三角形螺纹加工
- 格式:ppt
- 大小:6.38 MB
- 文档页数:53
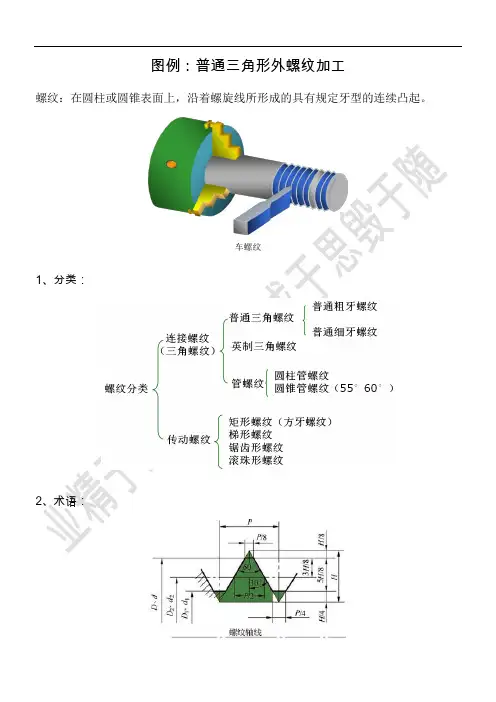
图例:普通三角形外螺纹加工
螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
车螺纹
1、分类:
2、术语:
3、标注:
一、螺纹车削原理
车床主轴与刀具之间必须保持严格的运动关系:即主轴(工件)每旋转一周,刀具均匀地移动一个导程的距离。
二、普通外螺纹的车削加工工艺流程
三、分析零件图
五、刀具安装
1、安装要点:刀尖分角线垂直于工件轴线
六、机床调整
mm、是车公制螺纹、(含梯形螺纹);mπ、是车蜗杆的(模数螺纹或公制蜗杆);DP/1"π、是车径节螺纹的(英制蜗杆);n/1"、是车英制螺纹(每英吋多少牙);
2、主轴箱调整
3、交换齿轮箱调整:调整交换齿轮
5、开合螺母调整
6、倒顺车车削
7、进刀方式
七、检测
八:小结:直进法车削螺纹
1、重点
“一”:一个方向进刀;“二”:二刀刃同时切削;“大”:刀具受力大;“小”适用于小螺距加工。
2、难点
正反车:车削螺纹时,双手协调动作
右手:操纵横向手柄,控制进退刀;
左手:操纵主轴手柄,控制正反车。
江西冶金职业技术学院自学考试毕业设计(论文)题目:三角螺纹的加工及常见问题的解决方法系 (部):机械工程系专业名称:数控技术与应用姓名:刘春强准考证号: 0570********班级名称: 08数控技师(2)班提交时间:三角螺纹的加工及常见问题的解决方法摘要编程就是将加工零件的加工顺序、刀具运动轨迹的尺寸数据、工艺参数(主运动和进给运动速度、切削深度)以及辅助操作(换刀、主轴正反转、冷却液开关、刀具夹紧、松开等)加工信息,用规定的文字、数字、符号组成的代码,按一定格式编写成加工程序。
本文从车削螺纹类零件的分类及如何使用三角形螺纹类零件以及时常见问题和解决方法方面入手来解决车削螺纹的难点问题,通过详细的剖析,不仅有效地能够保证加工工件的质量,而且在加工效率方面也会有很大的提高。
关键词:车削螺纹;加工分类;使用目录引言 (1)一、螺旋线的形成及螺纹的分类 (1)二、螺纹术语 (2)2.1 螺纹 (2)三、如何用数控车床车削三角形螺纹 (2)3.1车削螺纹工件的螺纹参数和工艺要求 (2)3.2 车刀的选择、刃磨和安装 (3)3.3 编写程序的方法要求 (5)3.4 检测螺纹参数 (6)四、车削螺纹时常见问题及解决方法 (7)4.1 啃刀 (8)4.2 乱扣 (8)4.3 螺距不正确 (8)4.4 中径不正确 (9)4.5 螺纹表面粗糙 (9)五、加工螺纹底孔应注意的事项 (9)六、螺纹攻丝实例 (10)毕业总结 (11)致谢 (12)参考文献 (13)引言在各种机械产品中,带有螺纹的零件和蜗杆应用很广泛。
