国标中啤酒检测项目
- 格式:xls
- 大小:17.00 KB
- 文档页数:2
酿造过程中双乙酰的控制及检测方法一:什么是双乙酰双乙酰是2.3丁二酮和2.3戊二酮的统称但由于2.3丁二酮的风味阈值远远低于2.3戊二酮,所以平时我们所说的双乙酰的含量为2.3丁二酮的量。
双乙酰具有不愉快的馊饭味,是判断啤酒是否成熟的重要标志之一。
二:酿造过程中双乙酰的产生途径1.葡萄糖通过EMP途径转化为丙酮酸2.丙酮酸转化为α—乙酰乳酸(双乙酰的前驱物质)3.α—乙酰乳酸非酶氧化形成双乙酰由此我们可以得出双乙酰的产生是在酵母利用麦汁中的糖分进行发酵的过程中产生,要控制双乙酰的产生量主要是要控制双乙酰的前驱物质α—乙酰乳酸的产生量。
三:双乙酰的还原途径1.双乙酰被酵母吸收在酵母中酶的作用下还原成乙偶姻2.乙偶姻在酵母体内继续还原成2,3丁二醇由此我们可以看出双乙酰虽然通过酵母在发酵时糖代谢的过程中产生,但是也酵母在发酵的后期也可以还原双乙酰,而且在整个啤酒酿造的过程中双乙酰的还原只能通过酵母中的一种酶进行还原。
所以要降低啤酒中双乙酰的含量还可以用加速双乙酰还原来进行控制。
四:双乙酰代谢的控制1.降低前驱物质α—乙酰乳酸的产生量措施:改良酵母菌种提高麦汁中α-氨基氮含量,可以抑制合成酶的活性2.加速双乙酰的还原措施:提高酵母的细胞密度(增大酵母的接种量)提高还原温度(封罐后高温还原)限制后期酵母的出芽率(封罐)五:国标中对于啤酒中双乙酰的量的要求二级啤酒:0.20mg/l 一级啤酒0.13mg/l六:双乙酰的检测方法(邻苯二胺显色法)1.原理用蒸汽将双乙酰蒸馏出来,与邻苯二胺反应,生成2.3-二甲基喹喔啉,在波长335nm下测量其吸光度。
2.仪器带有加热套管的双乙酰蒸馏器蒸汽发生瓶(2000ml或3000ml)或者锥形瓶,平底烧瓶容量瓶25ml紫外分光光度计,备有20mm的石英比色皿或10mm的石英比色皿3.试剂和溶液盐酸溶液(4mol/l)邻苯二胺溶液:10g/l(称取邻苯二胺0.1g用盐酸溶液溶解并定容至10ml摇匀,放于暗处,注意此溶液即用即配)有机硅消泡剂(或甘油聚醚)4.分析步骤将双乙酰蒸发器安装好,加热蒸汽发生瓶至沸,通气预热后,置25ml容量瓶于冷凝器出口接收馏出液,加1-2滴消泡剂于100ml量筒中,在注入未经除气已降温至5℃的啤酒样,迅速转移至蒸馏器内,并用少量的水冲洗带塞漏斗,盖塞。


啤酒质量检测标准化现状分析作者:岑翠芹来源:《中国食品》2021年第23期2019年,《中共中央國务院关于深化改革加强食品安全工作的意见》公开发布。
意见指出,必须深化改革创新,用最严谨的标准、最严格的监管、最严厉的处罚、最严肃的问责,进一步加强食品安全工作,确保人民群众“舌尖上的安全”。
从这句话我们可以看出,严谨的标准是保证食品安全的一条必要条件。
只有保证了食品标准的严格、严禁,才能保证进入市场流通、消费的食品是安全的、高质量的、品质好的。
本文从其中一种食品——啤酒的质量标准化着手,以P啤酒企业为例,结合工作实际,分析国内啤酒检测标准在企业的执行情况。
一、最新《食品安全法》、国家标准中对检测的要求根据最新《食品安全法》第五章、第八十九条规定,食品生产企业可以自行对所生产的食品进行检验,也可以委托符合本法规定的食品检验机构进行检验。
这表明,法律明文规定,食品生产企业必须对其生产的食品进行检验,所有食品生产企业必须按条例执行。
