汽车涂装前处理的碱性脱脂剂工艺简介
- 格式:doc
- 大小:30.00 KB
- 文档页数:2
一、脱脂剂定义:脱脂剂英文名称:degreasant,主要用于脱除物体表面油污,包括:碱性脱脂剂、乳液脱脂剂和溶剂脱脂剂三种。
(1)碱性脱脂剂,由碱、螯合剂及表面活性剂组成;(2)乳液脱脂剂,利用表面活性剂的润湿性、浸透性、乳化性及分散性可以脱除金属表面的污垢;(3)溶剂脱脂剂,采用浸渍法或蒸汽法脱脂。
二、脱脂剂构成分类:在金属化学处理、电镀及涂施之前,要用脱脂剂脱除金属表面上的油脂及矿物油。
主要脱脂剂的组成有以下几种:(1)碱性脱脂剂,由碱、螯合剂及表面活性剂组成,包括复合高效脱脂剂、高温强力脱脂剂等;(2)乳液脱脂剂,利用表面活性剂的润湿性、浸透性、乳化性及分散性可以脱除金属表面的污垢。
一般采用阴离子型、阳离子型、非离子型等表面活性剂中的一种或数种混合物,并用水稀释制成乳液;(3)溶剂脱脂剂,采用浸渍法或蒸汽法脱脂。
主要采用的溶剂有卤代烃溶剂及氟代烃溶剂等。
三、脱脂剂产品介绍:(1)碱性脱脂剂产品由两个组分组成:A、B两个组分,其中A一般由碱性物质组成,B 由多种表面活性剂组成,使用时两者以一定的比例直接在槽内配成工作液使用。
配比用量:A:2~4%,B:1~2%指标:游离碱:10-20(点)(2)溶剂型产品脱脂剂是专为工矿机械设备清洗而研制的溶剂型清洗剂。
能快速有有效地清洗机械表面、轴承、管道中的磺油、机油、除锈油及固化油脂。
本品品不易自燃,没有汽油、稀释剂等物的自然引火危险性。
快速完全挥发,不含留任何残渍,对金属、涂层饰面、绝缘覆盖层及耐溶性橡胶、塑料等物均安全全无损。
不含四氯化碳、苯类有害物质。
渗透性强,不必完全拆卸设备清洗。
产品特性:颜色:无色透明,气味:溶剂味,比重: 1:1.2 , PH值:6±0.5。
适用范围:用于工矿机械设备安装前的除防锈油,生产中设备维修保养、轴承、管道内的废旧磺油清洗,设备表面磺油固化层及机油黄袍的清洗。
使用方法:用布碎沾上本品涂抹需清洗表面、油层、油泥,很快分解脱落。
金属磷化前脱脂剂的应用刘启民 立邦涂料(重庆)化工有限公司 重庆401336[摘要]表面处理技术是目前汽车行业利用最广泛的技术。
本文详细介绍了脱脂使用的工艺、现场控制参数及性能,并对现场具体问题进行了描述与解答。
一、概述:脱脂是涂装前处理的基本工序之一,它要求把工件表面的各种油脂、灰尘泥沙、金属粉末、手汗及其工件在加工过程中所粘附的油性脏物去除彻底。
脱脂在涂装前处理乃至整个涂装工艺中占有极其重要的地位,其作用表现在:1.影响磷化质量。
磷化过程完全取决于磷化槽液与工件表面的良好接触,而要确保做到这一点,就必须在磷化之前或磷化过程中把工件表面的各种油脂、脏物、锈、氧化皮等异物彻底去除。
如果工件表面的异物末被彻底去除干净,这些异物就会对磷化起到一种机械屏障作用,延缓成膜速度,影响磷化晶体与工件表面的结合,甚至完全阻碍磷化槽液与工件表面接触,导致不能形成磷化膜。
2.影响涂膜质量。
如果脱脂不彻底,虽然磷化膜形成了,但磷化膜不均匀。
有些脏物虽然被磷化膜覆盖,但磷化膜与工件表面的结合力差,易导致涂膜起泡、脱落。
二、脱脂机理:目前广泛采用的脱脂剂一般是由内含有表面活性剂的弱碱性脱脂剂,其基本成分为碱性物质、助洗剂、添加剂、表面活性剂、削泡剂等,其脱脂机理是依靠脱脂剂对油脂和污物的皂化、润湿、乳化、渗透、卷离、分散和增溶等实现的。
三、影响脱脂效果的常见因素:1.温度一般情况下,脱脂溶液的温度越高,脱脂速度越快,脱脂越彻底。
其原因是:⑴. 提高温度,会使油污的物理性质发生变化。
如滴落点高的防锈油则随脱脂槽液的温度上升,粘度相应下降,甚至形成液滴而利于去除。
⑵. 促进油污的化学反应。
一般地说,脱脂槽液温度每提高10℃,化学反应速度就可以提高1倍。
⑶. 加速油污的溶解。
脱脂槽液温度的提高,会加速表面活性剂等成分的分子运动,促进脱脂剂对油污的润滑、渗透、卷离和分散,进而加速脱胎换骨脂速度提高脱脂能力。
但是,并不是脱脂槽液的温度越高越好。
脱脂剂的说明书大全第一篇:脱脂剂的说明书大全无脂净@脱脂剂脱脂也称除油,金属表面的油污是从材料的加工过程起至零件加工完成的各个环节中带来的,在贮存运输过程中为了防锈了油脂。
