锻件产品合格证
- 格式:doc
- 大小:61.50 KB
- 文档页数:1
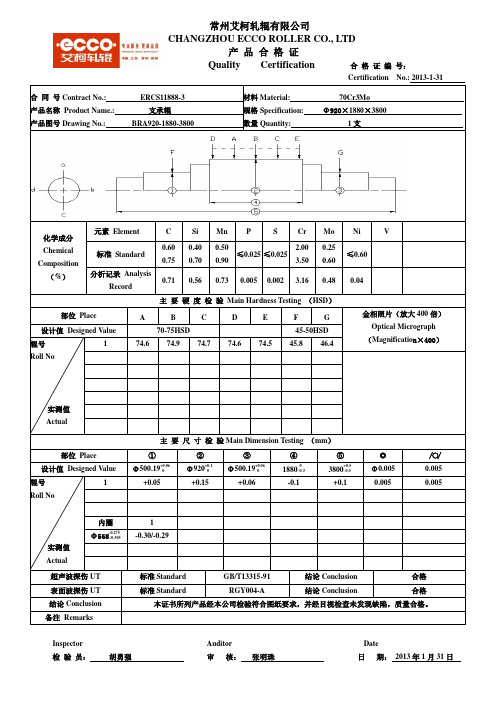
常州艾柯轧辊有限公司CHANGZHOU ECCO ROLLER CO., LTD产 品 合 格 证Quality Certification 合 格 证 编 号:Certification No.: 2013-1-31合 同 号Contract No.: ERCS11888-3 产品名称 Product Name.: 支承辊 产品图号Drawing No.: BRA920-1880-3800 材料Material: 70Cr3Mo 规格Specification: Φ920×1880×3800数量Quantity: 1支化学成分Chemical Composition (%)元素 Element C Si Mn PSCr Mo Ni V 标准 Standard0.60 0.75 0.40 0.70 0.50 0.90 ≤0.025 ≤0.0252.003.50 0.25 0.60 ≤0.60分析记录 AnalysisRecord 0.710.560.730.005 0.002 3.160.480.04主 要 硬 度 检 验 Main Hardness Testing (HSD )部位 Place AB CDEFG金相照片(放大400倍) Optical Micrograph (Magnificatio n ×400)设计值 Designed V alue 70-75HSD 45-50HSD 辊号Roll No实测值 Actual1 74.6 74.9 74.7 74.6 74.5 45.8 46.4主 要 尺 寸 检 验Main Dimension Testing (mm )部位 Place ①② ③ ④⑤ ◎∕○∕ 设计值 Designed V alue Φ500.19+0.06Φ920+0.1Φ500.19+0.061880 0 –0.3 3800+0.5 –0.5 Φ0.0050.005 辊号Roll No实测值Actual1 +0.05 +0.15 +0.06 -0.1 +0.1 0.005 0.005内圈1Φ568-0.275–0.305-0.30/-0.29超声波探伤UT 标准Standard GB/T13315-91 结论Conclusion 合格 表面波探伤UT 标准StandardRGY004-A结论Conclusion合格结论Conclusion 本证书所列产品经本公司检验符合图纸要求,并经目视检查未发现缺陷,质量合格。
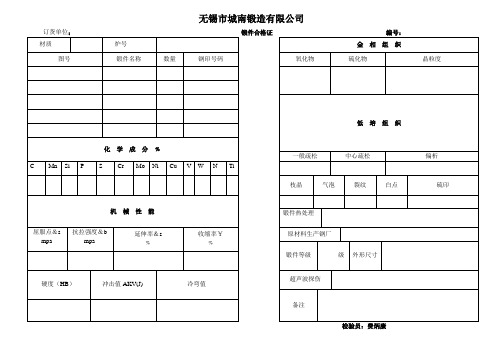
无锡市城南锻造有限公司
订货单位:锻件合格证编号:
检验员:费炳康
附注:无锡市城南锻造有限公司
1.为了不断提高我厂产品质量,请对我厂现存产品质量锻件合格证
提供宝贵意见,以使我们更好地为用户服务。
2.本产品在进行复验时,如发现同原合同技术条件不符
而影响使用时,务请保留钢印炉号标记,并将钢印炉号及产
品出厂合格证以及复验方法和结果函告我厂,以便及时处发往单位:日立泵制造(无锡)有限公司理。
3.若因加工将钢印炉号弄掉,待加工后将钢印炉号重新打
上,以使对产生的质量问题按钢印标记处理。
若使用单位将质量检验科:__________标记弄掉或模糊不清,无法查对而产生的问题由使用单位负
责。
日期:年月日。



版号: A修改状态: 1锻件检验细则受控状态:分发编号:编制:审核:批准:2013-01-01修改 2013-01-02实施锻件检验细则1检验依据1.1 NB/T47008-2010《承压设备用碳素钢和低合金钢锻件》1.2 NB-T47010-2010《不锈钢锻件》1.3 GB/T1804《未注公差的线性和角度尺寸公差》1.4本公司技术部锻件制造工艺规定的余量偏差或相关技术协议。
