重庆理工大学材料成型第七章
- 格式:ppt
- 大小:452.50 KB
- 文档页数:32
重庆理⼯⼤学材料成型原理试卷及答案重庆理⼯⼤学考试试卷材料成型原理(⾦属塑性成形部分) A 卷共 7 页⼀、填空题(每空1分,共 16 分)1. 塑性成形中的三种摩擦状态分别是:、、。
2. 物体的变形分为两部分:1) , 2) 。
其中,引起变化与球应⼒张量有关,引起变化与偏应⼒张量有关。
3. 就⼤多数⾦属⽽⾔,其总的趋势是,随着温度的升⾼,塑性。
4. 钢冷挤压前,需要对坯料表⾯进⾏润滑处理。
5. 在平⾯的正应⼒称主应⼒。
该平⾯特点,主应⼒的⽅向与主剪应⼒⽅向的夹⾓为或。
剪应⼒在平⾯为极值,该剪应⼒称为:。
6. 根据变形体的连续性,变形体的速度间断线两侧的法向速度分量必须。
⼆、下列各⼩题均有多个答案,选择最适合的⼀个填于横线上(每空1分,共13分)⼀般⽽⾔,接触⾯越光滑,摩擦阻⼒会越⼩,可是当两个接触表⾯⾮常光滑时,摩擦阻⼒反⽽提⾼,这⼀现象可以⽤哪个摩擦机理解释。
A、表⾯凹凸学说;B、粘着理论;C、分⼦吸附学说计算塑性成形中的摩擦⼒时,常⽤以下三种摩擦条件,在热塑性变形时,常采⽤哪个。
A、库伦摩擦条件;B、摩擦⼒不变条件;C、最⼤摩擦条件下列哪个不是塑性变形时应⼒—应变关系的特点。
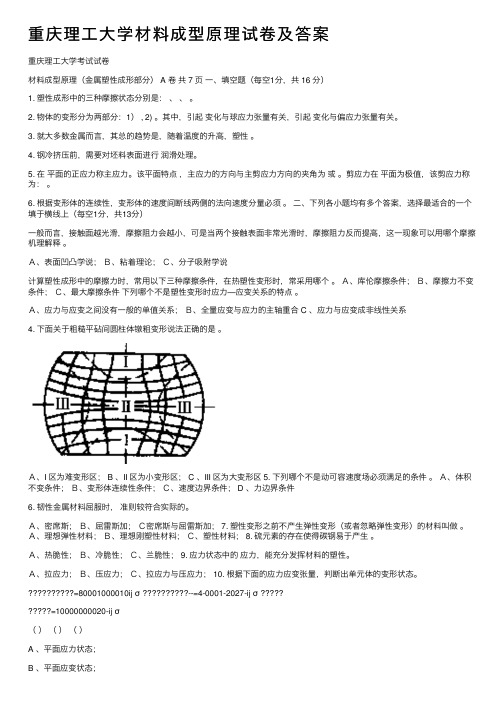
A、应⼒与应变之间没有⼀般的单值关系;B、全量应变与应⼒的主轴重合 C 、应⼒与应变成⾮线性关系4. 下⾯关于粗糙平砧间圆柱体镦粗变形说法正确的是。
A、I 区为难变形区; B 、II 区为⼩变形区; C 、III 区为⼤变形区 5. 下列哪个不是动可容速度场必须满⾜的条件。
A、体积不变条件;B、变形体连续性条件;C、速度边界条件; D 、⼒边界条件6. 韧性⾦属材料屈服时,准则较符合实际的。
A、密席斯;B、屈雷斯加;C密席斯与屈雷斯加; 7. 塑性变形之前不产⽣弹性变形(或者忽略弹性变形)的材料叫做。
A、理想弹性材料;B、理想刚塑性材料;C、塑性材料; 8. 硫元素的存在使得碳钢易于产⽣。
A、热脆性;B、冷脆性;C、兰脆性; 9. 应⼒状态中的应⼒,能充分发挥材料的塑性。

重庆理工大学材料成型技术基础试题(9)班级学号姓名考试科目材料成型技术基础卷共页一、概念题(本大题共5小题,每小题3分,共15分)1、铸件的缩孔和缩松2、金属冷变形3、金属的可锻性4、低压铸造5、摩擦焊二、填空(每空1分,共15分)1、低压铸造的工作原理与压铸的不同在于()。
2、金属型铸造采用金属材料制作铸型,为保证铸件质量需要在工艺上常采取的措施包括:()、()、()、()。
3、球墨铸铁的强度和塑性比灰铸铁(),铸造性能比灰铸铁()。
4、铸造应力的种类有()()和()。
5、预锻模膛与终锻模膛不同在于()。
6、按组织变化特性,焊接热影响区可分为()、()、()。
7、埋弧焊可用的焊接电流比手弧焊大得多,所以埋弧焊效率比手弧焊的()。
三、判断题(在错误处划线并在线下面改正,本大题共10小题,每小题1.5分,共15分)1、化学成分是影响铸铁组织和性能的唯一因素。
()2、铸件的最小壁厚主要是依据合金流动性来确定的。
()3、钢锭经过扎制形成的纤维组织(流线)可以用热处理来消除。
()4、当合金的化学成分和铸件的结构一定时,浇注温度是控制合金充型能力的因素之一。
()5、熔模铸造和压力铸造均可铸造出形状复杂的薄壁铸件。
这是保持一定工作温度的铸型提高了合金充型能力所致。
()6、金属经过冷塑变形后,金属的刚性明显下降。
()7、焊接结构钢构件时,选用焊条的原则是使焊缝金属与母材金属的强度相等。