金属材料和零件在进一步做表面处理(如电镀、涂饰、阳极氧化、钝化等)前必须把表面的油污清洗干净,否则会影响除锈、除氧化皮的质量,而且影响表面电镀、涂装层的质量。
由于油污的来源广、种类多,污染的程度相差很大,所以除油问题就很复杂。
另外除油的对象也很多,有各种金属材料,有由各种金属制造的大小不同、形状复杂程度不同的零部件,也有整体机器及设备(如机器清洗维修,食品设备的清洁消毒)等,这说明除油的工作复杂,影响面广,在许多情况下要求清洗质量严格,甚至要达到国家或行业规定的标准。
因此,必须给予足够的重视。
北京筑宝公司结合生产工艺对环保、洗净率的要求趋势,采用进口原材料、表面活性剂研发出新一代水性环保脱脂剂——无脂净®。
无脂净®是常温脱脂剂,内含多种高效除油添加剂及北京筑宝公司结合生产工艺对环保、洗净率的要求趋势,采用进口原材料、表面活性剂研发出新一代水性环保脱脂剂——无脂净®。
无脂净®是常温脱脂剂,内含多种高效除油添加剂及强力渗透剂,具有高效率的渗透、分解、剥离能力,除油迅速、彻底,环保、无污染,洗净率极高。
一、产品特点:1、水基环保型产品,不燃烧。
2、渗透、溶解快,除油迅速彻底,不留任何痕迹。
3、常温工作,操作简便无须专业人员和工具。
4、槽液配制容易、稳定,可反复循环使用,节约能源。
5、不含强碱成份,泡沫少,无需水冲洗,可大幅度提高效率,降低成本。
6、不含硅酸盐、氯化物等易残留的有害物质;不含亚硝酸钠、铬酸盐等有毒物质;无磷、无毒,不产生有害气体,无异味,不伤皮肤,不腐蚀金属,环保安全。
二、适用范围:无脂净®能重点清洗沾有各种动、植物油、矿物油及其它不洁物的表面。
无脂净®广泛应用于机械、电力、汽车、仪器仪表、造船等领域各种金属工件的除油去污工艺,也可用于塑料、涂料、石材、陶瓷、木材、油漆、玻璃、橡胶等非金属表面的除油处理。
汽车线脱脂废水怎么处理一、来源汽车脱脂废水产生于汽车涂装流程中的脱脂工艺,该工艺主要是用热碱液和有机溶剂清洗待涂装的车身,其中碱液由强碱弱酸盐、聚合碱性盐(如磷酸盐、硅酸盐等)和表面活性剂(阴离子型或非离子型)等适当配合而成。
二、水质由于脱脂过程中会带入大量的脏物,所以废液中会有下列成份:1.AOX,它可能来自加氯消毒的水,添加了氯化石蜡油的润滑油和防腐油。
2.来自润滑油添加剂和镀锌钢板脱脂过程中的锌。
3.来自铝材脱脂中的铝,来自铜材脱脂过程中的铜等。
4.来自油脂成份的高的COD值,1克/升油脂的COD值可达到2000、4000mg/l 等。
5.废水中含有的主要有毒、有害物质如:亚硝酸盐、磷酸盐、乳化油、表面活性剂、Ni2+、Zn2+。
6.洗脱的车身表面的防锈油的主要成分包括硫化油脂、烷基苯磺酸盐、石油烷烃、高级脂肪酸盐和高级脂肪酸脂等。
因此,在皂化作用和乳化作用下,涂装废水便形成了强碱性的脂肪酸盐。
同时,废水中还含有大量的表面活性剂。
三、处理方法常用方法有:沉降法、悬浮法、聚结剂、浮选剂、过滤法、化学乳化裂解法、膜过滤法,超滤法、加热法、UASB与好氧接触氧化组合工艺、厌氧一好氧接触氧工艺等。
四、脱脂废水难降解原因脱脂废水难降解原因,脱脂废水中含有的表面活性剂等物质对厌氧菌有强烈的抑制作用。
阴离子表面活性剂在厌氧反应过程中,对产酸菌和产甲烷菌都会产生强烈的抑制作用。
当直链烷基苯磺酸钠浓度为18.9mg/l时,对厌氧产酸菌的抑制作用到50%,当LAS浓度为6.3mg/l时,对厌氧产甲烷菌的抑制作用也达到50%,并且LAS对厌氧产甲烷菌的抑制作用呈线性增长。
脱脂废液采用酸化法进行破乳预处理,向脱脂废液中投加无机酸将pH调至2~3,使乳化剂中的高级脂肪酸皂析出脂肪酸,这些高级脂肪酸不溶于水而溶于油,从而使脱脂废液破乳析油。
另外,加酸后使脱脂废液中的阴离子表面活性剂在酸性溶液中易分解而失去稳定性,失去了原有的亲油和亲水的平衡,从而达到破乳。
涂装车间前处理脱脂内容油污的性质和组成在选择脱脂方法和脱脂剂时,首先要了解被涂物所带油污的性质和组成,只有这样,才能进行正确的选择,达到满意的去除效果。
1.油污的组成(1)矿物油、凡士林。
它们是防锈油、防锈脂、润滑油、润滑脂及乳化液的主要成分。
