Q345(16mn)钢板对接焊条电弧焊仰焊单面焊双面成形
- 格式:doc
- 大小:37.50 KB
- 文档页数:2
Q345(16mn)钢板对接焊条电弧焊仰焊单面焊双面成形
1.考件图样(见图1—1)_
2. 焊前准备
1)设备:ZX5—400型焊机1台
2)工具:钢丝钳,锤子,钢丝刷,常用锉刀,活扳手,钢丝钳各1把。
焊条保温桶,台虎钳,台式砂轮,角向磨光机各1台。
3)焊条:焊条焊前进行烘干,烘干温度为350~400度,烘干时间为1~2h.。
烘干后将焊条放在保温桶内,随用随拿。
4)考件:考件两端不得安装引弧板,引出板。
焊后仔细清楚焊后焊渣,并保持原始状态。
每个焊件在平行坡口50mm处,用划针划出测量焊缝基准线。
3.考核内容
(1)考核要求
1)焊前准备:考核条件清理程度,定位焊点准确与否;焊接参数选择正确与否。
2)焊缝外观质量:考核焊缝余高,余高差,焊缝宽度差,直线度,角变形,错边,咬边,背面凹坑深度等。
3)焊缝内部质量:射线探伤后,按JB/T4730.2—2005《承压设备无损检测》标准的要求检查焊缝内部的质量。
(2)时间定额:准备时间30min,正式操作时间60min(时间超过10min此次考试无效) (3)安全文明生产:考核现场劳动用品的穿戴情况;焊接过程是否正确执行安全操作规程;焊完后场地是否清理干净,工具,焊件是否摆放整齐。
4.配分,评分标准(参见表1—1)。

低合金钢仰对接手工电弧焊单面焊双面成形操作技术手工焊条电弧焊单面焊双面成形技术是各类焊工技术考核﹑等级考试﹑技能竞赛中的必考项目,它是对焊工操作技术水平的考核,同时也是保证锅炉﹑压力容器及管道焊接质量的一个重要环节。
手工电弧焊仰对接单面焊双面成形,操作难度较大,对焊工体力也是挑战。
针对低合金钢板仰焊过程中,操作工艺难度大、易产生焊缝背面严重凹陷及导致焊缝正面形成焊瘤、两侧沟槽等焊接缺陷问题,分析其原因,并结合自己工作的实践经验,在使用碱性低氢型焊条时,可以通过调整焊接操作方法,克服和消除缺陷,获得良好的焊缝成形并保证焊接质量。
仰焊是各种位置焊接中最难焊一种,熔池受重力的作用,有下滴的趋势,液体金属靠自身表面张力作用保持在焊件上。
熔池温度越高,表面张力则减少;熔池体积增大,而重力加强,这些会引起熔池金属下坠,甚至成为焊瘤,背面则会形成凹陷,使焊缝成形较为困难。
1 焊前准备1.1 焊接设备、材料、劳保用品和工具①试板:δ=12mm;②焊接材料:碱性焊条牌号E5015;③焊机:山大奥太ZX7-315STG;④劳保用品和工具:面罩、手套、焊钳、地线、榔头、錾子。
1.2 试件装配①坡口角度:单边30°;②装配间隙:始端3.2mm,终端4.0mm;③定位焊:定位焊位置距试件两端20mm内,焊缝长度15~20mm。
1.3 焊接工艺参数(见附表)2 操作要领2.1 引弧:在定位焊缝上引弧,并使焊条在坡口内作轻微横向快速运动,当焊至定位焊缝尾部时,应稍作预热,将焊条向上顶一下,听到“噗噗”声时,此时坡口根部已被熔透,第一个熔池已成形,需使熔孔向坡口两侧各熔入0.5 ~1mm,迅速断弧。
2.2 焊条角度:焊条与焊接方向的夹角为70°~80°,左右各90°,见附图。
2.3 接头:接头可分为冷接头和热接头。
