6×1700㎜热轧带钢精轧压下规程设计
- 格式:doc
- 大小:306.50 KB
- 文档页数:19
热轧板带钢轧制规程设计一、引言热轧板带钢是一种广泛应用于工业领域的金属材料,其性能的稳定性和质量的优越性对产品的质量和使用寿命至关重要。
因此,热轧板带钢的制造过程需要遵循一定的规程和标准,以确保产品质量的稳定性。
本文将介绍一个热轧板带钢的轧制规程设计。
二、设计目标本轧制规程的设计目标是制定一套科学合理的生产工艺和操作规程,以确保热轧板带钢的质量和性能达到预期要求。
具体的设计目标包括:1.确定合适的轧制温度和轧制速度,以确保给定的产品尺寸和机械性能的要求。
2.设计适当的冷却方式,以确保产品在冷却过程中达到理想的组织结构。
3.确定合适的轧制压力和辊缝尺寸,以确保产品的形状和尺寸的精度。
4.设计适当的轧制工艺和操作规程,以确保生产过程的稳定性和可控性。
5.设计合适的质量检验方法和标准,以确保产品的质量符合要求。
三、设计思路本轧制规程的设计思路是在充分了解产品需求和原材料性能基础上,通过迭代优化的方式确定最佳的轧制工艺和操作规程。
具体的设计思路包括:1.通过分析产品的尺寸要求、力学性能要求和成分要求等,确定轧制温度和轧制速度的范围。
根据产品的板厚和钢种,选择适当的温度和速度条件,以满足产品的性能要求。
2.设计合适的冷却方式,以确保产品在冷却过程中达到理想的组织结构。
根据产品的厚度和形状,选择适当的冷却方式,并确定冷却速度、冷却介质等参数。
3.确定合适的轧制压力和辊缝尺寸,以确保产品的形状和尺寸的精度。
通过分析产品的厚度、宽度和长度要求,选取合适的辊缝尺寸,并确定合适的轧制压力。
4.设计合适的轧制工艺流程和操作规程,以确保生产过程的稳定性和可控性。
根据产品的尺寸和性能要求,确定轧制的工艺流程,并设计详细的操作规程。
5.设计合适的质量检验方法和标准,以确保产品的质量符合要求。
制定合适的质量检验方法和标准,进行产品的质量检验和评价。
四、设计步骤1.分析产品需求和原材料性能,确定轧制温度和轧制速度的范围。
2.设计合适的冷却方式,确定冷却速度和冷却介质。
(1)概述制定压下规程的方法很多,一般为经验法和理论法两大类。
经验方法是参照现有类似轧机行之有效的实际压下规程(经验资料)进行压下分配及校核计算。
理论方法就是从充分满足前述制定的轧制规程的原则要求出发,按预设的条件通过数学模型计算或图表方法,以求最佳的轧制规程。
这是理想和科学的方法。
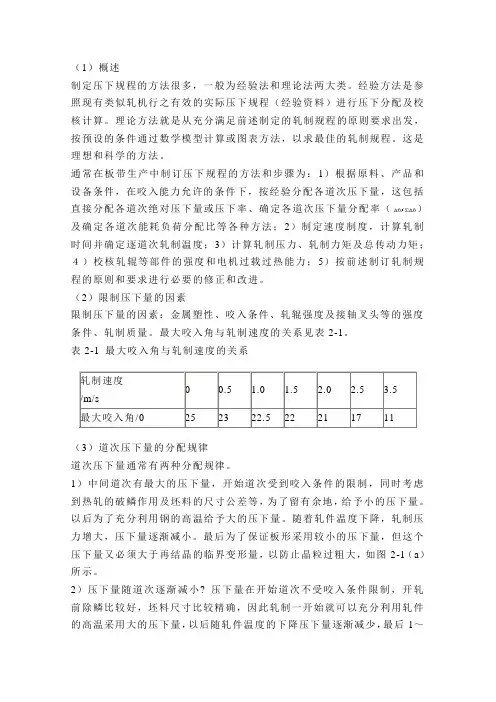
通常在板带生产中制订压下规程的方法和步骤为:1)根据原料、产品和设备条件,在咬入能力允许的条件下,按经验分配各道次压下量,这包括直接分配各道次绝对压下量或压下率、确定各道次压下量分配率()及确定各道次能耗负荷分配比等各种方法;2)制定速度制度,计算轧制时间并确定逐道次轧制温度;3)计算轧制压力、轧制力矩及总传动力矩;4)校核轧辊等部件的强度和电机过载过热能力;5)按前述制订轧制规程的原则和要求进行必要的修正和改进。
(2)限制压下量的因素限制压下量的因素:金属塑性、咬入条件、轧辊强度及接轴叉头等的强度条件、轧制质量。
最大咬入角与轧制速度的关系见表2-1。
表2-1 最大咬入角与轧制速度的关系轧制速度0 0.5 1.0 1.5 2.0 2.5 3.5/m/s最大咬入角/0 25 23 22.5 22 21 17 11(3)道次压下量的分配规律道次压下量通常有两种分配规律。
1)中间道次有最大的压下量,开始道次受到咬入条件的限制,同时考虑到热轧的破鳞作用及坯料的尺寸公差等,为了留有余地,给予小的压下量。
以后为了充分利用钢的高温给予大的压下量。
随着轧件温度下降,轧制压力增大,压下量逐渐减小。
最后为了保证板形采用较小的压下量,但这个压下量又必须大于再结晶的临界变形量,以防止晶粒过粗大,如图2-1(a)所示。
2)压下量随道次逐渐减小? 压下量在开始道次不受咬入条件限制,开轧前除鳞比较好,坯料尺寸比较精确,因此轧制一开始就可以充分利用轧件的高温采用大的压下量,以后随轧件温度的下降压下量逐渐减少,最后1~2道次为保证板形采用小的压下量,须大于再结晶的临界变形量,如图2-1(b)所示。

∴D 1=750~800mm 1.2、工作辊轴颈尺寸工作辊轴颈直径:d=(0.5~0.55)D 1 (D 1是新辊直径,且采用滚动轴承)∴d=400~440mm ,取d=440mm 工作辊轴颈长度:l=(0.83~1.0)d∴l=356~440mm ,取l=440mm (辊颈具体长度由轧辊结构确定,最终长度见图纸)圆角半径r=(0.05~0.12)D 1=37.5~90mm ,取r=80mm 1.3、工作辊传动端采用万向扁头,其尺寸如下图所示由轴肩及轴颈尺寸取d=414mm ,a=0.75d=310.5mm 1.4、工作辊尺寸如图2、支承辊尺寸2.1、轧辊直径: 1.3~1.5L=(热带钢精轧机组),且2 1.9~2.1D =21253.3~1446.2D mm =, 21425~1575D mm =比值2LD 标志着辊系的抗弯刚度,其值愈小,则刚度愈高;21D D 主要取决于工艺条件,当轧件较厚(咬入角较大)时,由于要求较大的工作辊直径,故选取较小的21D D 值;当轧件较薄时,则选用较大的21DD 值。
综合,取D 2=1440mm支承辊重车率取6%,2153216%D mm =-,取1530mm ,∴D 2=1440~1530mm 2.2、支承辊轴颈尺寸支承辊轴颈直径:d=(0.55~0.6)D 2 (D 2是新辊直径,且为滚动轴承) ∴d=841.5~918mm ,取d=900mm 。
圆角半径r=(50~90)mm ,取r=90mm 。
支承辊轴颈长度:l=(0.8~1.0)d∴l=720~900mm ,取l=900mm (辊颈具体长度由轧辊结构确定,最终长度见图纸)2.3、支承辊尺寸如图3、轧辊材料选择带钢热轧机的工作辊在选择轧辊材料时,应以硬度要求为主,同时兼4.2、支撑辊轴承的选择:四、轧辊强度校核四辊轧机,由于有支撑辊,存在工作辊与支撑辊之间弯曲载荷分配问题,其次它们之间存在相当大接触应力。
