基于PROFIBUS-DP总线控制的自动化生产线机械手控制系统
- 格式:pdf
- 大小:976.61 KB
- 文档页数:3
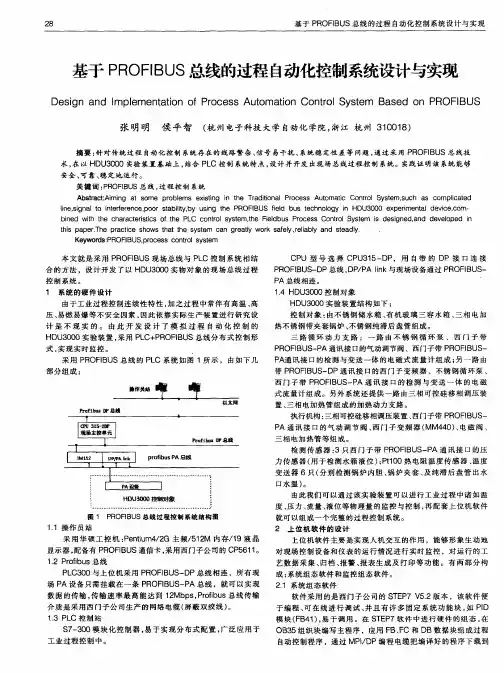
6科技资讯科技资讯S I N &T NOLOGY I NFORM TI O N 2008N O .09SC I ENC E &TEC HN OLO GY I NFO RM ATI O N 工程技术Pr of i bus 是目前国际上通用的现场总线标准之一,以其独特的技术特点、严格的认证规范、开放的标准、众多厂商的支持和不断发展的应用行规,已成为最重要的现场总线标准。
Pr of i bu s 协议包括P r of i b us -DP 、Pr of i bus -PA 、Pr of i bus-FM S 三个主要部分。
Pr of i bus-D P 为主站和从站之间采用轮循的通讯方式,主要应用于制造业自动化系统中单元级和现场级通信;Pr of i bus-PA 为电源和通信数据通过总线并行传输,主要用于面向过程自动化系统中单元级和现场级通讯;Pr of i bus -FM S 定义了主站和主站之间的通讯模型,主要用于自动化系统中系统级和车间级的过程数据交换。
Pr of i bus -D P 是按照DP 传输协议标准的一种开放的总线系统,它采用了O SI 模型的物理层、数据链路层。
物理上Pr of i bus-DP 可以是双绞组成的网络系统也可以是光缆组成的网络统或者由双绞线和光缆组成的网络系统。
D P 传输协议允许在PLC 和分布I /O 设备之间进行快速、循环的数据交换。
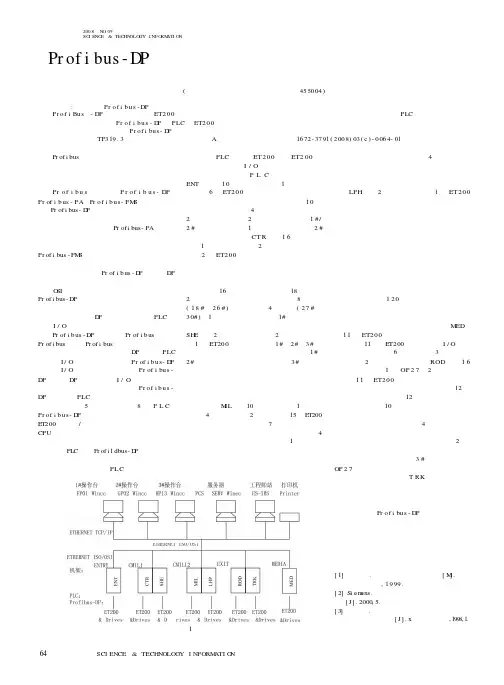
Pr of i bus -DP 主要包括Pr of i bus 主站、Pr of i bus 从站、Pr of i bus 网络部件、人机界面设备及工程及诊断工具,主站DP 设备把PLC 和分布I /O 设备连接。
并通过Pr of i bus-D P 同分布I /O 设备交换数据和监控Pr of i bus -DP 。
从站DP 设备即分布I /O 设备准备好传感器和执行器的数据,以便通过Pr of i bus -DP 被传送给PLC 。
目录摘要 (1)前言 (2)1.绪论 (3)1.1 课题来源与研究内容 (3)1.2 现场总线概念及特点 (3)1.3 典型现场总线简述 (4)1.4 现场总线的发展趋势 (5)2.Profibus现场总线概述 (6)2.1 Profibus协议结构与OSI参考模型 (6)2.2 Profibus物理层 (7)2.3 Profibus数据链路层 (8)2.4 Profibus应用层 (9)3. Profibus-DP协议 (10)3.1 Profibus-DP的基本功能 (10)3.2 Profibus-DP的数据通信 (13)3.3 Profibus-DP的交叉通讯方式 (14)3.4 Profibus-DP的技术优势 (15)4. 西门子PLC的Profibus总线通信实现 (16)4.1课题要求 (16)4.2可编程控制器S7-300的实验系统组成 (16)4.3硬件组态与参数设置 (19)4.4 Profibus现场总线控制网络的组网 (26)5.上位机监控软件的研究与设计 (34)5.1 WinCC组态软件的功能和特点 (34)5.2利用组态软件WinCC设计系统监控界面 (36)6. 结论与展望 (43)致谢 (44)参考文献 (45)基于PROFIBUS-DP现场总线的控制系统设计摘要:本文分析了Profibus-DP现场总线中的物理层、数据链路层等通信模型的技术特点,对Profibus网络相关的单主、多主问题进行了论述。
