慢走丝西部机加工断丝处理办法ppt课件
- 格式:ppt
- 大小:609.00 KB
- 文档页数:6
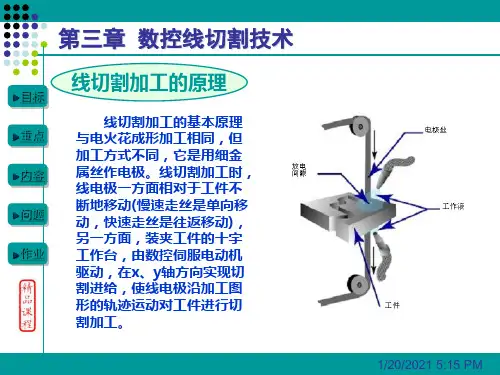
慢走丝线切割加工问题解决方案慢走丝线切割加工问题解决方案数控技术,即采用电脑程序控制机器的方法,按工作人员事先编好的程式对机械零件进行加工的过程。
下面是YJBYS店铺整理的慢走丝线切割加工问题解决方案,希望对你有帮助!1.断丝问题(1)放电状态不佳-----降低P值,如果此值降低幅度较大仍断丝,可考虑降低I值,直至不断丝。
此操作会降低加工效率,如果频繁断丝,请参考以下内容,找出真正导致断丝的原因。
(2)冲液状态不好,如上下喷嘴不能贴面加工,或者开放式加工时。
通常断丝位置在加工区域-----降低P值,并检查上下喷嘴帽是否损坏,如损坏请更换。
(3)导电块磨损严重或太脏,通常断丝位置在导电块附近---旋转或更换导电块,并进行清洗。
(4)导丝部太脏,造成刮丝,通常断丝位置在导丝部附近---清洗导丝部件。
(5)丝张力太大-----调低参数中的丝张力FW,尤其是锥度切割时。
(6)电极丝的类型、工件材料质量问题-----更换电极丝;降低P、I 值,直至不断丝。
(7)废丝桶中的丝溢出,造成短路,通常刚刚启动加工即会断丝-----将与地面接触的废丝放回废丝桶,排除短路。
(8)修切断丝,可能是偏移量不合适,造成修切修不动而断丝----减少偏移量之间的余量。
(9)后部收丝轮处断丝-----检查收丝轮压丝比,标准值为1:1.5 。
(10)导电块冷却水不充分,通常断丝位置在导电块附近-----检查冷却水回路。
(11)去离子水导电率过高,通常断丝位置在加工区域-----若超过标准值10μs,使去离子水循环至标准值或小于标准值后再加工;如仍不能达到标准值,请更换树脂。
(12)去离子水水质差,通常断丝位置在加工区域-----水箱中水出现浑浊或异味,请更换过滤纸芯、水。
(13)丝被拉断,下臂的下陶瓷导轮处有废丝嵌入或运转不灵活-----清理并重新调整安装陶瓷导轮,必要时检查导丝嘴磨损状况并更换。
(14)张力轮抖动过大(运丝不平稳)---用张力计校正丝张力。
慢走丝加工必须掌握的几个基本点线痕原因及对策(光洁度的改善)1: 加工条件及补尝量不恰当对策: 每次加工前必须认真检查加工条件和补尝量是否恰当,2 : 工件有变形对策: 每加工一个部件都要有外孔,防止材料有断痕使工作不稳定导止工件变形3 : 水离子度数值达不到和喷水状态不是很好, 对策: 水离子度不够要更换, 喷嘴有磨损及时更换新的喷嘴4: 导线器太脏或张力是有变动对策: 导丝器要定时清洗, 线割同一部品张力要保持一致.且每刀张力不得太低加工速度慢,易断线原因及对策1: 加工条件使用不当对策: 修改加工条件参数,减弱加工条件再加工2: 喷水状态不佳对策: 检查高压喷水是否打开3: 开合导丝器太脏,导电块线槽太深对策: 清洗导丝器,导电块要移位(导电块放电50个小时要移位)4: 下机头导丝轮没有转动对策: 在加工前要检查下导轮转动是否顺畅,如太脏需要清洗5 : 喷嘴间隙调整不良对策: 喷嘴如贴太近也会引起断线,应调整到恰当位置,(要求是0.1MM)6 : 加工速度慢对策: 检查导电线是否有断, 导丝器, 导电块, 喷嘴是否磨损或太脏, 离子度和喷水是否正常模板加工基本步骤1 确认模板(a: 需精磨b: 与图面相符c: 有无漏孔)2 调校模板(a: 平行度水平度垂直度要保证b;模板必需锁稳)3 加工模板( a: 定位–多孔定位取平均值b: 加工精度检测c; 割连动)4检查模板(a: 记录数值积累经验)线割部件的基本步骤1 看图、选料2 编程、确认3 夹料, 定位、4 设定参数,调整加工5 观察、调整(张力压力线速)6 检查、记录直身切割不均匀的原因及对策:1锥度加工时喷流压力要小2锥度加工可以进行多次3加工前确认电极丝垂直度4清洗导丝模、导头如何提高定位精度1工件的接触面扫干净原因:垂直度不好2张力设成与实际加工时相同3务必进行多次定位,以确认混乱4浸水加工机种需浸水定位5定位接确面越小精度越高。

