(完整版)百格刀使用规范
- 格式:doc
- 大小:20.51 KB
- 文档页数:1
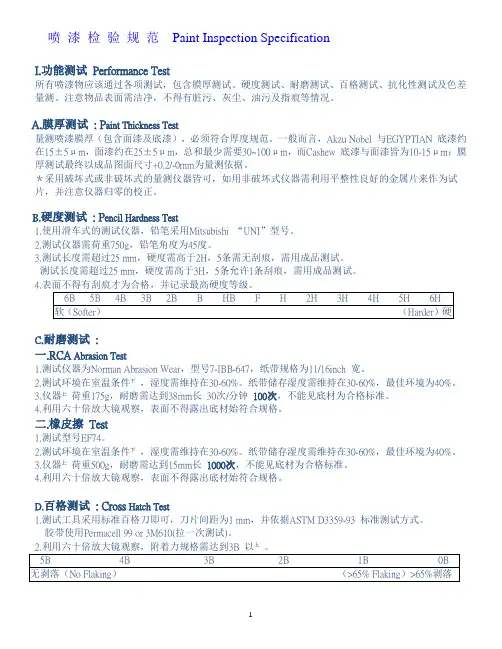
I.功能测试Performance Test所有喷漆物应该通过各项测试,包含膜厚测试、硬度测试、耐磨测试、百格测试、抗化性测试及色差量测。
注意物品表面需洁净,不得有脏污、灰尘、油污及指痕等情况。
A.膜厚测试: P aint Thickness Test量测喷漆膜厚(包含面漆及底漆),必须符合厚度规范。
一般而言,Akzu Nobel 与EGYPTIAN 底漆约在15±5μm,面漆约在25±5μm,总和最少需要30~100μm,而Cashew 底漆与面漆皆为10-15μm;膜厚测试最终以成品图面尺寸+0.2/-0mm为量测依据。
*采用破坏式或非破坏式的量测仪器皆可,如用非破坏式仪器需利用平整性良好的金属片来作为试片,并注意仪器归零的校正。
B.硬度测试: P encil Hardness Test1.使用滑车式的测试仪器,铅笔采用Mitsubishi “UNI”型号。
2.测试仪器需荷重750g,铅笔角度为45度。
3.测试长度需超过25 mm,硬度需高于2H,5条需无刮痕,需用成品测试。
测试长度需超过25 mm,硬度需高于3H,5条允许1条刮痕,需用成品测试。
4.C.耐磨测试:一.RCA Abrasion Test1.测试仪器为Norman Abrasion Wear,型号7-IBB-647,纸带规格为11/16inch 宽。
2.测试环境在室温条件㆘,湿度需维持在30-60%。
纸带储存湿度需维持在30-60%,最佳环境为40%。
3.仪器㆖荷重175g,耐磨需达到38mm长30次/分钟100次,不能见底材为合格标准。
4.利用六十倍放大镜观察,表面不得露出底材始符合规格。
二.橡皮擦Test1.测试型号EF74。
2.测试环境在室温条件㆘,湿度需维持在30-60%。
纸带储存湿度需维持在30-60%,最佳环境为40%。
3.仪器㆖荷重500g,耐磨需达到15mm长1000次,不能见底材为合格标准。
可编辑修改精选全文完整版14种手动工具安全使用规范、要领及注意事项目录一、手动工具安全使用常识 (3)1、手动工具携带安全要领 (3)2、手动工具柄部的安全注意事项 (3)二、手动工具安全规范 (5)1、金属切割工具 (5)(1)錾子 (5)(2)挫刀 (6)(3)手锯 (8)(4)丝锥和扳牙 (9)(5)剪切刀 (11)(6)刮刀 (12)2、木工工具 (13)(1)斧和锛 (13)(2)锯 (14)(3)凿子 (16)(4)羊角锤 (17)3、装配工具 (18)(1)扳手 (18)(2)螺丝刀 (20)(3)手钳 (21)(4)锤子 (22)一、手动工具安全使用常识1、手动工具携带安全要领(1)手工具携带时应放在专用的套带里或工具袋、工具桶中,不要放在衣裤的口袋里,更不要插在腰带上。
(2)对暂时不用的工具,存放位置要得当,安放应平稳,便其不易脱落伤人,不要放在脚手架上,架空的管道及机械的动部件上。
(3)作业人员之间应手递手地传递工具,不要抛掷;传递带锋利刃口的工具时,要把柄部向着接受工具的人。
(4)对于撬棍之类须用肩扛的工具,在携带时要注意前后左右,使之不与其他物体和人员相碰,放下时要稳。
(5)携带有软线的轻便动力工具时,要注意保护好软线,使其远离尖锐物、热源、油或溶剂,以免破坏软线。
2、手动工具柄部的安全注意事项(1)受锤子击打的工具柄部,长期受击打易出现局部碎裂,为此应在如錾子、冲头、岩石钻等柄部端头安装金属箍(青铜环)。
(2)对于需装木柄的手工工具,其木柄应采用有韧性的硬木(如柞木、榆木、胡桃木、槐木、枫木等)制作。
木柄应表面光滑,不应有节疤、裂口和其他缺陷。
(3)木柄与锤头、斧头的连接必须牢靠、坚固,以防使用时木柄折断或锤头飞出,在使用中如发现手柄有松动现象,必须立即楔紧;切不可只靠楔子紧固,木柄与装备孔配合好更重要。
(4)为防止木柄在手中打转、打滑,木柄宜做成椭圆形。
