镍基合金焊接材料(参考模板)
- 格式:doc
- 大小:78.50 KB
- 文档页数:8
镍及镍基合金焊材选用镍是一种用途广泛的重要有色金属,具有熔点高﹑耐腐蚀性好﹑力学性能优良等特性。
镍基合金是含镍量大于50%并含有多良其他元素的合金,镍基比铁基能固熔更多的合金元素,所以镍基合金不但保持了镍的良好特性,有兼有合金化组分的良好特性,既可耐高温,又可耐腐蚀。
工程上将其分为两大合金类型,即耐热用镍基合金(有称高温合金)和耐腐蚀用镍基合金。
前者主要用于航空﹑航天等高温工作构件;后者则用于化学﹑石油﹑核工业等苛刻腐蚀环境。
⑴镍基高温合金:它是以镍﹑铬固熔体为基体并天家多种合金元素进行固熔强化而得到的合金。
焊接结构常用的镍基高温合金的强化机制分为固熔强化和时效沉淀强化两大类。
固熔强化是加入Cr﹑Co ﹑W﹑Mo﹑Nb﹑Ta等元素,以提高原子间结合力,产生点阵畸变,阻止位错运动,提高再结晶度等来强化固熔体。
这类合金具有优良的抗氧化性,塑性较高,易于焊接,但热强性相对较低。
时效强化是在固熔强化的基础上,天家较多的Al﹑Ti﹑Nb﹑Ta等元素,他们与镍结合成共格稳定﹑成分复杂的金属间化合物,使合金的热强性大大提高。
但是,Al﹑Ti﹑Nb等元素的加入使焊接性变差,故这类元素的加入总量宜限制在6%以下。
固熔强化和时效强化的形变镍基高温合金牌号有30个左右,如GH3030(Ni-20Cr-0.25Ti)﹑GH4033(Ni-20Cr-2.5Ti-0.8Al)等。
焊接时有可能产生凝固﹑液化裂纹或应变时效裂纹,Al﹑Ti等时效强化元素越多,裂纹敏感性越大。
⑵镍基耐蚀合金:为提高镍基耐蚀合金的耐腐蚀性能,也加入Cr﹑W﹑Mo等合金元素;且要求碳量越低越好;Ti﹑Nb等含量较低,主要作用是抑制碳的有害影响,以提高耐腐蚀性能,这均是与高温合金的重要区别。
我国的耐腐蚀合金牌号标准见GB/T15007-1994。
镍基耐腐蚀合金也有固熔和沉淀两种强化方式,但成分类型与镍基高温合金不同,有如下几种类型;Ni系,近于纯镍,如Ni200等;Ni-Cu系,如蒙乃尔(monel)400(66Ni31Cu);Ni-Cr系和Ni-Cr-Fe系,如因康镍(Inconel)600(76Ni15Cr8Fe)﹑因康镍718(53Ni19Cr3Mo5Nb18Fe);Ni-Fe-Cr系,如因康洛依(Incoloy)800(32Ni46Fe21Cr);Ni-Mo 系和Ni-Cr-Mo系,如哈斯特洛依(Hastelloy) C (64Ni16Cr16Mo4W);Ni-Cr-Mo-Cu系,含Cu在3%以上。

镍基合金焊接材料镍及镍合金焊条产品名称:镍及镍基合金焊材产品说明:Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≤0.03 Mn 0.6-1.1 Si≤1Ni≥92Fe≤0.5 Ti 0.7-1.2 Nb 1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T:ENi-0 相当于AWS:ENi-1说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≈0.04Mn≈1.5Ni≥92Fe≈3Ti≈0.5Nb≈1S≤0.015P≤0.015Ni202镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5 S≤0.015 P≤0.02Al≤0.75 Cu余量Ni207镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5S≤0.015P≤0.02 Cu余量Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0有良好的抗裂性,采用直流反接。
1.1Inconel600镍基合金焊接方案本工程中有Inconel600镍基合金管道36.8m,数量不多,但焊接要求严格。
由于气化装置是把煤转化水煤气等过程,整个系统是在较高温度和压力下操作,工艺介质中含有CO、CO2、H2S、H2、COS、NH2等可燃性、有毒介质,所以对管道材质要求较高。
因此,我们特编写了镍合金管道的焊接方案,具体施工时将根据设计说明及技术要求再对本方案进一步的修改和补充。
1.1.1编制依据:1) 《青海中浩60万吨/年甲醇项目建筑安装工程施工招标文件》;2)《石油化工鉻镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3525-199;3)《现场设备、工业管道焊接工程施工验收规范》GB50236-1998;4)《石油化工剧毒、可然介质管道工程施工及验收规范》SH3501。
