西门子刀库管理应用实例指南
- 格式:doc
- 大小:88.50 KB
- 文档页数:7
KUKA机器人在840D刀库管理中的应用研究摘要:文章针对某大型复杂结构件数字化车间加工中心刀库结构老化,换刀功能无法满足机床高效加工的问题,提出KUKA机器人机构结合840D系统实现自动换刀的升级方案,研究了KUKA机器人在西门子840D刀库管理系统中的应用,给出KUKA机器人和数控系统相结合的自动化控制的具体实施方法,实现了机床刀具自动装卸运输功能。
关键词:KUKA机器人;刀具管理;换刀引言:国内某大型复杂结构件数字化车间,已配备了大型五坐标数控机床,该机床配置西门子SINU-MERIK 840DPowerline数控系统以及安装于机床本体外的链式刀库,但未使用840D系统刀具管理功能,刀具管理信息单一,同时该刀库采用液压换刀机构,存在运动速率慢,换刀时间长等问题,已经不能满足高效的数字化加工要求,因而对刀库的升级迫在眉睫。
本文根据大型复杂结构件数字化车间的实际情况,提出采用KUKA工业机器人结合840D刀具管理实现换刀功能。
数控系统连接机器人并且通过NC代码启动换刀。
使用机器人换刀其优点在于刀库结构简单,能够承载大型刀具,针对尺寸长的刀具还便于实现路径避让,因而使换刀更加灵活快捷。
升级后将KUKA机器人应用于西门子840D刀库管理系统中,取得了良好的效果,解决了换刀卡顿等问题,机器人结合AGV车取代了以往人工装卸刀及运输,可完全实现刀具的自动化装卸和运输,减少人力成本,满足了数字化加工要求。
1840D刀具管理功能的实现1.1840DPowerline参数设定使用西门子840D刀具管理功能需要对数控系统参数进行设定。
按照刀库配置表,对参数进行设定。
1.2840DPowerline刀库配置参数的设定只是给NC分配了相应的内存空间用于刀具管理,还需对刀库的配置进行组态。
对于刀库配置组态有两种方式,一种方式是通过运行NC程序对系统变量进行赋值,另外一种方式是通过HMI-Ad-vanced的主画面中按软键“启动”(Start-up),进入启动调试子界面,按下右下角软键“刀具管理”(Toolman-agement)进入刀库组态界面,根据刀库配置对刀库进行组态。
为了达到一次装夹实现多工序加工的目的,现在的数控机床大部份配备了交换刀具系统,这样数控系统需要知道这些刀具的几何尺寸,还有刀具在刀库里的具体位置。
为了适用工厂自动化生产的更高要求,有时还需要对刀具的加工时间或者是加工工件数进行监控,当达到刀具的加工寿命时,系统会提示操作者更换刀具,避免因为刀具的磨损而造成批量废品。
在自动化程度更高的机床上,还可以为一些刀具配备一把或几把类似的刀具,叫做姊妹刀,当某把刀具达到加工寿命时,系统会自动挑选它的姊妹刀来代替,这样能保证加工的连续运行,上述这些功能统称为刀库管理功能,西门子840D系统可以选配刀库管理功能。
在没有刀库管理功能时,系统只是管理刀具数据,主要是刀具的几何尺寸,当需要交换刀具时,系统会通过通道的接口信号通知PLC需要更换的新刀具号,PLC控制刀具换刀动作,当动作完成后,通知NC。
具体接口信号如下:DB21.DBX61.0 T码改变,当NC遇到一个新的T指令时,该信号有效,信号只持续一个PLC周期。