()8、钎焊的焊接温度低,故钎焊只能用来焊接熔点低的金属材料。
()9、与低碳钢相比,中碳钢含碳量较高。
具有较高的强度,故可焊接较好。
()10、气体保护焊的保护气体完全可以代替焊条药皮的作用。
()四、选择题(本大题共15小题,每小题1分,共15分)1、对零件图上不要求加工的孔、槽,可铸出尺寸为():A.30~50B.15~20C.12~15D.无论大小2、机器造型工艺特点为():A.环芯两箱造型B.模板两箱造型C.无芯三箱造型D.无箱造型3、大口径的煤气管道多用球墨铸铁,使用()法。

重庆理工大学材料成型技术基础试题(9)班级学号姓名考试科目材料成型技术基础卷共页一、概念题(本大题共5小题,每小题3分,共15分)1、铸件的缩孔和缩松2、金属冷变形3、金属的可锻性4、低压铸造5、摩擦焊二、填空(每空1分,共15分)1、低压铸造的工作原理与压铸的不同在于()。
2、金属型铸造采用金属材料制作铸型,为保证铸件质量需要在工艺上常采取的措施包括:()、()、()、()。
3、球墨铸铁的强度和塑性比灰铸铁(),铸造性能比灰铸铁()。
4、铸造应力的种类有()()和()。
5、预锻模膛与终锻模膛不同在于()。
6、按组织变化特性,焊接热影响区可分为()、()、()。
7、埋弧焊可用的焊接电流比手弧焊大得多,所以埋弧焊效率比手弧焊的()。
三、判断题(在错误处划线并在线下面改正,本大题共10小题,每小题1.5分,共15分)1、化学成分是影响铸铁组织和性能的唯一因素。
()2、铸件的最小壁厚主要是依据合金流动性来确定的。
()3、钢锭经过扎制形成的纤维组织(流线)可以用热处理来消除。
()4、当合金的化学成分和铸件的结构一定时,浇注温度是控制合金充型能力的因素之一。
()5、熔模铸造和压力铸造均可铸造出形状复杂的薄壁铸件。
这是保持一定工作温度的铸型提高了合金充型能力所致。
()6、金属经过冷塑变形后,金属的刚性明显下降。
()7、焊接结构钢构件时,选用焊条的原则是使焊缝金属与母材金属的强度相等。
()8、钎焊的焊接温度低,故钎焊只能用来焊接熔点低的金属材料。
()9、与低碳钢相比,中碳钢含碳量较高。
具有较高的强度,故可焊接较好。
()10、气体保护焊的保护气体完全可以代替焊条药皮的作用。
()四、选择题(本大题共15小题,每小题1分,共15分)1、对零件图上不要求加工的孔、槽,可铸出尺寸为():A.30~50B.15~20C.12~15D.无论大小2、机器造型工艺特点为():A.环芯两箱造型B.模板两箱造型C.无芯三箱造型D.无箱造型3、大口径的煤气管道多用球墨铸铁,使用()法。

一、1落料和冲孔:落料和冲孔又称冲裁,是使坯料按封闭轮廓分离。
落料是被分离的部分为所需要的工件,而留下的周边是废料;冲孔则相反。
2 焊接:将分离的金属用局部加热或加压,或两者兼而使用等手段,借助于金属内部原子的结合和扩散作用牢固的连接起来,形成永久性接头的过程。
3顺序凝固:是采用各种措施保证铸件结构各部分,从远离冒口的部分到冒口之间建立一个逐渐递增的温度梯度,实现由远离冒口的部分最先凝固,在向冒口方向顺序凝固,使缩孔移至冒口中,切除冒口即可获得合格零件的铸造工艺同时凝固:是指采取一些工艺措施,使铸件个部分温差很小,几乎同时进行凝固获得合格零件的铸造工艺4.缩孔、缩松液态金属在凝固过程中,由于液态收缩和凝固收缩,因而在铸件最后凝固部位出现大而集中的孔洞,这种孔洞称为缩孔,而细小而分散的孔洞称为分散性缩孔,简称缩松。
5.直流正接:将焊件接电焊机的正极,焊条接其负极;用于较厚或高熔点金属的焊接。
直流反接:将焊件接电焊机的负极,焊条接其正极;用于轻薄或低熔点金属的焊接。