GB14881-2013《食品安全国家标准食品生产用卫生规范》中的9.1规定,应通过自行检验或委托具备相应资质的食品检验机构对原料和产品进行检验,建立食品出厂检验记录制度。
9.2规定,自行检验应具备与所检项目适应的检验室和检验能力;由具有相应资质的检验人员按规定的检验方法检验。
GB 8952-2016《食品安全国家标准啤酒生产卫生规范》中的9.1规定,应符合GB14881-2013中第九章规定。
这些表明,食品安全国家标准也同样进一步提出食品检验的要求。
在实际的生产过程中,各个食品生产企业须严格遵守《食品安全法》,按要求执行国家标准,严格对食品生产过程加以管理。
但笔者发现,啤酒质量检测涉及的相关标准数量较多,有必要对检测标准进行梳理分析研究,以完善内部检验系统,减少安全风险。
二、现行啤酒质量检测标准概览在涉及到啤酒质量的标准方面,主要有以下几方面:一是原辅材料质量标准;二是外购/外协件质量标准,无论是外包加工零部件和外部协作加工零部件都需要制定标准;三是半成品质量标准,啤酒生产有较多工序,生产出来的半成品(如麦汁、发酵液)的质量会直接影响成品的质量,因此半成品也都必须要有质量标准四是成品质量标准。

啤酒厂内微生物检测要求达标标准摘要:一、啤酒微生物检测的重要性二、国标中啤酒微生物指标和大肠菌群指标三、啤酒瓶微生物检测标准四、微生物检测方法及其实用性五、如何确保啤酒微生物检测达标正文:啤酒作为一款深受消费者喜爱的饮品,其品质安全至关重要。
在啤酒生产过程中,微生物检测是衡量产品质量的重要环节。
本文将围绕啤酒厂内微生物检测要求,探讨微生物检测的重要性、国标中啤酒微生物指标和大肠菌群指标、啤酒瓶微生物检测标准、微生物检测方法及实用性以及如何确保啤酒微生物检测达标等方面内容。
一、啤酒微生物检测的重要性微生物检测在啤酒生产中具有举足轻重的地位。
通过对啤酒中的微生物数量和种类进行检测,可以确保产品符合卫生和安全标准,降低食品中毒等风险。
此外,微生物检测还有助于啤酒厂及时发现和解决生产过程中的问题,提高产品质量。
二、国标中啤酒微生物指标和大肠菌群指标在我国,啤酒微生物检测标准主要包括生啤酒和熟啤酒的细菌总数和大肠杆菌指标。
生啤酒细菌总数和大肠杆菌数量的标准均为50,熟啤酒细菌总数为50,大肠杆菌数量为3。
这些指标旨在确保啤酒在微生物方面的安全。
三、啤酒瓶微生物检测标准啤酒瓶微生物检测的标准较为简单,通常以每毫升瓶中啤酒的细菌数为指标。
在我国,啤酒瓶微生物检测的标准为每毫升细菌数不超过0个。
四、微生物检测方法及其实用性微生物检测方法多种多样,主要包括计数器法、涂片染色法、平板计数法和稀释法等。
这些方法在实际应用中具有较高的实用性,能够准确、快速地检测啤酒中的微生物数量。
五、如何确保啤酒微生物检测达标为确保啤酒微生物检测达标,啤酒厂应采取以下措施:1.严格把控生产过程中的卫生条件,降低微生物污染的风险。
2.对生产原料、设备表面以及工作人员等进行定期消毒,防止交叉污染。
3.设立专门的微生物检测实验室,并配备专业的检测人员,确保检测结果的准确性。
4.定期进行微生物检测,及时掌握产品微生物状况,发现问题及时解决。
5.加强与检验机构的沟通与合作,了解最新的微生物检测技术和标准。

高档酒水标准1. 高档酒水界定标准看执行标准不管是白酒,还是啤酒,都有自己的执行标准,啤酒的国家执行标准为:GB4927-2008。