用车削方法加工螺纹和蜗杆是机械制造业目前常用的加工方法。
螺纹按用途可分为连接螺纹和传动螺纹;按牙型可分为三角形、矩形、圆形、梯形和锯齿形;按螺旋线方向可分为右旋螺纹和左旋螺纹;按螺旋线线数可分为单线螺纹和多线螺纹;按母体形状可分为圆柱螺纹和圆锥螺纹。
一、螺旋线的形成及螺纹的分类螺旋线的形成原理见图1。


浅谈数控车床加工三角形螺纹摘要:带有螺纹的零件在各种机械产品中应用十分广泛,随着科技的进步,螺纹加工的方法越来也多。
螺纹加工方法有主要有车螺纹、铣螺纹、滚丝、攻丝、套丝、搓丝等,其中在数控车床上加工三角形螺纹是比较常用的方法,也是数控车工的基本技能之一。
关键词:三角螺纹尺寸计算加工指令注意事项三角形螺纹常用于固定、连接、调节或测量等处,三角形螺纹按规格和用途的不同,可分为普通螺纹、英制螺纹和管螺纹三种。
本文主要进行普通三角形螺纹的加工分析。
一、普通三角形螺纹加工常用的尺寸计算1.车外螺纹前螺纹的大径:高速切削三角螺纹时,受车刀挤压后可使螺纹大径尺寸胀大。
当螺距为1.5-3.5时外径一般可小0.2-0.4。
外螺纹大径近似计算公式d=公称直径-0.13P。
2.车内螺纹前螺纹的小径:在车内螺纹时,一般先钻孔或扩孔。
由于切削时的挤压作用,内孔直径会缩小,故加工内螺纹前孔径略大于小径的基本尺寸,近似计算公式:(1)车削塑性金属时:D孔=D-P;(2)车削脆性金属时:D孔=D-1.05P。
3.螺纹牙型高度(螺纹总切深):普通螺纹的牙型理论高度H=0.866P,实际加工时,由于螺纹车刀刀尖半径的影响,螺纹的实际切深有变化,根据GB197-81国标规定,螺纹车刀可在牙底最小削平高度H/8处削平或倒圆,则螺纹的实际高度h=H-2(H/8)=0.6495P,P为螺纹螺距。
4.螺纹起点与终点轴向尺寸:车螺纹时,两端必须设置足够的升速进刀段(空刀导入量δ)δ≥2P和减速退刀段(空刀导出量δ′)δ′≥1-1.5P。
5.螺纹中径:假想在螺纹牙型上凸起与凹槽相等的地方所组成的直线围绕轴线旋转构成的圆柱表面,中径是检测螺纹的重要参数.d=公称直径-0.6495p。
6.车螺纹时的转速:大多数经济型车床数控系统推荐车螺纹时的主轴转速约为:n≤1200/P-K。
式中,P是工件螺纹的导称(mm),英制螺纹为相应换算后的毫米值;K是保险系数,一般取为80。
C OCCUPATION2012 06116案例ASES如何用数控车床车削三角形螺纹文/王燕玲随着科学技术的发展,数控技术在生产中应用越来越广。
在数控车床上加工三角螺纹是非常容易的,但要保证螺纹的加工精度和尺寸要求,就必须掌握加工三角螺纹的参数和加工方法。
用数控车床车削螺纹相对于用普通车床车削螺纹来说是比较省心的。