6 自由锻造:利用冲击力或压力使金属材料在上下两个砧铁之间或锤头与砧铁之间产生变形,从而获得所需形状、尺寸和力学性能的锻件的成形过程。
模型锻造:它包括模锻和镦锻,它是将加热或不加热的坯料置于锻模模膛内,然后施加冲击力或压力使坯料发生塑性变形而获得锻件的锻造成型过程。
7.钎焊:利用熔点比钎焊金属低的钎料作填充金属,适当加热后,钎料熔化将处于固态的焊件连接起来的一种方法。
8.金属焊接性:金属在一定条件下,获得优质焊接接头的难易程度,即金属材料对焊接加工的适应性。
9,粉末冶金:是用金属粉末做原料,经压制后烧结而制造各种零件和产品的方法。
二、1、铸件中可能存在的气孔有侵入气孔、析出气孔、反应气孔三种。
2、金属粉末的基本性能包括成分、粒径分布、颗粒形状和大小以及技术特征等。
3、砂型铸造常用的机器造型方法有震实造型、微震实造型、高压造型、抛砂造型等。
(一)凝固理论部分一、填空题和名词解释(30分)1.液态金属的结构可概括为近程有序,远程无序。
实际金属液中存在能量、浓度、构(相)三种起伏。
2.纯金属的液态结构是由原子集团、游离原子、空穴或裂纹组成的。
3.溶质元素对液态金属表面张力的影响分为两大类,提高表面张力的溶质元素叫非表面活性元素,使表面张力降低的溶质元素叫表面活性元素。
4.流变铸造是金属(合金)在凝固温度区间给以强烈搅拌,破碎枝晶,使其形态发生变化,由枝晶经梅花状最终变为团粒状。
5.金属及合金的结晶包括形核和长大两个过程,完成这两个过程需要热力学过冷度和动力学过冷度两种过冷度。
6.依靠液态金属(合金)内部自身的结构自发地形核,称为均质形核。
依靠外来夹杂所提供的异质界面非自发地形核,称为异质形核,或非均质形核。
7.界面前沿液体中的温度条件有正温度梯度和负温度梯度两种,对纯金属而言,晶体的宏观生长方式有平面生长和树枝状生长,而无胞状生长。
8.固-液界面的微观结构(几个原子层范围内)分为粗糙界面和光滑(平整)界面两类。
纯金属晶体的微观生长方式有晶体的连续(垂直)生长、二维生长和从缺陷处生长。
9.铸件凝固时间“折算厚度法则”公式为t=R2/K2,其中K为凝固系数,R为折算厚度(铸件模数)。
由于折算厚度法则考虑到了铸件形状这个因素,所以它更接近实际。
10.液态金属凝固过程中的液体流动主要包括自然对流和强迫对流。
自然对流是由浮力流和凝固收缩引起的流动。
液体在枝晶间的流动驱动力来自三个方面,即凝固时的收缩、液体成分变化引起的密度改变和液体和固体冷却时各自收缩。
11.成分过冷:由固-液界面前方溶质的再分配引起的过冷,称为成分过冷。
热过冷:金属凝固时所需要的过冷度,若完全由热扩散控制,这样的过冷称为热过冷。
12.成分过冷的判据式是:G L/R<m L C0(1-k)/D L k,当G L/R≥m L C0(1-k)/D L k时,合金界面前沿无成分过冷,此时界面以平面方式生长;当G L/R<m L C0(1-k)/D L k时合金界面前沿有成分过冷,此时界面以胞状方式或树枝状方式生长。

重庆理工大学材料成型技术基础试题重庆理工大学材料成型技术基础试题(9)班级学号姓名考试科目材料成型技术基础卷共页一、概念题(本大题共5小题,每小题3分,共15分)1、铸件的缩孔和缩松2、金属冷变形3、金属的可锻性4、低压铸造5、摩擦焊二、填空(每空1分,共15分)1、低压铸造的工作原理与压铸的不同在于()。
2、金属型铸造采用金属材料制作铸型,为保证铸件质量需要在工艺上常采取的措施包括:()、()、()、()。
3、球墨铸铁的强度和塑性比灰铸铁(),铸造性能比灰铸铁()。
4、铸造应力的种类有()()和()。
5、预锻模膛与终锻模膛不同在于()。
6、按组织变化特性,焊接热影响区可分为()、()、()。