2.3.1 热接头:在弧坑后面10mm的坡口内引弧,当运条至弧坑根部时,应缩小焊条与焊接方向的夹角,同时将焊条顺着原先熔孔向坡口部顶一下,听到“噗噗”声后稍停,再恢复正常手法焊接。

S M A W-F e I I-4G-12-F e f3J焊接指导书焊评报告编号:Hpk-Ⅱ-SMAW-4G焊接方法:手工电弧焊接头形式:板对接接头焊接位置:仰焊试件材质:Q345R(16MnR)试件规格:300×100×12mm焊条型号:E5015 焊条规格(mm):Φ3.2 Φ2.5电流种类及极性:直流正接法(打底焊)直流反接法(填充、盖面焊)1. 坡口形式:V形坡口60°±5°钝边:0 mm2.焊前准备:将试件坡口进行修磨确保在坡口两侧20㎜处无水、油、锈等杂质,露出金属光泽。
焊条使用前需烘干,加温350℃,保温2小时。
3.组对示意图: 预留反变形:3°-4°装配间隙:3.2-4.0mm 错边量:≤1 mm点固位置:试板焊缝两端点固焊长度:10mm4.主要焊接参数:焊道分布焊接层次焊接电流/A 焊条直径/mm打底焊(1)70-80 2.5填充焊(2、3)100-120 3.2盖面焊(4)100-110 3.25.操作要点:⑴打底焊:①引弧位置打底焊时在试板小间隙定位焊缝处引弧,停顿预热,焊条拉到坡口间隙处,电弧向上顶送,坡口根部熔化并击穿形成熔孔。
②运条方式和焊条角度采用小幅度锯齿形运条,横向摆动,短弧,向前连续施焊。
焊条角度如图1所示。
图1仰焊打底焊条角度③控制熔孔和熔池电弧在坡口根部两侧稍作停留,停顿时间比其它板试件焊接位置短些,坡口根部两侧应熔化0.5-1mm,要保持熔池小而且浅。
④焊道接头收弧时,焊条向焊接反方向的左侧或右侧坡口面回拉10-15mm,使接头处呈斜面状。
焊道接头采用热接法或冷接法。
在距弧坑前约10mm处的坡口面将电弧引燃电弧移至弧坑前沿时,向焊根背面顶送,稍作停顿,形成熔孔后,电弧再恢复到正常焊接长度,继续焊接。
采用冷接法时,将弧坑处打磨成缓坡后再施焊。
⑵填充焊:①填充焊施焊前清除前焊缝焊渣、飞溅。
16MnR低合金钢板对接立焊单面焊两面成形工艺与探索摘要:阐述16MnR低合金钢板对接立焊单面焊两面成形的打底焊、填充焊、盖面焊的工艺过程及操作要领,重点讨论了提高单面焊双面成形的打底焊质量的措施,强调了焊条伸入坡口的相对深度对打底焊、填充焊、盖面焊焊缝高度的重要影响。
关键词:板——板对接、立焊、熔池、单面焊双面成形。
一.前言:采用焊条电弧焊立焊单面焊双面成形的方法焊接板材时,打底焊道是关键,打底焊道操作手法有断续焊和连续焊两种,但断续焊法最为常用。
二.断弧焊法的特点:断弧焊法是在焊接过程中通过控制电弧不断燃烧和灭弧的时间以及运条动作控制熔池形状、位置、熔池温度以及熔池中液态金属厚度的一种单面焊双面成形的焊接技术,其特点是可以采用较大的坡口间隙,选用的焊接电流范围也较宽,熔池易于控制,电弧具有足够的穿透能力。
对设备要求较低,适应性极强,应用特别广泛,但是由于断弧焊操作变化较大,与连弧焊相比,对于焊工的操作技能具有较高的要求。
板——板对接立焊单面焊双面成形时,试件焊缝坡口是垂直上升位置,熔滴和熔渣受重力作用容易下滴,当焊接电流选择或操作方法不当时,易产生焊瘤和未焊透等缺陷,且成形差。