1.1.2材料验收焊接材料应有出厂质量证明书,其中焊条应符合《镍及镍合金焊条》GB/T13814的规定,焊丝应符合《镍及镍合金焊丝》GB/T15620的规定。
焊接材料应进行验收。
验收合格后,应作好标示,入库储存。
焊接材料的储存、保管应符合下列规定:焊材库必须干燥通风,库房内不得有有害气体和腐蚀介质。
焊接材料应存放在架子上,架子离地面的高度和墙壁的距离均不得小于300mm。
焊接材料应按种类、牌号、批号、规格和入库时间分类放置,并应有标示。
焊材库内应设置温度计和湿度计,保持库内温度不抵于5℃,相对湿度不大于60%。
焊接用的氩气纯度不应低于99.6%。
1.1.3焊前准备管子切割及坡口加工宜采用机械方法,若采用等离子切割,应清理其加工面。
坡口加工后应进行外观检查,坡口表面不得有裂纹、分层等缺陷。
若设计要求对坡口表面进行无损检测时,应按设计规定执行,若设计无规定时,下列管子及管件的坡口应进行渗透检测,如有缺陷及时清除:1)锻造管;2)用于毒性程度为极度危害介质的管子与管件;3)用于设计压力等于或大于10Ma的管子与管件。
镍基合金INCONEL 625的焊接引言:在石油化工建设工程中,常会遇到镍基合金这种材料,因这种材料具有耐活泼性气体、耐苛性介质、耐还原性酸介质腐蚀的良好性能,又具有强度高、塑性好、可冷热变形和可加工成型及可焊接的特点,广泛应用于石油化工中。
例如:在安徽铜陵六国化工合成氨装置气化工段中,就有这种材料,它的具体名称为INCONEL 625,用于输送氧气介质。
关键词:镍基合金焊接热裂纹1 镍基合金INCONEL 625的化学成分及对焊接性能的影响为了研究INCONEL 625的焊接,我们有必要对这种材料的化学成分进行了解。
镍基合金INCONEL 625的化学成分见表1:在Ni中添加Al、Cr、Fe、Mo、Ti能引起较强的固溶强化,Mo可改善镍基合金的高温强度,Nb 则可以稳定组织,细化晶粒,改善材料性能,Cr在Ni中的固溶范围约为35%~40%,而Mo在Ni中的固溶范围大约为20%。
Cr、Mo等合金材料的添加不但增加其耐蚀性,而且对材料的焊接性能没有不利影响。
添加Ti、Mn、Nb则可提高材料的抗热裂纹和减少气孔。
Si在钢中是脱氧剂和抗氧化剂。
而C的含量很小,因Ti和Nb的存在一般不会产生晶间腐蚀。
镍基合金的焊接性对S则较为敏感,S不溶于Ni,在焊接凝固时可形成低熔点的共晶体,易产生热裂纹。
P在镍基合金中也会增加裂纹的敏感性。
2 镍基合金INCONEL 625的焊接特点2.1 焊接热裂纹镍基合金INCONEL 625在焊接时具有较高的热裂纹敏感性。
热裂纹分为结晶裂纹、液化裂纹和高温失塑裂纹。
结晶裂纹最容易发生在焊道弧坑,形成火口裂纹。
结晶裂纹多半沿焊缝中心线纵向开裂。
液化裂纹则易出现在紧靠融合线的热影响区中,有的还出现在多层焊的前层焊缝中。
高温失塑裂纹既可能出现在热影响区中,也可能发生在焊缝中。
各种热裂纹有时是宏观裂纹,或宏观裂纹伴随微观裂纹,也有时仅仅是微观裂纹。
热裂纹发生在高温状态,常温下不再扩展。
nicrfe-2焊丝成分焊丝是焊接中常用的辅助材料,主要用于提供熔化电弧所需的熔化金属,形成焊接接头。
NICRFE-2焊丝是一种常用的镍基合金焊丝,主要用于焊接高温合金以及特种钢材。
下面将就NICRFE-2焊丝的成分及相关参考内容进行论述。
NICRFE-2焊丝的成分主要包括镍(Ni)、铬(Cr)、铁(Fe)以及其他微量元素。
以下是常见的NICRFE-2焊丝成分及其相关参考内容:1. 镍(Ni):镍是NICRFE-2焊丝的主要成分,一般含量在45-55%之间。
镍具有良好的耐腐蚀性和高温强度,可提高焊缝的耐腐蚀性和机械性能。
2. 铬(Cr):铬是NICRFE-2焊丝的另一重要成分,一般含量在18-23%之间。
铬能够增加焊缝的抗氧化性能和耐腐蚀性,提高焊缝的使用寿命。
3. 铁(Fe):铁是焊丝的基本成分,一般含量在余量。
它是焊接过程中的基体金属,能够提供足够的强度和韧性。
4. 其他微量元素:除了镍、铬、铁外,NICRFE-2焊丝还含有少量的其他元素,如锰(Mn)、钼(Mo)、硅(Si)等。
这些元素的存在可以改善焊缝的机械性能和抗腐蚀性能。
根据以上成分,可以参考以下相关内容:1. 《焊接材料手册》:该手册详细介绍了各种焊接材料的成分、性能以及适用范围。
可以查阅其中关于镍基合金焊丝的章节,了解NICRFE-2焊丝的成分及其在焊接中的应用。
