啤酒工厂副产物的利用和三废治理
- 格式:ppt
- 大小:2.15 MB
- 文档页数:46


啤酒发酵主要副产物的应用摘要............................................................... I I ABSTRACT .......................................................... I II 1 啤酒废酵母的应用.. (1)1.1酵母在制药工业上的应用 (1)1.1.1 制取超氧化物歧化酶(SOD) (1)1.1.2 制取谷胱甘肽(GSH) (1)1.1.3 制取1,6- 二磷酸果糖(FDP) (1)1.1.4 制取β- 葡聚糖 (1)1.1.5 制取甘露聚糖 (2)1.2在视频上的应用 (2)1.2.1 生产食用营养酵母 (2)1.2.2 生产酵母浸膏 (2)1.2.3 生产营养酱油 (3)2 啤酒糟的处理方法和综合利用 (3)2.1生产酶制剂 (3)2.1.1 纤维素酶 (3)2.2生产食品工业中的原料 (4)2.2.1 γ- 氨基丁酸(GABA) (4)3 结语 (4)参考文献 (4)我国啤酒工业的迅速发展,同时也产生了大量的发酵副产物,如啤酒废酵母和啤酒糟等,这些副产物具有多种营养成分并易于提取。
介绍了废酵母和啤酒糟在食品工业、饲料工业和制药工业中的广泛应用。
啤酒副产物的利用具有非常广阔的应用前景,具有较好的社会效益和经济效益。
关键词:啤酒;啤酒废酵母;啤酒糟;应用AbstractChina's beer industry not only develops rapidly, but also generates a lot of fermentation by-products, such as wastebeer yeast, beer distiller's grain and so on. It has many kinds of nutrition ingredient that can be easily distilled. This paperfocuses on wide application of waste beer yeast and beer distiller's grain in the food industry, feed industry and the drugsmanufacture industry. The utilization of beer by-products has a bright application prospect, good social efficiency and theeconomic efficiency.Key words: beer; beer waste yeast; beer distiller's grain; utilization1 啤酒废酵母的应用啤酒废酵母属于啤酒工业中的主要副产物,其中含有大量的营养成分,包括蛋白质、谷胱甘肽、β-葡聚糖、甘露聚糖,以及丰富的维生素和矿物质等。

啤酒酿造过程中废弃物的综合利用啤酒是以谷物为原料,经麦汁糖化和酵母发酵而成,在整个酿制过程中不可避免的会产生一定量的副产物或者称之为废弃物。
啤酒酿制过程中的废弃物主要是啤酒糟和废酵母,也有硅藻土污泥和少量废蛋白沉淀物,另外还有废CO:气体等。
据统计,2000年中国啤酒产量已达2000万t左右,2005年中国啤酒产量首次突破3000万t大关,达到306l万t,产销量已连续四年位居世界第一。
随着中国啤酒产量的连年增加,啤酒酿造过程中的废弃物如啤酒糟、废酵母也迅速增加。
啤酒酿造所产牛的大量副产品及废弃物如果没有很好地被利用,将造成资源的巨大浪费和对周围环境的严重污染。