打底焊时,由于碱性熔渣的熔点低,流动性强,极易脱离熔池,使熔池的保护效果变差,产生气孔等缺陷。
但立焊断弧焊时熔孔效应较好,焊接过程中可通过观察熔孔尺寸控制背面焊缝成形,且金属熔池对铁夜和熔渣的依托作用优于其他位置。
熔池的温度容易控制,就可以获得理想的背面焊缝成形。
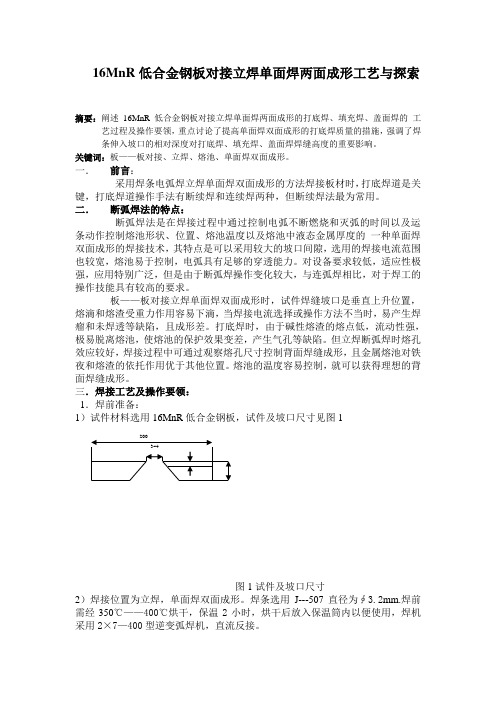
三.焊接工艺及操作要领:1.焊前准备:1)试件材料选用16MnR低合金钢板,试件及坡口尺寸见图1图1试件及坡口尺寸2)焊接位置为立焊,单面焊双面成形。
焊条选用J---507直径为∮3.2mm.焊前需经350℃——400℃烘干,保温2小时,烘干后放入保温筒内以便使用,焊机采用2×7—400型逆变弧焊机,直流反接。
3)用角唐机或锉刀清除试件坡口面及其正反两面20 mm范围内的油、锈及其他污物,直到露出金属光泽。

12mm板厚Q345A(16Mn)CO2焊对接横焊焊接工艺参数(7)12mm板厚Q345(16Mn)CO2焊对接横焊焊接工艺参数一、设计题目12mm板厚Q345(16Mn)CO2焊对接横焊焊接工艺设计。
二、原始材料1、工件材质:16Mn是Q345过去的叫法,其主要特征是综合性能好,冷冲压性能、焊接性能和可切削性能好。
2、母材数量:2块3、试件尺寸:300mm×100mm×12mm4、焊接要求:单面焊双面成形5、交货状态:热处理状态三、焊接材料的选择及技术选择1、焊丝直径:φ16mm(根据板厚选择)2、焊丝型号及类型:H08Mn2SiA(要求与母材等强匹配)3、CO2气体纯度:99.5%四、焊接设备与工具焊接设备:CO2气体保护焊半自动焊机(NBC-200)工具:手套、防护鞋、面罩、工作服、钢丝刷、敲渣锤、角向打磨机等。
五、焊前准备1、坡口形式及加工方式:用火焰气割割开60°V形坡口,如下图1-1所示:技术要求1、横位单面焊双面成形2、α≤60°±5°; b=3.0~4.0 ; p=0~0.53、控制焊后变形量≤3°4、焊缝表面平直,无缺陷图1-1V形坡口横焊试件图2、焊接位置:横焊3、坡口及坡口正反两侧20mm范围内的油、锈、水及其他污染物的清理,至露出金属光泽,并清除毛刺4、清理焊丝上的油、锈、水等污物5、焊接装配技术的要求(1)、装配要求:如下表所示试板装配尺寸(2)、定位焊:在试件反面距两端20mm之内进行定位焊,焊缝长度为10-15mm六、焊接工艺参数选择1、试板对接横焊参数2焊接速度:熟练焊工在半自动焊时通常焊速在30-60(cm/min)3、焊丝伸出长度:大约等于焊丝直径的10倍,也就是16mm左右4电源特性:直流反极性七、焊接操作横焊时,熔池虽有下面托着较易操作,但是焊道表面不易对称,所以焊接时必须使熔池尽量小,另外采用多道焊的方法来调整焊道外表面形状,最后获得较对称的焊缝外表。
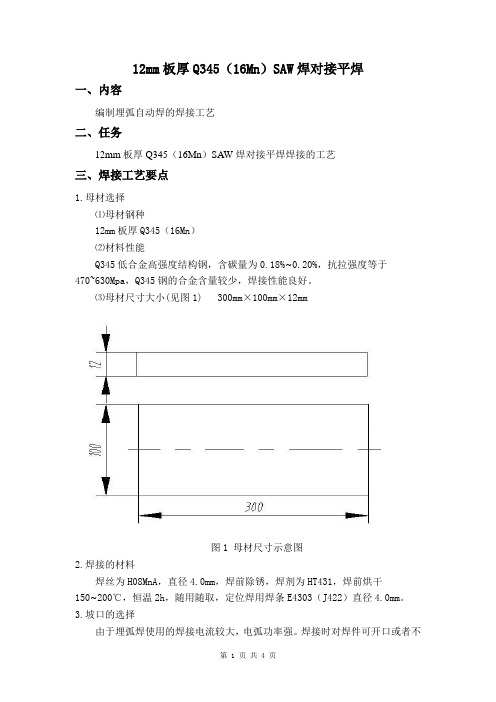
12mm板厚Q345(16Mn)SAW焊对接平焊一、内容编制埋弧自动焊的焊接工艺二、任务12mm板厚Q345(16Mn)SAW焊对接平焊焊接的工艺三、焊接工艺要点1.母材选择⑴母材钢种12mm板厚Q345(16Mn)⑵材料性能Q345低合金高强度结构钢,含碳量为0.18%~0.20%,抗拉强度等于470~630Mpa,Q345钢的合金含量较少,焊接性能良好。
