联轴器找正方法课件
- 格式:doc
- 大小:148.50 KB
- 文档页数:4

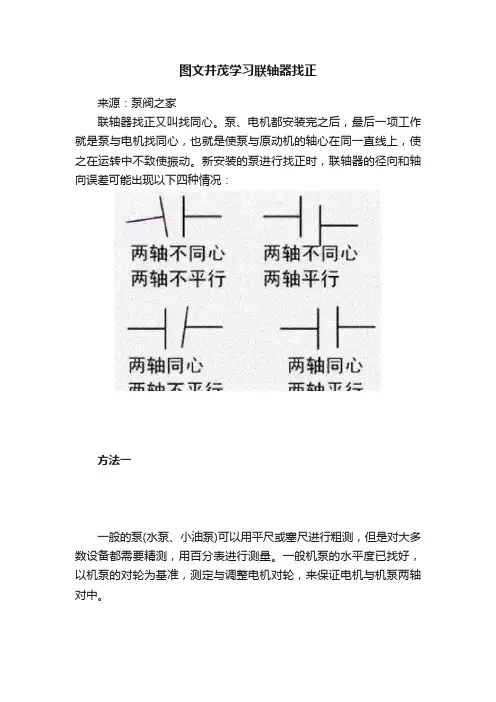
图文并茂学习联轴器找正来源:泵阀之家联轴器找正又叫找同心。
泵、电机都安装完之后,最后一项工作就是泵与电机找同心,也就是使泵与原动机的轴心在同一直线上,使之在运转中不致使振动。
新安装的泵进行找正时,联轴器的径向和轴向误差可能出现以下四种情况:方法一一般的泵(水泵、小油泵)可以用平尺或塞尺进行粗测,但是对大多数设备都需要精测,用百分表进行测量。
一般机泵的水平度已找好,以机泵的对轮为基准,测定与调整电机对轮,来保证电机与机泵两轴对中。
注:a1、a2、a3、a4表示径向间隙,S1、S2、S3、S4表示轴向间隙测量时先测出百分表在0º时的径向间隙a1和轴向间隙S1,然后分别测出90º、180º、270º的径向与轴向间隙,并分别记录于上图所示的圆内与圆外。
测量回到0º时,必须与原始读数一致,否则要查找原因,一般由轴窜动或地脚螺栓松动所致。
最后测量数据还须符合以下条件,才表示计算正确。
方法二:两表找正把百分表架到泵端,将百分表对零,将对轮旋转一圈,每90度得到一个数值,最后百分表转回其始位时必须回零,左右读数相加应该等于上下数值相加之和。
然后根据读数分析出两轴的相对空间位置状况,根据偏差值作出适当调整。
首先调整联轴器的左右偏差到允许值,然后调整高低至标准之内。
找正公式:•S1= ±(对轮轴向差值(张口绝对值)×支脚1到测点距离)÷测点直径±圆周径向插(差)值/2;•S2= ±(对轮轴向差值×支脚2到测点距离)÷测点直径±圆周径向插(差)值/2。
第一个±:如果对轮是上张口,取“+”号;如果是下张口,则取“-”号可理解为从上往下盘;第二个±:电机低时取“+”;电机高时取“-” 可理解为从上往下盘表是正写正是负写负。
S1是正的话(上张口且电机偏低),说明应该垫垫片,S1数即是要垫的垫片厚度。
联轴器对中找正方法
泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
机组的主动轴(电动机或汽轮机)与从动轴(泵或压缩机)之间的对中偏差即两轴相对位置的偏差,反映在轴端相邻两半联轴器处,因此轴的对中状况多是通过检测联轴器的对中来实现。
联轴器的对中找正的方法目前大体分为两类:
(一)直接测量法。
检测时一般直接用直尺、直角尺或塞尺,分别测量出两半联轴器外缘的径向偏差和两端面处的轴向间隙。
用这种方法找正,误差较大,精确度低,多用于转速低的、找正精度要求不高的机组。
(二)使用找正工具测量法。
这是机器安装及检修过程中普遍采用的一种方法。
检测时首先选定基准轴,然后以基准轴为准,通过一系列的检测,得出主动轴和从动轴分别在两半联轴器的端面的轴向倾斜、径向位移的偏差,从而以检测数值确定出从动机各支脚处的调整量及调整方向,通过改变垫片的厚度,以使机组对中状况在允许的偏差范围之内。
直接测量法,由于误差大,操作比较简便,使用场合不多。
现在用找正工具测量方法中,我们常用百分表找正方法,总结出来,跟大家交流学习。
用百分表检测联轴器对中找正的方法
在机器安装及检修的实践中我们用百分表对联轴器进行对中找正常采用的方法有:双表法和三表法。
双表找正法:是利用装在基准轴端联轴器上的找正支架和两块百分表,和被检测轴两轴同时转动,测出被测轴轴端联轴器端面的轴向顷斜和外缘的径向位移偏差值。
一般机器对中找正时常采用双表法。
如下图所示。
找正支架须具有足够的刚性,百分表应牢固地安装在支架上。
表的旋转半径越大测量精度越高。
将两半联轴器的外圆周相隔90。
分成四等分,并做出标记。
使第一个标记对准主动轴联
轴器的相对应部位按机组运转方向,同时转动两轴每转动9O 。
分别记下两块表的读数,当转动
一周轴转回到初始位置时,两块表的读数均应回到“0”位,如有误差。
应查明原因。
读数时要注意表的“正”、负”方向。
表的指针顺时针转过的读数为“正“,逆时钟转过的读
数为“负”。
而且百分表在轴的径向读数的垂直方向的两个数值之和与水平方向的两个数值之和应相等,轴向也是如此,如果不相等,应查明原因,处理后重新测量。
双表法检测数据分析偏移情况,一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,
需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
加调整垫面时有以下方法:
1)个人感觉凭经验加、减垫片。
因为在检修中,一些泵的找正并没有完全具备良好的条件和工具,在调整时,老师傅的经验会起到很大的作用(每次加、减垫都应考虑电机螺栓的松紧状况及其余量)。
2)计算法
Ⅰ原始状态
Ⅱ抬高Δh
Ⅲ调节后的轴心线
(1)先消除联轴器的高差
电机轴应向上用垫片抬高Δh,这是前支座A和后支座B应同时在座下加垫Δh。
(2)消除联轴器的张口
在A、B支座下分别增加不同厚度的垫片,B支座加的垫应比A支座的后一些。
AC/GH=AE/HF
BD/GH=BE/HF
得
AC=AE/HF*GH=联轴器与前支座距离/联轴器直径*b
BD=BE/HF*GH=联轴器与后支座距离/联轴器直径*b
总的调整垫片的厚度为:前支座A:Δh+AC;后支座B:Δh+BD。
垂直方向调整完毕后,以同样方法确定水平方向的左右偏差量,并进行调整。
调整时彼此相互都有影响,应全面考虑,对调整更有利。
三表找正法
这种方法与一般常用的双表法基本相同。
三表法是为了消除用双表法找正时由于轴向窜动给找正精度带来的误差,在轴向的上下l8O 。
对称位置,各装一块测量轴向倾斜偏差的百分表。
装一块测量径向偏差。
三表找正法就是在找正支架上装三块百分表,进行找正。
如下图所示。
三表法原理与双表法一样,三表法的轴向数值取两表读数的平均值,所以其精度更高。