纠偏说明书
- 格式:pdf
- 大小:2.40 MB
- 文档页数:23

GK-61 型光电自动纠偏控制器使用说明书瑞安市中星工控设备有限公司地 址:浙江省瑞安经济开发区朝阳路87号电 话:0577-65608165 65608162传 真:0577-65608163-815网 址:W W W.Z X T E C.C N邮 箱:z x t e c@z x t e c.c n邮 编:325200三、纠偏控制部分(按上图编号1-14):一、概述: 本纠偏控制器配合同步电机、光电眼、滚珠丝杆能对印刷后的薄膜、纸张等进行自动跟踪纠偏。
其控制面板采用微触开关,控制线路采用单片机智能化控制,可选单光电/双光电控制,单电眼可设置同步电机响应速度,消除了以往纠偏控制器单电眼工作时的噪声与震动过大现象,另外增加了外接方向和状态接口使纠偏操作更为便捷。
二、面板及开关示意图:电眼 单 双 SINGLE DOUBLE 极性 POLARITYELECT.EYE 自动 AUTO 手动 HANDWORKSPEED3514131312126798241、点动开关:分别按此两个开关可以点动同步电机使其正转或 反转,不论纠偏控制器工作状态在自动或手动。
2、电眼选择开关:按此开关可以选择控制器工作于单电眼状态 或双电眼状态。
一般单电眼用来跟踪印刷线和材料靠边 跟踪,而双电眼主要用来跟踪左右对称印刷图案(见下 事例图)。
3、电眼选择指示灯:分别指示电眼选择于单电眼状态或双电眼 状态。
电眼跟踪图案电眼跟踪图案割刀双电眼图案跟踪图案割刀单电眼靠边跟踪单电眼跟踪印刷线电眼靠边跟踪不规则图案4、极性选择开关:按此开关可以选择电眼的取极方式,即亮动 作或暗动作(见下事例图)。
5、极性选择指示灯:分别指示跟踪电眼的取极方式。
6、自动开关:按此开关控制器将进行自动纠偏状态。
此时,同 步电机的正转或反转则由电眼检测到的色标是否偏离目 标而控制。
浅色电眼跟踪内浅色深色浅色深色极性为“ ”极性为“ ”四、纠偏架示意图:7、自动状态指示灯:当纠偏控制器处于自动工作状态时,此指 示灯亮。

K50纠偏控制系统(请务必在使用之前阅读)为了安全使用本产品▲在安装和使用之前,请务必详细阅读本说 明书,一定要注意安全,正确使用本产品, 并遵守本说明书中的各种规定。
▲本纠偏控制器是采用CPU 控制的机电设备, 用来纠正卷材的偏移,所以要严格遵守机电 设备有关规定和法则,适用标准,进行搬运、安装操作和维护。
在打开控制器准备安装和接线之前要断开控制器电源至少要5分钟。
正确的配置和安装是控制器正常运行的前提。
对以下几点要特别注意:● 安装工作必须在无电状态下进行。
●容许保护等级:保护接地,只有正确连接保护接地,才能减少外界电磁干扰。
●与电网断开后,要等电容放电完毕,才可进行操作。
●不要让任何异物进入控制器内。
●在使用前,要除去所有覆盖物,以防止控制器过热。
●切勿在易燃易爆等危险环境中使用。
●请勿将本产品安装在高温、潮湿等恶劣环境下。
● 请勿将产品直接安装在易受震动冲击的环境中。
● 任何单位部门(Kortis 和Kortis 指定公司除外)未经允许不得擅自拆卸、修理及更改产品。
※注意:Kortis对由于不遵守本说明或适用规则而造成的损坏概不负责。
※注意:因产品更新换代迅速,说明书有变动之处,恕不另行通知,本公司对此保留最终解释权。
危险如果错误操作,将会产生危险情况,导致伤亡。
注意如果错误操作,将会产生危险情况,造成设备损坏及财产损失。
设计注意事项目 录1.1 概述1.2 功能及特点1.3 操作界面第一章 系统概述112第二章 安装与配线2.1 控制器安装2.2 超声波传感器安装2.3 控制器基本配线34第三章 编程方法3.1 控制器菜单画面3.2 编程方法3.3 画面说明及参数设置678第四章 调试运行4.1 调试步骤4.2 控制器内部菜单4.3 调试方法99155.1 技术参数5.2 环境规格5.3 外形尺寸161617第五章 规格及维护5.4 系统维护1951.1 概述K50纠偏控制系统广泛应用于印刷、包装、造纸、纺织、机械等行业中,需要卷取纠偏、放卷纠偏或中间导向纠偏的场合。