(2)皂类、动植物油脂、脂肪酸等。
它们是拉延油的主要成分。
(3)防锈添加剂。
它们是防锈油和防锈脂的主要成分。
在加工和储运过程中,金属屑、灰尘及汗渍等污物也总是混杂在上述油污中。
2.油污的性质(1)化学性质根据油污能否与脱脂剂发生化学反应而分为可皂化油污和不可皂化油污。
植物油脂和动物油脂是可皂化的,它们可以依靠皂化、乳化和溶解的作用而脱除。
矿物油和凡士林是不可皂化的,它们只能依靠乳化或溶解的作用来脱除。
(2)物理性质根据油污粘度或滴落点的不同,其形态有液体和半固体。
粘度越大或滴落点越高,清洗越困难。
根据油污对基体金属的吸附作用,可分为极性油污^口非极性油污。
极性油污,如含有脂肪酸和极性添加剂的油污,有较强地吸附在基体金属上的倾向,清洗较困难,要靠化学作用或较强的机械作用力来脱除。
此外,某些油污如含有不饱和脂肪酸的拉延油,长期存放后,氧化聚合形成薄膜,含有固体粉料的拉延油,细微的粉料吸附在基体金属表面上,还有当油污和金属腐蚀产物等混杂在一起,都会极大地增加清洗的难度。
脱脂的方法及材料根据去油污机理的不同,汽车涂装中,脱脂方法主要有以下两种:1 .溶剂清洗即依靠有机溶剂对油污的浸透、溶解等作用达到去除油污的目的。
2 .碱液清洗利用含有表面活性剂的碱性物质对动物油的皂化及表面活性剂的浸润、分散、乳化及增溶作用达到去除油污的目的。
有机溶剂清洗常用的有机溶剂有:汽油、煤油、松节油、松香水、含氯有机溶剂等。
有机溶剂清洗的特点是脱脂效率高,特别是清除那些高粘度、高滴落点的油脂具有特殊的效果,而且可以在常温下用简单的器具进行手工清洗,因而适用于产量不大、机械化水平不高或有特殊要求的场合。
汽车涂装前处理过程中的脱脂剂和引进的阴极电泳的应用【摘要】本文以涂装前处理过程中的脱脂剂和引进的阴极电泳的应用说明引进国外产品必须消化、吸收才能使之适应国内的生产条件。
【关键词】涂装脱脂剂阴极电泳近年来我国通过合资,引进技术,许可证生产等多种方式,引进了大量国外的新技术和新产品。
这些先进技术在国外应用时效果十分良好,到国内使用时常常碰到这样那样的问题,效果一般都达不到国外水平,有些甚至情况很差。
笔者认为对引进的国外先进技术切忌盲目照搬,应该有一个消化、吸收和再创造的过程。
这样才能将国外的先进技术.与我国的实际情况相结合,创造出适用的新技术和新产品来,从而使我国的技术水平大大地提高一步。
笔者想根据几年来在桑塔纳轿车涂装材料国产化方面碰到的问题和工作中获得的体会谈一点看法。
上海大众汽车公司汽车一厂油漆车间由德国DUERR 公司总承包,完全按德国标准建成,生产的桑塔纳轿车也是完全按照德国标准制造。
车身使用的是德国进口钢板,开始时使用的所有涂装材料全部是德国原装进口,和德国大众、奥迪生产线上使用的完全一样。
并且这些供货公司均派在德国大众生产线上搞技术服务的技术人员来上海大众调试,照理应该一切顺利,不存在问题,可事实并非如此,有些材料的应用甚至效果很不理想。
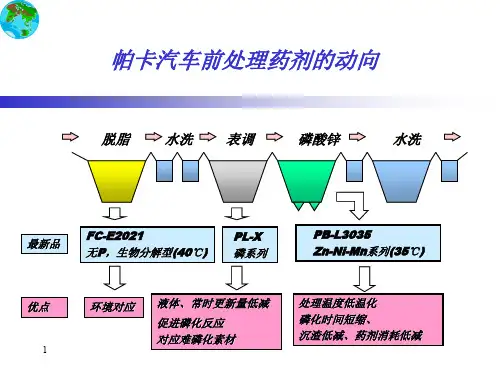
我们先从脱脂说起,新的油漆线上分别试用过德国CHEMETALL 公司的377M 脱脂剂,HENKEL 公司的1558 脱脂剂和日本帕卡獭金公司的FC - 4328A 脱脂剂。
这些材料在国外大型汽车厂使用时效果十分良好,但在上海大众应用时效果甚差,尤其是FC-4328A 和1558 脱脂剂,脱脂水洗后出现大面积挂水现象,外方人员百思不得其解。
笔者通过仔细的研究和观察发现,国外的车身用钢板,从轧钢厂出厂到上汽车厂生产线的时间通常在一周左右,最长也不超过半个月,车身的冲压件立即拼到车身上,无贮存时间、因此在这样的钢板上仅仅涂了一层很薄的很容易洗脱的低质防锈油。