采用STEP7软件对已有的s7-300实验设备进行了实际组态,完成了硬件选型,程序块定义及梯形图程序编辑及仿真调试、下载,同时利用西门子公司WinCC软件实现了上位机与PLC的通讯, 完成了S7-300与S7-200的EM277之间的Profibus-DP通讯。
这一研究的目的在于实现基于Profibus-DP现场总线的 Siemens PLC S7-300控制系统设计及组态,包括PLC控制系统设计、上位机管理和监控系统设计。
低压电器(2007№19)通用低压电器篇现场总线侯崇升(1967—),男,副教授,硕士,研究方向为电力电子技术和自动化控制。
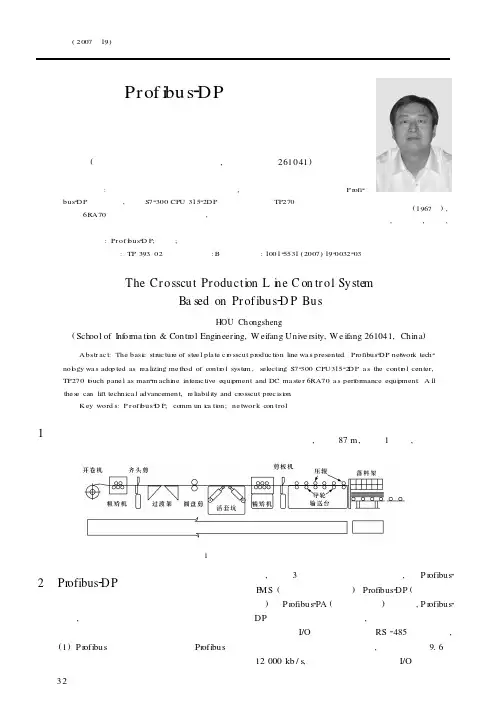
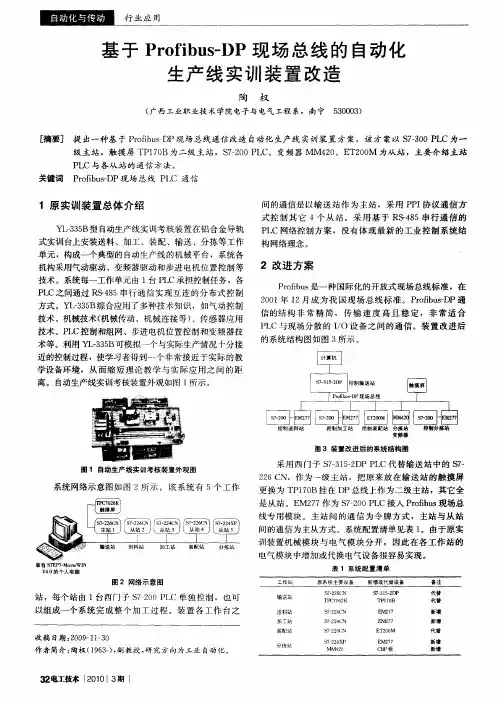
基于Prof i bu s 2DP 总线实现的横剪生产线控制系统侯崇升(潍坊学院信息与控制工程学院,山东潍坊 261041)摘 要:介绍了钢板横剪生产线的基本构成,控制系统实现方法上采用了P rofi 2bus 2DP 网络技术,选择S72300CPU 31522DP 作为控制核心、TP270触摸屏为人机交互设备、6RA70系列直流驱动器为执行设备,提高了控制系统的技术先进性、可靠性和钢板剪切精度。
关键词:Pr of i bus 2D P;通信;网络控制中图分类号:TP 393.02 文献标识码:B 文章编号:100125531(2007)1920032203The Cr osscut Pr oducti on L i n e C on tr ol Syste mBa sed on Pr of ibus 2D P BusHOU Ch ongsheng(School of I nf or ma ti on &Contr ol Engineering,W eifang Unive rsity,W e if ang 261041,China ) Abstr ac t:The basi c struc ture of stee l pla te c r o sscut produc ti on line wa s presented .Profibus 2DP net work tech 2nol ogy wa s ado p ted as rea lizing me th od of contr o l syste m ,selecting S72300CPU31522DP a s the contr ol center,TP270t ouch pane l as man 2m achi ne interac tive equi pment and DC ma ste r 6RA70a s perf ormance equi pment .A ll the s e can lift technica l advancement,re liability and crosscut prec isi on .Key word s:P r of i bus 2D P;co mm un i ca ti on;ne twor k con trol1 钢板横剪生产线的结构钢板横剪生产线主要由开卷机、粗矫机、齐头剪切机、过渡架、圆盘剪、中间桥、精矫机、剪板机和落料台实现,全长87m ,如图1所示,它的构成环节多、控制复杂。