EL DO8221纠偏说明书
一、安装
1.EL DO822传感器安装在距材料表面25mm-30mm处,传感器镜头侧上仰,使传感器以30度左右夹角照射材料表面。
2.一定确保驱动器与导轨平行安装,连接孔紧配安装:
3.确保机械行程大于纠偏驱动器行程:
4.控制器远离电磁干扰源(如动力线、变频器等)。
二、连接
1.控制器接通24VDC直流电源(注意电源正负极性,确保可靠接地。
中间框架纠偏采用6A/24V DC开关电源,收放卷纠偏采用10-15A/24VDC 开关电源。
控制器不能接入220V或更高电压,否则系统会损坏):
2.驱动器线缆连接到控制器CN100端口,传感器连接到控制器
CN101/CN104端口(默认为CN101);注:CN101接口使用S1传感器、CN104接口使用S2传感器、对中模式时设置成S3即S1与S2同时使用。
3.开关电源接通220V交流电源(确保可靠接地)。
三、主菜单操作
按ESC进入菜单页面:
1.选择0K=Sensor按OK、传感器设置
2.选择0K=center按OK、驱动器居中
3.选择OK=setup按OK、系统参数设置。
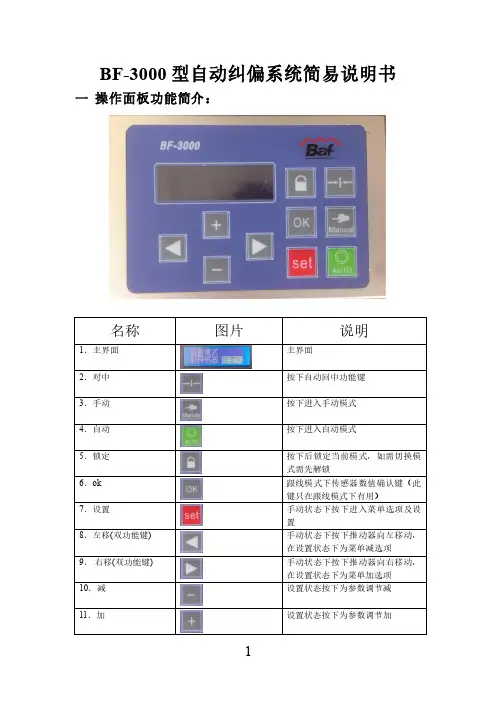
BF-3000型自动纠偏系统简易说明书一操作面板功能简介:
二.安装尺寸
三.菜单及参数说明
四.U形对射式传感器跟边跟边操作步骤1.跟边操作步骤
按下手动键
2 按下设置键
3
4 5 6
8
10 11 12
13
14
15
16 18
五.同轴反射式传感器跟线与跟边操作步骤1
按下手动键
2 按下设置键
3
4
5
6
7
8
9
10
2.1跟线AD上限与AD下限的设置
光斑
光斑AD下限的设置AD上限的设置
说明:先照在材料的空白位置设置AD上限值,再照在材料的线上设置AD下限值。
2.2跟边AD上限与AD下限的设置
光斑
光斑AD下限的设置AD上限的设置
说明:先照在导辊上设置AD上限,再照在材料上设置AD下限。
跟线事光斑照在线的左右两边,跟边时光斑一半照在材料上,一半照在导辊上。
常见异常现像解析:
联系方式:4008808630
注意:请务必保管好此操作说明书,以便需要时查阅,谢谢合作!。
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
epc-2000a纠偏说明书
按EPC-200模拟型无刷直流纠偏控制器中心(CENT)模式按键,使驱动器移动到中心停止位置。
将EPC-200模拟型无刷直流纠偏控制器模拟/数字选择(ANAL/ DIGI)按键转换到DIGI状态(D指示灯亮)长按传感器设置(SETUP)按键约5S,使数码管显示H 字符,调节传感器支架,不要让任何物料遮挡传感器发光位置。
再按向上(UP)或者向下(DOWN)按键,使H字符闪烁几下。
此时传感器记录下无物料遮挡时的信号。
按传感器设置(SETUP)按键,使数码管显示L字符,调节传感器支架,将所要跟踪的物料移动到传感器里面,将发光位置全遮挡住。
按向上(UP)或向下(DOWN)按键,使L字符闪烁几下。
此时传感器记录下有物料遮挡时的信号。
按传感器设置(SETUP)按键,使数码管显示E字符时,再按向上(UP)或向下(DOWN))按键,退出设置。
用刚刚设置的材料去挡和不挡传感器发光位置,观察传感器上R、L指示灯是否交替转换。
如果转换表示已设置好,如果不转换需重新设置。
el纠偏控制器说明书标题:EL纠偏控制器说明书一、引言EL纠偏控制器是一种先进的电子设备,可广泛应用于印刷、纺织、制药等行业中的卷材自动化生产过程中。
本文将全面介绍EL纠偏控制器的原理、功能和使用方法,以帮助用户正确有效地使用该设备。
