优点 气体保护焊的焊缝熔化区没有熔渣,焊工能够清楚 地看到焊缝成型的过程;由于保护气体是喷射的,有助 于熔滴的过渡;又由于热量集中,焊接速度快,焊件熔 深大,故所形成的焊缝强度比手工电弧焊高,塑性和抗 腐蚀性好,适用于全位置的焊接。
缺点 不适用于在风较大的地方施焊。
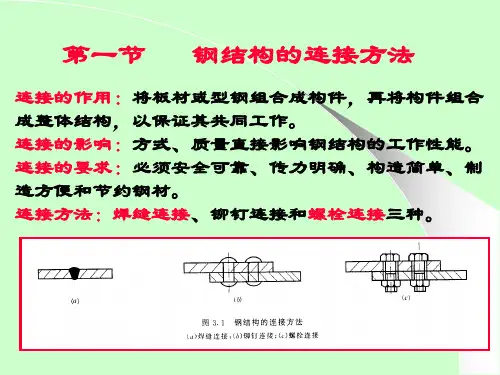
铆钉连接:通过铆钉穿过需连接件而将连接件连接的办法。
第一节 钢结构的连接方法
连接的作用:将板材或型钢组合成构件,再将构件组合 成整体结构,以保证其共同工作。 连接的影响:方式、质量直接影响钢结构的工作性能。 连接的要求:必须安全可靠、传力明确、构造简单、制 造方便和节约钢材。 连接方法:焊缝连接、铆钉连接和螺栓连接三种。
焊接连接:在被连接金属件之间的缝隙区域,通过高温使 被连接金属与填充金属熔融结合,冷却后形成牢固连接 的工艺过程称为焊接连接,填充金属带称为焊缝。
缺点:传力线通过时产生弯折, 应力沿焊缝长度方向的分布不 均匀,呈两端大而中间小的状 态,焊缝越长,应力分布不均 匀性越显著。
角焊缝的构造要求
最大焊脚尺寸hf 避免焊区过热、焊缝收缩时产生较大的残余应力和残余
变形,热影响区扩大,产生热脆,较薄焊件烧穿,除钢
管结构外 ,焊脚尺寸hf应该满足:
h f 1.2t1
焊缝形 1式、按焊缝与受力方向的相对位置
正对接焊缝
斜对接焊缝
按
正对接焊缝:焊缝垂直于力线
受 对接焊缝
力
斜对接焊缝:焊缝倾斜于力线
方
向
划 分
正面角焊缝:焊缝垂直于力线
角焊缝 侧面角焊缝:焊缝平行于力线
斜角焊缝: 焊缝倾斜于力线
2、按施焊的位置 平焊、横焊、立焊及仰焊。 平焊(又称俯焊)施焊方便。 立焊和横焊要求焊工的操作水平比平焊高一些。 仰焊的操作条件最差,焊缝质量不易保证,因此应尽 量避免采用仰焊。