⑶母材尺寸大小(见图1) 300mm×100mm×12mm图1 母材尺寸示意图2.焊接的材料焊丝为H08MnA,直径4.0mm,焊前除锈,焊剂为HT431,焊前烘干150~200℃,恒温2h,随用随取,定位焊用焊条E4303(J422)直径4.0mm。
3.坡口的选择由于埋弧焊使用的焊接电流较大,电弧功率强。
焊接时对焊件可开口或者不开口,一般情况下厚度小于14mm时,可以开坡口,I形坡口,坡口如图所示:I 形坡口对接平焊时要求为双面焊。
(见图2)图2 坡口形式及焊缝截面图4.焊接设备MZ—1000型埋弧焊焊机。
(交流或直流电源)5.试件装配⑴清理焊件清除工件坡口面及坡口正反两侧各30mm范围内的油污,锈蚀,水分及其他污物,直至有金属光泽。
⑵装配间隙试件始端为2.5mm,终端为3.2mm,放大终端的间隙是考虑到焊接过程中的横面收缩量,以保证熔透所需要的间隙,错边量≤1.2mm。
⑶定位焊在试板两端分别焊接引弧板和引出板,并作出定位焊(见图3), 引弧板与引出板的尺寸大小为100mm×100mm×12mm,焊后将用其气割割掉,千万不能用锤子敲掉。
图3 定位焊装配示意图⑷反变形量试件的反变形量为3.6.焊接工艺的确定。
(焊接工艺参数见表1)表1接参数⑴背面焊道的操作要求①施焊钱先垫上焊剂垫,一般是在坡口下面安放一根合适规格的槽钢,并撒满焊剂,将焊剂在纵向堆成呈直线形状的尖顶。
焊件安放时坡口要对准焊剂整的尖顶线,并锤击钢板是焊剂垫结实。
12mm板厚Q345(16Mn)SAW焊对接平焊焊接工艺设计一、相关工艺知识由于埋弧焊使用的焊接电流大,电弧功率强,焊接时焊件可开或不开坡口,一般情况下板厚小于14mm时可开或不开坡口,板厚1422mm时开V形坡口,板厚2250mm时开双V(X)形坡口,对质量要求较高的焊件一般采用UV形坡口。
而本次设计的钢板厚度为12mm,所以该板不需要开坡口的那种即I形破口。
二、材料分析Q345(16Mn)是我国低合金高强度钢中用了量最多,产量最大的钢种。
使用20%30%,耐大气腐蚀性能高20%38%。
1、牌号分析:“Q345”意为“屈服点为345MPa的低合金高强度结构钢”2、成分分析(1)低碳(2)以Mn元素为主的合金元素(3)加入一些少量的合金元素,如铌、钛、铜、钒等元素来改善组织,提高性能3、性能分析(1)高强度:一般屈服强度在300MPa以上就属于高强度(2)高韧性(3)良好的焊接性能和冷成形性能(4)低的冷脆转变温度(5)良好的耐蚀性三、工艺准备1、试件的材料及规格:Q345(16Mn)的尺寸大小为 300mm×100mm×12mmI形坡口如下图(1)图1 I型坡口尺寸图2、焊接要求:I形坡口对接平焊时要求为双面焊,不清根,保证焊透。
3、焊接材料:采用H08MnA焊丝,直径为4mm,焊前除锈,使用HJ431焊剂,因HJ431焊剂属于酸性焊剂,所以按规定其烘干温度为150200℃,并保温2h,随用随取。
4、焊接设备:MZ—1000型埋弧焊机(交流或直流电源)5、试件装配:⑴清理焊件,清理试件坡口面及坡口正反面两侧各30mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。