其中,GB是国家执行标准的缩写,4927是执行标准号,2008则是国家技术监督局的批准年份。
对于啤酒标签、标识的有关规定指出:啤酒销售包装应符合GB10344的相关规定,产品应标明:产品名称、原料、酒精度、执行标准、执行等级、灌装(生产)日期、保质期、原麦汁浓度、净含量、执照者名称和地址。
02看配料表真正的精酿啤酒配料表上只有5种原料:麦芽(大麦芽、小麦芽)、啤酒花、酵母、水。
这几种配料都起着各自至关重要的作用:1、麦芽。
不管是以大麦芽为酿造啤酒的主要原料,还是以小麦芽为主要原料,或者是两种麦芽混合使用,都是真正的好啤酒,这主要得益于大麦、小麦所含的丰富蛋白质、淀粉。
麦类蛋白分解成氨基酸后,是啤酒馥郁麦香的主要来源,是啤酒口味的保证;麦类淀粉则发酵成啤酒中的酒精。
其次,发芽后的大麦芽、小麦芽含有一定量蛋白酶、淀粉酶,这两种酯在啤酒酿造的前期中起到了关键的启动作用。
啤酒酿造要先进行糊化,主要利用麦芽中的蛋白酶把麦类蛋白分解成氨基酸;接下来,再利用麦芽中的淀粉酶把麦类淀粉糖化成糖分。
2、干酵母。
把酿造啤酒的原料糊化、糖化之后,接下来就该干酵母上场了。
酵母的主要作用是对酿造啤酒原料中的糖分进行发酵,转变成二氧化碳与酒精。
3、啤酒花。
酿造啤酒离不开啤酒花,又称为酒花,最早是从德国开始使用,学名叫作蛇麻。
啤酒花可使啤酒形成独特的香气,喝起来微微发苦,同时兼有啤酒防腐、澄清麦芽汁的作用。
配料表中最好是啤酒花,如果是啤酒花浸膏也能说得过去,如果出现啤酒花替代品,则不是好啤酒。
可是很多国产啤酒,除了上面这几种关键的配料之外,大多还有这几种添加配料:大米、玉米、淀粉、糖浆或其他糖分等。
这几种常见配料,不管是出现哪种,目的无非就是两条,都是为了增加产能、降低成本。
大米、玉米淀粉含量远超过大麦、小麦,但是蛋白质则明显逊色,因此增加了大米、玉米的啤酒喝起来口感较淡,虽然清爽,但是没有啤酒馥郁的香味。
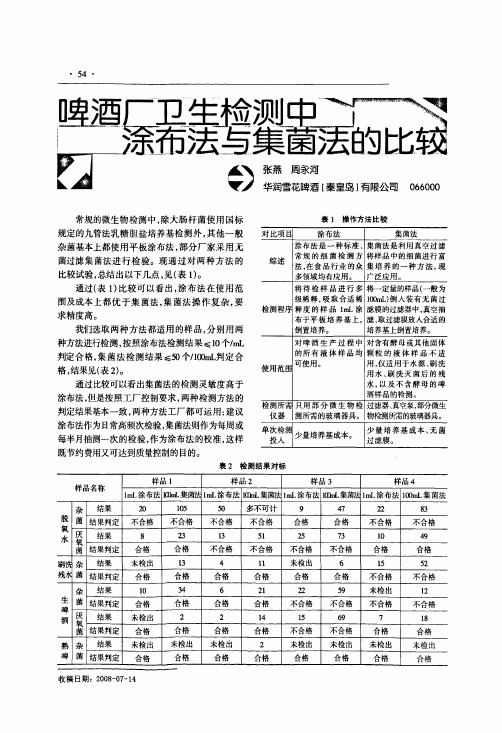
54常规的微生物检测中,除大肠杆菌使用国标规定的九管法乳糖胆盐培养基检测外,其他一般杂菌基本上都使用平板涂布法,部分厂家采用无菌过滤集菌法进行检验。
现通过对两种方法的比较试验,总结出以下几点,见(表1)。
通过(表1)比较可以看出,涂布法在使用范围及成本上都优于集菌法,集菌法操作复杂,要求精度高。
我们选取两种方法都适用的样品,分别用两种方法进行检测,按照涂布法检测结果≤10个/m L 判定合格,集菌法检测结果≤50个/100t l l L判定合格,结果见(表2)。
通过比较可以看出集菌法的检测灵敏度高于涂布法,但是按照工厂控制要求,两种检测方法的判定结果基本一致,两种方法工厂都可运用:建议涂布法作为日常高频次检验,集菌法则作为每周或每半月抽测一次的检验,作为涂布法的校准,这样既节约费用又可达到质量控制的目的。
张燕周永河华润雪花啤酒f秦皇岛】有限公司066000表1操作方法比较对比项目涂布法集菌法涂布法是一种标准、集菌法是利用真空过滤常规的细菌检测方将样品中的细菌进行富综述法,在食品行业的众集培养的一种方法,现多领域均有应用。
广泛应用。
将待检样品进行多将一定量的样品(一般为级稀释,吸取合适稀l O O m L)倒入装有无菌过检测程序释度的样品1m L涂滤膜的过滤器中,真空抽布于平板培养基上,滤,取过滤膜放入合适的倒置培养。