2. 《焊接工艺与设备手册》:该手册介绍了焊接工艺中的各种设备和材料,以及焊接参数的选择和控制。
可以查阅其中关于镍基合金焊丝的章节,了解NICRFE-2焊丝的特点、用途以及推荐的焊接工艺参数。
3. 《材料科学与工程》学术期刊:该学术期刊发布了许多有关合金材料和焊接技术的研究成果。
可以搜索镍基合金焊丝的相关文章,了解NICRFE-2焊丝的成分分析、微观组织及其对焊接接头性能的影响等方面的研究内容。
4. 焊接设备供应商的产品手册:许多焊接设备供应商都提供了关于焊接材料的详细说明,包括成分、特性以及适用范围等。
耐腐蚀镍基合金焊接及加工指南英文回答:Corrosion-resistant nickel-based alloys are widely used in various industries due to their excellent resistance to corrosion and high-temperature performance. However, welding and processing these alloys can be challenging due to their unique properties. In this guide, I will provide some tips and recommendations for welding and processing corrosion-resistant nickel-based alloys.1. Pre-welding considerations:Before starting the welding process, it is essential to consider some factors to ensure successful welds. These factors include:Cleaning: Thoroughly clean the base metal and filler material to remove any contaminants, such as oil, grease, or oxides. This can be done using solvents, wire brushes,or chemical cleaning methods.Preheating: Preheating the base metal can help reduce thermal stresses and improve the weldability of the alloy. The preheating temperature will depend on the specific alloy being used.Joint design: Proper joint design is crucial for achieving strong and durable welds. Consider factors like joint type, groove angle, and filler material selection to ensure a sound weld joint.2. Welding techniques:Several welding techniques can be used for corrosion-resistant nickel-based alloys, including:Gas tungsten arc welding (GTAW): Also known as TIG welding, GTAW is commonly used for these alloys due to its precise control and high-quality welds. It requires a skilled operator and is suitable for both thin and thick sections.Gas metal arc welding (GMAW): Also known as MIG welding, GMAW is a popular choice for welding nickel-based alloys.It offers high productivity and is suitable for both manual and automated applications.Plasma arc