基于PROFIBUS-DP的西门子变频器控制系统摘要:介绍了现场总线变频器控制系统的构成和特点,在汽车总装生产线线上组建基于PROFIBUS-DP的变频器控制系统,分析了可编程序控制器与变频器之间的通讯协议,并详细说明了变频器PROFIBUS-DP控制系统的参数设置及编程方法。
关键词:汽车总装生产线PROFIBUS-DP总线PLC 变频器控制汽车制造厂发动机总装生产线,由于其发动机安装要求精密、工位比较长,且各工位之间配合密切,每道工序又需连贯性高,这样的工况使得生产线控制提出了更高的要求。
现场总线控制系统集合了计算机技术、信息技术、控制技术、具有造价低廉、布线简单、控制精度与可靠性高、协议开放等优点,已成为工业现场控制系统的主流。
同时变频器厂商开发的产品对各种现场总线的支持程度也越来越高,对变频器的应用有单台调速系统向多台变频器群控系统发展。
青年莲花汽车有限公司的总装生产线的变频器控制系统满足了生产的要求,减少了成本,调试与维修也很方便。
1 变频器控制系统与PROFIBUS-DP简介变频器控制系统通常由可编程序控制器(PLC)、人机界面、变频器、传感器及现场总线等组成。
一些著名的变频器生产厂商多开发了自已的现场总线,在实际应用中,控制系统一般由许多不同厂商设备互连构成,所以用户都应用比较通用的现场总线,如:PROFIBUS-DP、DeviceNet、CCLink、ModBus等总线。
一般的变频器大多支持各种现场总线,可以用主站向变频器从站发送起、停,多段速调速、频率设定、故障复位、修改参数等各种命令,主站从变频器读取电流,实际运行频率、参数内容、故障代码等相关信息,极大地方便了现场用户的需要。
但要连接到各种现场总线变频器必须带有合适的与之相匹配的通讯适配卡,如三菱的FR-A7ND连接到DeviceNet,FR-A7NP连接到PROFIBUS-DP等。
西门子变频器通讯卡6SE6400-1PB00-0AA0连接到PROFIBUS-DP等等。
PROFIBUS-DP在企业自动化控制中的应用摘要:PROFIBUS-DP是一种常用的工业数据通信协议,在企业自动化控制中应用广泛。
本文将对PROFIBUS-DP的特点、优势和应用进行探讨,分析其在自动化控制中的作用及其应用案例,包括物流自动化、制造自动化和生产线控制等方面。
通过案例分析,说明PROFIBUS-DP在企业自动化控制中的应用具有广泛性、效率性和可靠性,是提高企业生产力和竞争力的重要因素。
关键词:PROFIBUS-DP;企业自动化控制;广泛性;效率性;可靠性;应用案例正文:一、PROFIBUS-DP的特点和优势PROFIBUS-DP是一种常用的工业数据通信协议,它能够连接不同的控制和感应设备,实现数据交换和信息传递。
PROFIBUS-DP的特点如下:1.通讯速度快:PROFIBUS-DP的通讯速度可以达到12Mbit/s,数据传输效率高。