二、手动工具安全规范1、金属切割工具(1)錾子①錾子是錾削用的工具,通常是用碳素钢制作的,不可用高速钢作錾子。

含义及测试方法含义:一般而言是测试对象在经过涂装之后测试其附着度的工具,按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
参考标准:《GBT9286-1998 色漆和清漆漆膜的划痕实验》测试方法:用百格刀在测试样本表面划10×10个(100个)1mm×1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同试验。
百格测试实验条件及标准规定利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,其面漆或电度层被胶带黏起的数量依照百格的百分比:ISO等级:0 =ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落。
ISO等级:1 =ASTM等级:4B在切口的相交处有小片剥落,划格区内实际破损≤5% 。
ISO等级:2 =ASTM等级:3B切口的边缘和/或相交处有被剥落,其面积大于5%~15% 。
ISO等级:3 =ASTM等级:2B沿切口边缘有部分剥落或整大片剥落,或部分格子被整片剥落。
剥落的面积超过15%~35% 。
ISO等级:4 =ASTM等级:1B切口边缘大片剥落/或者一些方格部分或全部剥落,其面积大于划格区的35%~65% 。
ISO等级:5 =ASTM等级:0B在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
依照客户要求B数测试是否通过百格实验,一般手机业界客户要求在4B以上。
正式的话是使用百格刀,横向与纵向各划1刀及型成100各细小方格.如无百格刀利用美工刀也可以. 利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,测试脱落数量。
用划格器在涂层上切出十字格子图形,切口直至基材;用毛刷对角线方向各刷五次,用胶带贴在切口上再拉开;观察格子区域的情况,可用放大镜观察。
油漆附着力标准
油漆附着力标准通常分为10个级别,从1级到10级,1级最好,10级最差。
附着力级别越高,说明油漆对基材的附着力越好。
具体标准如下:
GB/T 1720-1979(1989)漆膜附着力测定法:用专用附着力测定仪在漆膜样板上划圆滚线,按圆滚线划痕范围内漆膜完整程度评定附着力,分为1~7级,1级最好(漆膜完整无损)。
GB/T 5210-1985涂层附着力的测定法---拉开法:用胶粘剂将表面涂漆的专用试样在定中心装置上对接干燥后,以规定的速度(10mm/min),在试样的胶结面上施加垂直、均匀的拉力,以测定涂层间或涂层与底材间附着破坏时所需的力,以kg/c㎡表示。
测定附着力时在拉力试验机上拉开,以产生附着破坏、内聚破坏、胶结破坏为有效。
试验结果用附着力和破坏形式组合表示。
GB/T 9286-1998色漆和清漆漆膜的划格试验:选择10m/m区域,百格刀划1mm2方格100个,使用3M600(20mm)附着牢固并90度迅速拉起。
判定标准:不允许10%脱落,允许5%脱落。
耐磨测试规范:1mm厚,1cm长棉布,加1000g力,行程30cm,摩擦500次。
判定标准:不允许退色,脱落,水泡。
以上回答仅供参考,如果需要详细了解油漆附着力标准,建议查阅相
关文件或咨询专业人士。
文件编号5工艺代号0000作者第 1 页共19 页表面处理检验规范1适用范围本规范适用于电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理的检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 深划痕:镀(膜/塑/漆)层表面划伤,且已伤至底层(即底层已暴露出来);对其它无镀(膜/塑/漆)层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