welding (PAW): PAW is similar to GTAW but uses a more concentrated arc. It provides deeperpenetration and faster welding speeds, making it suitablefor thicker sections.3. Filler material selection:Choosing the right filler material is crucial for achieving strong and corrosion-resistant welds. Some commonly used filler materials for nickel-based alloys include:ERNiCrMo-3: This filler material is suitable forwelding alloys such as Inconel 625 and Incoloy 825. Itoffers excellent corrosion resistance and high-temperature strength.ERNiCr-3: This filler material is commonly used for welding alloys such as Inconel 600 and Inconel 601. It provides good corrosion resistance and is suitable for a wide range of applications.4. Post-welding considerations:After completing the welding process, it is essential to consider post-welding treatments to ensure the best performance of the welds. These treatments may include:Stress relieving: Heat treatment can be applied to relieve any residual stresses in the welds. This is especially important for thick sections or when welding dissimilar alloys.Surface finishing: Proper surface finishing techniques, such as grinding or polishing, can improve the aesthetics and corrosion resistance of the welds.中文回答:耐腐蚀镍基合金由于其出色的耐腐蚀性能和高温性能而被广泛应用于各个行业。
镍基合金焊接工艺材料方案一、引言如今,随着工程技术的不断发展,镍基合金在航空航天、能源等领域发挥着重要作用。
而焊接作为一种常用的连接工艺,合理选择焊接工艺及材料方案对于实现最佳焊接结果至关重要。
本文将探讨几种常用的镍基合金焊接工艺及材料方案,以帮助读者更好地实现焊接工艺的选择与应用。
二、常用的镍基合金焊接工艺1. 电弧焊接电弧焊接是一种常见且广泛应用的焊接工艺,其中常用的方法包括手工电弧焊接、氩弧焊接、等离子焊接等。
电弧焊接工艺适用于厚板材的焊接,具有焊缝质量好、焊缝密封性好等优点。
在镍基合金焊接中,氩弧焊接是最常用的电弧焊接方法。
2. TIG焊接TIG焊接,即氩弧焊接,是一种常用的手工焊接方法。
该方法通过惰性气体保护焊接区域,避免氧化,从而获得高质量的焊缝。
TIG焊接适用于焊接薄板或对焊缝质量要求较高的情况,如航空航天行业中的发动机部件。
3. MIG/MAG焊接MIG/MAG焊接是一种半自动或全自动的焊接方法,用于焊接中厚板材、管道和构件。
该方法使用气体保护和流动的焊丝,其高效性和可控性使其成为焊接工业中的常见选择。
MIG/MAG焊接适用于需要高焊接速度和生产率的场景。
三、常用的镍基合金焊接材料1. 焊丝选择合适的焊丝材料对于获得优良的焊接结果至关重要。
在镍基合金焊接中,常用的焊丝材料包括纯镍焊丝、Ni-Cr焊丝、Ni-Cr-Fe焊丝等。
根据具体应用场景和要求,选择合适的焊丝材料进行焊接。
2. 辅助焊材辅助焊材包括焊接预热和后续处理所需的材料。
在焊接预热中,通常使用铜热剂或者电阻炉进行加热,以减少热应力和冷脆倾向。