2.通讯距离远:PROFIBUS-DP的最大通讯距离是1.2km,通讯距离远,适用于大规模的现场控制。
3.连续性强:PROFIBUS-DP支持高可靠性数据传输,能够实现设备持续工作,减少设备故障。
4.标准性强:PROFIBUS-DP是国际标准化协议,适用于不同厂商和不同系统的设备间通讯。
PROFIBUS-DP的优势如下:1.整合性:PROFIBUS-DP可以连接不同的设备和系统,实现数据和信息的整合,提高生产效率和质量。
2.可靠性:PROFIBUS-DP的数据传输方式可靠性高,能够减少设备故障发生,提高设备的稳定性。
3.实时性:PROFIBUS-DP的通讯速度快,能够实现实时数据传输,满足企业自动化控制的实时性要求。
二、PROFIBUS-DP在企业自动化控制中的应用1.物流自动化:PROFIBUS-DP在物流自动化中,可以实现各设备间的信息交换和数据共享,提高作业效率和质量。
例如在仓库自动化管理中,PROFIBUS-DP可将ERP系统的信息传输到设备系统中,实现物料的自动化管理和运输。
浅析profibus现场总线的应用计算机技术, 网络技术和数字通信技术的迅速发展引起了工业自动控制系统结构的巨大变化。
Profibus作为一种由智能化设备组成的计算机网络,近年来,凭借其独特的优势已成为自动控制领域研究的热点,应用于众多领域。
在我国冶金工艺中,profibus现场总线主要应用在炼焦配煤优化系统、焦炉加热计算机控制及管理系统、烧结过程智能控制管理系统、烧结终点判断与智能控制系统、炼铁优化专家系统、高炉人工智能系统中,通过对这些子系统的控制,确保了整个冶金工作的自动化流程的实现。
1Profibus现场总线简介随着自动化工业发展,总线分布式机械臂控制系统在工业生产得到了广泛的应用,随着机器人自动化程度的提高,控制技术逐步增大,在工业生产环节的机械臂操作需要多个机械臂的相互协调工作,操作之间的机械需要总线控制,采用机器人实现流水工作,可以有效解决生产精密设备的工作,总线控制技术在工业控制中得到广泛应用,网络通信与信息管理在机器人工业控制中得到了应用,将分散测控设备组合成变成网络节点,融合成总线通信网络,实现设备之间的有效沟通信息、完成自控工作的网络系统与控制系统,CAN总线分布式机械臂控制是一种有效的实时控制,串行通信网络,具有性能搞、可靠强、实时交互便利的特点,被广泛用于控制系统中机械设备之间的数据通信与自动化仪器控制,主要考虑将高速实时处理与分布式工业控制领域中的高可靠性相结合。
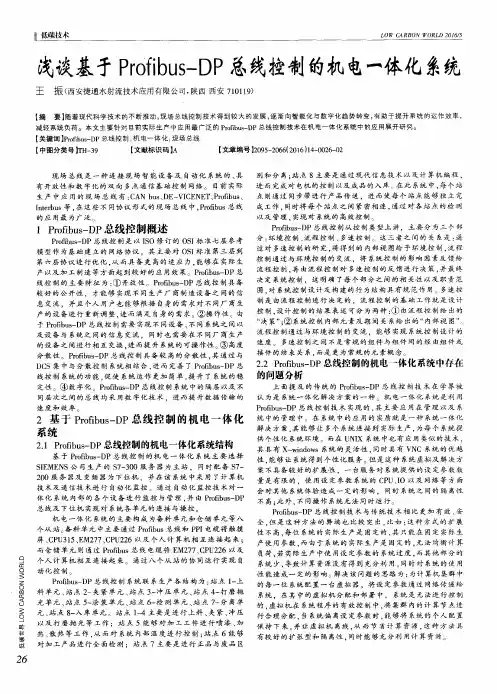
PR0FIBUS现场总线是以开放式系统互联网络作为参考模型,采用的是德国国家标准DIN19245和欧洲EN50170现场总线标准,定义了物理传输特性、总线取协议和应用功能的一种计算机网络系统,由PROFIBUS-DP、PROFIBUS-PA、和PROFIBUS-FMS三个兼容部分组成。
Profibus-DP是一种高速低成本通信, 用于设备级控制系统与分散的I/O形式的通信;Profibus-PA是专为过程控制自动化设计的, 将传感器和执行机构接到一根总线上, 并具有本质安全规范,Profibus-FMS是具有令牌结构的监控网络、具有实时多主的特征。
PROFIBUS-DP 技术在自动化生产线控制系统中的应用引言自动化生产线控制系统是近年来随着产业的发展而逐渐普及的系统之一。
