间断焊焊接工艺说明
- 格式:doc
- 大小:4.75 MB
- 文档页数:3

焊接件通用技术规范 TYYGROUP system office room 【TYYUA16H-TYY-TYYYUA8Q8-焊接件通用技术规范1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3mm表4图1 L—边棱长度;t—直线度3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图33.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。

LOGO标志名称焊接作业指导书在此输入你的公司名称20XX年X月X日焊接作业指导书篇一:电子焊接作业指导书目的:使焊点光滑饱满,产品性能稳定、可靠,符合客户的要求。
适用范围:SMT 人员、手工焊接及检验人员。
内容:一. 印刷锡膏:1. 首先将网板固定在丝印台上,取一块光板调整网板的漏锡孔,使各个焊盘完全显露出来,让焊盘和网板的漏孔完全吻合,其偏移范围不能超过±0.2mm。
另外一定要注意网板的平整度,因为网板的翘曲直接影响锡膏的厚度、图形的完整。
2. 锡膏的选用应使用免清洗型(TUMARA)锡膏,具体锡膏的保存及使用规范请参考《印刷锡膏工艺》,此类锡膏的粒度一般在25-35um,四号粉颗粒,印刷出来不会有坍塌,支撑度高,回流前持续时间长。
3. 进行首块印刷时,丝印机的速度不要太快,用力要均匀,刮力的角度45°为宜。
首块印出后,一定要严格检查所有的焊盘以及锡膏图形,是否有漏印、图形偏移、图形不完整、锡膏厚度不均匀等现象。
发现缺陷后立即纠正过来,再印刷第二块直至调整符合要求为止。
二.自动贴片:1.要求各装配位号元器件的类型、型号、标称值和极性等特征标记要符合产品的装配图和物料清单要求,不能贴错位置和用错料。
2.贴片机的压力要适当,贴片压力过小,元器件焊端或引脚浮在锡膏表面,锡膏粘不住元器件,在传递和回流焊时容易产生位置移动,另外由于Z 轴高度过高,贴片时组件从高处扔下,会造成贴片位置偏移。
贴片压力过大,锡膏挤出量过多,容易造成锡膏粘连,回流焊时容易产生桥接,同时也会由于滑动造成贴片位置偏移,严重时还会损坏元器件。
贴装好的元器件要完好无损。
3.贴装元器件焊端或引脚不小于1/2 厚度要浸入焊膏。
对于一般元器件贴片时的锡膏挤出量(长度)应小于0.2mm,对于窄间距元器件贴片时的锡膏挤出量(长度)应小于0.1mm。
4.元器件的端头或引脚均和焊盘图形对齐、居中。
由于回流焊时有自定位效应,因此元器件贴装位置允许有一定的偏差。

SWS上海外高桥造船有限公司企业标准Q/SWS 42-022-2003手工电弧焊焊接工艺规范2003-04-25发布 2003-05-10实施上海外高桥造船有限公司发布前言本规范为公司新编制企业标准。
是根据公司的生产实际经验并参照有关船厂企业标准编制而成。
本规范代替G16-SWS005《船体手工电弧焊通用工艺》。
本规范发布时,G16-SWS005《船体手工电弧焊通用工艺》同时作废。
本规范由上海外高桥造船有限公司提出;本规范由设计部归口。
本规范起草部门:设计部。
本规范主要起草(编制):陈国权标检:徐玉珍审核:孙嘉钧本规范由总工程师南大庆批准。
手工电弧焊焊接工艺规范1 范围本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。
本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。
对特殊钢材,结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。
2 规范性引用文件G16-SWS004 焊接材料保管要求Q/SWS 42-010-2003 焊缝返修通用工艺规范3 焊接前准备3.1 焊接材料选配原则3.1.1 选用的焊接材料应具有相应船检证书。
3.1.2 焊接材料级别应与船体结构用钢材级别相匹配,见表1。
表1 焊接材料与船体结构钢材级别的匹配3.1.3 选用的焊条要有良好的工艺性和操作性能,对于船体结构规定选用碱性低氢型焊条的部位,尽可能采用交直流两用碱性低氢型焊条。
3.2 手工焊接材料的匹配使用,见表2表2 手工焊接材料3.3 焊接下列构件和结构时应采用低氢焊条:a)高强度船体结构钢的焊接接缝;b)船体大合拢时环形对接缝和纵桁对接缝以及舷顶列板与甲板边板的接缝;c)c)具有冰区加强级的船舶、船体外板端接缝和边接缝;d)d)桅杆、吊货杆、吊艇架、拖钩架、拖桩、系揽桩等承受强大载荷的舾装件及其所有承受高应力的零部件;e)e)具有较大刚度的构件,如尾轴架等及其与外板和船体骨架的接缝;f)f)主机基座及其相连接的构件。