在焊后处理中,可以采用热处理、热冲击处理等方法,以提高焊接接头的性能和密封性。
四、镍基合金焊接工艺材料方案设计在设计镍基合金焊接工艺材料方案时,需要综合考虑以下因素:1. 材料性能:选择具有良好热稳定性和抗氧化性的镍基合金焊丝,以确保焊接过程中的焊缝质量。
2. 应用场景:根据实际应用场景,选择合适的焊接方法,如手工电弧焊接、氩弧焊接或MIG/MAG焊接等。

镍基合金焊条Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≤0.03Mn 0.6-1.1 Si≤1Ni≥92Fe≤0.5Ti 0.7-1.2 Nb 1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T:ENi-0 相当于AWS:ENi-1说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
Ni202镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5 S≤0.015P≤0.02Al≤0.75Cu余量Ni207镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5S≤0.015P≤0.02Cu余量Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0说明:低氢型Ni70Cr15耐热耐蚀合金焊条,焊缝中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。

镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
常用镍基和镍基二、镍铬钼合金三、铜镍合金四、镍铬钴钼合金五、纯镍及其他镍合金AWS 母材型号适合焊接的合金型号A5.11:E Ni-1特点及用途:用于焊接铸锻态纯镍材料(200,201等)。
也用于异材焊接镍与不锈钢或碳钢。
应用于需要耐盐、卤化物和碱腐蚀的化工容器和管线等。
A5.14:ER Ni-1特点及用途:用于焊接镍201或202,在钢材上堆焊耐腐蚀层以及维修铸铁工件。
也用于镍合金与不锈钢或铁素体钢间的异材焊接。
在钢上堆焊铜镍合金时可作为过渡层。
A5.11:E NiCu-7特点及用途:用于焊接镍铜合金(N04400)。
也用于在堆焊复合板。
耐海水、盐和还原酸的腐蚀。
应用于海洋工程、船舶、化工、热交换器、容器等。
A5.14: ER NiCu-7特点及用途:用于N04400,R405,K500等镍铜合金焊接。
在钢上堆焊时,需要先堆一层纯镍过渡。
还用于蒙乃尔合金与镍200或铜镍合金的异材焊接。
具有良好的强度和热导性,耐海水腐蚀,耐多种酸碱盐。
大量应用于海洋工程,水面和水下船舶,化工电力行业的热交换器、蒸发器、容器等。
A5.15:E Ni-C1特点及用途:用于灰口铸铁焊接、补焊和堆焊以及灰口铸铁与不锈钢和碳钢的焊接。
可加工性好。
推荐焊接预热温度和层间温度不低于175℃。
1.1 Inconel600 镍基合金焊接方案本工程中有Inconel600镍基合金管道36.8m,数量不多,但焊接要求严格。
由于气化装置是把煤转化水煤气等过程,整个系统是在较高温度和压力下操作,工艺介质中含有CO、CO2、H2S、H2、COS、NH2等可燃性、有毒介质,所以对管道材质要求较高。
因此,我们特编写了镍合金管道的焊接方案,具体施工时将根据设计说明及技术要求再对本方案进一步的修改和补充。
1.1.1 编制依据:1)《青海中浩60万吨/年甲醇项目建筑安装工程施工招标文件》;2)《石油化工鉻镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3525-199;3)《现场设备、工业管道焊接工程施工验收规范》GB50236-1998;4)《石油化工剧毒、可然介质管道工程施工及验收规范》SH3501。
1.1.2 材料验收焊接材料应有出厂质量证明书,其中焊条应符合《镍及镍合金焊条》GB/T13814的规定,焊丝应符合《镍及镍合金焊丝》GB/T15620的规定。
焊接材料应进行验收。
验收合格后,应作好标示,入库储存。
焊接材料的储存、保管应符合下列规定:焊材库必须干燥通风,库房内不得有有害气体和腐蚀介质。
焊接材料应存放在架子上,架子离地面的高度和墙壁的距离均不得小于300mm。
焊接材料应按种类、牌号、批号、规格和入库时间分类放置,并应有标示。