培养基上倒置培养。
对啤酒生产过程中对含有酵母或其他固体的所有液体样品均颗粒的液体样品不适可使用。
用,仅适用于水源、刷洗使用范围用水、刷洗灭菌后的残水,以及不含酵母的啤酒样品的检测。
检测所需只用部分微生物检过滤器、真李泵,部分微生仪器测所需的玻璃器具。
物检测所需的玻璃器具。
单次检测少量培养基成本、无菌投入少量培养基成本。
过滤膜。
表2检测结果对标样品l样品2样品3样品4样品名称l m L涂布法l(I h'L集菌法l m L涂布法l ahL集菌法l m L涂布法l ff l a口L集菌法l m L涂布法l O O m L集菌法杂结果2010550多不可计9472283脱菌结果判定不合格不合格不合格不合格合格合格不合格不合格氧水厌结果823135125731049氧菌结果判定合格合格不合格不合格不合格不合格合格合格刷洗杂结果未检出13411未检出61552残水菌结果判定合格合格合格合格合格合格不合格不合格杂结果10346212259未检出12生菌结果判定合格合格合格合格不合格不合格不合格不合格嚏酒厌结果未检出22141569718氧菌结果判定合格合格合格合格不合格不合格合格合格熟杂结果未检出未检出未检出2未检出未检出未检出未检出Ⅱ盥菌结果判定合格合格合格合格合格合格合格合格收稿日期:2008—07—14。
个人资料整理仅限学习使用宁德职业技术学院毕业设计论文题目:啤酒中双乙酰的检测及检测干扰因素的研究作者:梁华英学号:2007014103班级: 07 农检系别:农业科学系专业:农产品质量检测指导教师:田妍基专业技术职务讲师2018 年 6 月福建福安毕业论文中文摘要啤酒中双乙酰的含量是啤酒质量评价中的一项非常重要的指标,通过使用EBC法对不同样品在不同的比色时间、蒸馏水加入量、温度、消泡剂、啤酒新鲜度等件下测定其吸光度,得出不同实验条件对测定结果的影响,以求在实验中掌握好其关键点,确保测定结果的准确性。
关键词:双乙酰啤酒吸光度影响因素目录1绪论11.1双乙酰的性质11.2双乙酰对啤酒风味的影响11.3双乙酰的产生及其还原途径21.4加工过程中双乙酰的控制22双乙酰的检测方法及其检测干扰因素32.1双乙酰的检测方法32.1.1原理32.1.2仪器设备及试剂32.1.3样品制备32.1.4设备安装42.1.5测定步骤42.2双乙酰的检测干扰因素53实验设计与结果53.1温度53.2蒸馏水加入量63.3比色时间63.4啤酒新鲜度73.5消泡剂83.5.1消泡剂加入量83.5.2消泡剂加入型号84其它因素对测定结果的影响94.1显色剂94.2显色温度94.3蒸馏时间104.4比色皿104.5电炉、冷凝器的使用规格10结论11致谢12参考文献131绪论双乙酰是啤酒中重要的风味物质,啤酒中双乙酰的含量是啤酒质量评价中的一项非常重要的指标,而且是我国每年质量抽检中,经常抽检的指标之一,因此对啤酒中双乙酰含量的测定方法和检测干扰因素进行研究是非常重要的。
通过实验力求在实验中掌握好其关键点,确保测定结果的准确性。
早在1971年国际营养学会就将啤酒列为营养食品,人们常称啤酒为“液体面包”。
啤酒是一种低醇饮料,富含蛋白质、碳水化合物、维生素、矿物质等营养成分。
啤酒中的联二酮对啤酒风味影响很大,联二酮是双乙酰与2,3-戊二酮的总称。