但笔者认为要车好高质量的螺纹还是要研究好螺纹的参数、刀具、编程和检测。
本文以宝鸡机床SK50FANUCO数控系统加工M30×2的外三角螺纹为例,退刀槽宽度为5mm,分析螺纹加工过程中应注意的问题和解决的方法。
一、车削螺纹工件的螺纹参数和工艺要求第一,确定螺纹大径、中径:加工外螺纹的外螺纹大径(公称直径d ),d =30㎜;车螺纹前直径的确定:一般应车得比基本尺寸小0.2~0.4mm(约0.13P );螺纹中径:d 2=d -0.6495p =30-0.6495×2=28.701㎜,在中径处螺纹牙厚和槽宽相等。
第二,螺柱右端面要倒角至小于螺纹小径,左边加工退刀槽。
第三,确定螺纹切削加工的切削用量:背吃刀量的确定。
因为螺纹加工处于多刃切削工作条件下,切削力较大且属于非自由切削,车刀的强度往往不能保证螺纹一次加工完成。
就需要进行多次切削来完成螺纹的加工。
粗精车的总切深为a p =1.3P 。
进给量的确定。
为保证螺距的准确,就应保证在加工过程中,主轴每旋转一周,车刀就进给一个螺纹导程,从而使加工单线螺纹的进给量等于单线螺纹的螺距,即f =p =2㎜。
主轴转速的确定。
为保证螺纹加工的顺利进行,选取主轴转速为400r/min。
二、车刀的选择、刃磨和安装螺纹车刀的选择主要考虑刀具、形状和几何角度等三个方面。
高速钢螺纹车刀,适用于加工大螺距的螺纹和精密螺纹等工件;硬质合金螺纹车刀适用于加工脆性材料(铸铁)和高速切削塑性工件。
螺纹车刀的几何角度有三个:一是刀尖角ε应等于牙形角,车削普通三角形螺纹是60°;二是前角γ一般为0°~15°;三是后角α一般为5°~10°,进刀方向一面应稍大一些。
三角形螺纹的加工方法
嘿,朋友们!今天咱就来好好聊聊三角形螺纹的加工方法。
你知道吗,三角形螺纹就像是一件精巧的艺术品等待被雕琢。
加工它可不简单哦,就好比要打造一件专属的礼物。
首先,准备工作得做好呀!就像出征前要整理好装备一样。
选好合适的刀具,这可不能马虎,不然怎么能做出漂亮的螺纹呢?“工欲善其事,必先利其器”嘛!然后呢,调整好机床的参数,这就像是给机床注入了灵魂,让它能和咱默契配合。
开始加工啦!刀具就像一位勇敢的战士,冲向那坚硬的材料,一点一点地刻画出螺纹的形状。
看着那材料在机床上旋转,螺纹慢慢显现出来,哇,那种成就感简直爆棚!“嘿,这不就有了嘛!”就好像看着自己亲手培育的花朵绽放了一样惊喜。
在加工过程中,可得时刻关注着,不能有一丝马虎。
就像照顾一个小婴儿,稍有不慎可能就出问题啦。
如果不小心刀具磨损了,那可不得了,得赶紧换,可不能让它影响了咱们的“大作”呀!
加工三角形螺纹,需要耐心和细心。
这可不是一朝一夕就能掌握的技能,得不断地练习,不断地摸索。
“哎呀,这不就是个技术活嘛”,但是一旦掌握了,那可就牛啦!