焊材库内应设置温度计和湿度计,保持库内温度不抵于5°C,相对湿度不大于60%。
焊接用的氩气纯度不应低于99.6%。
1.1.3 焊前准备管子切割及坡口加工宜采用机械方法,若采用等离子切割,应清理其加工面。
坡口加工后应进行外观检查,坡口表面不得有裂纹、分层等缺陷。
若设计要求对坡口表面进行无损检测时,应按设计规定执行,若设计无规定时,下列管子及管件的坡口应进行渗透检测,如有缺陷及时清除:1)锻造管;2)用于毒性程度为极度危害介质的管子与管件;3)用于设计压力等于或大于10Ma 的管子与管件。
镍基合金的焊材选用1、镍基合金的分类与牌号(七类):◆工业纯镍(P41):含镍99.5%。
如Ni200、Ni201。
◆Ni-Cu合金(P42):如:Monel 400(蒙乃尔,Ni66Cu32)等。
◆Ni-Cr合金(P43):如:0Cr30Ni70Corronel230(柯罗镍,Cr35Ni65)Inconel671(因康镍,Cr50Ni50)◆Ni-Cr-Fe合金(P43):如:Inconel600 (因康镍,Cr76Ni15Fe8 )Inconel625 (Cr61Ni21Mo9Fe3 )◆Ni-Mo合金(P44):如:Hastelloy A(哈斯特洛依A,Ni60Mo19Fe20)Hastelloy B(0Ni65Cr28Fe5V)Hastelloy B-2(00Ni70Mo28)◆Ni-Cr-Mo合金(P44):如:Hastelloy C (Ni60Cr16Mo16W4)Hastelloy C-276 (000Ni60Cr16Mo16W4)Hastelloy C-4 (000Ni60Cr16Mo16Ti)。
◆Ni-Fe-Cr合金(P45):如:Incoloy 800(因康洛依,Ni32Fe46Cr21)Incoloy 825(Ni42Fe30Cr21)2、镍基合金的焊接特点:镍基合金的焊接有奥氏体不锈钢焊接相类似的问题:(1)焊接热裂纹(2)气孔:与低碳钢、低合金钢比较,气孔倾向更大,特别对不干净的坡口及焊丝。
(3)耐腐蚀性能:大多数镍基耐蚀合金焊后对耐蚀性能没有多大影响。
但对于Ni-Cr、Ni-Mo、Ni-Cr-Mo系的一些合金的热影响区附近会发生贫铬现象,导致在某些介质中的晶间腐蚀、应力腐蚀性能下降。
(4)工艺特性:液态焊缝金属的流动性差;焊缝金属熔深浅。
3、焊接工艺要点:(1)正确选择焊材(2)接头型式:采用大坡口角度和小纯边的接头型式(3)坡口附近及焊丝的清理:特点重要,以防止热裂纹和气孔。
Nickel 141 焊条Nickel 141 焊条主要用于Nickel 200、Nickel 201合金的药皮焊条电弧焊,和镀镍钢材在镀镍层一侧的焊接,也可用于钢的堆焊。
焊缝金属中钛和碳产生反应使游离态的碳降到比较低的水平,因此这种焊条可以用于低碳镍合金(Nickel 201)的焊接。
焊缝金属具有优异的耐蚀性能,特别是耐碱金属腐蚀的能力。
这种焊条也可用于异种材料的焊接,包括Nickel 200合金和Nickel 201合金之间的焊接以及各种铁基和镍基合金的焊接。
Nickel 141 焊条适用于全位置焊接。
能量供给:直流反接规格AWS A 5.11, ENi-1 UNS W82141ASMEⅡ, SFA-5.11, ENi-1 Werkstoff Nr. 2.4156ASME IX, F-No.41 ISO ENi2061DIN 1736 EL-NiTi3 Europe ENiTi3VdTÜV 1286.01化学成分Ni+Co……..92.0 最少Cu…………0.25最多范围C…………..0.10 最多Al…………..1.0 最多Mn…………0.75最多Ti………….....1.0-4.0Fe………….0.75最多P…………0.03最多S……….….0.02最多其它………0.50最多Si……….….1.25最多最低机械拉伸强度,psi 60,000性能Mpa 414延伸率,(4d) % 20本册所列出的数据是关于典型产品及其性能的描述,不适于作为产品的说明书。
INCONEL, MONEL, INCOLOY, INCO-WELD, INCOFLUX, INCO-CORED, NI-ROD, NILO, 686CPT和725NDUR 都是超合金国际集团公司的商标。
Page 3MONEL 190焊条可应用于MONEL400,R-405和K-500合金的手工电弧焊中,也可用于钢的表面堆焊。
这种金属可抵抗海水,盐类以及还原酸性物质的侵蚀。
镍基合金焊接材料
· 产品名称:镍及镍基合金焊材
· 产品说明:
Ni102镍及镍合金焊条型号GB/T:ENi-0