2.9 凹坑:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.10 凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.11 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.12 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
百格测试标准
百格测试标准
xxxxxXt限公司
产品测试标准
标题百格测试标准编码
制定单位xx课制定日期2010/9/23 运作日期一、目的,为使公司测试标准化,制度化,可追溯性, 特制定此标准二、适用范围, 公司所有烤漆印刷品及客户需求测试之产品
三、测试依据,参考GB-T9286-1998色漆和清漆漆膜的划格试验
四、内容
4-1. 操作步骤,
4.1.1, 用百格刀在烤漆印刷产品表面,纵横各划出11 条划线,划线长度约为
20MM深度以划破漆层为宜。
4.1.2, 用毛刷将划线边缘的漆层粉末或丝状物清除干净。
4.1.3, 准备好长度约为75MM勺3M胶带,型号为610#,。
4.1.4,将3M胶带的一端从百格的最边缘,慢慢平贴在百格上面,然后用手指
轻轻触压, 确保胶带与产品之间无残留气泡。
在产品的其它平面部位, 重复上述测试 2 次。
4.1.5, 压平后, 等待90?30秒,然后左手压住产品,右手捏住胶带的自由端,反
方向约180度迅速撕除3M胶带。
4.1.6, 仔细检查百格上涂层的脱落情况,如果涂层脱落面积在5%以下,
则判定附著性OK否则为NG
核准审核作成
XXXXXXT司
产品测试标准
标题百格测试标准编码
制定单位XX 课制定日期2010/9/23 运作日期
4-2. 判定标准,
每次测试,涂层的脱落面积在5%以下,则附著性判定合格, 否则为不合格。
4-3. 注意事项,
4.3.1, 划线时, 百格刀必须垂直产品表面, 深度以划破漆层为宜。
4.3.2, 若客户有测试要求, 则依据客户指定要求测试。

BYK 百格刀划格器
产品名称:
BYK 划格器
∙
简介:1、用工具在涂层上切出十字格子图形,切口直至底材; 2、用毛刷沿对角方向各刷五次,使用胶带贴在切口上并拉开; 3、使用一个带照明的放大镜检查格子区域; 4、根据划格结果评价标准分级(ISO 等级0-5/ASTM 等级5B-0B) ∙
操作步骤:
1、用工具在涂层上切出十字格子图形,切口直至底材;
2、用毛刷沿对角方向各刷五次,使用胶带贴在切口上并拉开;
3、使用一个带照明的放大镜检查格子区域;
4、根据划格结果评价标准分级(ISO 等级0-5/ASTM 等级5B-0B)
标准规定两刀齿之间的间距: 漆膜厚度小于60μm(2 mils)
刀齿间距1mm 漆膜厚度达到120μm(5 mils) 刀齿间距2mm 漆膜厚度超过120μm(5 mils) 刀齿间距3mm 符合标准:ASTM D3002 D3359
OU1600超声波测厚仪 OU3500涂层测厚仪 OU1300表面粗糙度仪 OU5100超声波探伤仪 OU4000百格测试刀
OUD3电火花检测仪 OU2100里氏硬度计 OU2200里氏硬度计
麦考特G6测厚仪
OU2800巴氏硬度计 OU4200光泽度仪 OU5400黑白密度计 百度一下“沧州欧谱”可以查询价格,请认准“沧州欧谱”谨防假冒
沧州欧谱。
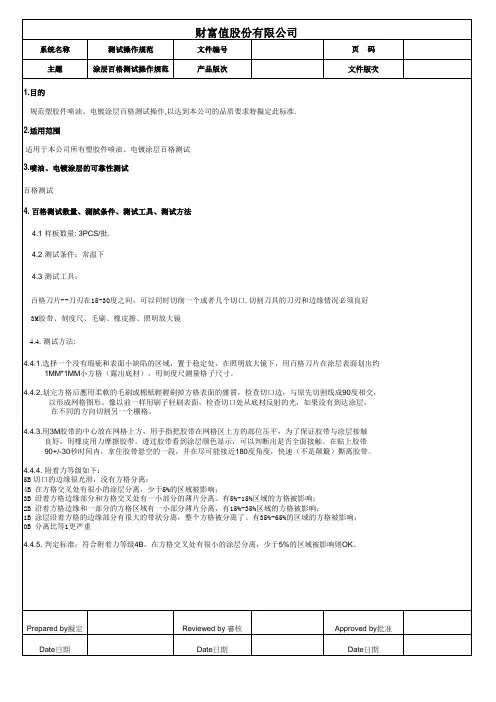
1.0 目的
通过本测试让喷涂产品满足本公司及客户的品质要求,并确保杜绝不合格产品未经检验而直接投入使用。
2.0 范围
适合于电镀喷涂产品的来料检验及制程检验。
3.0 工具
百格到、棉布、3M胶“粘度600”。
4.0 方法
4.1 每个批次检测2~3个产品;
4.2 必须选择完全干透的产品;(自然干24小时,60°C烘两小时)
4.3 将干净的产品放在水平的平面;(产品表面不可有油污、铝屑,灰层)