二、原理及功能1.原理:EL纠偏控制器采用先进的传感技术,能够实时监测卷材的位置偏差,并通过精确的调整控制,使其保持正常的位置。
2.功能:(1)位置检测:EL纠偏控制器能够准确地识别卷材位置的偏差,并以高精度传感器的形式将数据反馈给控制系统。
(2)自动调整:根据位置偏差数据,EL纠偏控制器能够自动调整卷材的运动轨迹,使其恢复正常位置。
(3)速度控制:EL纠偏控制器可根据实际情况灵活调整卷材的运动速度,确保其在高速运行中仍能保持正常位置。
(4)报警功能:EL纠偏控制器配备了智能警报系统,当控制过程中出现异常情况时,能够及时报警,并停止卷材运动,确保生产安全。
三、使用方法1.安装:将EL纠偏控制器正确安装在卷材自动化生产设备中,并确保传感器与卷材的接触良好。
2.参数设置:根据实际生产需要,按照操作手册指导,设置合适的参数,包括位置偏差范围、控制灵敏度等。
3.启动和校准:按照操作手册的说明,正确启动EL纠偏控制器,并进行设备校准,确保其工作准确。
4.监测和调整:在卷材生产过程中,及时监测EL纠偏控制器的工作状态,如发现异常,及时调整参数或联系维修人员进行检修。
5.维护与保养:定期对EL纠偏控制器进行维护保养,保持设备的正常工作状态,防止灰尘、水分等对设备的影响。
四、注意事项1.请勿随意更改参数:不得随意更改EL纠偏控制器的参数,以避免引起不必要的错误。
2.权威人员操作:使用EL纠偏控制器时,请确保由经过培训并具备相关知识的专业人员操作,以确保安全和设备正常运行。
3.防止外力干扰:请注意防止外界因素对EL纠偏控制器的影响,避免撞击、水淋等情况。
4.异常情况报警:若EL纠偏控制器发出报警,请立即停止卷材运动,并进行排查处理。
纠偏机P05一E说明书
气液纠偏机型号:P05一E
Z型(自动型)产品名称:
气油压式自动对边装置(又称纠偏机)气油压式自动对边装置(简称EPC装置),是依据气压、液压伺服原理,以空气压力传感对流方式检查材料边缘,在检出器出口所造成的气压比差,由感应腔调反映讯号,决定左右油腔的油量,产生油缸的速度,起到自动纠偏作用(边缘控制)。
产品说明:
EPC装置具有结构合理,性能稳定,操作简便,灵敏可靠,维护方便等特点,从而增加产量,减少原材料浪费。
因而在造纸、包装、印刷、制革、纺织等行业的生产中得到广泛应用。
电机功率(MotorPower):0.85kw
电压(Voltage):380v
油压(OilPressure):1Mpa
流量(Flow):4.8l/min
油缸最大行程(OilCylinderMaximumTrip):150mm
最大推力(MaximumThrust):196kgf(φ50mm钢径)
无载荷速度(WithoutLoadingSpeed):7.5mm/s
自动对边精度(AutomaticEdgePrecision):±0.1~0.4
检出器检测间隙(DetectedDeviceTestingHiatus):5mm
整机重量(MachineWeight):70kg。
E+L-EPC纠偏系统说明书本说明适用于德国E+L纠偏常规产品目录E+L-EPC纠偏系统说明书 (1)一、E+L-EPC纠偏系统总体说明 (3)二、E+L-EPC纠偏系统所需零件说明 (4)三、E+L-EPC纠偏系统机械安装说明 (5)3.1、控制器的安装 (5)3.2、电眼的安装 (5)3.2.1、通过EPC纠偏应用场合确认电眼安装位置 (5)3.2.2电眼的安装要求 (6)3.3、电机的安装 (6)3.3.1、确定电机型号 (6)3.3.2、确定电机机械中心 (7)3.3.3、调整电机机械中心 (7)3.3.4、安装电机 (7)3.4接近开关的安装 (7)3.4.1、接近开关感应片 (7)3.4.2、接近开关安装位置 (7)四、E+L-EPC纠偏系统配线说明 (10)4.1确认电压 (10)4.2、电机线布线要求 (10)4.3、E+L布线要求 (10)五、E+L-EPC纠偏面板说明 (10)六、E+L-EPC纠偏系统参数设定 (11)6.1、CAN网络群组地址设定 (11)6.1.1、RK4004地址设定 (11)6.1.2、FR5001电眼地址设定 (12)6.2、RK4004参数设定 (13)七、E+L-EPC纠偏系统试车 (15)八、E+L-EPC纠偏系统维护及故障说明 (15)8.1、EPC纠偏系统日常维护 (15)8.2、通过RK4004错误码信息来解决故障 (15)8.3、通过FR5001电眼错误码信息来解决故障 (16)九、附件 (17)附件一、电机尺寸图附件二、电机参数值附件三、EPC标准接线图纸附件四、RK4004控制板参数设定手册一、E+L-EPC纠偏系统总体说明我们将用一个电眼检测材料边缘来纠偏的纠偏系统称为EPC(Edge psoition control),以下简称EPC。
我们将用两个电眼检测材料中心来纠偏的纠偏系统成为CPC(Center position control),以下简称CPC。
收卷纠偏EPC控制系统使用说明书编制:王东审核:易南林上海科先电液伺服技术研究所2010年3月18日目录1、概述2、主要技术参数3、主要功能与特点4、调试与试运转5、维护要求附件①、液压系统原理图②、液压站结构图③、电气图④、机械外形图一、概述带材纠偏电液伺服控制系统是集机、电、液、光四方面有机结合,进行全闭环控制的电液伺服系统,是用途广泛的机电一体化高新技术产品。
卷取纠偏系统分为有臂式纠偏和无臂式纠偏两种形式。
有臂式纠偏系统的光电传感器支架和卷取机之间一体化刚性连接,光电传感器和卷取机始终是同步移动;而无臂式纠偏系统的光电传感器安装在卷取机较远的位置,光电传感器位置是固定的,卷取机的位置一直处于一种浮动状态,同时无臂式的光电传感器是一种高速摄像仪,检测范围可调。
二、主要技术参数1、液压系统参数关于液压系统的所有技术参数参见附件中液压系统原理图和液压站结构图。
2、光电传感器参数光电传感器的输出信号分为电压型0-10V和电流型4-20mA两种形式,根据系统要求配置,供电电源DC24V,功耗500mA。
GDH(Z)系列接线:1-(+24V),2-(信号输出),3-(0V),4-(外壳接地);GPS8-1系列接线:1-(+24V),2-(信号输出),3-(0V)。
具体结构尺寸根据型号见相关样本说明。
3、位移传感器参数位移传感器分为几种结构形式:磁致式及滑动变阻器式等,输出信号均有电压型0-10V或电流型4-20mA以及输出电阻0-10K。
具体配置哪种结构根据系统需要。
接线:1-(+24V),2-(0-10V输出),3-(4-20mA输出),4-(0V)。
具体结构尺寸见相关样本说明。
三、主要功能和特点卷取机纠偏伺服系统的两种形式:有臂式纠偏系统和无臂式纠偏系统。
有臂式卷取纠偏系统通过光电传感器检测进带的某一边,根据带材位置的变化控制伺服油缸的运行,由伺服油缸驱动卷取机向带材偏移的方向作相应跟踪移动,使卷取的带材的边缘始终在一个平面内,保证带材端面平齐;而无臂式卷取纠偏系统,利用带材的变化使高速摄像传感器输出一偏置信号S1,偏置信号通过伺服阀控制伺服油缸的运行,由伺服油缸驱动卷取机向带材偏移的方向移动,从而使和卷取机相连的位移传感器输出相位相反的信号S2,直到S1和S2的值相等后伺服油缸稳定在一个工作位,如此往复运行最终得到端面整齐的带材。
S600伺服纠偏系统操作手册郑重声明首先,真诚地感谢广大客户选用恩睿斯科技(重庆)有限公司的产品。
为了充分发挥本设备的性能,请务必在使用前先阅读本使用说明书。
请将本说明书保管于指定的场所,以便必要时能立即取出查阅。
本说明书适合快速上手,疏漏在所难免,文意有不明确、错误以及遗漏的地方,请与我们联系。
对于本说明书的应用结果,我们不承担与此无关的责任,请谅解。