啤酒国家标准1啤酒是一种广泛消费、口感优美的饮料,也是我国市场份额最大的饮料之一。
随着啤酒行业的不断发展,国家对啤酒的质量和安全提出了更高要求。
啤酒国家标准1(GB/T 10781-2019)作为全国统一的标准,规定了啤酒的基本要求、质量指标、检验方法等内容,对保障啤酒质量、推动啤酒质量提升,具有重要意义。
一、标准的适用范围啤酒国家标准1适用于生产和销售的所有啤酒,包括浓度小于8%的鲜啤酒、生啤酒、黄啤酒、黑啤酒、淡啤酒以及无醇啤酒、低醇啤酒和特殊功能啤酒等。
二、标准的基本要求1、原料要求:啤酒生产必须使用符合卫生标准的优质原料,包括麦芽、大米、玉米、蒸馏水、啤酒花、酵母等。
原料必须符合国家相关标准。
2、生产要求:啤酒生产必须采用先进的生产技术和设备,建立完善的生产管理体系。
生产过程中必须遵循卫生、环保、安全、质量等方面的要求。
3、质量控制要求:啤酒生产必须严格按照国家规定的质量标准进行生产和检验。
生产企业必须建立完善的质量管理体系,进行生产过程控制和产品质量检测,确保产品质量稳定和放心。
4、产品标志要求:生产企业必须在产品包装及标志上标明产品名称、规格型号、生产日期、保质期、配料表、质量级别等信息,保障消费者权益。
三、标准的主要质量指标1、外观:啤酒应该清澈、透明,无悬浮物和热变性物质。
麦汁酵发后产生的啤酒酒体应均匀稳定。
鲜啤酒及浓度小于3.5%的啤酒,其酒体颜色应自然清亮,无自然成分,头沫应丰富细腻。
2、香气和口感:啤酒应该具有麦芽和啤酒花的香气,醇正爽口,汁感良好,无异味和异物味。
3、酒精含量:啤酒酒精含量测定值应与标志的含量值相同或相近,误差不得超过±0.3%。
4、pH值:啤酒pH值应在4.2-4.6之间。
5、总酸度:啤酒总酸度测定值应在0.3%~0.8%之间。
7、营养成分指标:啤酒的营养成分需符合国家相关标准。
四、标准的检验方法啤酒国家标准1规定了啤酒的检验方法和实验条件,包括外观检验、香气和口感检验、酒精含量检验、pH和总酸度检验、总糖含量测定、营养成分分析等,确保啤酒的质量和安全符合国家规定。
大宗原料及成品啤酒中重金属残留的检测评估
宋丹;李宾学
【期刊名称】《啤酒科技》
【年(卷),期】2011(000)009
【摘要】啤酒原、辅料的重金属污染水平直接关系到成品啤酒的安全水平。
本实验采用原子吸收光谱法对进厂麦芽、大米及淀粉中的4种具有显著生物毒性的重金属元素铅(Pb)、镉(Cd)、铬(Cr)以及类金属砷(As)和成品啤酒中铅(Pb)、砷(As)进行了系统的检测。
通过比较不同厂家、不同批次原料重金属指标的差异,以评价原料的安全性,做到从源头控制,为我公司绿色纯生啤酒的原料选择提供更为切实的参考依据。
大量的检测数据表明我公司所使用的原、辅料及成品啤酒的各项指标均能满足国标中对重金属限量的要求。
【总页数】4页(P32-35)
【作者】宋丹;李宾学
【作者单位】四平金士百啤酒股份有限公司,136001;四平金士百啤酒股份有限公司,136001
【正文语种】中文
【中图分类】TS262.5
【相关文献】
1.保健品原料及成品中砷的测定
2.成品啤酒稳定性与啤酒酿造中主要物性参数的变化
3.化妆品原料及成品中苯的安全性评估
4.伊犁地区肉牛产业链中土壤、饲料及
牛肉中重金属残留分析5.成品啤酒中异α-酸含量与啤酒苦味值的关系以及对啤酒苦味贡献
因版权原因,仅展示原文概要,查看原文内容请购买。