在欧美发达国家,由于受环境保护法的严格制约,啤酒副产品及废弃物的开发利用获得高度重视。
住中国,人们也逐步重视这个问题,近几年,啤酒企业和高校、研究所联手,共同寻找出了许多啤酒副产品及废弃物的应用领域和综合回收利用途径。
对啤酒废弃物回收利用不仪可以减轻对环境的污染,还能开发出潜在的高附加值的产品,可以大大提高企业的经济效益。
1啤酒酿造过程中的废弃物概述啤酒整个生产过程中主要的副产品及废弃物…有:制麦过程中的麦根,糖化过程中的糖化糟、酒化糟、沉淀蛋白,发酵过程中的剩余酵母,以及各工艺中排出的废水和废水处理沉淀下来的活性污泥等。
啤洒废酵母全身都是宝,它含有50%左右的蛋白质,6%~8%的核糖核酸,2%的B族维生素,1%的谷胱苷肽及辅酶A,还有人体必需的8种氨基酸等多种营养成分。
啤酒糟的主要成分是麦芽壳,其粗蛋白含量在25%左右,。
粗纤维含量在17%以t。
啤酒糟是啤酒生产中最主要的副产品,占废弃物总量的80%以上。
废泊花糟中舍有芦草酮5%,异萍草酮5Y,蛇麻灵酮1%,蛇味酮2000,总树脂34%。
啤酒生产中产生的酒花糟,对一个中型厂来说,每年约有几百吨的数量。
麦根的主要成分为:含N物质24.4%、无N浸出物42.2%、粗纤维14.2%。
麦根内还含有多种酶类,主要是磷酸酯酶。

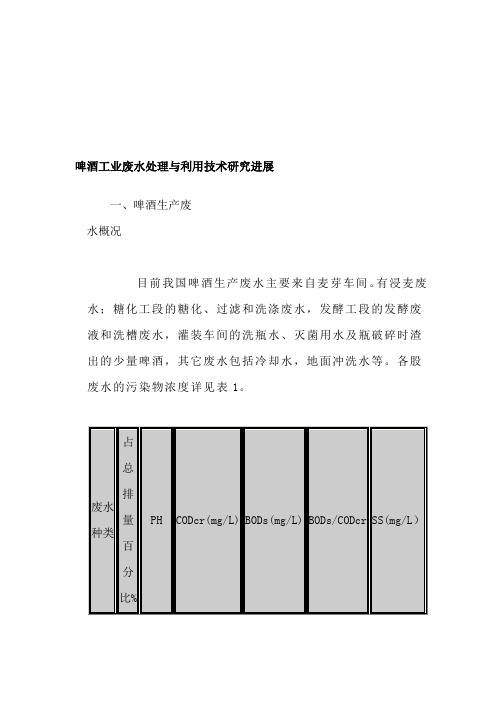
啤酒工业废水处理与利用技术研究进展一、啤酒生产废水概况目前我国啤酒生产废水主要来自麦芽车间。
有浸麦废水;糖化工段的糖化、过滤和洗涤废水,发酵工段的发酵废液和洗槽废水,灌装车间的洗瓶水、灭菌用水及瓶破碎时渣出的少量啤酒,其它废水包括冷却水,地面冲洗水等。
各股废水的污染物浓度详见表1。
由表1可知,啤酒生产废水中含有较高浓度的有机物,主要污染物在糖化发酵废水中,这股水的水量大,有机物含量高,是生产废水治理的主要目标。
发酵废液中含大量酒精,可进行蛋白饲料回收,取得较高的经济效益。
同时,降低了废水处理的有机负荷。
从表1中看出,总排废水的BOD5/CODcr=0.74说明啤酒生产废水的可生化性相当好。
但啤酒生产的特点是周期性和规律性较强,因此,生产废水排放也是与之相对应的,水质、水量波动大,瞬时性强,针对这些特点采用先进、合理、成熟可靠的SBR处理工艺,在设计中选择合适的工艺参数,充分体现SBR法优点,达到运行灵活、操作方便、适应水质、水量的变化,确保处理后出水水质稳定,达标排放。
二、SBR工艺流程及运行程序1.废水处理工艺流程根据原水水质情况和要求处理的深度,并结合处理工艺流程为下图所示:2.SBR反应工艺该工艺是设计处理流程中的核心部分。
SBR法系集调节、生物降解和终沉排水等功能于一池的污水生化处理工艺,无污泥回流系统。
与传统的连续式活性污泥法处理系统(CFS法)相比,可省去调节池、沉淀池和污泥回流设备,并具有如下特点:(1)运行效果稳定,由于水在理想的静止状态下沉淀,时间短、效率高、出水水质好;(2)生化反应推动力大,池内厌氧、好氧处于交替状态,因此净化速率高;(3)耐水量和有机负荷冲击:池内滞留1/3以上水,有稀释、缓冲作用;(4)工艺过程中的各工序可根据水质、水量进行调节,运行灵活;(5)处理设备少、构造简单,便于操作和维护管理;(6)由于反应池内DO及BODs浓度梯度的存在,好氧与厌氧反应可交替运行,有效地控制活性污泥膨胀;(7)应用电动阀、液位计、自动计时器及可编程序控制器可使SBR反应过程实现自动化。
“三废”治理工艺及其综合利用环境是人类赖以生存与发展的终极物质来源,同时还承受着人类活动所产生的废弃物的种种作用。
造成环境污染的因素很多,其中化学污染物对环境的污染很大,不容忽视。