Solemnly declareFirst of all, sincerely thank the vast number of customers choose en media technology (chongqing) co., LTD. Products. In order to give full play to the performance of this equipment, please read this instruction manual before use. Please send this manual custody in designated places, so that when it is necessary to immediately remove the inspection. This manual is suitable for quick learning, omission is inevitable, unclear Wen Yiyou, errors and omissions, please contact us. For the application of this manual as a result, we don't have nothing to do with this responsibility, please understand.安全须知为了安全使用本产品,再次声明,在安装和使用之前,请务必详细阅读本说明书,一定要注意安全,正确使用本产品,并遵守本说明书中的各种规定。
雷腾纠偏器说明书雷腾纠偏器说明书第一章产品介绍1.1 产品概述雷腾纠偏器是一种通过自动调整辊道运动轨迹,使得卷材在生产过程中保持平稳运行的设备。
它主要由底座、辊道系统、电机驱动和控制系统组成。
1.2 产品特点1)自动调整功能:雷腾纠偏器能够根据卷材的位置和状况,自动调整辊道的运动轨迹,从而实现纠偏的目的。
2)高精度传感器:采用高精度传感器监测卷材位置,能够实时反馈数据,确保纠偏效果准确可靠。
3)智能控制系统:内置智能控制系统,能够根据不同的生产要求,自动调整纠偏参数,实现最佳纠偏效果。
4)安全可靠:设备具备安全防护措施,如过载保护、电气隔离等,确保操作人员的安全。
第二章安装与调试2.1 安装准备1)确认设备的安装位置,并确保底座平稳牢固。
2)安装辊道系统,确保辊道平行、水平、垂直。
3)连接电源线和控制线。
2.2 开机前检查1)检查供电电源是否符合设备要求,并接地良好。
2)检查控制线路连接是否正确。
3)检查底座和辊道系统的固定情况,确保稳固可靠。
2.3 开机调试1)接通电源,确保设备正常供电。
2)按照说明书设置控制系统参数,根据实际需要进行调整。
3)调整辊道系统的运动轨迹,确保卷材能够平稳通过。
第三章操作及维护3.1 操作说明1)打开电源开关,并确认设备处于正常工作状态。
2)将卷材放置在辊道上,确保卷材正常进料。
3)观察卷材的位置,并根据需要进行调整。
4)检查卷材运行情况,如发现异常,及时停机排除故障。
3.2 维护保养1)定期清洁设备,确保无杂物堆积。
2)定期检查辊道系统是否松动,确保稳固可靠。
3)定期检查电机驱动系统是否正常,如有异常,及时进行维修。
第四章故障排除4.1 故障现象与处理方法1)故障现象:卷材不平稳运行处理方法:检查辊道系统是否正常,调整辊道位置2)故障现象:控制系统失灵处理方法:检查控制电路是否正常,重新设置控制参数3)故障现象:停机不动处理方法:检查电机供电是否正常,检查电机驱动系统是否故障4.2 常见故障及解决办法1)故障:传感器故障解决办法:更换传感器2)故障:电源故障解决办法:检查电源线路,确保供电正常3)故障:电机过载解决办法:检查电机运行情况,调整负载第五章注意事项5.1 安全操作1)操作人员应经过培训,熟悉设备操作流程。
Version3.10支持环保,本手册仅提供中文简版说明,英文版本及完整版本请来电索取。