总之,三角形螺纹的加工方法虽然有挑战性,但只要咱用心去学,用心去做,就一定能做出漂亮的螺纹来。
所以啊,大家可别害怕困难,勇往直前地去尝试吧!。
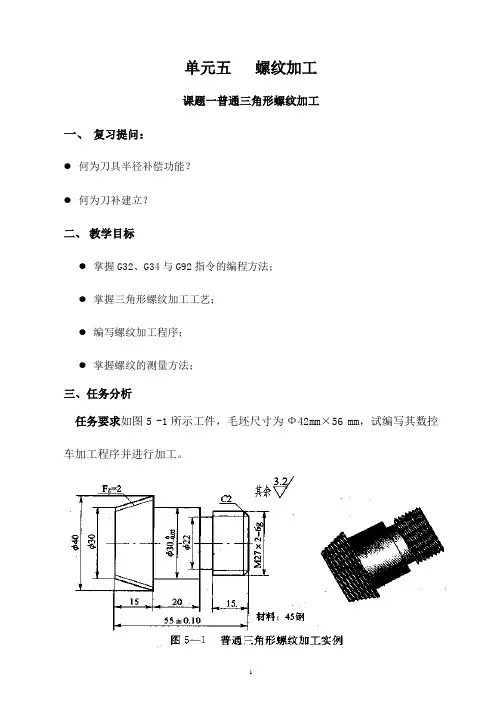
单元五螺纹加工课题一普通三角形螺纹加工一、复习提问:●何为刀具半径补偿功能?●何为刀补建立?二、教学目标●掌握G32、G34与G92指令的编程方法;●掌握三角形螺纹加工工艺;●编写螺纹加工程序;●掌握螺纹的测量方法;三、任务分析任务要求如图5 -1所示工件,毛坯尺寸为Ф42mm×56 mm,试编写其数控车加工程序并进行加工。
任务分析螺纹加工是数控车床的主要功能之一。
编写螺纹加工程序时,有多种螺纹加工指令可供选择,如G32、G92、G76等,学员可根据具体情况进行合理的选择。
此外,为了加工出合格的三角形螺纹,选用合理的螺纹加工工艺是关键。
四、相关理论1.三角形螺纹加工艺(1)螺纹标记及基本牙型普通螺纹分粗牙普通螺纹和细牙普通螺纹,牙型角为60。
●粗牙普通螺纹的螺距是标准螺距,其代号用字母“M”及公称直径表示,如M16、M12等。
●细牙普通螺纹代号用字母“M”及公称直径×螺距表示,如 M24×1.5、M27X2等。
●普通螺纹有左旋螺纹和右旋螺纹之分,左旋螺纹应在螺纹标记的末尾处加注“LH”字,如M20×1 .5LH等,未注明的是右旋螺纹。
(2)普通螺纹的基本牙型如图5- 2所示,各字符的含义如下:P:螺纹螺距:H:螺纹原始三角形高度,H—0. 866PD、d;螺纹大径,螺纹大径的基本尺寸与螺纹的公称直径相同;D、d2:螺纹中径,D2(d2)一D(d)一O.649 5P;D、d1:螺纹小径,D (d)一D(d)1. 08P。
(3)螺纹总切深及多刀切削螺纹总切深为1.3P。
多次进给切削。
进给次数及实际背吃刀量可按表5--1选取。
(4)螺纹的导入导出距离如图5—3b所示。
一般δ1取2~3P,δ2一般取l~2P.(4)车螺纹前直径尺寸的确定:可采用下列近似公式计算:●车削外螺纹 D底=D-0.13P,一般应车得比基本尺寸小0.24-0.4mm。
●车削塑性金属的内螺纹 D孔≈d- P●车削脆性金属的内螺纹: D孔=d -1.05P上式中,D底为外螺纹的小径,D孔为车螺纹前的孔径;D、d为螺纹公称直径;P为螺距。
![普通三角螺纹加工尺寸的计算[整理版]](https://uimg.taocdn.com/cfb9367959fafab069dc5022aaea998fcc2240ef.webp)
普通三角形螺纹加工尺寸的计算驻马店高级技工学校—王俊荣摘要:螺纹加工中比较重要的是尺寸的计算,只有正确的计算才能加工出合格的螺纹。
因为三角形螺纹的牙型比较小,加工时由于车刀的挤压使牙型外胀,还有螺纹刀刀尖不是削平的梯形,而是圆弧形的,所以有必要把理论尺寸和实际加工尺寸之间的关系讲明白,让螺纹的加工变得更准确。
关键词:三角形螺纹牙型高度总的背吃刀量多线螺纹加工我们在加工螺纹时螺纹尺寸的计算十分重要,特别是螺纹理论尺寸与实际加工尺寸的不同给学生的学习带来很多困难,三角形螺纹加工尺寸的计算是加工三角形螺纹的重要部分,只有掌握正确的计算方法,才能加工出合格的产品。