DB21.DBW118 T码的值,也就是要交换的新刀号的值,该信号在新的刀号来之前一直有效对于机床来说,一般有一个实际存在的刀库,同时根据实际情况,可能有一到两个机械手,至少一个主轴,有的刀库还需要用来装卸刀具的装卸站,系统把实际存在的刀库定义为刀库1,这个刀库里有定义好的刀座数,机械手和主轴定义为虚拟的缓存刀库,刀库号为9998,一般定义主轴为这个刀库里的第一个刀座,其它依次为机械手1,机械手2.....等等,对于装/卸刀具站而言,定义为另外一个虚拟的刀库,刀库号为9999,依据实际情况定义里面的刀座数,一般主轴都能用来装/卸刀具,所以至少算一个刀座。
如下图所示:这台机床有一个实际的链式刀库,刀库号为1,里面有16个刀座,有一个主轴和两个机械手卡爪,它们都属于一个虚拟的刀库9998,分别对应为这个刀库里面的刀座1,2和3,还有一个装/卸刀具站,它的刀库号为9999,加上主轴也是一个装/卸刀站,这个刀库有两个刀座,分别为刀座1和2,下面以这个示例来说明刀库管理功能的调试。

Siemens数控系统之刀库管理详解(二)...标签:无标签Siemens数控系统之刀库管理详解(二)设置刀库管理相关数据MD 18080: MM_TOOL_MANAGEMENT_MASK=1H仅激活刀库管理功能,先别看其它功能!呵呵,后面会介绍。
MD 18082: MM_NUM_TOOL=10刀具数量,实际是刀库刀位数量MD 18084: MM_NUM_TOOL_MAGAZINE=3定义刀库数量,包括刀库,缓冲区,装载点,所以是3个。
而且每个刀库在刀库管理中都有编号:•真实刀库在刀库管理中的刀库号是:1•所谓缓冲区,指的是主轴,链式刀库的机械手,其在刀库管理中的刀库号是:9998•装载点,装/卸刀具的位置,很多链式刀库在刀库侧会有单独的操作站,用于装/卸刀具和手动控制机械手等。
装载点在刀库管理中的刀库号是:9999MD 18086: MM_NUM_MAGAZINE_LOCATION=15总的刀位数量(包括刀位10,手爪2,主轴1,装刀位2)MD 20310: TOOL_MANAGEMENT_MASK=1H激活通道的刀库管理功能,即在这个通道使用刀库管理功能,如果是多通道系统,有的通道可以使用刀库管理,另外的通道不使用。
MD 22550: TOOL_CHANGE_MODE换刀方式•对于车床刀塔,MD22550=0,刀具数据换刀后立即生效•对于链式刀库/矩阵式刀库,MD22550=1,刀具数据在执行MD22560定义的M代码后生效。
MD 22560: TOOL_CHANGE_M_MODE激活刀具数据的M代码,默认是6,即若MD22550=1,执行M6后,刀具数据才生效。
系统分类: 电机传动 | 用户分类: 数控资料 | 来源: 整理。
西门子机床车间资源管理软件应用介绍-- 智能刀具和程序管理如果思考一下您浪费了多少时间寻找合适的刀具,或者估计有15%的刀具隐藏在公司某个角落而没有被记录,那么在制定优化策略时,对这些有价值的生产资源的透明度和智能管理,就具有重要意义。
在正确提供和管理NC 程序时,这一点基本上同样适用。
您想详细了解如何以最佳方式管理CNC机加工生产环境中的资源吗?根据日常任务中的下面六个示例,您可以识别工作流程中错误和延迟的典型来源。
好消息是,借助于西门子Manage MyResources资源管理软件,这些都是可以避免的。
作业规划、刀具和NC 程序中的智能制造资源管理可以彼此顺利分配,从而帮助您优化加工环境中的工作流程,有效组织刀具循环和刀具库存。
1. 管理刀具组件和完整刀具某些刀具稀缺吗?刀具库存中是否有太多昂贵的专用刀具?是否不清楚刀具适配器和刀具的位置?刀具数据是否不一致,或者刀具循环中的每个位置都不可用?刀具和刀具组件是重要资源,在作业规划中拥有全面概览至关重要。