其核心技术是数据通信。
PROFIBUS-DP(Process Field Bus - Decentralized Peripherie)作为一种现代化的数据通信技术,优秀的性能和稳定的传输速度赢得了广泛的应用。
本文将介绍PROFIBUS-DP 技术在自动化生产线控制系统中的应用,包括其特点和优势以及运用实例。
一、PROFIBUS-DP 技术基础PROFIBUS-DP 技术作为现代化的数据通信技术,主要有以下特点:高速通信、实时性、可靠性、插拔式设备、简单易用和通用性等特点。
PROFIBUS-DP 技术的优点:1、高速通讯PROFIBUS-DP 技术的数据传输速度很快,通常可以达到12Mbit/s,最高可达到下行500 kbps 与上行12Mbps 的异步传输方式。
这在控制系统对于高速数据传输的需求中体现得非常明显。
2、实时性PROFIBUS-DP 技术的响应时间很短,可满足非常严格的实时控制应用,如机床控制、搬运机器人等。
其响应时间一般在1ms 左右。
3、可靠性PROFIBUS-DP 技术采用冗余通信机制,更有效的保障了数据传输的可靠性,例如双通道,可以保证即使一个通道出现故障,也能够继续正常运行,而不影响整个系统的运行。
4、插拔式设备PROFIBUS-DP 技术采用插拔式设备,不但能够极大地方便维护和管理,也可以使得系统模块化,方便将设备按照需要逐一添加或者减少,因此非常适用于具有大规模、复杂性、动态性较强的智能化自动化系统。
5、简单易用PROFIBUS-DP 技术的协议较为简单,开发与调试较为方便,实用也较为广泛。
同时,它也能够方便集成于其他协议和网络之中。
二、PROFIBUS-DP 技术在自动化生产线控制系统中的应用自动化生产线控制系统是一个复杂的系统,具有许多机器人、工件、传送带等各种设备。
基于PROFIBUS-DP总线控制的自动化生产线机械手控制系
统
汪湛
【期刊名称】《机电工程技术》
【年(卷),期】2010(039)012
【摘要】以生产线机械手控制系统为例介绍了Profibus-DP总线在自动化生产线控制系统中的应用,详细阐述了自动化生产线各站点的功能、Profibus-DP总线的控制策略、控制特点以及技术实现原理.整个控制系统采用Simens的S7-300作为主站,ET200M和触摸屏作为从站,监控生产线的生产过程,通过Profibus-DP总线实现对整个系统的集中控制,又能分散控制各底层设备,从而实现集中与分布式相结合的灵活控制模式.该方案的实行提高了整个控制系统的可靠性.
【总页数】3页(P72-73,93)
【作者】汪湛
【作者单位】中船重工集团公司第723所,江苏扬州,225001
【正文语种】中文
【中图分类】TP23
【相关文献】
1.基于PLC的自动化生产线三自由度机械手控制系统设计 [J], 师亚娟;刘欣
2.基于Profibus-DP现场总线控制系统的集成 [J], 蓝丽;李红星
3.基于Profibus-DP现场总线控制系统的集成 [J], 蓝丽;李红星
4.基于Profibus-DP的PLC与PC现场总线控制系统 [J], 罗志军; 尹斌
5.基于现场总线控制系统的冰柜箱壳成形自动化生产线设计 [J], 何平阳;姚杰;程西伟
因版权原因,仅展示原文概要,查看原文内容请购买。