前处理工艺简介前处理是为了增加涂装效果,对待涂装工件进行预先去污﹑去脂﹑防锈﹑打底的一个准备工程﹒一般工艺流程为﹕脱脂→水洗→中合(表调)→皮膜化成(磷化)→水洗→烘干﹒各工程简介如下﹕一﹒脱脂槽主要成份为﹕碳酸盐﹐磷酸盐﹑硅酸盐及非离子界面活性剂﹒主要功能为﹕去除工件表面附着的油污﹑胶脂﹑铁屑﹑脏污及其它小颗粒附着物﹒工作原理为﹕此槽液一半属亲油性乳化减洗液﹐通过皂化反应﹑乳化反应﹐剥离过程﹐达到其去天)五﹒磷化槽(皮膜槽)其主要成分为﹕正磷酸﹑硝酸盐﹑磷酸盐﹑锌离子﹑镍离子主要功效为﹕对工件表面覆盖一层保护膜﹐使其具有耐蚀性﹐同时也为增加涂装造成阴性点﹐以便静电喷涂﹒工作原理为﹕利用液状处理剂中的游离状酸性物质先同工件(铁﹑锌)发生聚合有机反应﹐然后结合半稳定状态的磷酸盐﹐同附着工件表面的原离子﹐(已游离的铁锌离子﹐加槽液中本身所带的锌离子)发生反应生成﹐磷酸化合盐﹐通过此盐的逐渐积累﹐而达到覆膜的目的﹒注意事项﹕此液为半稳定状﹐工件瞬间投入﹐就会打破稳定﹐以各参数的适当比例﹐尤为重要(如﹕酸比﹑混合比﹑工件投入量﹐其它物质混入程度等)在管理上首先要预防各种比值出现大的偏差﹐然后根据工件处理情况﹐人工调动各种参数﹐从而达到最佳的皮膜效果﹒六﹒水洗主要功效为﹕对已皮膜的工件的残留酸液﹐进行溶解﹑稀释﹑洁净以避免工件残留酸性﹐影响耐蚀性和涂装附着力﹒注意事项﹕此工序同上面所讲述水洗在管理上要求更严格﹐酸度需控制在0.2PT以下﹐最好增加溢流量﹐加长水洗时间﹐加强换水﹒七﹒清水喷雾2﹒调整方法A加103#脱脂剂40±3KG时全上升1oB加407#磷化剂35±3KG时﹐全酸度上升1o﹒C加促进剂3﹒5±0﹒2KG时﹐促进剂上升1o﹒D加K-3#调整剂0﹒4±0﹒1KG时﹐PH值上升1o﹒3﹒其运作状况﹕A线﹕挂钩395±2PCS30’21”/周B线﹕挂钩214±1PCS28’55”/周最后需强调的是,前处理工艺,在正常有序管理条件下,不会有什么大的变化,主要是在各种条件出现异常时,才适当进行调整,这需要操作及管理人员对设备﹑药水工作原理本身元素成分﹐气候等因素综合考虑﹐才能取得最佳的处理效果﹒前处理各工位注意事项前处理由于工艺要求及管制要求的需要﹐需设置工位为﹕1搬运2进料全检3上挂4出料全检5下挂现就各工位除SOP﹑SIP规定事项外﹐还应注意事项明确如下﹕1搬运1)熟知当日生产计划﹐提前5分钟开始找寻﹐搬运当日应处理产品﹔保证上挂所需产品及包装材料(如栈板﹑隔板﹑大木箱)的及时供给﹒3)4)3)43)6)停挂后兑现每日换水工作﹒并保证下一班水面能正常生产﹒4出料全检1)熟知所有已处理产品的质量要求﹒2)不良品分类隔离﹑排放整齐﹒3)收集首件产品﹐交现场干部确认皮膜效果(换产品﹑换材质﹑换上挂方式时随时送检﹐正常2小时一次送检﹒4)发现异常髻不良品过多时请及时通知现场干部﹒5)做好不良品的统计﹑标示和退库工作﹒6)主要负责压伤﹑划伤﹑撞伤﹑变形及其它可判断不良品的检查﹒7)清理脱脂肪槽液面油污(两天一次)﹒5下挂1)熟知当班生产产品的包装﹑下挂方式及下工站要求﹒2)整理好所有下挂需用展板﹑包材﹑隔板的位置﹒3)随时注意在线将下产品﹐作好下挂准备﹒4)补充落挂挂钩﹐保证各挂钩的间距及质量﹒5)浸泡槽换水工作协作﹒6)所有暂不上挂﹑暂不入库产品的排放﹑防尘﹑防锈工作﹒6包装1)1小2前处理开关机注意事项及易发生故障总结1﹒开机前应注意﹕A﹒瓦斯是否已打开﹒B﹒清水浸泡池有无换水﹐水面有否达到生产要求﹒C﹒脱脂槽油污是否清理干净﹒D﹒各个水阀及液面是否有异常﹒E﹒中和槽水位是否异常﹒F﹒超声波发音是否过大﹒G﹒脱脂滤油槽液面是否适当﹒2﹒开机后应注意﹕A﹒巡视设备一周﹐看﹑听有无异常﹒B﹒密切注意产品进入每一槽状态﹐有无异常﹒C﹒收集首件﹐判定药水情况并作相应的调动﹒另﹕前处理药性故障总结为A﹒混料现阶段主要有上盖﹑设变前后﹑本体4种类型﹐托座分1-4﹐材质分中﹑韩﹑日等﹒B﹒上挂错误A线本体不能连挂﹔99本体容易脏污﹔侧板上挂需对角以防刮伤﹔产品挂法需考滤漏水性﹔上挂。
汽车涂装脱脂工艺流程英文回答:The process of automotive paint degreasing is an essential step in the overall painting process. It involves removing any grease, oil, or contaminants from the surface of the car before applying the paint. This ensures proper adhesion and a smooth finish.The first step