要规划资源,需要在整个刀具生命周期内提供一致的数据,以便您始终知道特定刀具类型的重复项数量、位置和状况。
西门子Manage MyReourses/Tools刀具资源管理软件提供的中央概览功能,有助于跟踪库存,以避免库存过剩和库存不足,从而降低了刀具成本。
同时组件和完整刀具的数字主数据构成了刀具管理系统的基础,为后续备刀及刀具的测量和使用,提供统一的底层数据,保证数据的一致性防止出错,且有助于缩短刀具准备时间。
2. 规划刀具需求机床操作员是否首先必须搜索所需的刀具?这就是直接在机床上保留刀具库存的原因吗?在确定特定作业的刀具要求时,不清楚哪些刀具目前在哪台机床上?是否维护了刀具缓冲区,以确保按时提供所需的刀具?西门子Manage MyResources/Tools刀具资源管理软件支持对刀具需求的高效规划。
生成的刀具计划确定生产环境中已有哪些刀具。
Siemens数控系统之刀库管理详解(三)...标签:无标签Siemens数控系统之刀库管理详解(三)在PCU50上配置刀库刀库基本设置(10把刀具的链式刀库,无大小刀管理):•1.创建刀库(刀库类型和刀位数量)Start-up(HSK6)–>T oolmanagement(HSK8)–>Magazine(HSK1)–>New(VSK4)–>在Name 项中输入”my_mag”–>回车–>Type项选择”Chain magazine”–>在Locations项中输入10回车–>OK–>按”Create PLC data”(VSK2)–>按返回键–>NCK reset(VSK4)•2.创建buffer创建主轴bufferBuffer locations(HSK2)–>New(VSK4)–>在Name项中输入”my_spi”–>Type项选择Spindle–>OK–>用光标键切换到”Distances to magazines”窗口,在”Distance to change location”项中输入”0″–>Assign magazine(VSK6)创建手爪1bufferNew–>在Name项中输入”gri_1″–> Type项选择Gripper–>OK–>用光标键切换到”Assign to spindle”窗口的”Assign to spindle”项–>Assign spindle(VSK2)–> 用光标键切换到”Distance to magazines”窗口的”Distance to change location”项,输入0 –>Assign magazine(VSK6)创建手爪2bufferNew–>在Name项中输入”gri_2″–> Type项选择Gripper–>OK–>用光标键切换到”Assign to spindle”窗口的”Assign to spindle”项–>Assign spindle(VSK2)–> 用光标键切换到”Distance to magazines”窗口的”Distance to change location”项,输入0 –>Assign magazine(VSK6)•3.创建装载点已有一名为”Manual loading point”装载点,为了跟PLC程序例配合,再建个装载点。
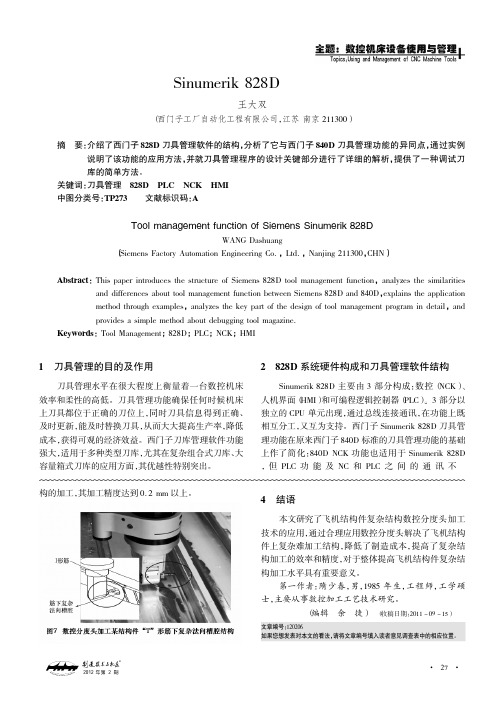
西门子840D刀库管理功能在FMH800加工中心中的应用比较了两种刀库管理功能,介绍了西门子840D刀库管理功能的优势,阐述了使用西门子840D刀库管理实现自动换刀功能的主要过程。