慢走丝线切割加工工艺及操作技巧1 引言慢走丝线切割机床应用广泛而又重要,在塑料模、精密多工位级进模的生产加工过程中,能保证得到良好的尺寸精度,直接影响模具的装配精度、零件的精度以及模具的使用寿命等。
由于加工工件精度要求高,因此在加工过程中若有一点疏忽,就会造成工件报废,同时也会给模具的制造成本和加工周期带来负面影响。
在从事慢走丝切割机床编程与操作加工过程中,结合多年的生产实践,针对加工过程中所出现的变形问题及遇到的困难,总结了几点工艺处理方法和加工操作方案2 凸模加工工艺凸模在模具中起着很重要的作用,它的设计形状、尺寸精度及材料硬度都直接影响模具的冲裁质量、使用寿命及冲压件的精度。
在实际生产加工中,由于工件毛坯内部的残留应力变形及放电产生的热应力变形,故应首先加工好穿丝孔进行封闭式切割,尽可能避免开放式切割而发生变形。
如果受限于工件毛坯尺寸而不能进行封闭形式切割,对于方形毛坯件,在编程时应注意选择好切割路线(或切割方向)。
切割路线应有利于保证工件在加工过程中始终与夹具(装夹支撑架)保持在同一坐标系,避开应力变形的影响。
夹具固定在左端,从葫芦形凸模左侧,按逆时针方向进行切割,整个毛坯依据切割路线而被分为左右两部分。
由于连接毛坯左右两侧的材料越割越小,毛坯右侧与夹具逐渐脱离,无法抵抗内部残留应力而发生变形,工件也随之变形。
若按顺时针方向切割,工件留在毛坯的左侧,靠近夹持部位,大部分切割过程都使工件与夹具保持在同一坐标系中,刚性较好,避免了应力变形。
一般情况下,合理的切割路线应将工件与夹持部位分离的切割段安排在总的切割程序末端,即将暂停点(Bridge)留在靠近毛坯夹持端的部位。
下面着重分析一下硬质合金齿形凸模的切割工艺处理。
一般情况下,凸模外形规则时,线切割加工常将预留连接部分(暂停点,即为使工件在第1次的粗割后不与毛坯完全分离而预留下的一小段切割轨迹线)留在平面位置上,大部分精割完毕后,对预留连接部分只做一次切割,以后再由钳工修磨平整,这样可减少凸模在慢走丝线切割上的加工费用。
高速走丝线切割机床断丝的解决方法示范文本In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月高速走丝线切割机床断丝的解决方法示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
高速走丝线切割机床适合加工各种复杂形状的冲模及单件齿轮、花键、尖角窄缝类零件,具有速度快、周期短等优点,应用非常普及。
高速走丝的线切割机床的电极丝主要是采用钼丝,电极丝运动速度快通常为8~12米/秒,而且是双向往返循环运行,在加工过程中很容易发生断丝。
如果在切割工件过程中多次断丝,不仅会造成一定的经济损失,而且会带来重新绕丝的麻烦;不仅耽误时间,而且会在工件上产生断丝痕迹,影响加工质量,严重的会造成工件报废。
本文详细的总结了高速走丝线切割机床在工作中经常出现的断丝原因及解决办法:一、钼丝钼丝的松紧程度。
如果钼丝安装太松,则钼丝抖动厉害,不仅会造成断丝,而且由于钼丝的抖动直接影响工件表面粗糙度。
但钼丝也不能安装得太紧,太紧内应力增大,也会造成断丝,因此钼丝在切割过程中,其松紧程度要适当,新安装的钼丝,要先紧丝再加工,紧丝时用力不要太大。
钼丝在加工一段时间后,由于自身的拉伸而变松。
当伸长量较大时,会加剧钼丝振动或出现钼丝在贮丝筒上重叠。
使走丝不稳而引起断丝。
如今,随着慢走丝相对于快走丝的种种优势被人们逐渐发现及认识,加工高精度零件时慢走丝线切割机得到了广泛应用。
电火花线切割按切割速度可分为快走丝和慢走丝,由于快走丝所加工的工件表面粗糙度一般在Ra=1.25~2.5微米范围内,而慢走丝可达Ra=0。
16微米,且慢走丝切割机的固定误差、直线误差和尺寸误差都较快走丝好,所以加工高精度零件时慢走丝线切割机得到了广泛应用。
由于慢走丝是采取线电极连续供丝的方式,即线电极在运动过程中完成加工,因此即使线电极发生损耗,也能连续的予以补充,故能提高零件加工精度,但电火花线切割的断丝却成为这些优势的障碍,解决此问题十分必要。
断丝机理:一般认为断丝主要是由于电火花放电集中引起电极丝温度过高而熔断,这点与检测到的断丝先兆是一致的。
因此从热传导理论研究电极丝的温度分布成为研究断丝机理的主要途径。