in the degreasing process is to thoroughly clean the car's surface with a degreasing agent. This agent is usually a solvent-based cleaner that is designed to dissolve and remove any grease or oil. It is important to choose a degreaser that is compatible with the type of paint being used.After applying the degreaser, it is important to let it sit on the surface for a few minutes to allow it to penetrate and dissolve any contaminants. Then, using a clean cloth or sponge, the surface should be wiped down toremove the degreaser and any loosened contaminants. It may be necessary to repeat this process multiple times to ensure all grease and oil are removed.Once the surface is clean, it is important to rinse it thoroughly with clean water to remove any remaining degreaser or contaminants. This can be done using a hose or a pressure washer, depending on the level of contamination.After rinsing, it is important to dry the surface completely before proceeding with the painting process. This can be done using a clean cloth or a blower. Any moisture left on the surface can affect the adhesion of the paint and result in a poor finish.Once the surface is dry, it is ready for the next step in the painting process, such as applying a primer or base coat. The degreasing process ensures that the paint adheres properly and provides a smooth and durable finish.中文回答:汽车涂装脱脂工艺流程是整个喷漆过程中的一个重要步骤。
学习总结前处理工艺流程手工预清洗→预脱脂→脱脂→一水洗→二水洗→表调→磷化→三水洗→四水洗→钝化脱脂目的:清除白车身表面的油污原理:车身的油污主要有皂化油和非皂化油。
皂化油有拉延油,与碱液发生反应生成肥皂,肥皂易溶于水,就能被清除。
非皂化油不能与碱液反应,需在碱液中加入表面活性剂,通过加热搅拌,使其从工件表面脱离。
脱脂剂组成:碱:皂化作用无机盐:分散作用,对已脱去的油污部分乳化。
有机成分:消泡剂缓蚀剂络合剂表面活性剂表面活性剂的清洗机理:表面活性剂分子一端是亲水基,水溶性好;另一端是憎水基,油融性好。
表面活性剂能够渗透到金属表面,破坏油污与金属表面的结合力,起到润湿、乳化、增溶的作用,是油污脱离金属表面分散于溶液中。
脱脂槽液的控制:温度:55±2 ℃总碱:7-15游离碱:6.2-7.2表调表调液成分:磷酸钛作用:改善金属表面有与碱液清洗造成的粗化效应,使磷化结晶细致。