7、埋弧焊可用的焊接电流比手弧焊大得多,所以埋弧焊效率比手弧焊的()。
三、判断题(在错误处划线并在线下面改正,本大题共10小题,每小题1.5分,共15分)1、化学成分是影响铸铁组织和性能的唯一因素。
()2、铸件的最小壁厚主要是依据合金流动性来确定的。
()3、钢锭经过扎制形成的纤维组织(流线)可以用热处理来消除。
()4、当合金的化学成分和铸件的结构一定时,浇注温度是控制合金充型能力的因素之一。
()5、熔模铸造和压力铸造均可铸造出形状复杂的薄壁铸件。
这是保持一定工作温度的铸型提高了合金充型能力所致。
()6、金属经过冷塑变形后,金属的刚性明显下降。
()7、焊接结构钢构件时,选用焊条的原则是使焊缝金属与母材金属的强度相等。
()8、钎焊的焊接温度低,故钎焊只能用来焊接熔点低的金属材料。
()9、与低碳钢相比,中碳钢含碳量较高。
具有较高的强度,故可焊接较好。
()10、气体保护焊的保护气体完全可以代替焊条药皮的作用。
()四、选择题(本大题共15小题,每小题1分,共15分)1、对零件图上不要求加工的孔、槽,可铸出尺寸为():A.30~50B.15~20C.12~15D.无论大小2、机器造型工艺特点为():A.环芯两箱造型B.模板两箱造型C.无芯三箱造型D.无箱造型3、大口径的煤气管道多用球墨铸铁,使用()法。
重庆理工大学材料成型原理09考试试卷A-答案重庆工学院考试试卷(A)(答案)一、填空题(每空1分,共34 分)1、液态金属或合金中一般存在起伏和起伏,其中在一定过冷度下,临界核心由相(或结构)起伏提供,临界生核功由能量起伏提供。
2、铸造合金从浇注温度冷却到室温一般要经历和固态收缩三个收缩阶段。
3、铸件宏观凝固组织一般包括部等轴晶区三个不同形态的晶区。
4、铸件中的成分偏析按范围大小可分为5、对于溶质平衡分配系数K0<1时,K0 越小,最终凝固组织的成分偏析越严重。
因此,常将O1- K0O称为“偏析系数”。
6、根据固液两相区的宽度,可将凝固过程分为与。
7、液固界面可以分为与。
8、晶体长大方式包括和(侧面长大)。
9、合理地控制浇注工艺和冷却条件包括和的控制。
10、防止铸造产生缩孔和缩松的凝固方式有和。
11、铸造过程中产生的铸造应力包括、、。
12、塑性成形中的三种摩擦状态分别是:干摩擦、流体摩擦、边界摩擦。
13、对数应变的特点是具有真实性、可靠性和可加性。
14、就大多数金属而言,其总的趋势是,随着温度的升高,塑性增加。
15、钢冷挤压前,需要对坯料表面进行磷化、皂化润滑处理。
二、下列各小题均有多个答案,选择最适合的一个填于横线上(每空1分,共8分)1. 塑性变形时,工具表面的粗糙度对摩擦系数的影响工件表面的粗糙度对摩擦系数的影响。
A、大于;B、等于;C、小于;2. 塑性变形时不产生硬化的材料叫做。
A、理想塑性材料;B、理想弹性材料;C、硬化材料;3. 用近似平衡微分方程和近似塑性条件求解塑性成形问题的方法称为。
A、解析法;B、主应力法;C、滑移线法;4. 韧性金属材料屈服时,准则较符合实际的。
A、密席斯;B、屈雷斯加;C密席斯与屈雷斯加;5. 硫元素的存在使得碳钢易于产生。
A、热脆性;B、冷脆性;C、兰脆性;6. 应力状态中的应力,能充分发挥材料的塑性。
A、拉应力;B、压应力;C、拉应力与压应力;7. 平面应变时,其平均正应力mB 中间主应力2。
综合课程设计大纲(高分子材料与工程)开课单位:材料科学与工程学院开课学期:第4学年秋季学期学分:4学分学时:64学时(4周)适用专业:高分子材料与工程(0904)一、课程设计的目的与意义本课程设计是在学生完成基础课、技术基础课和大部分专业课学习后的一个教学环节,是培养学生应用已学到的理论知识来解决实际工程问题的一次训练。