2检验程序2.1库房对收到的锻件毛坯进行报检,报检时附锻件清单和图号。
检验员对锻件制造厂所提供的资料进行审核,不符合要求,不在锻件合格入库单上签字。
2.2检验员对要求办理入库手续的锻件进行检验。
2.3检验员对合格的锻件,在锻件合格入库单上签字;对不合格的锻件,开出不合格品通知单。
3检验实施3.1材料要求:3.1.1对于采购的第Ⅲ类压力容器用Ⅳ级锻件,应进行复验,数据符合《固定式压力容器安全技术检查规程》的要求。
3.1.2对于采购的其他类压力容器用锻件,复核锻件制造单位提供的质量证明资料。
a、锻件用钢应采用电炉或氧气转炉冶炼的镇静钢或经供需双方协商,可采用电渣重熔、炉外精炼。
b、化学成分核对,分析结果与表l 规定值的允许偏差应符合GB/T 222 中表2 的规定。
表1 中 P ≤0.020% 的钢号,其允许正偏差为0.003%; S≤0.012%的钢号,其允许正偏差为0.002%。
3.2 锻造3.2.1锻造使用的钢锭、钢坯或轧材应有熔炼单位的质量证明书。
3.2.2 锻造使用的钢锭头尾应有足够的切除量,以确保锻件无缩孔及严重偏析等缺陷。
3.2.3采用钢绽或钢坯锻造时,锻件主截面部分的锻造比不得小于3 (电渣重熔钢不得小于 2 ),采用轧材锻造时,锻件主截面部分的锻造比不得小于1. 63.2.4锻件宜锻至接近成品零件的成形形状和尺寸,验收时按照双方签订的具体尺寸公差的技术协议进行验收。
对于超过协议标准的按照不合格程序汇报相关部门处理。

锻件质量证明书锻件产品质量证明书锻件名称锻件编号质量保证师印章法定代表人印章章丘市顺发机械厂年月日锻件产品合格证质量检验报告订货单位锻件名称制造标准锻件批号锻件级别批量钢号出厂日期该批锻件经质量检验,符合《压力容器安全技术监察规程》、设备和行业标准的要求。
质量检验员签字年月日质量检验科章年月日检验责任师检验员年月日篇二:锻件的材质单要求(学习) 锻件的材质单正常流程:针对于锻件物料:此单中涉及的所有证件,皆应该与到货物料一共发来。
篇三:锻件热处理报告forging heat treatment report reporter:trier: quality inspection sectionstamp(质检章): 20XX年8月2日受压元件产品质量证明书quality certificate of forging 锻件名称:锻件、支撑法兰、法兰盖、外筒法兰锻件编号:f14-132~137 forging serial number:质量保证师印章:quality assurance engineer stamp:法定代表人印章:lagal representative stamp:制造单位:大石桥市石化机械制造厂 manufacturer:dashiqiaoshi shihuajixie duanzaochang20XX年8月5日锻件产品合格证质量检验报告 qualification certificate of forging 法兰盖、外筒法兰、侧法兰 asmeⅱparta- 锻件名称:锻件、支撑法制造标准:20XXed+20XXadd/sa182m forging name fabrication standard 批件批号:20XX08161 锻件级别:ⅲforging lotnumber forging class 批件量: 7件钢号: 316 lotquantity steel designation订货单位:辽阳科林仪表有限公司出厂日期:20XX年8月21日 the purchaser the date of delivery 该批锻件经质量检验,符合《固定式压力容器安全技术监察规程》、设计图样和行业标准的要求。