1 轧钢机选择1.1 轧钢机选择的原则1.2 轧钢机机架布置及数目的确定1.2.1 精轧前立轧机(FE)1.2.2 精轧机组(F1~F7)2 典型产品压下规程设计2.1 概述2.2 各道次出口厚度及压下量的确定2.2.1 粗轧机的压下量分配原则.2.2 精轧机的压下量分配原则2.2.3 综合分析2.3 轧机咬入的校核2.4 确定轧制速度制度2.4.1 粗轧机速度制度2.4.2 精轧机速度制度2.4.3 加减速度的选择2.5 确定轧制温度制度2.5.1 粗轧各道次温度确定2.5.2 精轧各道次温度确定2.6 力能参数的计算2.6.1 轧制力的计算和空载辊缝的设定2.6.2 轧制力矩的计算2.6.3 附加摩擦力矩的计算2.6.4 空转力矩的计算2.6.5 动力矩的计算2.7 层流冷却对温度的控制及大致的冷却速率的确定参考文献致谢板带钢是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输和建筑业。
宽带钢在我国国民经济中的发展中需求量很大。
世界各国近年来都在注重研制和使用连铸连轧等新技术和新设备来生产板带钢。
本设计是年产300万吨的热轧板带钢车间工艺设计。
产品规格为:(2.0~10.0)×(700~1600)mm。
所用钢种为:普碳钢、合金结构钢、不锈钢(约含25%)。
论文主要内容包括:轧制机的选择,典型产品工艺计算。
关键词:轧钢机,典型产品,轧制力,各道次温度,轧制速度,力矩计算。
1 轧钢机选择1.1 轧钢机选择的原则轧钢机是完成金属轧制变形的主要设备,是代表车间生产技术水平、区别于其它车间类型的关键。
因此,轧钢车间选择的是否合理对车间生产具有非常重要的作用。
轧钢机选择的主要依据是:车间生产的钢材的钢种,成品品种和规格,生产规模的大小以及由此而确定的产品生产工艺过程。
对轧钢车间工艺设计而言,轧钢机选择的内容是:确定轧机的结构型式,确定其主要参数,选用轧机机架数即布置形式。
在选择轧钢机时,一般要注意,考虑下列原则:(1)在满足产品方案的前提下,使轧机组成合理,布置紧凑;(2)有较高的生产率和设备利用系数;(3)保证获得良好的产品,并考虑到生产新产品的可能;(4)有利于轧机的机械化,自动化的实现,有助于工人的劳动条件改善;(5)轧机结构型式先进合理,制造容易,操作简单,维修方便;(6)备品备件更换容易,并利于实现备品备件的标准化;(7)有良好的综合经济技术指标。
材料成型课程设计热连轧板带钢工艺与规程设计目录1. 题目及要求2. 工艺流程图3. 轧制规程设计3.1 轧制方法3.2 安排轧制规程3.3 校核咬入能力3.4 确定速度制度3.5 确定轧制延续时间3.6 轧制温度的确定3.7 计算各道的变形程度3.8 计算各道的平均变形速度3.9 计算各道的平均单位压力P及轧制力P和各道轧制力矩4.电机与轧辊强度校核4.1 轧辊校核4.2 电机校核5. 车间平面布置图指导老师:丽颖晶晶学号:1004040114班级: 材料101姓名:小七(1)题目及要求1) 设计题目已知原料规格为300×2500×12000mm,钢种为Q345,产品规格为20×3000mm。
2)Q345的产品技术要求(1)碳素结构钢热轧板带产品标准(GB912-89),尺寸、外形、重量及允许偏差应符合 GB-709-88标准钢板长度允许偏差公称厚度钢板长度长度允许偏差>4-16≤2000 +10 >2000-6000 +25 >6000 +30切边钢板宽度允许误差公称厚度宽度宽度允许偏差>4-16 ≤1500 +10>1500 +15(2)牌号、化学成分及机械性能:低合金结构钢1)碳素结构钢热轧板带产品标准(GB912-89)2)力学性能:综合力学性能良好,低温性能亦可,塑性和焊接性良好,用做中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动荷的结构、机械零件、建筑结构、一般金属结构件,热轧或正火状态使用,可用于-40℃以下寒冷地区的各种结构。
3)表面质量:表面要缺陷少,需要平整,光洁度要好。
(2)工艺流程图1)工艺流程坯料→加热→除鳞→定宽→粗轧→(热卷取→开卷)→精轧→冷却→剪切→卷取2)绘制工艺简图3)确定轧制设备粗轧机:二辊、四辊轧辊的主要参数的确定(辊身直径D 、辊身长度L )决定板带轧机轧辊尺寸时,应先确定辊身长度L,然后再根据强度、刚度和有关工艺条件确定其直径D。
攀枝花学院学生课程设计(论文)题目:6×1700mm热轧带钢粗轧压下规程制定学生姓名:学号: 201111102034 所在院(系):材料工程学院专业:材料成型及控制工程班级: 2011级压力加工班指导教师:肖玄职称:助教2014年10 月13 日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书课程设计(论文)指导教师成绩评定表摘要板带钢是钢铁产品的主要产品之一,广泛应用于工业、农业、建筑业以及交通运输业。
热轧板带钢在国名经济发展中起到巨大的推动作用。
热轧板带生产一直是轧制行业中高新技术应用最为集中、人为最为关注的领域。
本次设计的是中板坯连铸连轧生产线的粗轧压下规程。
本次设计介绍了热轧板带钢的粗轧压下规程,主要设备参数,以中板坯连铸连轧生产线来设计选择坏料,制定粗轧压下规程,制定速度制度、温度制度,最后对轧机的咬入角和轧辊的强度进行校核。