4.4 选择一个经常触摸的面(正面)用百格刀在其平面上划成一百格1×1mm的
正方形;划格时划痕深度以刚划到油漆与塑胶分界线为标准,划后不可有明显
的油渣高出产品平面或划成油漆起皮的现象。
4.5 将3M胶粘上划好的百格内,用棉布将粘好百格内的气体挤出;
4.6 待3M胶纸粘上产品3分钟后,用力迅速拉起(拉力方向与产品平面成90°角方向),试拉3次;
5.0 判定
5.1判定标准
A) 百格测试:4B(在切口的相交处有小片剥落,面积≤5%)及以上为合格。
5.2 每个批次的允收范围Ac=0,Re 1(Ac表示允收,Re表示拒收).
编制---陆克兴2013-1-5 审核---吴满林2013-1-7 批准—胡相荣2013-1-7 Page 1 of 1。
百格刀附着力测试标准【最新版】目录1.百格刀附着力测试的概述2.百格刀附着力测试的工具和方法3.百格刀附着力测试的标准和等级4.胶带测试方法在百格刀附着力测试中的应用5.百格刀附着力测试的应用领域正文百格刀附着力测试是一种常用的测试方法,用于评估涂层或油墨在基材上的附着力。
在工业生产和产品质量控制中,百格刀附着力测试被广泛应用,以确保产品表面的涂层或油墨能够牢固地粘附在基材上,提高产品的使用寿命和性能。
百格刀附着力测试的工具是百格刀,这是一种特殊的切割工具,刀口宽度约为 10mm~12mm,每 1mm~1.2mm 为间隔,共有 10 格。
在使用百格刀进行附着力测试时,需要在涂层或油墨干燥后,用刀口在涂层上切割成10x10 的正方形,然后在垂直方向上再次切割,形成 100 个方格。
百格刀切割时应该割到见到底材,以确保测试结果准确。
百格刀附着力测试的标准和等级是根据日本工业标准(JIS)制定的。
按照 JIS 标准,百格刀附着力测试分为 1~5 级,级数越高,要求越严格。
当客户规范要求达到第 5 级时,表示涂层或油墨完全不能有脱落现象。
在百格刀附着力测试中,除了使用百格刀进行切割外,还需要用胶带进行测试。
胶带测试方法是将胶带贴在百格位置,用手指压下将胶带紧密贴附,然后迅速撕起胶带,观察涂层或油墨是否有脱落现象。
胶带的选择也很重要,必须指定厂牌和型号,例如 3M 的 Transparent Tape 600。
百格刀附着力测试的应用领域广泛,可用于评估各种涂层或油墨的附着力,如油漆、涂料、油墨等。
通过百格刀附着力测试,可以确保产品表面的涂层或油墨能够牢固地粘附在基材上,提高产品的质量和使用寿命。
总之,百格刀附着力测试是一种重要的测试方法,用于评估涂层或油墨在基材上的附着力。
民法典中的合法权益保护公民人格权法的新进展近年来,我国民法典在合法权益保护领域取得了重要的新进展,特别是在保护公民人格权方面。
在过去,公民的人格权受到一定程度的侵犯,对此缺乏有效的法律保护。
然而,随着民法典的颁布和实施,公民人格权得到了更加全面和有效的保护。
本文将对民法典中合法权益保护公民人格权法的新进展进行探讨。
一、公民人格权的界定与保护公民人格权是指公民享有的与生存、名誉、尊严等相关的合法权益。
它是公民个体的基本权利,也是人类社会关系中的重要价值。
在民法典的规定下,公民人格权得到了明确的界定和保护。
1. 公民人格权的界定民法典第一千二百七十条规定:“自然人享有生命权、身体权、健康权、姓名权、肖像权、名誉权、荣誉权、隐私权,以及其他人格权利,受到法律的保护。
”这一条款明确列举了公民人格权的具体内容,并强调了这些权益受到法律保护的重要性。
2. 公民人格权的保护民法典对于保护公民人格权作出了具体的规定和制度安排。
例如,根据民法典第一千三百六十一条的规定,公民享有对其姓名的自主权,他人不得冒用、侮辱或者变更其姓名。
此外,随着社交媒体的兴起,民法典还规定了对个人的肖像和隐私的保护措施,以防止侵犯公民人格权的行为。
二、新进展:加强合法权益保护的具体措施为了进一步加强合法权益保护,民法典中出台了一系列的具体措施。
这些措施旨在提高合法权益的保护力度,并对侵犯公民人格权的行为进行惩罚。
1. 侵权责任的明确民法典明确规定了侵权行为所引起的民事责任。