由于化学反应的复杂性和化工分离方法的多样性,化工生产过程中会产生废气、废水和废渣等化学污染物,即“三废”。
“三废”的形成和排放,不仅是资源的浪费,而且造成了环境污染。
化学工业产生的废气不经处理排入大气会造成大气污染。
在大气污染中,二氧化硫、;硫化氢、氮氧化合物、氨、一氧化碳、氯气、氯化氢和多环芳烃等物质的危害最大。
例如,硫酸生产的吸收过程中,其尾气中仍有二氧化硫和三氧化硫的酸雾排出;生产丙烯腈过程中产生的副产物乙腈、氢氰酸、乙醛是有毒的,虽经回收,仍有少量排出;催化剂的制造过程中汞、镉、锰、锌、镍等金属及其化合物会以粉尘形式排入大气。
大气污染使人体健康受到危害、农作物减产、甚至枯死,给人类的生存造成很大的威胁。
工业上处理有害废气的方法主要有吸收控制法、吸附控制法及化学控制法等。
例如,二氧化硫常采用石灰乳或是苛性钠与纯碱的混合物反应去除,氮氧化合物可采用碱溶液吸收除去,二氧化碳和氯化氢可用乙醇胺或用水吸收除去,效果都很好。
碳氢化合物的蒸汽、硫化氢等气体可以采用吸附控制法。
常用的吸附剂有活性炭、活性氧化铝、硅胶以及分子筛等。
碳氢化合物也常用热燃烧、催化燃烧和火炬等化学控制法去除。
例如在铂催化剂存在下,通入空气燃烧,将含有丙烯腈和氢氰酸的尾气中的污染物除去,使排放气体达到标准。
水在化工生产中的应用非常普遍,其用量和排放量都比较大。
不同的生产过程废水的性质和排放量不同。
废水成分复杂多变,主要包括各种有机物和汞、镉、鉻等金属及化合物。
废水不经处理排放,不仅浪费水资源,而且污染环境。
有效的处理废水,提高水的利用率,对节约和保护淡水资源具有十分重要的意义。
废水的处理方法很多,一般根据废水的性质、数量以及要求的排放标准,采用多种方法综合处理。
啤酒厂废水、废气、固废防治管理制度一、目的为了科学有效规范废水、废气、固废污染物的管理,防治环境污染,改善工作环境,减少三废的产生和对环境的污染,保障员工及广大群众身体健康,特制定本制度。
二、范围本制度适用于本公司内所有产生废水、废气、固废的各部门。
三、职责1、安全办负责环保工作的监督,检查和指导。
安全办是废水、废气、固废污染防治控制的管理机构,负责组织编制本制度并分解、下达到各部门,负责各部门环境指标的考核。
2、各生产部门负责本部门的环保治理设施日常维护和管理,保证设备的正常运行,并填写设备运行记录。
四、管理内容和要求1、废水的污染防治控制1.1、各车间产生的生产废水,集中到收集池后进入污水处理站处理。
1.2、各车间污染物含量较高的生产废水必须经预处理达到排放要求后,方可进入污水处理站。
1.3、公司内所有的生活污水必须进入污水处理站处理。
1.4、废水的回收利用。
1.4.1、冷冻车间的冷却水全部回收循环使用。
1.4.2、污水处理站处理达标的部分水回收用于厂区绿化用水。
1.5、废水的监测、检查与考核。
1.5.1、污水处理站岗位操作人员对废水处理状况进行日常监控和检查,确保设备运行正常,达标排放并建立相关记录。
1.5.2、安全办根据污水处理站运行情况及相关记录对其进行考核。
2、废气的污染防治控制2.1、本公司废气主要来源为动力车间燃煤锅炉生产过程中产生的废气。
2.2、要求锅炉房岗位操作人员生产时确保脱硫防尘设备运行正常,处理达标后方可排入空气,并建立相关记录。
2.3、废气的回收利用。
2.3.1、啤酒发酵过程产生的CO2气体经CO2回收设备全部回收利用。
2.4、安全办根据设备运行情况及相关记录对其进行考核。
3、固体废气物的污染防治控制。
3.1、固体废气物是指公司生产及生活中产生的固体和泥状、膏状的物体。
3.2、固废的分类。
3.2.1、可回收利用的一般固体废气物:指在生产、办公活动中产生的可回收固体废气物,本公司固废主要有:废酵母、酒糟、废玻璃渣、煤渣、废包装物、废金属零件等。