研究结果表明:断丝前的热载荷超过平均值;脉冲宽度和丝径大小对丝温的影响大;热对流系数对丝温的影响大,冲液的状态对避免断丝十分重要;焦耳热和丝振的作用可以相对忽略。
对于等能量脉冲电流电源,研究表明断丝有两个重要先兆:1,火花放电频率短时间内突然上升,由于放电频率过高使电极丝局部温度过高,进而导致断丝;2,正常火花几率下降,异常火花几率逐渐上升也是断丝的先兆。
由于丝损上升,电极丝变细最终被拉断。
K.P.Rajurkar等指出加工过程中工件厚度的突变是引起放电集中的主要原因之一。
因此需要在线检测工件厚度的变化,调整相应的工艺参数,控制电极丝的进给速度和放电频率,在不断丝的情况下得到较佳的切割速度。
由于断丝先兆持续时间短,防断丝的实时控制较高,因此控制参数的选择十分重要。
在线切割加工中,脉冲间隔放大,会使放电间隙电蚀产物排除的时间增加,能有效改善放电集中现象,使断丝发生的机会大大降低,因此脉冲间隔成为防断控制的首选控制参数。
一、与电极丝相关的断丝因素1、电极丝材料特性电极丝要求具有良好的放电特性和高抗拉强度,因此选用以含锌量低(10%)的黄铜作内芯,含锌量高的黄铜作涂层的电极丝正好满足线切割的要求。
太全了!慢走丝线切割加工中常见问题及解决方法一、断丝1.放电状态不佳——降低P 值,如果P 值降低幅度较大仍断丝,可考虑降低I 值,直至不断丝。
此操作会降低加工效率,如果频繁断丝,请参考以下内容,找出导致断丝的根本原因。
2.冲液状态不好,如上下喷嘴不能贴面加工,或者开放式加工时,通常断丝位置在加工区域。
——降低P 值,并检查上下喷水嘴是否损坏,如损坏请及时更换。
3.导电块磨损严重或太脏,通常断丝位置在导电块附近。
——旋转或更换导电块,并进行清洗。
4.导丝部太脏,造成刮丝,通常断丝位置在导丝部附近。
——清洗导丝部件。
5.张力太大——调低参数中的丝张力FW,尤其是锥度切割时。
6.电极丝、工件材料质量有问题。
——更换电极丝、降低P和I 值,直至不断丝。
7.废丝桶中的废丝溢出,和机床或者底面接触,造成短路,通常刚刚启动加工就会断丝。
——将溢出的废丝放回废丝桶,并及时清理废丝桶。
8.收丝轮处断丝——检查收丝轮的压丝比,标准值为1:1.5~1.6 。
9.导电块冷却水不充分,通常断丝位置在导电块附近——检查冷却水回路。
10.去离子水导电率过高,通常断丝位置在加工区域——检查水的导电率,如超差,应及时更换树脂。
11.去离子水水质差,通常断丝位置在加工区域。
——水箱中水出现浑浊或异味,或者加入机床的纯净水有问题,应及时清理水箱,更换过滤纸芯。
12.丝被拉断,下机头陶瓷导轮处有废丝嵌入或导轮轴承运转不灵活。
——清理并重新调整安装陶瓷导轮,必要时更换导轮轴承。
13.平衡轮抖动过大,运丝不平稳。
——校正丝速,用张力计校正丝张力。
二、加工速度低1.未按标准工艺加工,上下喷嘴距离工件高于0.1mm——尽可能贴面加工。
2.创建的工艺文件不正确。
——正确输入相关的加工要求,生成合理的工艺文件。
3.修改了加工参数,尤其是降低了P、I 值过多会导致加工速度大幅降低。
——需合理修改放电工艺参数。
4.冲液状态不好,达不到标准冲液压力。
操作图示核准:审核:2014年4月29日8.附右图制表:毛庆剑7.关闭机床电源,清洁机床。
6.加工完成,拆下工件,用除锈剂清洗、风枪吹干净,在工作台放好.
5.用电脑按图纸或调用设计图档编程。
4.装夹要加工的工件(较平、固定好工
件),找准加工中心。
3.对工作台校UV,使锤直块与铜丝的X及
Y方向垂直度较好。
2.让机床空加工1-4分钟,看有无异常。
慢走丝操作说明书
文件编号:MW-SOP-005
版本:A0页次:1/1操作说明图片说明1.先打开稳压器开关,再打开机床电源,确认各显示器、摇控器、稳压器显
示正常,机床导丝轮、上下机头、冷却箱工作正常。
确认显示器、摇控器、
稳压器显示正常,机
床导丝轮、冷却箱。
打开稳压器开关 打开电源开关
机床空加工
装夹工件 拆工件 关闭总电源 校UV 2.电源开关 4. 稳压器 5.机床导丝轮 3.显示器、摇控器
1.稳压器开关 6.校UV 7.装夹工件 8.关闭总电源。