根据民法典第一千二百九十一条的规定,侵犯公民人格权的行为要承担民事责任,包括赔偿损失、恢复名誉、消除影响等。
这一条款的出台,进一步强化了对侵权行为的打击力度,有力地保护了公民的人格权益。
2. 公民人格权的赔偿与救济为了弥补侵权行为给公民造成的损失,民法典还规定了公民人格权的赔偿与救济机制。
根据民法典第一千三百一十五条的规定,公民享有侵权行为索赔的权利,包括损害赔偿、精神抚慰金、恢复名誉等。
GB9286-98百格测试标准:1 范围1.1 本标准规定了在以直角网格图形切割涂层穿透至底材时来评定涂层从底材上脱离的抗性的一种试验方法。
用这种经验性的试验程序测得的性能,除了取决于该涂料对上道涂层或底材的附着力外,还取决于其他各种因素。
所以不能将这个试验程序看作是测定附着力的一种方法。
注1:虽然本试验主要规定用于实验室,但也适用于现场试验。
1.2 所规定的方法可用作通过/不通过,或在适宜的场合,可用作一种六级分级试验(见8.3)。
当用于多层涂层体系时,可用来评定该涂层体系中各道涂层从每道其他涂层脱离的抗性。
1.3 本试验可在涂有罩面漆的物体上和/或特制试样上进行。
虽然本试验方法适用于硬质底材(钢)和软质底材(木材和塑料)上的涂料,但这些不同底材需要采用一种不同的试验步骤(见第7章)。
本试验方法不适用于涂膜厚度大于250μm的涂层,也不适用于有纹理的涂层。
注2:当应用于设计成凹凸不平的图案表面的涂层时,该方法所得的结果会有较大的偏差。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1727—92 漆膜一般制备法GB 3186—82(89)涂料产品的取样(neq ISO 1512:1978等)GB/T 9271—88 色漆和清漆标准试板(eqv ISO 1514:1984)GB 9278—88 涂料试样状态调节和试验的温湿度(eqv ISO 3270:1984)GB/T 13452.2—92 色漆和清漆漆膜厚度的测定(eqv ISO 2808:1974)3 需要的补充资料对于任何特定应用而言,本标准中规定的试验方法,需要用补充资料来加以完善。
这些补充资料的项目在附录A中列出。
4 仪器4.1 切割刀具确保切割刀具有规定的形状和刀刃情况良好是特别重要的。
4.1.1 下面列出一些适宜的切割工具,如图1a)和1b)所示:a)单刃切割刀具的刀刃为20°~30 °,以及其他尺寸,如图1a)规定。
产品概述百格测试刀又叫百格测试刀价格、百格测试刀厂家、百格刀标准、百格刀测试仪、百格刀价格、百格刀品牌、百格刀厂家、百格刀测试、附着力检测仪、百格刀测试仪、附着力划格器、拉拔式附着力测试仪、涂层附着力测试仪、附着力测试、百格刀、附着力检测仪、附着力测试标准、附着力、油漆附着力测试、拉力测试仪、涂层附着力测试仪、拉脱法附着力测试仪是用来测量油漆,涂料,防腐层,电镀层粘结在基材的牢固程度的一款仪器。
百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器。
百格刀以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
主要适用于有机涂料划格法附着力的测定。
不仅适用于实验室,也可用于各种条件下的施工现场。
一、产品用途OU4000百格测试刀测试附着力符合标准:GB/T9286-98、ISO2409-72、DIN53151、BS 3900 E6/ASTM D3359 注:产品颜色银灰色.二、产品说明该仪器主要适用于有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件下的施工现场。
三、工作原理和适用范围该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的附著效果。
四、技术指示1、多刃切割刀间距分别:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
4.刀齿间距:1mm/2mm/3mm。
5.漆膜厚度:60um/120um/250um 。