参数控制:表调即只有在中碱度绒液中才有效,因此其溶液的pH值应控制在8.0-9.5之间。
磷化磷化膜作用:可以作为涂料的底层即钢铁间的防锈保护层,还可以提高材料的电绝缘性。
磷化液的主要成膜成分:Zn(H2PO4)2磷化膜形成原理:Zn(H2PO4)2在水中发生逐级水解反应:3Zn(H2PO4)2 === Zn3(PO4)2 + 4H3PO4H3PO4 === H+ + H2PO4-H2PO4- === H+ + HPO42-HPO42- === H+ + PO43-磷化膜的形成步骤:钢铁健首先与磷化液中H+发生酸蚀反应,促使Zn(H2PO4)2在水的逐级水解反应向右进行,生成不溶性的磷酸锌和磷酸锌铁沉积于金属表面,形成磷化膜,有四个步骤:1)铁溶解Fe + 2H+ === Fe2+ + H22)加速[O] + H2 === H2O3)离解H2PO4- === H+ + HPO42- === H+ + PO43-4)成膜Zn2+ + PO43- === Zn3(PO4)2·4H2OZn2+ + Fe2+ + PO43- ===Zn2Fe(PO4)2·4H2O磷化液参数控制:温度:47±2℃总酸:20-25游离酸:0.6-1.0促进剂:1.5-3.5磷化膜的影响因素:1)总酸:总酸高,成模快、结晶细、膜薄,过高会降低磷化膜的防腐蚀能力:过低会导致磷化膜粗糙。
典型汽车涂装废水处理工艺更新时间:09-8-21 11:42涂装前处理:亚硝酸盐、磷酸盐、乳化油、表面活性剂、Ni2+、Zn2+。
本工程设计处理水量60m3/h。
2.2 间歇预处理2.2.1 脱脂废液对脱脂废液使用酸化法进行破乳预处理,向脱脂废液中投加无机酸将pH调至2~3,使乳化剂中的高级脂肪酸皂析出脂肪酸,这些高级脂肪酸不溶于水而溶于油,从而使脱脂废液破乳析油。
另外,加酸后使脱脂废液中的阴离子表面活性剂在酸性溶液中易分解而失去稳固性,失去了原有的亲油与亲水的平衡,从而达到破乳。
经预处理后CODCr从2500~4000mg/L降低到1500~2400mg/L,去除率在40%左右;而含油量从300~950 mg/L降至50~70 mg/L,去除率高达90%~95%。
2.2.2 电泳废液2.3 连续处理重金属离子与磷酸盐中,由于Ni2+生成Ni(OH)2沉淀与PO43-生成Ca3 (PO4) 2沉淀的最佳pH值是10以上;而Zn2+生成氢氧化物沉淀的最佳pH值范围是8.5~9.5,pH过高会形成ZnO22-而溶解。
因此要分二级混凝反应以分别去除Ni2+,PO43-与Zn2+ 。
同时,混凝反应后的固液分离分别使用的是斜板沉淀池与气浮池,这样既能够用斜板沉淀池来去除比重较大的重金属化合物沉淀,又能够用气浮池来去除比重较轻的有机物等。
2.3.1 混凝沉淀第一级为混凝沉淀调节pH值为10~10.5。
反应槽使用推流式反应槽,分为三格。
第一格加碱将pH调高至10~10.5,加入CaCl2,第二格加FeSO4,第三格加混凝剂PAM,反应后进入斜板沉淀池进行固液分离。
三格停留时间分别为15min、15min、7.5min。
斜板沉淀池表面负荷按2m3/m2·h设计。
一级反应CODCr去除率为50%~60%。
2.3.2 混凝气浮二级反应的反应槽,也使用推流式反应槽,分为三格。
第一格加酸将pH回调至8.5~9,第二格加PAC,第三格加PAM,反应后进入气浮池进行固液分离。
第 4 期31[收稿日期] 2011-02-25汽车涂装车间脱脂工艺简介彭 文 谢秋成 (上汽通用五菱汽车股份有限公司东部涂装车间,广西柳州 545007)摘 要:简介了脱脂剂的组成及影响脱脂效果的因素。
指出了脱脂液的发展方向。
关键词:涂装前处理;脱脂液;脱脂效果中图分类号:TQ 639.1 文献标识码:A 文章编号:1009-1696(2011)04-0031-03上海涂料SHANGHAI COATINGS第 49 卷第 4 期2011 年 4 月Vol. 49 No. 4Apr. 2011汽车涂装前处理工艺一般为:预脱脂(喷淋)→脱脂(浸洗)→自来水喷淋→自来水浸洗→表调→磷化→自来水喷淋→自来水浸洗→去离子水喷淋→新鲜去离子水喷淋。