关键词:热轧带钢,中板坯连铸连轧,温度制度,速度制度,轧辊强度ABSTRACTPlate band steel is one of the main products of steel products, which is widely used in industry, agriculture, construction and transportation industry. Hot-rolled strip steel plays a huge role in national economic development. Hot-rolled strip production has been being the field of the application of high technology which is the most concentrated and of most concern in the rolling industry. The design of the rolling schedule of rough rolling of slab continuous casting and rolling production line has been made. This design introduces the roughing press rules of hot-rolled strip steel, main equipment parameters, the choices of bad material of slab continuous casting and rolling production line, develops speed system and temperature system, and checks the bite angle of rolling mill and the strength of the roller.Key words hot-rolled strip steel, slab continuous casting and rolling production line, speed system, temperature system, the strength of the roller目录摘要 (I)ABSTRACT (II)1热轧板带钢概述 (1)1.1热轧板带钢概述 (1)1.2热轧板带钢生产的工艺流程 (1)1.3热轧板带钢生产的生产设备 (1)2典型产品轧制工艺制定 (3)2.1压下规程设计 (3)2.1.1坏料尺寸 (3)2.1.2粗轧机组压下量的分配 (3)2.1.3校核咬入能力 (3)2.1.4确定速度制度 (4)2.1.5确定轧制温度 (6)2.1.6轧制压力的计算 (7)2.1.7传动力距的计算 (8)3 轧辊强度校核与电机能力验算 (10)3.1轧辊的强度校核 (10)3.1.1支承辊弯曲强度校核 (10)3.1.2工作辊的扭转强度校核 (12)3.1.3工作辊与支承辊之间的接触应力 (13)3.2电机的校核 (14)3.2.1 静负荷图 (14)3.2.2主电动机的功率计算 (15)4结束语 (17)参考文献 (18)1 热轧板带钢概述1.1热轧板带钢概述国名经济建设与发展中的大量使用的金属材料中钢铁材料占很大比例,例如2005年世界钢产量约为11亿吨。
热轧带钢轧制规程设计摘要钢铁行业是国民经济的支柱产业,而热轧带钢生产是钢铁生产中的主要环节。
热轧带钢工艺的成熟,为冷轧生产提供了优质的原料,大大地满足了国民生产和生活的需要。
本车间参考鞍钢1700ASP生产线,本设计中主要包括六部分,第一部分从热轧带钢机的发展、国外带钢生产先进技术以及我国带钢发展等几个方面阐述了热轧带钢发展情况;第二部分参考了鞍钢ASP1700生产线以及实际设计情况确定了车间的轧钢机械设备及参数;第三部分以典型产品Q235,3.8×1200mm为例从压下规程、轧制速度、轧制温度等方面确定了生产工艺制度;第四部分以典型产品为例进行了轧制力和力矩计算;第五部分根据设备参数和实际制定的生产工艺进行了咬入、轧辊强度的校核;第六部分本次设计总结。
关键词:热轧带钢,轧制工艺制度,轧辊强度目录1综述 (1)1.1引言 (1)1.2 热轧带钢机的发展现状 (1)1.3热轧板带钢生产的工艺流程 (2)1.4 热轧板带钢生产的生产设备 (3)1.5ASP1700热轧板带钢生产的新技术 (3)2 主要设备参数 (4)3 典型产品轧制工艺确定 (6)3.1 生产工艺流程图 (6)3.2 坏料规格尺寸的选定 (7)3.3 轧制工艺制定 (7)3.3.1 加热制度 (7)3.3.2 初轧和精轧各自压下制度 (7)3.3.3 精轧轧制速度 (9)3.3.4 精轧温度制度 (10)4力能参数计算 (10)4.1 精轧各机架轧制力计算 (10)4.2 精轧各机架轧制力矩的计算 (13)5设备强度及能力校核 (13)5.1 精轧机咬入角校核 (13)5.2 轧辊强度校核 (14)5.2.1 辊身弯曲强度校核 (17)5.2.2 辊颈弯曲和扭转强度校核 (19)5.2.3 辊头扭转强度校核 (20)5.2.4接触应力的校核 (20)6结语 (22)参考文献 (23)1 综述1.1引言按照厚度可将板带分为厚板、薄板和极薄带钢三大类,我国将厚度60mm以上的钢板称为特厚板,20mm~60mm的钢板称为厚板,4.0mm~20mm的钢板称为中板,0.2mm~4mm的钢板称为薄板,其中0.2mm~1.2mm又称为超薄板带,小于0.2mm的极薄板带称为箔材。
摘要板带材生产技术水平不仅是冶金工业生产进展水平的重要标志,也反映了一个国家工业与科学技术进展的水平。
建设现代化的热轧宽带钢轧机要知足现代工业对热轧板品种质量的要求。
最终产品的质量取决于连铸坯的质量,传统厚度的板坯连铸工艺明显优于薄板坯连铸工艺。
薄板坯连铸连轧更适于生产中低档板材品种,在薄规格产品生产方面具有明显优势。
为了知足高质量和高性能板材要求,采纳厚板坯常规连轧生产方式更合理。
基于这些考虑,本次设计结合唐钢1700mm、本钢1700mm、宝钢1580mm、鞍钢1780mm 热轧生产线设计了200万吨的1700mm常规热连轧生产线。
在此设计中详细地介绍了加热、粗轧、热卷取、精轧、冷却、卷取等一系列进程。