说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%
C≤0.03 Mn 0.6-1.1 Si≤1Ni≥92Fe≤0.5 Ti 0.7-1.2 Nb 1.8-2.3
S≤0.015P≤0.015
Ni112镍及镍合金焊条型号GB/T:ENi-0 相当于AWS:ENi-1
说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%
C≈0.04Mn≈1.5Ni≥92Fe≈3Ti≈0.5Nb≈1S≤0.015P≤0.015
Ni202镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7
说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%
C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5 S≤0.015 P≤0.02Al≤0.75 Cu余量
Ni207镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7
说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
熔敷金属化学成份/%
C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5S≤0.015
P≤0.02 Cu余量
Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0
说明:低氢型Ni70Cr15耐热耐蚀合金焊条,焊缝中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
C≈0.05Ni≈70Fe≤7 Nb 3-5 Mo 2-6 Cr≈15
Ni307A镍及镍合金焊条型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3
说明:低氢型Ni70Cr15耐热合金焊条,焊缝中有适量的锰、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于一些难焊合金、异种钢的焊接及堆焊。
熔敷金属化学成份/%
C≤0.1 Mn 5-9.5 Si≤1 Ni 59 Fe≤10Ti≤1 Nb+Ta 1-2.5
S≤0.015P≤0.03Cu≤0.5 Cr 13-17
Ni307B镍及镍合金焊条型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3
说明:低氢型镍铬耐热合金焊条,焊缝金属中有适量的锰,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于异种钢的焊接或耐蚀堆焊材料。
熔敷金属化学成份/%
C≤0.1 Mn 5-9.5 Si≤1Ni≥59Fe≤10Ti≤1 Nb 1-2.5 S≤0.015
P≤0.03Cu≤0.5 Cr 13-17
Ni317镍及镍合金焊条
说明:低氢型镍铬钼合金焊条,焊缝金属中有适量的钼,抗裂性好。
用途:用于焊接镍基合金及铬镍奥氏体钢,也可用于异种钢焊接。
熔敷金属化学成份/%
C≤0.07 Mn 0.5-1.7 Si≤0.5 Ni 68-78 Nb 0.2-0.8 S≤0.012
P≤0.02 Mo 8.5-11 Cr 13.5-16.5
Ni327镍及镍合金焊条型号GB/T:ENiCrMo-0 相当于AWS:ENiCrMo-0
说明:低氢型Ni70Cr15耐热合金焊条,焊缝金属中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
熔敷金属化学成份/%
C≤0.05 Mn 1-5 Si≤0.75 Ni余量 Fe 4-8 Nb+Ta
1.5-5.5 S≤0.015P≤0.04 Mo 3-7.5 Cr 13-17
Ni337镍及镍合金焊条型号GB/T:ENiCrMo-0 相当于AWS: ENiCrMo-0
说明:低氢型镍铬耐热耐蚀合金焊条,焊缝金属中有适量的钼、铌等合金元素,具有较好的抗裂性及耐蚀、耐磨性,焊接工艺良好,采用直流反接。
可全位置焊。
用途:用于核反应堆压力容器密封面堆焊及塔内构件焊接,也可用于复合钢、异种钢以及相同类型的镍基合金焊接。
C0.035 Mn2.35 Si0.28 Ni余量 Fe6.28 Nb3.27 S0.015 P0.015