五、操作与使用方法1、试片必须按ISO1514及ISO2828的规定制备。
2、将试片放置在有足够硬度的平板上。
3、手持划格器手柄,使多刃切割刀垂直於试片平面。
4、以均匀压力,平稳不颤动的手法和20-50mm/S的切割速度割划。
5、将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。
頁次第2页共4页名稱:百格刀作業指導書版次A0一・目的:爲規范本儀器的正確操作,特制定本文件二♦範圍:本廠所有烤漆零件均在此範圍內。
三、使用環境及存放溫度:使用環境:10°C〜40°C,相對濕度25%〜80%;存放環境:10°C〜50°C,相對濕度10%〜90%、操作步驟:4.1外觀檢杳要求所晶的樣品爲烤漆制品,在求表面干淨無油污,劃痕,烤漆件最小平面面積爲15mm* 15mm的零件.4.2儀器使用前注意事項421在每次測量前要檢查刀片外觀是否完好,無缺口及損傷,刀片頭是否松動等異常.422用附:件盒內的刷子將被測物表面和刀頭刷干淨後,准備使用.423本儀器是破壞性試驗,在被測物表面劃出刮痕後不可修復. 4.3儀器的使用431右手緊握刀柄,使刀柄保持水平拉一次,會出現劃痕共有十條平行線,要求劃痕要見底材;以同樣的方法再劃一次,使兩次劃痕形成10*10共100 個方格•如下圖所不2 •用刀拉出第二緒劃痕,1 •用百格刀拉出第一個劃痕.、使兩次劃痕垂直.432用小刷子輕輕刷掉百格上的灰塵,把附件中的膠帶(3M 600# )撕開一段約lOOiniii 長,緊貼在100個方格上,用力貼緊,以趕走方格內的空氣爲宜,如下圖:編碼DQ-004-A013434用放大鏡仔細觀察有沒有被膠帶拉掉的塗膜層,如果掉漆的面積超過5%或一個整格塊狀脫落則判定NG '否則判爲0K.如下圖所示.4.3本儀器的□常保養事項:爲了更好的使用百格刀,由使用人在用完後進行保養,保養可分爲以下三步:乩可用無水酒精擦拭機身有油污的地方;b.在使用過程中不能跌落在地板上,刀頭不能受到猛烈的撞擊;c・隨時用完即可將百格刀放在儀器盒內.得隨意亂放.五、參考文件5.1百格刀保養記錄表(DQ-004-A013-F001).5.2百格刀使用說明書.。
主要适用於有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件(大)下的施工现场。
(精)二、工作原理和适用范围
(科)该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,(一)评定涂层从底材分离的附著效果。
(八)三、技术指示
(九)1、多刃切割刀间距分别为:1+0.01mm,2+0.01mm。
(二)2、多刃切割刀齿顶直线度分别为:≯0.003mm≯0.006mm。
(九)3、多刃切割刀工作齿尖宽度:≯0.05mm
(三)四、操作与使用方法
(二)1、试片必须按ISOR1514及ISO2828的规定制备。
(零)2、将试片放置在有足够硬度的平板上。
(八)3、手持划格器手柄,使多刃切割刀垂直於试片平面。
(九)4、以均匀压力,平稳不颤动的手法和20-50mm/S的切割速度割划。
(三)5、将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。
(联)6、用软毛刷刷格阵图形的两边对角线轻轻地向後5次,向前5次的刷试片。
(系)7、试验至少在试片的三个不同位置上完成,如果三个位置的试验结果不同,应在多於三个位置上重复实验,同时记录全部结果。
8、如需更换多刃切割刀,可用螺丝刀将刀体上两个螺丝旋松,换上所用的刀,把刀刃口部位贴向手柄一侧,将螺丝拧紧即可
五、注意事项
1、所有切口应穿透涂层,但切入底材不得太深。
2、如因涂层过厚和硬而不能穿透到底材,则该实验无效,但应在试验报告中说明。
3、测试胶带必须是美国3M公司生产的600-1PK测试专用胶带。
将胶带贴在整个划格上,然後以最小角度撕下,结果可根据漆膜表面被胶落面积的比例来求得。
4、试验应在温度23±2℃和相对湿度50±5%中进行。