调试完成之后,恢复了自动换刀功能,刀库管理界面友好,刀库系统运行正常,提高了换刀效率,缩短了整体加工时间,为正常生产提供了有效的保障。
标签:840D;刀库管理;自动换刀引言友嘉卧式加工中心FMH800是江西洪都航空工业集团有限责任公司的重要设备,采用SINUMERIK 840D pl控制系统。
机床仅配置了链式刀库和机械手换刀装置,刀库容量60把,但机床并未配置自动换刀的NC/PLC控制程序,从该机床开始使用以来,一直使用手动换刀。
在零部件的加工过程中需要多次手动更换刀具,从而导致换刀效率低下。
为了提高换刀效率,缩短整体加工时间,我公司决定恢复其自动换刀功能。
1 自动换刀方案选择1.1 传统刀库管理功能传统刀库管理功能(即用户编写的刀库管理功能)可分为三部分:人机界面,备刀(刀库的运动),换刀(机械手的运动)。
由于西门子840D系统具有良好的开放性,允许机床厂家将自己的专有技术加入到系统当中,并提供适合特殊应用的显示界面、更方便的操作方式、更简单的加工参数调整等功能,使其与标准系统无缝连接。
1.2 西门子840D的刀库管理功能西门子840D提供了标准的刀库管理功能,相比于传统的刀库管理功能,除了具备传统的刀库管理功能外,还具有以下优点:(1)刀库管理适用范围广;(2)换刀灵活;(3)换刀过程透明;(4)实现刀具寿命监控;(5)刀库配置容量大;(6)大小刀管理。
综合比较两个方案,文章决定使用西门子840D的标准刀库管理功能来实现本机床的自动换刀功能。
2 刀库机械手结构与数控系统配置2.1 刀库机械手结构该机床刀库采用带机械手的链式单刀库,可装60把刀具。
液压马达和双速换向阀控制刀库的高低速旋转,机械手由液压驱动。
在刀库侧面配备有單独的换刀机械手手动控制平台。
刀库管理中工件计数的使用
本文简易叙述了在Siemens 840D刀库管理中如何使用刀具管理的工件计数功能,包括人机界面的设定和SETPIECE的使用。
一、 首先需要对进行工件计数使用到的刀具进行相关设定:
按下键,选择水平软键:
然后选择键可进入刀具表界面:
然后选择需要设定的刀具,在按键可进入刀具细节界面,并在Monitoring type项中选择Quantity(工件计数):
按竖直软键进入监控数据界面:
在Quantity栏中,填入相关数据:
Actual Value(实际使用):按需求填写;
Setpoint Value(起始值):0;
Prewarn. Limit(预警告限制值):按需求填写;
填写完成后,按退出界面。
二、 需要对程序进行相关修改
1)SETPIECE的相关说明
SETPIECE用于更新加工刀具的监控数据,在SETPIECE之前使用过的刀具的监控数据都会被更新。
编程方式:
SETPIECE (x,y)
x-完成工件的数量,范围0-32000
y-主轴标号,0表明为主主轴,通常为0
SETPIECE被执行之后,在其之前的所有刀具的使用次数被减少x。
2)编程示例:
T1 ;预选T1
M6 ;换T1
T2 ;预选T2
…
… ;使用T1加工
M6 ;换T2
…
… ;使用T2加工
SETPIECE(1);进行工件计数,所有刀具T1,T2使用次数减1
M2。
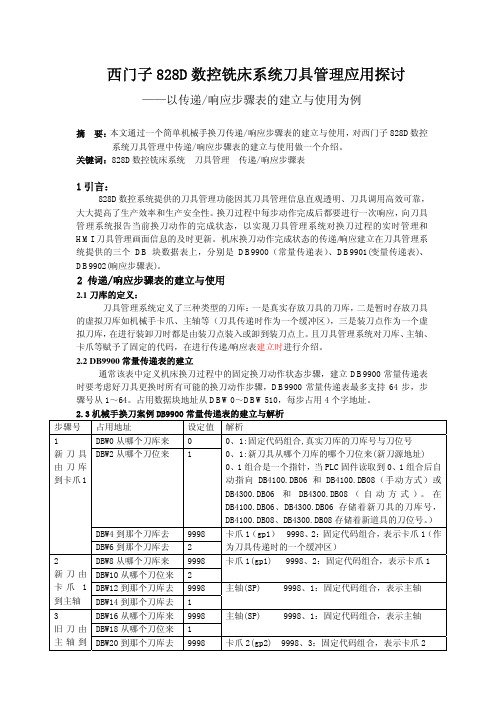
西门子刀库管理指南为了达到一次装夹实现多工序加工的目的,现在的数控机床大部份配备了交换刀具系统,这样数控系统需要知道这些刀具的几何尺寸,还有刀具在刀库里的具体位置。