其中精轧机选用六架大断面牌坊和高吨位轧制力轧机,采纳 HC轧机、CVC轧机、工作辊正弯辊(WRB)技术和厚度自动操纵(AGC)等技术来操纵板型和厚度。
另外,为提高轧件温度,减少头尾温差,在精轧前采纳无芯轴隔热屏热卷箱。
设计中涉及的技术参数大部份取自现场的体会数值,用到的部份公式也是来自于实际的体会公式。
关键词: 常规热连轧;热卷箱;层流冷却;厚度自动操纵ABSTRACTThe hot strip production technique level not only is a important marking of the metallurgy industry produce development level, but also reflect a level of the national industry and science new modernizational hot wide rolling mills should satisfy the request of modern industry to hot strip species quality of end product is by all means decided by quality of continous casting slab. The continous casting slab of traditional thickness is obviously better than thin slab continous casting and rolling. Thin slab continous casting and rolling is suitable to produce medium low file time plank material species and have obvious advantage at the thin specification satisfying the request of obtaining the high quality and high performance strip, thick slab continous casting produce method is considered more reasonable.Based on the above premise, this design combine Tang steel 1700 ,Ben steel 1700, Bao steel 1580 and An steel 1780 hot rolling production line to design million ton traditional hot continuous rolling workshop. In this paper it is detailly introduced the heat furnace, the rough rolling, the hot curl, thefinish rolling, the laminar cooling, the curl and so on.Among them, The finishing mill still selected the big cross section memorial arch and the high tonnage rolling stand, and choosed HC mill,CVCmill,work roll bend technique and automatic gauge control to control strip shape and thickness. Moreover, in order to raise the temperature of rolling metal and reduce the difference temperature between tail and head of rolling metal,I establish a hot curl box between the rough rolling and the finishing rolling. The coefficient in this design and parts of formulas come from actual experience.Key words: convensional continuous rolling , the laminar cooling, automatic gauge control引言板带产品的技术要求具体表现为产品的标准,包括四个方面:(1)尺寸精度高。
课程设计题目:1700mm冷轧带钢压下规程学生姓名:¥¥¥学号: @@@@@@@@ 所在院(系):冶金与能源学院专业:金属材料工程班级: @#¥@#¥@#¥指导教师: ***2015年1 月5 日摘要冷轧带钢具有表面质量高、性能好、品种多和用途广等特点。
特别是汽车工业和家电行业的迅速发展,人们对汽车及家电外壳的质量和性能要求也越来越高,因此发展冷轧板带钢十分必要。
本设计是参照唐钢五连轧厂而进行的冷轧带钢车间设计,设计年产量120吨。
本设计在参考唐钢五连轧设备条件下,参照了诸多文献及实际资料,以年产量为基础,结合各产品市场前景合理地分配了个产品产量,并制定了轧制制度,校核了部分只要设备车间年产量,综合了各项技术经济指标,此做了篇关于五连轧压下规程制度的设计。