敬请谅解!版权SELECTRA,2016.所有权利保留。
不承诺:本手册内的信息如有修改不再另行通知。
本手册所提供的信息保证准确、可靠,但是,使用中我司不负任何责任。
本手册适用于SELECTRA SG9200系列产品Version3.10及以上。
SG9200纠偏系统调试说明书Contents目录1.Web Guide Installation纠偏导正系统的安装 (3)1.1.System Components系统组成 (3)1.2.Safety Warnings安全警告 (3)2.Equipment Installation设备安装 (4)2.1.Brushless Servo Actuator And Pivoting Frame无刷伺服驱动器及导向机构 (4)2.2.Web Guiding Sensors纠偏传感器 (4)2.3.Control Unit纠偏控制器 (4)3.Operation Of Touchscreen控制器触摸屏操作面板 (5)4.Sensor Calibration And Setting传感器校准设置 (5)5.Central Point Adjustment Of Web Guiding纠偏中心偏置点位置调节 (8)6.Password Setup密码设置 (8)7.Modify The Polarity Of Sensor修改自动纠偏极性 (9)D Parameters Storage CCD参数存储功能 (10)9.Revise Parameters修改参数 (11)10.List Of Parameters系统参数清单 (12)11.Problems And Countermeasures纠偏系统常见问题及对策 (18)12.Parameter Table And Default Values参数表及默认值 (19)13.External PLC Control Function外部PLC控制 (22)Safety Aspects安全规范此系统符合CE相关规定。
莱默尔(杭州)机电设备有限公司Erhardt+Leimer (Hangzhou) Co., Ltd.目 录1 功能介绍1.1 LPC 系统 (4)1.2 EPC 系统 (5)2 运用范例2.1 LPC/EPC 系统 (6)2.2 REELING STATION (7)2.3 PIVOTING FRAME (8)3 各系统配套件介绍3.1 LPC 电眼感测装置3.11 探线/边型: F E 5002 电眼(群组位罝0.3)…………………..9 3.2 EPC 电眼感测装置3.21 探边型: F R 5001 电眼(群组位置0.1/0.2)………………..10 3.22 探边型: F X 4030 电眼(群组位置0.1/0.2)………………..10 3.3 控制装置3.31 D C 1340控制器(用于100W 以下M o t o r ),群组位置0.5…...11 3.4 驱动装置3.41 A G 2491驱动器(240N ,25m m /s ,±12/25/50m m ).........................12 3.42 A G 2591驱动器(1000N /2500N ,24/10m m /s ,±25/50/75/100m m )......12 3.43 A G 2691驱动器(3000/5300N ,19/10m m /s ,±50/75/100/175m m )......13 3.44 A G 4081驱动器(250N ,21m m /s ,±6/25/50m m )..........................13 3.45 A G 4591驱动器(1000N ,24m m /s ,±25/50/75/100) (14)3.46 A G 4691驱动器(3000N ,25m m /s ,±25/50/75/100).....................14 3.47 A G 5791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........15 3.48 A G 5891驱动器(20000N ,10m m /s ,±50/100/150/200/300m m )........15 3.49 A G 6791驱动器(10000N ,25m m /s ,±50/100/150/200/300m m )........16 3.50 A G 6891驱动器(20000N ,10m m /s ,±100/150/200/300m m )............16 3.5 中心回归装置 (17)以上红色记号处为此份说明书之重点部份以上红色记号处为此份说明书之重点部份4 各系统配套件功能键/指示灯说明4.1感测装置4.11 F E 5002电眼………………………………………………………19 4.12 F R 5001 / F X 4030电眼………………………………………… 20 4.2控制装置5 LPC 系统操作说明................................................... 21 6 EPC 系统操作说明................................................... 28 7 各装置群组位置及参数值运用说明.................... 29 8 各装置参数表 (34)9按装及试车说明 (53)10各装置尺寸图 (58)11 选配系统说明 / 公司信息…………………………………………..684.整套系统均采用数字式控制,因此可与计算机或PLC系统联机,可单点多机控制,亦可单机多点控制。
易典纠偏器说明书光电纠偏控制器.使用说明书接线及输入输出端口说明1、为对边对线光电头输出插口,即可作对边检测口作用,又可作对线检测口作用,三芯航空插接口。
可配一般光电头如Z3N一TB22使用。
2、为对线光电头输入插口,可作对线检测口作用,三芯航空插接口。
可配一般光电检测器使用。
3、为四芯光电检测器(如ZPS一2系列槽形双路光电头)输出插口,既可作对边检测口作用,又可作对线检测口作用。
7和8为左限位开关输入端口,接左限位开关常开触头。
9和10为右限位开关输出端口,接右限位开关常开触头。
交流同步电机的红色、黄色、白色和蓝色四线对应接入6、5、4、 3四个接线端子。
(调换红色与蓝色接线可改变电机旋转方向。
)220V电源接入1、2两接线端子。
二、运行前的准备工作1、接线:按接线图要求将电源,电机,限位开关,光电头对应接好。
2、电机方向极性确定:(如按手动键,使控制器处于手动状态,再按极性正键),则按键,电机正方向旋转,材料活动架往左移动,按键,电机反方向旋转,材料活动架往右移动,如电机旋转方向与实际相反,可将电机红蓝两线调换接.线.3、限位开关控制电机停止方向确定:(如按手动键,使控制器处于手动状态,再按极性正键),则按键,电机正方向旋转,后碰触活动架移动方向的限位开关,电机运转停止,则表示限位有效,反之则碰触一端限位开关,电机应运转停止,则表示限位开关接线相反,必须给予调换.注意:检验限位开关时必须在电机运转的有效行程内,必须在手动档检验,否则一但限位失灵将损坏电机丝杆的机械结构。
4、材料对边或对线选择:对于材料首先确定它的基准位置是材料边缘还是印刷线条。
确定跟踪边缘以后,再确定左边缘还是右边缘,以后再决定电机方向极性。
对于印刷品的线条一般定于2MM以上线条作为对边处理。
反之则作为对线处理。
5、光电头的定位、调整:按自动键、对边对线键,确定是跟踪材料边缘或印刷线条后,将光斑对准材料边缘或印刷线条,调整光电头位置观察光电头上的指示灯,指示灯从亮一暗一亮,则表示设定成功,若无该状态,则无基准工作。