焊接工序作业指导书文件编号:JZ007版本:A/0 编制:批准:日期:二00九年九月二十五1、目的规定特殊过程:焊接过程作业指导,以确保特殊过程的有效控制。
2、范围适用于电弧焊的作业指导。
3、职责3.1生产技术部负责编制焊接作业指导书。
3.2车间焊工负责按作业指导书要求进行操作。
4、操作要求4.1施工准备4.1.1材料及要求:a) 钢筋:钢筋的级别、直径必须符合设计要求,有出公司证明书及复试报告单。
钢筋应无老锈和油污。
b) 钢材:预埋件的刚才不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应符合设计要求。
c) 焊条:焊条的牌号应符合设计规定。
如设计无规定时,应符合下表规定,焊条质量应符合以下要求:①药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。
②焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。
③焊条必须根据焊条说明书的要求烘干后才能使用。
④焊条必须有出公司合格证。
4.1.2 主要机具:弧焊机、焊接电缆、电焊钳、面罩、堑子、钢丝刷、锉刀、榔头、钢字码等。
4.2 作业条件4.2.1 焊工必须持有有效的焊工合格证。
并应穿戴好焊工鞋、焊工手套等劳动防护用品。
4.2.2 帮条尺寸、坡口角度、钢筋端头间隙、接头位置以及钢筋轴线应符合规定。
4.2.3 电源应符合要求。
4.2.4 作业场地应有安全防护措施,制定和执行安全技术措施,加强焊工的劳动保护。
防止发生烧伤、触电、火灾、爆炸以及烧坏机器等事故。
4.3 操作工艺4.3.1 工艺流程:检查设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验4.3.2 检查电源、焊机及工具。
焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
4.3.3 选择焊接参数。
根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊接与钢筋熔和良好。
4.3.4 试焊、做模拟试件。
在每批钢筋正式焊接前,应焊接3个模拟试件做拉力试验,经试验合格后,方可确定的焊接参数成批生产。
间断焊焊接工艺说明
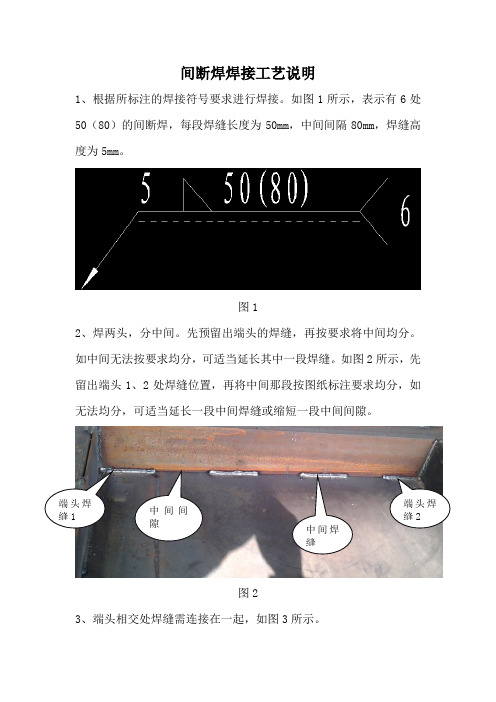
1、根据所标注的焊接符号要求进行焊接。
如图1所示,表示有6处50(80)的间断焊,每段焊缝长度为50mm ,中间间隔80mm ,焊缝高度为5mm 。
图1
2、焊两头,分中间。
先预留出端头的焊缝,再按要求将中间均分。
如中间无法按要求均分,可适当延长其中一段焊缝。
如图2所示,先留出端头1、2处焊缝位置,再将中间那段按图纸标注要求均分,如无法均分,可适当延长一段中间焊缝或缩短一段中间间隙。
图2
3、端头相交处焊缝需连接在一起,如图3所示。
端头焊缝1
端头焊缝2
中间间隙
中间焊缝
正确焊法:
端头相交处
焊缝需相连
图3 不合理焊法:
端头相交处
焊缝未连接
图4
4、各梁连接处为关键受力部位,焊缝需相连,如下图所示。
图5
正确焊法:关键受力处,焊缝相连
不合理焊法:关键受力处,焊缝未相连
焊缝未相连
关键处焊缝未连接 补焊关键处焊缝。

