PLC应用技术(三菱)
- 格式:doc
- 大小:22.50 KB
- 文档页数:2

知识点1:三菱PLC功能指令的概述1.知识目标(1)掌握三菱FX系列PLC功能指令的基本格式(2)掌握功能指令中数据类型(3)掌握功能指令两种执行方式的主要区别(4)掌握功能指令使用注意事项2.能力目标(1)能正确输入功能指令(2)能根据控制要求正确确定指令的执行方式3.1.1功能指令格式1.功能指令是可编程控制器数据处理能力的标志。
由于数据处理远比逻辑处理复杂,功能指令无论从梯形图的表达形式上,还是从涉及的机内器件种类及信息的数量上都有一定的特殊性。
作为工业控制计算机,PLC仅有基本指令是远远不够的。
现代工业控制在许多场合需要数据处理,因而PLC制造商逐步在PLC中引入功能指令(Functional Instruction),用于数据的传送、运算、变换及程序控制等应用。
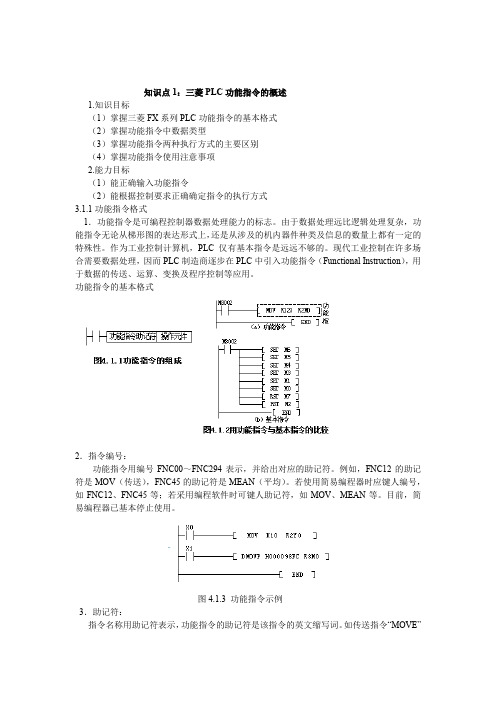
功能指令的基本格式2.指令编号:功能指令用编号FNC00~FNC294表示,并给出对应的助记符。
例如,FNC12的助记符是MOV(传送),FNC45的助记符是MEAN(平均)。
若使用简易编程器时应键人编号,如FNC12、FNC45等;若采用编程软件时可键人助记符,如MOV、MEAN等。
目前,简易编程器已基本停止使用。
图4.1.3 功能指令示例3.助记符:指令名称用助记符表示,功能指令的助记符是该指令的英文缩写词。
如传送指令“MOVE”简写成“MOV”,加法指令“ADDITION”简写为“ADD”,交替输出指令“ALTE RNATEOUTPUT”简化为“ALT”。
采用这种方式容易了解指令的功能。
如上图所示梯形图说明助记符的梯形图图中的助记符MOV、DMOVP,其中,DMOVP中的“D”表示数据长度,“P”表示执行形式。
功能指令的操作元件:有的功能指令只需要指定指令助记符。
如4.1.4(d)所示。
这是一条警戒时钟功能指令,程序中只要标出功能号FNC07即可。
但大部分功能指令在指定功能编号的同时,还需要指定操作元件。
操作元件可分为以下几种:4.源操作元件:用[S]表示。



第1章可编程序控制器概述一、判断题1.可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计,它采用可编程序的存储器。
()2.可编程序控制器的输出端可直接驱动大容量电磁铁、电磁阀、电动机等大负载。
()4.PLC采用了典型的计算机结构,主要是由CPU、RAM、ROM和专门设计的输入输出接口电路等组成。
()5.梯形图是程序的一种表示方法,也是控制电路。
()6.梯形图两边的两根竖线就是电源。
()7.PLC的指令语句表达形式是由操作码,标识符和参数组成。
()8.PLC可编程序控制器是以“并行”方式进行工作的。
()9.PLC机产品技术指标中的存储容量是指其内部用户存储器的存储容量。
()10.PLC机产品技术指标中的存贮容量是指内部所有RAM、ROM的存贮容量。
()11.PLC机虽然是电子产品,但它的抗干扰能力很强,可以直接按装在强电柜中。
()二、选择题1.可编程序控制器是以()为基本元件所组成的电子设备。
A.输入继电器触头B.输出继电器触头C.集成电路D.各种继电器触头2.PLC的基本系统需要哪些模块组成?()A.C.PU模块B.存储器模块C.电源模块和输入输出模块D.以上都要3.PLC的程序编写有哪些图形方法?()A.梯形图和流程图B.图形符号逻辑C.继电器原理图D.卡诺图4.PLC可编程序控制器的整个工作过程分五个阶段,PLC通电运行时,第四个阶段应为()。
A.与编程器通信B.执行用户程序C.读入现场信号D.自诊断9.输入采样阶段,PLC的中央处理器对各输入端进行扫描,将输入信号送入()A.累加器B.指针寄存器C.状态寄存器D.存储器10.PLC机将输入信息采入PLC内部,执行()后达到的逻辑功能,最后输出达到控制要求。
A.硬件B.元件C.用户程序D.控制部件11.PLC机的扫描周期与程序的步数、()及所用指令的执行时间有关。
A.辅助继电器B.计数器C.计时器D.时钟频率三、简答题1.1968年美国通用汽车公司(GM)公开招标提出十项PLC指标是什么?2.简述PLC的定义。
《PLC控制技术实训》(三菱)课程标准课程名称:PLC应用技术实训代码:总学时数:50理实一体化教学时数:50学分数:2.0适用专业:机电设备维修与管理工业机器人技术专业一、课程的性质1、必修课2、岗位能力课3、理实一体化课二、课程定位PLC技术实训(三菱机型)是机电设备维修与管理专业的专业技术课。