关键词表面质量,轧制制度,校核,连轧目录1压下规程........................................................................................................... - 4 - 1.1 压下规程确定 ................................................................................................ - 4 - 1.1.1 原料尺寸.. (4)1.1.2 各轧机压下量分配 (4)1.1.3 连轧机组压下量分配及速度制度 (5)1.1.4 五机架连轧各架轧机的压下量分配 (5)1.2 确定轧机速度制度 ......................................................................................... - 6 - 1.2.1 轧制速度的确定.......................................................................................... - 6 - 1.2.2 轧辊转速的确定.. (6)1.2.3 加速度的选择 (7)2力能参数计算 ................................................................................................... - 8 - 2.1 轧制压力的计算............................................................................................. - 8 - 2.2 轧制力矩的计算.......................................................................................... - 11 - 2.2.1轧制力矩的确定 .. (11)2.2.2摩擦力矩的确定 (11)2.2.3轧机的空转力矩(M K) (13)2.2.4动力矩的计算 (14)2.3 电机能力验算 ............................................................................................. - 14 -3 轧辊强度校核 ................................................................................................ - 19 - 3.1 综述 ............................................................................................................ - 19 - 3.2 轧辊强度校核 ............................................................................................. - 19 - 3.2.1支撑辊强度校核........................................................................................ - 19 - 3.2.3工作辊强度校核 (21)3.2.3工作辊与支撑辊间的接触应力 (23)1压下规程1.1 压下规程确定压下规程是轧制制度(规程)最基本的核心内容,直接关系着轧机的产量和产品的质量。
一.制定生产工艺及工艺制度1.生产工艺:选择坯料——原料清理——加热——除鳞——纵轧一道(使宽度接近成品宽度)——转90˚横轧到底——矫直——冷却——表面检查——切边——定尺——表面尺寸形状检查——力学性能试验——标记——入库——发货2.工艺制度:在保证压缩比的条件下,坯料尺寸尽量小。
加热时出炉温度应在1120˚—1150˚,温度不要过高,以免发生过热或过烧现象;用高压水去除表面的氧化铁皮,矫直时选用辊式矫直机矫直,开始冷却温度一般要尽量接近终轧温度,轧后快冷到相变温度以下,冷却速度大多选用5—10˚C或稍高一些。
切边用圆盘式剪切机进行纵剪,然后用飞剪定尺。
二.选择坯料1.根据生产经验和实践,目前生产中厚板选择连铸坯已成为主流,所以选择连铸坯2.坯料尺寸的确定坯。
(1)坯料厚度的确定:根据经验,压缩比在6—10之间较好,本设计取10,由成品厚度h=13mm知H=10h=130mm。
(2)坯料宽度的确定假设先轧两道,压下量分别为20mm和10mm,且设两道轧后其长度等于宽度。
假设轧后金属烧损不计,考虑切头尾,切边。
在我国切头尾一般为500mm—2500mm 取Δl=500mm,切边Δb=100mm,由体积不变定理得Bˊ×Lˊ×[H-(20+10)]=(l+2×500)×(b+2×100)×13因为Bˊ=Lˊ所以Bˊ=Lˊ=(9000+2×500)(1900+2×100)×13/[130-(20+10)]=1650mm(3)坯料长度的确定由H,B,Bˊ,Lˊ由体积不变定理得H×B×L=Hˊ×Bˊ×Lˊ得L=1270mm三.变形量分配1.根据经验,中厚板压下量在Δh=12mm左右,这里取Δh=12mm2.分配各道次压下量,计算各道次变形程度,轧件尺寸及轧制道次(1)由H=130mm,h=13mm,取轧制道次n=12(二辊7道四辊五道)(2)第一道,先用展宽轧制把坯料的宽度B轧成b(或接近b)且不考虑长度变化由体积不变定理得B×L×H=B×L×(H-Δh1)得Δh1=17mm则变形程度ε1=Δh/H×100%=13.08%轧后轧件尺寸为113×1900×1270mm同理其余道次压下量分配,变形程度,轧件尺寸如下表所示道次h(mm)b(mm)l(mm)Δh(mm)ε(%)1113127019001713.08296190014941715.0380190017921616.7465190022061518.75554190026551116.964519003186916.6773819003773715.6828190*********.392119006827725.0101619008961523.81114190010241212.5121319*********.14四.设计变形工具1.设计二辊(1)辊身长度L:由L=bmax+a bmax=1900mm 当b=1000-2500mm a=150-200mm 取a=200mm所以L=1900+200=2100mm(2)辊径尺寸中厚板轧机L/D=2.2-2.8 取L/D=2.6 得D=808mm 取810mm(3)辊颈尺寸查表3-5 取d/D=0.75(轧钢机械邹家祥主编) 得d=608mm取d=600mm辊颈长度l 取d/l=1 得l=600mm(3)辊头设计因为对于中厚板轧机来说轧辊调整行程比较大,倾角在8˚-12˚间所以应选择万向辊头。