在学习了塑料成型模具课程后,为了将所学的理论应用于实践,通过典型塑料模具的设计,深刻理解塑料成型模具设计原理和模具各系统的结构,使学生对塑料模具的认识上升一个台阶。
二、课程设计的内容课程设计内容包括:零件成形工艺、模具设计、设计说明书。
具体设计内容如下:(1)制品设计(工艺性分析、材料选择等);(2)模具型腔数的确定与成型机的选择;(3)模具主体型式的确定;(4)型腔的布置;(5)浇口及流道设计;(6)模具温度控制系统的设计;(7)脱模机构设计与导向装置设计;(8)标准模架的选用;(9)排气系统设计;(10)模具专用钢的选择;(11)绘制模具总装图及所有非标准件零件图;(12)成型零件尺寸计算、模具刚度强度计算及撰写设计说明书。
三、课程设计的方式采用相对集中方式,学生个人在教师指导下独立完成设计。
四、课程设计的基本要求1、每名指导教师指导学生人数不得超过20名,要求明确题目。
2、指导教师应坚守岗位,每天至少与学生见面一次。
3、学生因特殊原因请假须履行手续,凡未请假或未获批准擅自离岗者,均按旷课处理。
4、课程设计的重点是模具的结构设计。
要求零件成形工艺设计基本合理、模具结构正确。
同时在设计中尽可能考虑模具维修、安装、操作方便问题。
5、说明书主体内容包括:工艺分析、理论计算,设计方案;对每副模具的结构设计阐述设计思想、结构和必要的计算;选择生产设备;至少对两个工作零件制定制造工艺;设计小结(设计特点及补充说明,比较分析,个人体会等)。
五、课程设计成绩的评定1、按优、良、中、及格、不及格五个等级评定成绩。
重庆工学院考试试卷(B)一、填空题(每空2分,共40分)1.液态金属本身的流动能力主要由液态金属的、和等决定。
2.液态金属或合金凝固的驱动力由提供。
3.晶体的宏观生长方式取决于固液界面前沿液相中的温度梯度,当温度梯度为正时,晶体的宏观生长方式为,当温度梯度为负时,晶体的宏观生长方式为。
5.液态金属凝固过程中的液体流动主要包括和。
6.液态金属凝固时由热扩散引起的过冷称为。
7.铸件宏观凝固组织一般包括、和三个不同形态的晶区。
8.内应力按其产生的原因可分为、和三种。
9.铸造金属或合金从浇铸温度冷却到室温一般要经历、和三个收缩阶段。
10.铸件中的成分偏析按范围大小可分为和二大类。
二、下列各小题均有多个答案,选择最适合的一个填于横线上(每空1分,共9分)。
1.塑性变形时,工具表面的粗糙度对摩擦系数的影响工件表面的粗糙度对摩擦系数的影响。
A、大于;B、等于;C、小于;2.塑性变形时不产生硬化的材料叫做。
A、理想塑性材料;B、理想弹性材料;C、硬化材料;3.用近似平衡微分方程和近似塑性条件求解塑性成形问题的方法称为。
A、解析法;B、主应力法;C、滑移线法;4.韧性金属材料屈服时,准则较符合实际的。
A、密席斯;B、屈雷斯加;C密席斯与屈雷斯加;5.塑性变形之前不产生弹性变形(或者忽略弹性变形)的材料叫做。
A、理想弹性材料;B、理想刚塑性材料;C、塑性材料;6.硫元素的存在使得碳钢易于产生。
A、热脆性;B、冷脆性;C、兰脆性;7.应力状态中的应力,能充分发挥材料的塑性。
A、拉应力;B、压应力;C、拉应力与压应力;8.平面应变时,其平均正应力 m中间主应力 2。
A、大于;B、等于;C、小于;9.钢材中磷使钢的强度、硬度提高,塑性、韧性。
A、提高;B、降低;C、没有变化;三、判断题(对打√,错打×,每题1分,共7分)1.合金元素使钢的塑性增加,变形拉力下降。
()2. 合金钢中的白点现象是由于夹杂引起的。
()3 . 结构超塑性的力学特性为m=,对于超塑性金属m =0.02-0.2。