一、普通三角形螺纹的基本牙型普通三角形螺纹的基本牙型如图1所示,各基本尺寸的名称如下:图1 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1—内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
三角形螺纹的基本尺寸有:1、牙型角α螺纹轴向剖面内螺纹两侧面的夹角。
普通三角形螺纹α=60o,2、螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
3、导程P h在同一条螺旋线上的相邻两牙在中径线上对应两点之间的轴向距离。
4、牙型高度:外螺纹牙顶和内螺纹牙底均在H/8处削平,外螺纹牙底和内螺纹牙顶均在H/4处削平。
h1=H-H/8-H/4=5/8H=0.5413P5、大径:d=D(公称直径)6、中径:d 2=D2= d -2×3/8H=d -0.6495P7、小径:d 1=D1= d -2×5/8H= d -1.0825P二、加工普通三角形外螺纹前螺杆直径和加工时吃刀深度的计算。
1、M20的外螺纹,公称直径是大径20,高速车削三角形螺纹时,受车刀挤压后会使螺纹大径尺寸胀大,因此车螺纹外圆的直径,应比螺纹大径小,当螺纹螺距为1.5~3.5时,外径一般可以小0.2~0.4。
三角形螺纹车刀的使用1)三角形螺纹车刀的几何角度(1)刀尖角应该等于牙型角,车普通螺纹时为60°,英只螺纹为55°。
(2)前角一般为0°~10°。
因为螺纹车刀的纵向前角对牙型角有很大影响,所以精车时或精度要求高的螺纹,径向前角取得小一些,约0°~5°。
(3)后角一般为5°~10°。
因受螺纹升角的影响,进刀方向一面的后角应磨得稍大一些。
但大直径、小螺距的三角形螺纹,这种影响可忽略不计。
2)三角形螺纹车刀的刃磨(1)刃磨要求①根据粗、精车的要求,刃磨出合理的前、后角。
粗车刀前角大、后角小,精车刀则相反;②车刀的左右刀刃必须使之线,无崩刃;③刀头不歪斜,牙型半角相等;④内螺纹车刀刀尖角平分线必须与刀杆垂直;⑤内螺纹车刀后角应适当大些,一般磨有两个后角。
(2)刀尖角的刃磨和检查由于螺纹车刀刀尖角要求高、刀头体积小,因此刃磨起来比一般车刀困难。
在刃磨高速钢螺纹车刀时,若感到发热烫手,必须及时用水冷却,否则容易引起刀尖退火;刃磨硬质合金车刀时,应注意刃磨顺序,一般是先将刀头后面适当粗磨,随后在刃磨两侧面,以免产生刀尖爆裂。
在精磨时,应注意防止压力过大而震碎刀片,同时要防止刀具在刃磨时骤冷而损坏刀具。
为了保证磨出准确的刀尖角,在刃磨时可用螺纹角度样板测量,样板形状如下图1-8-2所示。
测量时把刀尖角与样板贴合,对准光源,仔细观察两边贴合的间隙,并进行修磨。
a)三角螺纹样板 b)较厚螺纹样板测量刀尖角图1-8-2 刀尖角检查对于具有纵向前角的螺纹车刀可以用一种厚度较厚的特制螺纹样板来测量刀尖角,如上图右所示。
测量时样板应与车刀底面平行,用透光法检查,这样量出的角度近似等于牙形角。
(3)三角形螺纹车刀刃磨练习实例如下图1-8-3所示图1-8-3 三角形螺纹车刀几何参数①粗磨主、副后面(刀尖角初步形成);②粗、精磨前面或前角;③精磨主副后面,刀尖角用样板检查修正;④车刀刀尖倒棱宽度一般为0.1×螺距。