热轧板带钢课程设计说明书主要内容:1.压下规程制定:1)粗轧压下规程; 2)精轧压下规程。
2.轧制温度及摩擦系数计算:每道次温降计算;每道次摩擦系数计算。
3.轧制力计算:粗轧及精轧每道次轧制力计算。
4.轧辊强度校核:粗轧、精轧危险道次。
1.板带钢轧制压下规程压下规程是板带轧制制度最基本的核心内容,直接关系着轧机的产量和产品的质量。
其内容包括确定轧制方法,轧制道次及每道次的压下量等。
热轧带钢的压下规程包括粗轧和精轧两部分。
本次设计的典型产品是SS400,3.5mm 1350mm。
1)粗轧压下规程粗轧机的作用是将加热后的板坯,经粗轧机轧制成规定的厚度和宽度的中间坯。
(1)根据产品选择原料选择连铸坯的规格为:250mm×1400mm×12000mm,其化学成分为:C:0.12~0.21%;Si:0.2~2.0%;Mn:0.7~2.0%;S ≤0.036%;P≤0.034%;Cu:0.10~0.40%;Al<0.2。
其余为Fe和微量杂质。
通过Cu、Mn、Si、Al等合金化,并简单调整普通低碳钢的部分元素含量,在不需改变普碳钢生产工艺条件下,就能生产出具有良好的耐大气腐蚀性能、综合机械性能的经济耐候钢。
(2)粗轧各道次压下量分配一般粗轧机轧出的精轧坯厚为30~60mm。
各道次压下率一般分配范围如图下表所示。
表1 粗轧各道次压下率分配范围轧制道次 1 2 3 4 5 6轧5道的ε% 20 30 35~40 35~50 30~50 __ 轧6道的ε% 15~23 22~30 20~35 27~40 30~50 33~35 本设计粗轧轧6道次,采用四辊可逆式轧机,表2表示的是取出粗轧机组的精轧坯厚为32.00mm。
的选用值表2热连轧HRC成品厚度(mm)<3.89 3.90~5.29 5.30~6.99 7.00~9.49 9.50~12.7HRC(mm)32 34 36 38 38~40注:HRC---进精轧的带坯厚度。
热轧板带轧制规程设计轧钢车间设计1.引言轧钢车间是生产热轧板带的关键环节之一,其设计合理与否直接影响到生产效率和产品质量。
本文旨在介绍热轧板带轧制规程设计轧钢车间的相关内容,包括车间布局、设备选型与布置、工艺流程等。
2.车间布局设计2.1 生产线布局热轧板带轧制车间应采用连续式生产线布局,以保证生产效率。
一般分为原料准备区、热轧区、冷却区、整平区、切边区、卷取区等功能区域。
2.2 车间通道与设备间隔为了保证生产过程中的操作和维护的便捷性,车间内应合理设计通道和设备间隔。
通道宽度不应小于2米,设备间隔应留有足够的空间方便操作和设备维护。
2.3 安全设施布置在车间内合理布置各种安全设施,如防火设施、疏散通道、喷淋系统等。
同时,要设置相应的安全警示标识,提醒工作人员注意安全。
3.设备选型与布置3.1 轧机选型选择合适的轧机类型是热轧板带轧制车间设计的关键。
根据生产需求和工艺要求,可以选择三辊式、四辊式或多辊式轧机。
轧机的选型应考虑其压下能力、轧制质量和维护便捷性。
3.2 设备布置在确定轧机选型后,应合理布置其他辅助设备,如入口辊道、卷取机、加热设备等。
根据生产线布局,将各个设备按照工艺流程顺序合理摆放,确保生产过程的连续性和效率。
4.工艺流程设计4.1 剪切准备工艺热轧板带生产前需要进行剪切准备工艺,包括切割废钢板、切头尾、切边等。
这些工艺的设计要考虑到剪切效率和切割质量,确保下一步工艺的顺利进行。
4.2 加热工艺在热轧过程中,板带需要经过加热设备进行加热处理。
加热工艺的设计要考虑到板带的厚度、材质和加热温度等因素,同时要控制加热时间和加热温度的精确度,以确保板带达到所需的热处理效果。
4.3 轧制工艺轧制工艺是热轧板带车间最关键的环节之一。
在轧制工艺中,要根据板带的厚度、材质和产品要求选择适当的轧辊间隙,控制轧制速度和轧制力度,以获得所需的轧制效果。
4.4 冷却工艺轧制后的板带需要进行冷却以固定产品形状和物理性能。
1700轧钢机液压压下设计_课程设计报告设计题目:1700轧钢机液压压下设计设计内容及要求设计1700轧钢机液压压下机构,包括传动方案制定、传动功率计算、液压系统参数计算及结构设计。
制定传动方案3种,选择其中一种进行具体设计,分工进行参数计算及结构设计,各自完成总装图的绘制(2#图幅),计算机绘制,提交设计说明书1份(字数不少于5000字)设计参数最大轧制总力:12.5MN 最大速度:20mm/s工作行程:110mm进度要求第1—2天熟悉题目,提出设计基本方案第3—8天进行参数计算及基本结构设计第9—13天修正参数及绘图第14—15天提交设计成果及回答提问参考资料轧钢机械、机械设计手册、机械设计、材料力学等方面教材或参考文献其它计算机及绘图软件说1.本表应在每次实施前一周由负责教师填写二份,院系审批后交院系办备案,一份由负责教师留用。
2.若填写内容较多可另纸附后。
3.一题多名学生共用的,在明设计内容、参数、要求等方面应有所区别。
摘要1700轧钢机的液压压下系统在轧钢机械中应用广泛,对轧钢机的液压系统设计是有必要的,选择轧钢机的传动方案,先要弄明白轧钢机液压系统的工作原理,分析其工况。
再由数据选择液压元件、计算液压缸的基本参数、设计其结构、对液压系统进行性能验算、画系统图。