在整个前处理过程中,脱脂工序是最基本的一个工序,它所起的作用非常重要,如果脱脂工艺出现问题,将会导致后续工序都出现问题,最终会影响电泳漆的质量,进而影响漆膜的附着力和耐腐蚀性。
1 脱脂的重要性脱脂即除油,由于白车身经过焊接之后,车身内外表面、内腔都有很多油污,包括防锈油、抗拉伸油、冷却油等。
在进入电泳槽之前,必须将白车身的油污除去。
如果油污去除不干净,带入其他槽液中,会污染其他工序,电泳槽液也会被污染,轻则会影响电泳漆质量,严重的则会影响生产节拍,导致涂装车间停产整顿。
另外,烘干过程中,包含在焊缝中的油也会“蒸出”,油雾化在未固化的涂膜表面,经过烘干就会留下缩孔或油印,缩孔严重时会扩散到整个车身,通常在含油污较多的焊缝或包边等难以清洗的部位发生较多,必须使用打磨机打磨,这样就降低了涂层的附着力和耐腐蚀性,也增加了打磨工作量,增加了员工的劳动强度。
2 脱脂装置在生产流水线上,随着过车量的日益增多,脱脂液含油量会越来越多,这样会影响脱脂液的除油效果,可以通过增加除油装置将脱脂液和油进行分离,以此来降低脱脂液中的含油量。
我车间脱脂装置主要由一个备液槽和一套油水分离器组成。
涂装前处理废水治理工艺1、概述涂装前表面处理工序主要有脱脂、酸洗、表调、磷化及钝化封闭后处理。
在生产过程中,各处理液的功能将不断下降(或者失效),为了维持正常生产,保证产品质量,必须定期更换槽液。
槽液可能整槽倒掉,也可能是排出一部分,并补入新液。
不同种类处理液的更新不尽相同,但更换周期大致如下:①脱脂液7~15天;②酸洗液7~10天;③磷化液1~3月;④表调液7~15天;⑤后处理液10~15天。
除这些废液外,还有各道工序后的冲洗废水,它们的污染物浓度要比相应废液低得多,但冲洗水的消耗量和排放量却很大。
2、碱性脱脂废液碱性脱脂废液含氢氧化钠、碳酸钠、三聚磷酸钠等碱性物质,以及表面活性剂和少量有机溶剂,另外还含有机械油、防锈油脂等悬浮物。
因此,主要处理项目是pH、悬浮物、BOD、COD、含油量等。
废液浓度较低时,采用H2SO4、HCI等进行中和即可,或者用酸洗废液进行中和,使pH6~9。
存在于液面的油污,直接溢流分离;但在废液中,仍有大量的油污呈白色乳化状态分散,必须采取破乳、油水分离、水质净化的方法。
①破乳。
通常采用盐析方法。
添加CaCl2,MgCl2,NaCl等药剂,使之破乳析出。
为了使油和其他悬浮物尽快分离,并使之絮凝,还需投入混凝剂或助凝剂,像Al2(SO4)3、聚合氯化铝、硫酸亚铁、三氯化铁、活性硅酸、聚丙烯酰胺等。
②油水分离。
经破乳、凝集处理后,油和杂质形成絮凝体。
通过物理方法使油水分层,刮出油泥,达到油水分离效果。
分离方法主要是用自然浮上、加压浮上、电解浮上、凝聚沉淀和粗粒化等。
③水质净化。
经破乳、油水分离后,油、有机物、COD等都大大降低,但仍有微量的油和相当量的稳定性非离子表面活性剂存在,可采用活性炭等吸附性过滤材质进行吸附、过滤除去。
经这样处理的水质,可达到排放要求。
对于含油量<100mg/L的废液,在沙子过滤以后,不用再经活性炭过滤就达到排放要求。
对于碱洗后的冲洗水,因浓度较低,经简单中和处理即可。
汽车涂装前处理的碱性脱脂剂工艺简介
保证涂装前处理的质量,对碱性清洗常用材料及化学特性进行了研究。
介绍了碱性脱脂剂相关的选用标准和详细的清洗工序、检测方法及工艺维护内容对清洗液的发展趋势和进展作了说明。
1.碱性脱脂剂
金属表面油污可以通过机械和化学方法去除,化学方法包括溶剂清洗、乳化清洗和碱性脱脂剂等。
碱性清洗是汽车涂装前处理中最常采用的化学除油方式。
碱性清洗使用了合成洗涤剂和表面活性剂,生命周期较长,性能稳定、易于控制和处理、适应范围广。
碱性脱脂剂的典型构成包括碱性物质、表面活性剂、消泡剂、缓蚀剂、螯合剂以及抗硬水剂等。
通常为单
组分或双组分。
一般单组分为粉末形式,双组分为液—液形式,也有粉—液形式。
碱性脱脂剂用量一般为2%—10%。
清洗方式包括喷淋、浸泡、喷浸结合的形式。
浸泡清洗效率低于喷淋清洗效率,但浸泡时溶液较易达到工件内腔部位,所以复杂工件清洗最好采用喷淋和浸泡联合处理。
喷淋时间为60—90s,浸泡时间为3—5min。
脱脂溶液温度一般为45—65℃。