为了适用工厂自动化生产的更高要求,有时还需要对刀具的加工时间或者是加工工件数进行监控,当达到刀具的加工寿命时,系统会提示操作者更换刀具,避免因为刀具的磨损而造成批量废品。
在自动化程度更高的机床上,还可以为一些刀具配备一把或几把类似的刀具,叫做姊妹刀,当某把刀具达到加工寿命时,系统会自动挑选它的姊妹刀来代替,这样能保证加工的连续运行,上述这些功能统称为刀库管理功能,西门子840D系统可以选配刀库管理功能。
在没有刀库管理功能时,系统只是管理刀具数据,主要是刀具的几何尺寸,当需要交换刀具时,系统会通过通道的接口信号通知PLC需要更换的新刀具号,PLC控制刀具换刀动作,当动作完成后,通知NC。
具体接口信号如下:DB21.DBX61.0 T码改变,当NC遇到一个新的T指令时,该信号有效,信号只持续一个 PLC周期。
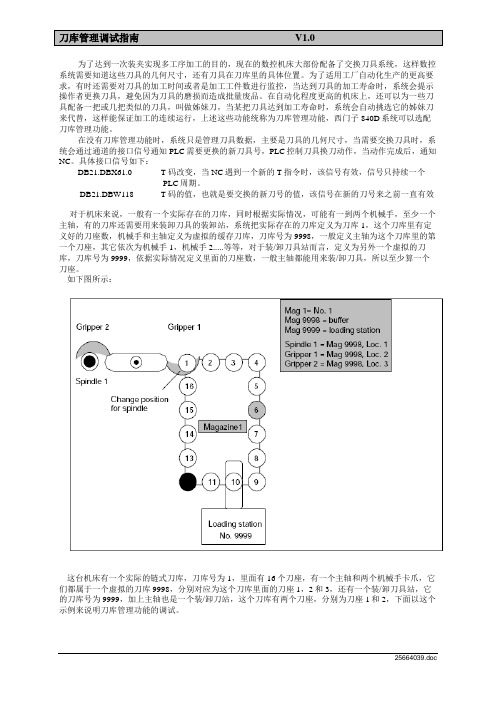
DB21.DBW118 T码的值,也就是要交换的新刀号的值,该信号在新的刀号来之前一直有效对于机床来说,一般有一个实际存在的刀库,同时根据实际情况,可能有一到两个机械手,至少一个主轴,有的刀库还需要用来装卸刀具的装卸站,系统把实际存在的刀库定义为刀库1,这个刀库里有定义好的刀座数,机械手和主轴定义为虚拟的缓存刀库,刀库号为9998,一般定义主轴为这个刀库里的第一个刀座,其它依次为机械手1,机械手2.....等等,对于装/卸刀具站而言,定义为另外一个虚拟的刀库,刀库号为9999,依据实际情况定义里面的刀座数,一般主轴都能用来装/卸刀具,所以至少算一个刀座。
如下图所示:错误!未指定书签。
这台机床有一个实际的链式刀库,刀库号为1,里面有16个刀座,有一个主轴和两个机械手卡爪,它们都属于一个虚拟的刀库9998,分别对应为这个刀库里面的刀座1,2和3,还有一个装/卸刀具站,它的刀库号为9999,加上主轴也是一个装/卸刀站,这个刀库有两个刀座,分别为刀座1和2,下面以这个示例来说明刀库管理功能的调试。
刀库管理功能的调整HMI的调整对于新版本的HMI,不需要对刀库管理进行特殊的设置,只要系统刀库管理功能生效以后,系统会自动用带刀库管理功能的操作画面来代替标准的刀具参数显示画面,在这个画面里既能显示刀库里刀具的情况,也能显示缓冲区里面的刀具情况,还可以选择显示所有的刀具列表,可以对刀具进行管理,比如装载和卸载,是定点换刀还是随机换刀,常规的刀沿尺寸修改,刀具位置的重新分配等。
NCK的调整840D的刀库管理是一个选项,需要激活该选项功能。
由于刀库管理需要占用一些内存,需要在系统里面预留相应的内存,主要相关参数如下:MD18080 系统刀库管理参数,对整个系统而言MD20310 通道刀库管理参数,仅对相应通道而言,一般设置成和MD18080一样比较重要的设置位 Bit 0 刀库管理功能是否有效Bit 1 刀具监控功能是否有效Bit 3 是否考虑邻近刀座Bit 4 PLC是否能要求新的修改参数后的预选刀具指令一般的刀库管理功能,这四位都需要置上,所以至少为BH。
MD18084 系统管理刀库数量,要包含虚拟刀库,所以至少为3MD18086 系统管理刀座数量,要包含虚拟刀座,>=实际刀座数+5MD18082 系统管理的刀具数,一般要大于实际的刀座数MD18100 系统管理的刀沿数,一般要大于系统管理的刀具数以上参数的修改都会涉及到内存的重新分配,所以修改后要立即(不要下电和NCK复位)做一个NC 数据的备份,再回装回来,这样NCK的刀库管理功能就急活了。
