净彻底的程度。
因此设计漏液孔要合理,孔的位置应开在车身零件的凹槽底部,大小与所需的漏液量相对应;有些凹槽形状简单,此时可以不用开漏液孔,取而代之的是在凹槽侧壁设计拔模角度,角度最好不小于车身吊出电泳池角度的余角,这样能通过车身吊装的倾斜把电泳液倒出凹槽。
4.2.4总装工艺性总装是汽车制造的最终环节,需要在车身上装配附件、内外饰、动力、底盘及电子电器件等各种零部件,最终实现车辆的舒适性和操控性,总装是保证整车质量的重要环节。
[3]总装工艺中有两类容易发生的问题,即零部件配合尺寸偏差和装配不方便。
一是零部件配合尺寸偏差,可能零部件数模尺寸符合装配要求,但到装车时就发现装配困难甚至干涉,这个问题可能性较多。
如果基准不重合,应用设计基准作为装配基准;如果定位不准确,应修改定位方式。
比如车大灯定位方式是一面加三个孔,定位选择不好会导致与侧围间隙不均匀,定位面要选择大面才能保证贴合,定位孔的设计也要注意,主定位孔只有一个,其余两个为副定位孔;如果是装配工艺与设计脱节,则需要把同步工程提前,预防问题发生。
二是装配不方便,这个问题也许不影响质量,但不容忽视。
它增加了工作强度,降低了生产节拍,设计工程师不但需要现场经验,必要时还要到现场动手装配,以实际生产状况来优化设计。
4.3 零部件通用化汽车企业为满足消费者当今的多样化需求,纷纷研发个性化的车身,但是多品种、小批量的生产会增加成本。
为在实行多样化的同时降低成本,必须实行零部件通用化。
通用化是指以标准化和模块化等途径,使不同车型、不同平台的零部件实现结构或功能通用。
它通过扩大生产规模来降低成本,同时降低研发风险、缩短产品开发周期。
实行通用化具有投入少、效用大的优点,在设计前期值得重点策划。
5 结束语最后,在结尾对本篇的内容作如下总结:a介绍了白车身及其冲压件的主要特点;b阐述了钢板作为白车身材料的重要意义、材料选择的三个原则,以及常用车身钢板的种类;c自上而下的设计方法在白车身设计中的应用,以发动机盖总成为例分解设计;d讨论材料利用率、工艺匹配和零部件通用化方面的注意事项。
参考文献[1]姚贵生.汽车金属材料应用手册(上).北京:北京理工大学出版社,2000. [2]汽车工程手册编辑委员会.汽车工程手册.设计篇.第一版.北京:人民交通出版社,2001.[3]汽车工程手册编辑委员会.汽车工程手册.制造篇.第一版.北京:人民交通出版社,2001.。