Co0.03 Mo4.8 Cr15.76
Ni347镍及镍合金焊条型号GB/T:ENiCrFe-0
说明:低氢型镍铬耐热耐蚀合金焊条,焊缝金属具有较好的抗裂性及耐蚀性,焊接工艺性好,采用直流反接,可全位置焊。
用途:用于核电站稳压器、蒸发器管板接头的焊接,也可用于复合钢、异种钢以及相同类型的镍基合金焊接。
熔敷金属化学成份/%
C0.04 Mn4.65 Si0.13 Ni余量 Fe5.92 Nb2.58 S0.02 P0.03 Co0.02 Al0.06 Cr18.55
Ni357镍及镍合金焊条
型号GB/T:ENiCrFe-2 相当于AWS: ENiCrFe-2
说明:低氢型Ni70Cr15镍基合金焊条,熔敷金属含有适量的锰、钼和铌,具有良好的抗裂性,采用直流反接。
用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于异种钢的焊接或用作过渡层及堆焊焊条。
熔敷金属化学成份/%
C≤0.1 Mn 1-3.5 Si≤0.75Ni≥62Fe≤12 Nb+Ta0.5-3 S≤0.02
P≤0.03 Mo 0.5-2.5 Cr 13-17 Cu≤0.5
HT-103镍及镍合金焊条
说明:低氢型镍铬铁合金焊条,抗热裂性能及耐晶间腐蚀、应力腐蚀能力优良。
用途:用于镍基合金和异种钢焊接,还可用于焊后不能热处理的大厚度铁素体钢构件的焊接。
熔敷金属化学成份/%
C≤0.1 Mn 2-6 Si≤0.1Ni≥67Fe≤4Nb 1.5-3 S≤0.015P≤0.02
Mo≤2 Cr 18-22
HT-105镍及镍合金焊条相当于AWS:ENiCrFe-7
说明:低氢型镍铬铁合金焊条,除具有优良的抗裂性和抗晶界腐蚀性能外,还具有优异的耐应力腐蚀性能。
用途:用于INCONEL690合金的焊接以及镍基合金和异种钢的焊接。
熔敷金属化学成份/%:
C≤0.05 Mn≤5.0Si≤0.75 Ni余量 Fe 7.0-12.0 Ti≤0.5 Nb 1.0-2.5
S≤0.015P≤0.03Mo≤0.5 Cr 28.0-31.5 Al≤0.5Cu≤0.5
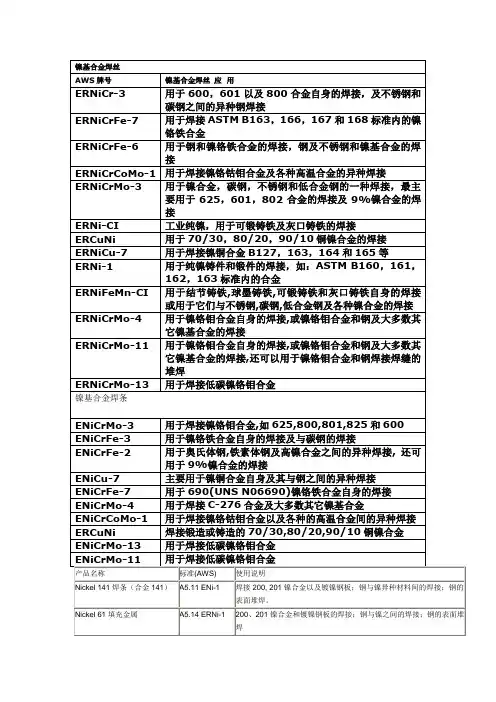
镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
AWS牌号应用
焊丝焊条
ERNiCr-3 用于600,601以及800合金自身的焊接,及不锈钢和碳钢之间ERNiCrFe-7用于焊接ASTM B163,166,167和168标准内的镍铬铁合金ERNiCrFe-6用于钢和镍铬铁合金的焊接,钢及不锈钢和镍基合金的焊接ERNiCrCoMo-1用于焊接镍铬钴钼合金及各种高温合金的异种焊接
ERNiCrMo-3用于镍合金,碳钢,不锈钢和低合金钢的一种焊接,最主要用于ERNi-CI工业纯镍,用于可锻铸铁及灰口铸铁的焊接
ERCuNi用于70/30,80/20,90/10铜镍合金的焊接
ERNiCu-7用于焊接镍铜合金B127,163,164和165等
ERNi-1用于纯镍铸件和锻件的焊接,如:ASTM B160,161,162,163
ERNiFeMn-CI
用于结节铸铁,球墨铸铁,可锻铸铁和灰口铸铁自身的焊接或用ERNiCrMo-4用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍
ERNiCrMo-11
用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍ERNiCrMo-13用于焊接低碳镍铬钼合金
焊条
ENiCrMo-3用于焊接镍铬钼合金,如625,800,801,825和600
ENiCrFe-3用于镍铬铁合金自身的焊接及与碳钢的焊接
ENiCrFe-2用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接, 还可用于ENiCu-7主要用于镍铜合金自身及其与钢之间的异种焊接
ENiCrFe-7用于690(UNS N06690)镍铬铁合金自身的焊接
ENiCrMo-4用于焊接C-276合金及大多数其它镍基合金
ENiCrCoMo-1用于焊接镍铬钴钼合金以及各种的高温合金间的异种焊接ERCuNi焊接锻造或铸造的70/30,80/20,90/10铜镍合金
ENiCrMo-13用于焊接低碳镍铬钼合金
ENiCrMo-11用于焊接低碳镍铬钼合金
(本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。