焊接件通用技术规范1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
3.2焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
3.3焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
3.2.2零件形位公差3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3 mm3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。
图1 L—边棱长度;t—直线度3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
t≤Δ图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图33.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。
支架焊接工艺指导书一、气体保护焊工艺规程1、 气体保护焊所用材料包括母材、焊丝和保护气体。
母材、焊丝的力学性能和化学成份应符合国家标准的有关规定,并有质量合格证明书,方准使用。
严禁使用牌号不清的材料。
2、 气体保护焊所用焊丝的化学成份、机械性能、质量合格证书应符合GB/T8110-1995有关规定。
3、 气体保护焊用保护气体的纯度应不低于99.7%4、 保护气体应有足够的流量,及时清除附着在导电嘴和喷嘴上的飞溅物,确保良好的保护效果。
焊接区域的风 速应限制在1. Om/s以下,否则应采用挡风装置。
二、焊前准备1、 检查焊缝根部间隙及坡口尺寸,如发现不合格不得施焊。
2、 发现定位焊缝浮现裂纹时,必须清除,重新焊接。
3、 为防止变形,有装配尺寸的挡距及孔,利用反变形的原理适当加大尺寸,取公差正值,焊点固拉筋,焊后应 将其铲除,焊瘤修磨平整、光滑。
4、焊道及焊道边缘必须清理干净,不得有影响焊接质量的铁锈、油污、水和涂料等杂物,清理边缘单侧不得小于 20mm□5、 检查工艺加强筋,加固板安装的是否准确。
6、 检查电源的状态,送丝装置,电线和固定器。
检查焊接参数,并作出相应的调整。
检查保护气体流量(建议流量为15 L/分)-确保焊接结构位置准确。
-在焊接处安上接地导线。
-检查焊丝的等级和类型,看是否符合焊接和技术要求。
-焊接前,需用合适的工具检查预热的温度,看是否达到要求。
三、施焊1、点焊:点焊所允许的焊接方式:俯焊,水平焊,边缘焊,垂直焊(从下往上)点焊的原则:点焊的高度(mm) 点焊的长度(毫米)540-60点焊的焊接参数:电压U = 19-23伏电流 I = 180-230安气体流量V = 12-15 [1/分]点焊的方式:需从中间向两侧进行2、 全部用气体保护焊焊接,结构件焊接宜在室内进行;冬季环境温度不得低于5°C,否则应加热到要求温度。
3、 焊接位置:支架部件应在专用的工装架上施焊,必须要有防倒措施,尽量采用平焊和横焊,严禁下坡焊,应力集中处,不允许引孤和收弧。
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
间断焊焊接工艺说明
1、根据所标注的焊接符号要求进行焊接。
如图1所示,表示有6处50(80)的间断焊,每段焊缝长度为50mm ,中间间隔80mm ,焊缝高度为5mm 。
图1
2、焊两头,分中间。
先预留出端头的焊缝,再按要求将中间均分。
如中间无法按要求均分,可适当延长其中一段焊缝。
如图2所示,先留出端头1、2处焊缝位置,再将中间那段按图纸标注要求均分,如无法均分,可适当延长一段中间焊缝或缩短一段中间间隙。
图2
3、端头相交处焊缝需连接在一起,如图3所示。
中间间隙
中间焊缝
正确焊法:
端头相交处
焊缝需相连
图3 不合理焊法:
端头相交处
焊缝未连接
图4
4、各梁连接处为关键受力部位,焊缝需相连,如下图所示。
图5
焊缝未相连
关键处焊缝未连接 补焊关键处焊缝。