了解液压压下系统的特点和说明,设计时应该考虑是否满足设计要求,安装和维修方便特别是采用厚度自动控制(AGC)系统以后,电动压下装置已远远不能满足工艺要求。
目前,新建的冷连轧机组生产线几乎全部采用液压压下装置,热带钢连轧机精轧机组最后一架轧机也往往装有液压压下装置。
关键词:1700 轧钢机液压压下设计目录摘要 (2)1.绪论 (4)1.1轧钢机的发展 (4)1.2轧钢机的类型及组成 (4)1.3轧钢机液压压下系统的发展 (4)2.传动方案的选择 (5)2.1电动压下传动 (5)2.2电液压下传动 (6)2.3全液压压下传动 (6)3.液压传动系统设计 (7)3.1液压系统设计 (7)3.2确定液压系统参数 (7)3.3执行元件的选择 (8)3.4液压缸的设计说明 (9)3.5液压缸主要性能参数确定 (10)3.6液压缸主要结构参数计算 (11)3.7强度和稳定性校核 (12)3.8液压缸辅助装置的设计 (14)3.9液压泵的选择 (15)3.10液压系统的性能验算 (18)3.11系统发热及升温计算 (19)4. 液压压下系统的安装与维护 (20)4.1液压压下系统的安装 (20)4.2液压压下系统的维护 (21)5.总结 (22)参考文献 (22)1.绪论1.1轧钢机的发展我国第一批轧钢机于1871年在福州船政局所属拉铁厂投入生产,轧制厚15mm以下的铁板,新中国成立以后,我国轧钢生产能力十分薄弱,钢材最高只我国轧钢机械随着钢铁工业的发展而得到较大的发展。
学院学生课程设计(论文)题目:6×1700㎜热轧带钢精轧压下规程设计学院本科学生课程设计任务书摘要压下规程设计的主要任务就是要确定由一定的板坯轧成所要求的板、带产品的变形制度,亦即要确定所需采用的轧制方法、轧制道次及每道次压下量的大小,在操作上就是要确定各道次辊缝的位置(即辊缝的开度)和转速。
因而,还要涉及到各道次的轧制速度、轧制温度及前后张力制度及道次压下量的合理选择,从而达到充分发挥设备能力,提高产量和质量,并使操作方便,设备安全的目的。
本课题设计了6×1700㎜热轧带钢精轧压下规程制定。
事实证明影响热轧带钢成品质量的主要因素有坯料缺陷、轧制温度、轧制张力、轧辊磨损及表面粗糙度等,而该课程设计任务就是采用合理压下规格以提高热轧带钢的产量和质量。
关键词压下规程设计,轧制,热轧带钢目录摘要 (IV)1 设计任务 (2)1.1设计任务 (2)1.2坯料及产品规格 (2)2 设计方案 (3)2.1产品规格 (3)2.2设计原则 (3)3 压下规程设计 (4)3.1精轧道次,分配压下量 (4)3.1.1轧制道次的确定 (4)3.1.2精轧机组的压下量分配 (5)3.2咬入能力的校核 (6)3.3计算轧制时间 (6)3.3.1精轧速度制度确定 (6)3.3.2各道轧件速度的计算 (7)3.4轧制压力的计算 (8)3.4.1精轧机组温度确定 (8)3.4.2精轧段轧制力计算 (8)3.5轧辊强度校核 (9)3.5.1支撑辊弯曲强度校核 (9)3.5.2工作辊的扭转强度校核: (11)4 结论 (12)参考文献 (15)1 设计任务1.1设计任务6×1700㎜热轧带钢精轧压下规程制定。
1.2坯料及产品规格依据任务要求典型产品所用原料:坯料:板坯厚度:120mm钢种:Q235最大宽度: 1700mm长度:5m产品规格:厚度:6mm板凸度:7坯料单重:8.07t2 设计方案2.1产品规格产品宽度1700mm, 厚度6mm,凸度7μm。
2.2设计原则压下规程设计的主要任务就是要确定由一定的板坯轧成所要求的板、带产品的变形制度,亦即要确定所需采用的轧制方法、轧制道次及每道次压下量的大小,在操作上就是要确定各道次辊缝的位置(即辊缝的开度)和转速。
因而,还要涉及到各道次的轧制速度、轧制温度及前后张力制度及道次压下量的合理选择,因而广义地来说,压下规程的制定也应当包括这些内容。
通常在板、带生产中制定压下规程的方法和步骤为:1.在咬入条件允许的条件下,按经验配合道次压下量,这包括直接分配各道次绝对压下量或压下率、确定各道次压下量分配率(△h/∑△h)及确定各道次能耗负荷分配比等各种方法;2.制定速度制度,计算轧制时间并确定逐道次轧制温度;3.计算轧制压力、轧制力矩;4.校验轧辊等部件的强度和电机功率;5.按前述制定轧制规程的原则和要求进行必要的修正和改进。
板带轧制规程设计的原则要求是:充分发挥设备能力,提高产量和质量,并使操作方便,设备安全。
3 压下规程设计3.1精轧道次,分配压下量3.1.1轧制道次的确定根据板坯尺寸、轧机架数、轧制速度以及产品厚度等合理确定粗轧机组总变形量及各道次压下量。
由于在粗轧机组上轧制时,轧件温度高、塑性好,厚度大,故应尽量应用此有利条件采用大压下量轧制。
考虑到粗轧机组与精扎机组之间的轧制节奏和负荷上的平衡,粗轧机组变形量一般要占总变形量的60%--80%。
在此,取粗轧的压下率为75%,则粗轧后板坯厚度为30mm ,长度为20000mm 。
由设计要求可知中间板坯厚度为30mm ;成品厚度为6mm ,则精轧轧制的总延伸率为:5630===∑h H μ式中 :∑μ 总延伸率 H 坯料原始厚度 h 产品厚度平均延伸系数取1.26则轧制道次的确定如下726.1log 5log log log ===∑p N μμ(取整)由此得实际的平均延伸系数为:258.157==ps μ由上面计算分配轧制道次,和精轧平均延伸系数如下: 2.精轧为7道次连轧,各道次平均延伸系数 1.26 按μ分配原则我们将精轧的延伸系数如下表3.1.1 精轧的延伸系数3.1.2精轧机组的压下量分配精轧连轧机组分配各架压下量的原则;一般也是利用高温的有利条件,把压下量尽量集中在前几架,在后几架轧机上为了保证板型、厚度精度及表面质量,压下量逐渐减小。
为保证带钢机械性能防止晶粒过度长大,终轧即最后一架压下率不低于10%,此外,压下量分配应尽可能简化精轧机组的调整和使轧制力及轧制功率不超过允许值。