刀库的建立通过以上参数的设定,系统只是为刀库管理预留了相应的空间,但对于刀库的特征(比如刀库的类型,实际刀座的数量,虚拟刀座的数量等)需要通过对刀库管理系统变量来定义,系统可以通过传输一个刀库定义文件来对系统变量赋值,也可以通过执行一个子程序来对这些变量赋值,对于HMI_ADVACED 来说,可以在启动菜单里通过图形交互形式生成一个刀库的配置文件,对PCU20而言,只能通过编辑器来编辑刀库定义文件,附件里有一个刀库定义文件,里面主要包含以下几个信息:$TC_MAP1[0]=0 删除原来有关刀库的数据$TC_DP1[0,0]=0 删除原来有关刀具的数据$TC_MAP1[n] 刀库的类型实际的刀库类型一般有两种,链式刀库和车床用的刀塔$TC_MAP7[n] 刀座的数量 n表示刀库号$TC_MAMP2 刀具和空刀座的搜索策略$TC_MAP3[1] 实际刀库状态,只有激活后该刀库才能使用$TC_MP1[n,m] ,$TC_MP2[n,m] ,$TC_MP3[n,m],$TC_MP4[n,m] ,$TC_MP5[n,m] 定义刀座状态$TC_MLSR[n,m] 把缓存刀库的刀座分配给相应的主轴$TC_MDP1[n,m] ,$TC_MDP2[n,m] 定义虚拟刀座和换刀点的偏置量,这个参数对装/卸刀具点才有用,对其它虚拟刀座来说,这个值为0。
当这些系统参数正确定义以后,在刀库管理显示画面里就可以看见刀库的情况了,可以依照操作说明书来建立新刀具。
PLC的调整PLC主要要处理刀库管理发送过来指令的应答信号,PLC必须知道有关刀库的一些情况,根据这些情况生成相应的DB数据块,在HMI_ADVANCED里,配置刀库管理的菜单里,有一个软键能根据刀库的具体配置文件生成相应的数据块DB71-DB74,对PCU20而言,只能通过系统数据块DB4来生成。
在DB4里面定义刀库的特征,这些定义在OB100里面调用一次就行了,附件有一个常用刀库的数据块定义文件FC100,如果刀库类型一样,调用时只要输入相应的刀座数即可。
DB4.DBW64 刀库数量DB4.DBW65 刀库号DB4.DBW67 刀库类型DB4.DBW68 刀库的刀座数DB4.DBW65 到DB4.DBW68要根据刀库的数量挨个定义,包含虚拟刀库DB4.DBBn 主轴数量 n的数值为 DB4.DBW64的值*5+65下面介绍PLC里面常用的一些应答方式。
加工中心的换刀指令一般是用TxxM06来实现的,执行T指令时,刀库管理把要更换的新刀具的刀座号和主轴上的刀具要送回的刀座号发送到刀库管理专用接口信号,对应加工中心是DB72,而对应车床刀塔是DB73,以下是经常涉及到的几个接口信号(以DB72为例):DB72.DBB0,DBB1 刀具交换接口生效信号,由于刀库管理可以同时管理多主轴换刀,因而有多个接口,一般的加工中心是一个主轴,也就是DBX0.0有效。
DB72.DBX(N+0).1 刀具交换信号,其中N与DBB0和DBB1的接口信号有关,第一个接口,N为4,即为DB72.DBX4.1。
DB72.DBX(N+0) .2 刀具交换准备信号。
DB72.DBX(N+0).3 执行T0指令时的接口信号。
DB72.DBW(N+20) 新刀具的刀库号。
DB72.DBW(N+22) 新刀具的刀座号。
DB72.DBW(N+24) 旧刀具(即要从主轴送回刀库的刀具)的刀库号。
DB72.DBW(N+26) 旧刀具将要送回的刀座号。