是从事电工、维修电工、仪表维修工等工种的人员必须通晓的技术。
该课程是学生学习、掌握现代化的自动控制设备,提高自身专业素质、提升解决实际工程问题能力的基础。
是对前面所学课程知识的应用,也是后续课程应用的基础。
三、课程设计思路以提高学生能力为目标,通过理论讲解、实际操作,在1周的时间内,让学生掌握梯形图的设计方法,PLC接线的技能。
通过对电动机负载、灯负载用不同的程序进行控制,使学生掌握基本逻辑指令,部分功能指令的应用。
掌握逻辑指令的程序设计方法;掌握功能指令的程序设计方法。
拓展学生的专业技能。
培养学生的程序设计能力。
四、课程基本目标1、知识目标s-64MR PLC的结构和工作原理,逻辑指令、功能指令的应用编程。
FX22、职业技能目标编程技能、程序调试的能力,实际接线的能力。
3、职业素质养成目标敬业精神和职业道德的建立,对工作精益求精,一丝不苟的严谨作风,团结协作、勇于创新的精神。
4、职业技能证书考核要求通过PLC应用技术实训,为学生取得中级仪表工国家职业资格证书作知识铺垫。
五、先修课程电气控制技术:常用低压电器元件的原理及应用、读图识图、接线能力。
电工电子:工厂用电常识及安全用电。
劳动法及职业守则:相关法律法规知识。
六、教学内容及学时安排1、课程主要内容说明讲述《PLC应用技术》(三菱机型)中的PLC结构原理、硬件资源,梯形图与指令的转换,FX-20P 编程器的使用,PLC对电动机类负载的控制,PLC对灯类负载的控制。
其中穿插讲述各种常用指令的使用要素、使用方法、编程技巧和应用注意事项等。
教学的重点是培养学生的编程能力,应用PLC解决工程控制问题的能力。
《PLC应用技术(三菱)》按照教学规律和学生的认知规律,在精选内容的基础上,合理编排教材内容,尽量采用以图文的编写形式,降低学习难度,从而达到易学易教的目的。
《PLC应用技术(三菱)》为国家级职业教育规划教材,根据高等职业技术院校电气自动化技术专业教学计划和教学大纲,由劳动和社会保障部教材办公室组织编写。
主要内容包括认识PLC、FX系列PLC的操作、PLC应用基础、顺序功能图、数据处理类应用指令、程序控制类应用指令等。
《PLC应用技术(三菱)》为高等职业技术院校电气自动化技术专业教材,也可作为成人高校、广播电视大学、本科院校举办的二级职业技术学院和民办高校的电气自动化技术专业教材,或作为自学用书。
《PLC应用技术(三菱)》由瞿彩萍主编,陈栗宋、周秀君、邓榆林、何醒和邓榆林参加编写,由何方明主审。
第一单元认识PLC(1)
任务一PLC控制器常识(1)
任务二PLC的内部结构和控制系统(7)
任务三一个简单的PLC系统——异步电动机点动运行电路(13)
第二单元FX系列PLC的操作(22)
任务一FX系列PLC与计算机的连接和通信(22)
任务二SWOPC-FXGP/WIN-C编程软件的应用(29)
任务三程序的录入与调试(46)
第三单元PLC的应用基础(51)
任务一三相异步电动机连续运行控制电路(51)
任务二三相异步电动机的正反转控制(57)
任务三二台电动机顺序启动的电路(64)
任务四顺序相连的传送带控制系统(70)
任务五Y-△启动的可逆运行电动机(75)
任务六灯光闪烁电路(78)
第四单元顺序功能图(84)
任务一运料小车(84)
任务二按钮式人行道交通灯(91)
任务三自动门控制系统(96)
任务四液体混合装置(100)
任务五冲床机械手的运动(103)
任务六十字路口交通灯(106)
任务七用凸轮实现的旋转工作台(112)
任务八组合钻床(116)
任务九大小球分选系统(120)
第五单元数据处理类应用指令(127)
任务一用PLC应用指令实现电动机的Y-△启动控制(127)
任务二用PLC实现闪光信号灯的闪光频率控制(131)
任务三密码锁(134)
任务四简易定时报时器(137)
任务五外置数计数器(140)
任务六四则运算应用(145)
任务七彩灯控制电路(148)
任务八流水灯光控制(151)
任务九步进电动机控制(154)
任务十用单按钮实现五台电动机的启停控制(159)任务十一外部故障诊断电路(162)
第六单元程序控制类应用指令(166)
任务一跳转程序(166)
任务二子程序(169)
任务三循环程序(171)
任务四外部中断子程序(173)
任务五定时中断子程序(175)
任务六高速计数器(179)
附录(186)
附录一FX2N系列PLC的特殊元件(186)
附录二出错码表(192)
附录三FX2N系列PLC应用指令总表(194)
参考文献(201)。