Q 江苏今创车辆有限公司企业标准Q/KCJ 003——2010自由锻锻件验收条件Acceptance specification of the open die forgings2010-10-28发布 2011-01-01实施江苏今创车辆有限公司发布前言本标准由江苏金创车辆有限公司质量检查部提出。
本标准由江苏金创车辆有限公司技术开发部归口。
本标准由江苏金创车辆有限公司技术开发部负责起草。
本标准主要起草人:陈宝尔、蔡国平自由锻件验收条件1 范围本标准适用于自由锻锻件。
本标准适用于普通碳素钢、优质碳素钢和合金结构钢在锤上自由锻造的一般用途的锻件(包括胎模锻件)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB 4385-1987 锤上自由锻件通用技术条件GB/T 15826.1~15826.9-1995 锤上钢质自由锻件机械加工余量与公差ISO 2604/1 承压钢材—技术条件DIN 7521 钢锻件交货技术条件JIS G 3201 碳素钢锻件JIS G 0306 钢锻件检验通则GB 228 金属拉力试验法GB 229 金属材料夏比(U型缺口)冲击试验方法GB 231 金属布氏硬度试验法JB/Z 338.4-1998 工艺管理导则工艺方案设计3 术语和定义下列术语和定义适用于本标准3.1自由锻 open die forging用简单的通用工具,或在锻造设备的上、下砧间直接使坯料变形而获得所需要的几何形状及内部品质的锻造方法。
3.2胎模锻 loose tooling forging在自由锻设备上使用可移动模具生产模锻件的一种锻造方法。
3.3镦粗 upsetting使坯料高度减少,横断面积增大的锻造工序。
XXXXX【文件编号:XXXX】锻件质量检验规范受控状态:分发编号:版本号:编制:审核:批准:发布时间:X 实施时间: XXX一主题内容与适用范围:本标准规定了对锻造工艺进行全过程质量控制的通用原则和要求。
本标准适用于锻造车间的锻造工艺质量控制。
二引用标准:GB 12361-2016 钢质模锻件通用技术条件GB 12362-2016 钢质模锻件公差及机械加工余量GB 13318 锻造车间安全生产通则GB/T 12363-2005 锻件功能分类JB 4249 锤上钢质自由锻件机械加工余量与公差JB 4385 锤上钢质自由锻件通用技术条件JB/T 6052 钢质自由锻件加热通用技术要求JB/T 6055 锻造车间环境保护导则GB/T7232金属热处理工艺GB/T231-2009金属材料布氏硬度GB/T13320-2007钢制模锻件金相组织评定图及评定方法三.锻件分类本标准质量控制所涉及的锻件分类按GB/T 12363 执行。
四环境的控制:锻造厂的工作环境包括厂房地面、天窗、温度、通风、照明、噪声、通道、管道以及坯料、锻件和工夹模具的存放等均应按GB 13318 第3 章和JB/T 6055 第3、4 章的要求和国家的有关法规、法律制订本企业的具体实施要求。
五设备、仪表与工装的控制:5. 1 设备、仪表5. 1. 1 各类设备必须完好,并有操作规程和维修、检定制度。
5. 1. 2 各类在用主要设备必须挂有完好设备标牌,并有检验有效期及下次检定日期。
不合格设备及超过检定合格有效期的设备必须挂“停用”标牌。
5. 1. 3 设备的控制系统及检测显示仪表应定期检查,确保仪表和其精度的显示数值准确。
5. 1. 4 加热设备的温度显示及测点布置应正确反应加热区炉温及炉温均匀性。
5. 1. 5 所用设备都必须建立档案,其具体内容包括:a. 设备使用说明书b.台时记录c.故障记录d.修理记录e. 历年检定报告及检定合格证。