与原来信号比较没有刀库管理有刀库管理换刀有效 DB21.DBX61.0DB72.DBX0.0和DBX4.1新刀具的刀座号 DB21.DBW118DB72.DBW24主要区别在下面几个方面:●刀库管理不只在执行T码时有信号,刀具交换时还有信号。
●刀库管理只提供给PLC刀具的刀座信息,而不像原来提供T码后的值●刀库管理不只提供“新刀具“的刀座信息,还提供要返回的“旧刀具”的刀座信息下面举例来说这些接口信号:假设主轴上刀具是2号刀,假设要换5号刀具上去,假设它们都是定点换刀。
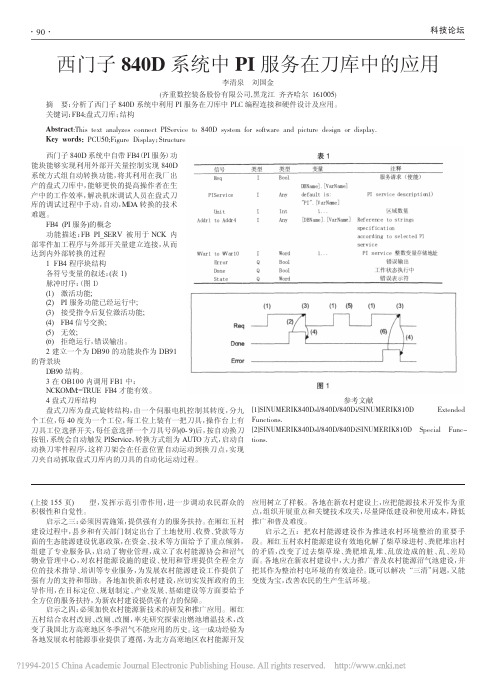
T5 DB72.DBX0.0和DB72.DBX4.2同时为1G00 DB72.DBW24 1; 新刀具在1号刀库DB72.DBW26 5; 新刀具在5号刀座DB72.DBW28 1; 旧刀具放回1号刀库DB72.DBW30 2; 旧刀具放回1号刀库2号刀座G00 ….……….M06 DB72.DBX0.0和DB72.DBX4.1同时为1其它信号不变在刀库管理中,刀具交换时要等待PLC 的刀具准备应答信号,由于刀库管理需要知道刀具离开刀库后的临时存放位置,比如是在主轴上还是在机械手上,刀具准备和刀具交换是否完成,这些都需要PLC 来应答,PLC 是通过调用FC8来应答刀具管理。
调用FC8时需要提供这几个参数 启动信号,当该信号为1时,系统调用FC8 任务号 ,刀具准备和刀具交换任务号是2 任务索引号,指要交换刀具的主轴号,一般为1 新刀具现在位置的刀库号新刀具现在位置的刀座号 旧刀具所在位置的刀库号 旧刀具所在的位置的刀座号 执行该指令时的状态字 FC8是否完整执行 指令执行时是否有错误有时一个换刀过程需要刀具经过几个过渡状态才能完成,这时候常需要多次调用FC8来及时更新刀具的位置信息。
当上例中的T5指令执行完毕时,2号刀具还在主轴上,5号刀具移动到刀具交换位置,这时候需要调用FC8来应答刀具准备信号。
FC8启动条件,当T 码执行完后应为1要换下来的“旧刀具”还在主轴上要换上去的“新刀具”还在刀库里 状态1表示为该任务已经完成,如果为过度状态,则为105当PLC 接到换刀指令时,PLC 执行换刀动作,把2号和5号刀具同时拔出来,这时候刀具信息又发参数和上次调用FC8差不多,区别是2号刀具已经从主轴移动到机械 手2,5号刀具已经转移到机械手1上面。
状态105表示该换刀任务还未完成,系统还需要等待PLC 执行相应的动作,机械手旋转180度,在把5号刀具插进主轴,2号刀具送回刀库的2号刀座新刀具(5号刀)已经被送到主轴上 旧刀具(2号刀)已经送回到刀库的5号刀座中这次刀具交换已经结束,系统接到该次应答以后,认为换刀已经完成成,除了更新刀库表以外,程序继续执行。
如果执行T0M06时,系统会把主轴上的刀具(5号刀具)送回到刀库的五号刀座中。
对于刀具准备来说,因为没有新刀具要交换,所以没有什么刀具准备动作,PLC 接到刀具准备信号后,就立即应答,在刀具交换时,刀具的状态要经过两次变换,第一次是把刀具抓到机械手中,这时候需要调用一次FC8,告诉系统旧刀具已经在机械手上,而没有新刀具,故新刀具的刀库号和刀刀座号都为0,因为这个任务还没有完成,状态字是中间状态105。
第二次是把刀具从机械手上送回到刀库中,还需要调用一次FC8,告诉系统旧刀具已经送回到刀库的5号刀座中,而新刀具的刀库号和刀座号都为0,换刀已经结束,状态字为1,对应主轴上没有刀具时的换刀,这时候由于没有“旧刀具”,故调用FC8应答时旧刀具的信息为0。