依据以上原则精轧逐架压下量的分配规律是:第一架可以留有余量,即考虑到带坯厚度的可能波动和可能产生咬入困难等,使压下量略小于设备允许的最大压下量,中间几架为了充分利用设备能力,尽可能给以大的压下量轧制;以后各架,随着轧件温度降低、变形抗力增大,应逐渐减小压下量;为控制带钢的板形,厚度精度及性能质量,最后一架的压下量一般在10-15%左右。
精轧机组的总压下量一般占板坯全部压下量的10-25%。
本次设计采用7架连轧,结合设备、操作条件直接分配各架压下量如3.1.3:道次 精轧延伸系数1.28 1.30 1.28 1.26 1.24 1.23 1.22表3.1.2 精轧机组压下量分配及各项参数3.2咬入能力的校核热轧钢板时咬入角一般为15~22°,低速咬入可取20°,由公式其中D 为对应道次轧机工作辊直径。
轧辊的工作辊直径选用400mm ,粗精轧机工作辊相同。
将各道次压下量及轧辊直径代入可得各轧制道次咬入角为:表3.2 粗、精轧各道次咬入角的校核3.3计算轧制时间3.3.1精轧速度制度确定确定精轧速度制度包括:确定末架的穿带速度和最大轧制速度;计算各架速度及调速范围;选择加减速度等。
精轧末架的轧制速度决定着轧机的产量和技术水平。
确定末架轧制速度时,应考虑轧件头尾温差及钢种等,一般薄带钢为保证终轧温度而用高的轧制速度;轧制宽度大及钢质硬的带钢时,应采用低的轧制速度。
本设道 次 F1 F2 F3 F4 F5 F6 F7 延伸系数分配 1.281.301.281.261.241.23 1.22 出口厚度(mm ) 23.44 18.03 14.09 11.18 9.02 7.33 6.007 压 下 量(mm ) 6.565.413.942.912.161.691.32压 下 率(%) 21.87 23.08 21.85 20.65 19.32 18.74 18.01 轧件长度(m) 25.60 33.28 42.58 53.67 66.52 81.86 99.83道 次: F1 F2 F3 F4 F5 F6 F7 轧辊直径(mm ) 400 400 400 400 400 400 400 压下量(mm ) 6.56 5.41 3.94 2.91 2.16 1.69 1.32咬入角(°)10.49.48.06.96.05.34.7arccos(1)hDα∆=-计产品6mm ,终轧速度设定为12m/s 。
末架穿带速度在8m/s 左右,带钢厚度小,其穿带速度可高些。
穿带速度的设定可有以下三种方式:1.当选用表格时,按标准表格进行设定;2.采用数字开关方式时,操作者用设定穿带速度的数字开关进行设定, 此时按键值即为穿带速度;3.其它各架轧制速度的确定:当精轧机末架轧制速度确定后,根据秒流量相等的原则,各架由出口速度确定轧件入口速度。
根据各架轧机出口速度和前滑值求出各架轧辊线速度和转速3.3.2各道轧件速度的计算已预设末架出口速度为12 m/s 由经验向前依次减小以保持微张力轧制依据秒流量相等原则即其中:i v 为各机架出口速度; i h 为各机架出口厚度。
根据以上公式可依次计算得: 各道次精轧速度的确定如表3.3:表3.3 各道次精轧速度的确定道次F1 F2 F3 F4 F5 F6 F7 出口速度(m/s)3.073.99 5.116.447.989.8712.00精轧机组间机架间距为5米,各道次纯轧时间为s v h t HLz 3.877==r i i c v H v h v h==间隙时间分别为t j1=5/3.04=1.63s t j2=5/3.99=1.25st j3=5/5.11=0.98s t j4=5/6.44=0.78s t j5=5/7.98=0.63s t j6=5/9.87=0.51s所以,总轧制时间为s t t tj z 1.14=+=3.4轧制压力的计算3.4.1精轧机组温度确定粗轧完得中间板坯经过一段中间辊道进入热卷取箱,再经过飞剪、除鳞机后,再进入精轧第一架时温度降为1050℃。
由于精轧机组温度降可按下式计算:)(100--=i i h h C t t nn n h h ht t C --=00)( 式中 0t 、0h ——精轧前轧件的温度与厚度n t 、n h ——精轧后轧件的温度与厚度[3]代入数据可得精轧机组轧制温度:根据生产现场经验可以预定终轧温度为800℃,即t n=800℃,计算得: C=62.5,道次 F1 F2 F3 F4 F5 F6 F7 温度℃9709469178828427947383.4.2精轧段轧制力计算目前普遍公认的最适合于热轧带钢轧制力模型的SIMIS 理论公式:T p LcKK BQ P =式中:P ——轧制力N ; B ——轧件宽度mm ;Qp ——考虑接触弧上摩擦力造成应力状态的影响系数; L c ——考虑压扁后的轧辊与轧件接触弧的水平投影长度mm ; K ——决定金属材料化学成分以及变形的物理条件-变形温度、变形速度及变形程度的金属变形阻力K=1.15s σ;K T ——前后张力对轧制力的影响系数; 由以上公式可知平均单位压力:T p KK Q p =① 计算p Q 时用西姆斯公式的简化公式克林特里公式其中② K T 按下式计算Ka a K fb T ττ)1(1-+-=因为前张力对轧制力的影响较后张力小,所以a>0.5,本设计中取a=0.7,前后张力均取3MPa 。
④接触弧投影长度计算:一般以为接触弧长度水平投影长度为R h Lc ⨯∆=表3.4.2 精轧各道的轧制力道 次 F1 F2 F3 F4 F5 F6 F7轧制力(KN) 56671 55285 50966 46263 44758 42006 409353.5轧辊强度校核3.5.1支撑辊弯曲强度校核四辊轧机的支承辊径D 2与工作辊径D 1之比一般在5.2~5.1范围内。
显然,支承辊的抗弯系数比工作辊大得多,即支承辊有很大的刚性。
因此,轧制时的弯曲力矩绝大部分由支承辊承担。
mc p H L Q 27.075.0+=2h H Hm +=支撑辊的弯曲力矩和弯曲应力分布见下图3.5。