具体时间、温度、浓度随清洗剂的种类和基材的不同而不同。
2.碱性脱脂剂的选择
碱性脱脂剂的基本要求是在工艺温度下具有较好的除油能力、无异味、符合特定环保要求、易于水洗、化学性质稳定、正常存放条件不发生化学变化、对基材影响小。
选择清洗剂要考虑被去除的油脂类型(灰、蜡、油、结晶盐等)、转化膜类型、工件大小、类型和材质等。
磷化前的清洗剂,除考察溶解性、除油性、乳化性以及消泡性等,重点要考察清洗剂和基材的相互作用是否会对后续转化膜的形成产生影响,即清洗剂会不会改变工件的表面状态(侵蚀、挂灰等),还有复杂工件因水洗不完全将清洗液带入磷化槽的影响。
清洗作为前处理的组成部分,对转化膜的质量有重要影响。
处理费用是选择清洗剂的重要影响因素,包括:
化学品消耗;
额外的手工、清洗;
溢流水洗;
工件的返工和报废;
倒槽、清洗槽体以及可能对工作效率的影响;
操作管理和设备运行;
废液处理等。
这些因素都应该综合考虑,以保证较低的处理费用。
同时,要充分考虑产品的质量保证能力、技术服务及时性和解决问题能力等。
3.工艺维护
好的前处理产品需要正确的使用和维护,才能发挥最佳效果。
清洗剂通过物理化学作用使油污脱离工件表面进入溶液,这些油脂在槽液中聚集。
当循环泵打开时,固体颗粒沉积到
槽子底部,油脂和有机杂质则漂在溶液表面。
撇除表面油脂、定期清除底部沉渣,可以延长整个槽液使用寿命,并减少对后续工序的影响。
通过槽液溢流也可以减少槽液表面的浮油和有机杂质,但需要消耗更多的药剂。
槽液对污物有一定容纳能力。
超过这个限度,清洗剂会失效,需要进行油水分离处理或重新配制清洗液。
否则,将严重影响清洗质量,对后续工序产生影响,导致更多的人工处理或返工等。
影响槽液寿命的因素,除清洗剂本身性能外,还包括链速、工件体积和类型及被清除油的类型等。
脱脂除油需要控制的工艺参数包括时间、浓度、温度、机械作用、沥干时间、槽液油脂含量、杂质含量以及水洗的污染度等。
对这些项目必须进行监测、记录,使之维持在正常的参数范围内。
对清洗设备进行日常和周期性的维护也十分必要,保证在生产状态下,循环提升系统、加热系统、槽体以及喷嘴、油水分离器等,正常运转并发挥最大功效。
清洗后的水洗是为了去除残留的碱性脱脂剂和松动的油脂,一般为室温自来水,最后水洗最好用新鲜的自来水。
如果清洗不彻底,表面除油不净或有污物残留,将导致涂装缺陷,影响涂层结合力、最终涂装性能和涂层装饰效果,导致工件返修,甚至造成产品报废。
要认识到,良好的涂装质量需要高质量的前处理来保证,高质量的前处理需要高效能的脱脂剂。
为获得最佳清洗效果,应严格控制槽液在工艺参数范围内,经常倒槽清淤,难清洗的工件可进行预擦。
两个清洗槽比一个清洗槽效果好,而且节省药剂。
大型脱脂槽应配备油水分离装置。
对于质量要求高的涂装,还要配备除铁粉装置,脱脂前设立单独热水冲洗工序等。
具体的细节需要在设计阶段考虑。
4.展望
应尽量采用低碱度、低工作浓度的清洗剂。
同等条件下,浓度越低带出消耗越少,清洗剂越节省,同时水洗消耗也越少,也就越经济。
现已开发出无水洗清洗剂,并已投入生产实践。
此清洗剂与有水洗清洗剂的性能、成本基本相同,但可以节省大约30%用水,同时污水处理量大为减少。
液态清洗剂已大规模使用,可以满足涂装车间无尘操作、实现滴加泵自动滴加等自动化要求,并解决了粉剂不易溶解、结块堵塞管道喷嘴的问题。
同时,使槽底沉淀大量减少,减少了清槽次数。
从质量角度出发,建议大型汽车厂对汽车用板进行全方面管理。
对于前处理,一方面要求根据板材油脂情况选择适当的清洗剂,另一方面要求供货商供应板材的防锈油脂种类相对稳定,最好由生产厂家开发专用的防锈油脂。
机械作用有利于提高清洗质量。
如喷淋、超声波等的应用,可降低化学品浓度,减少化学品的消耗与排放,减少对环境的影响。
随着环保要求的提高,目前比较流行研究应用生物可降解表面活性剂,对于活性剂,清洗剂要求无磷、无硅和低COD/BOD排放。
虽然此方面的研究工作已开展30多年,但是目前还没有一种无磷助剂能够同时保证去污能力、对人体和环境无危害和潜在危害、成本较低这3项要求。
现在已研究出无磷脱脂剂,但成本高,应用还有一定的阻力。
更多信息请咨询;重庆长宇金属表面处理技术有限公司。