⑵装配间隙,试件始端为 2.5mm,终端为3.2mm,放大终端的间隙是考虑到焊接过程中横向收缩力量,以保证焊透所需的间隙,错边量≤1.2mm。
⑶定位焊,在焊件坡口的两端,在距离最近端的一侧的内部大约10mm左右固定两端,并且在试板两端分别焊接引弧板与引出板,并作定位焊如图(2)所示,引弧板与引出板的尺寸100mm×50mm×12mm板材为Q345(16Mn),与母材的成分相同,焊后将其用气割割掉,而不能用锤子敲掉。
板厚为20mm,接头为对接的16MnR钢的埋弧焊焊接工艺班级:xxxxx姓名:xxxx学号:xxxx一、16MnR的化学成分及性能二、16MnR的焊接性三、焊接方法的选择四、焊前准备五、焊接材料六、工艺参数的制订七、焊机的选择八、焊缝检查16MnR的焊接性16MnR钢是Q345级的低合金高强度结构用钢,是生产中应用最广的钢材料。
它只比Q235号钢多加入约1%的Mn,屈服强度却提高了40%~50%,而且冶炼、加工性能和焊接性能都较好,常见交货状态为热轧或正火,所以普遍用于制造各种焊接结构和压力容器。
其使用条件复杂,有的盛装易燃、易爆物品,有的盛装有毒物品,这些易燃、易爆、有毒物品一旦泄漏,将会造成严重的环境污染并危害人身安全,因此容器的质量好坏是保证人身安全、防止环境污染的关键所在。
低合金高强钢的含碳量一般不超过0.20%,合金元素总量一般不超过5%。
由于低合金高强钢含有一定量的合金元素,使其焊接性能与碳钢有一定差别,其焊接特点表现在:(1)冷裂纹低合金高强钢由于含使钢材强化的C、Mn、V、N b等元素,在焊接时易淬硬,这些硬化组织很敏感,因此,在刚性较大或拘束应力高的情况下,若焊接工艺不当,很容易产生冷裂纹。
而且这类裂纹有一定的延迟性,其危害极大。
(2)再热(SR)裂纹再热裂纹是焊接接头在焊后消除应力热处理过程或长期处于高温运行中发生在靠近熔合线粗晶区的沿晶开裂。
一般认为,其产生是由于焊接高温使HAZ附近的V、Nb、Cr、Mo等碳化物固溶于奥氏体中,焊后冷却时来不及析出,而在PWHT时呈弥散析出,从而强化了晶内,使应力松弛时的蠕变变形集中于晶界。
(3)低合金高强钢焊接接头一般不易产生再热裂纹,如16MnR、15MnVR等。
但对于Mn-Mo-N b和M n-Mo-V系低合金高强钢,如07MnCrMoVR,由于N b、V 、Mo 是促使再热裂纹敏感性较强的元素,因此这一类钢在焊后热处理时应注意避开再热裂纹的敏感温度区,防止再热裂纹的发生。
焊条电弧焊单面焊双面成型技术1、低碳钢板立焊(1)焊前准备焊前准备的内容与低碳钢平板平焊基本一致。
试件固定在垂直面内,间隙小的一端在下面。
(2)操作要点立焊时液态金属在重力作用下易下坠而产生焊瘤,并且熔池金属和熔渣易分离造成熔池部分脱离熔渣的保护,操作或运条角度不当,容易产生气孔。
因此立焊时,要注意控制焊条角度和短弧焊接。
1)打底焊打底层的焊接要点与钢板平焊位置基本一致。
采用直径为 3.2mm的焊条,焊接电流90—100A。
焊条与板体下倾角度为70°—80°,选用断弧焊—点击穿法。
2)填充焊填充焊的运条手法为月牙形或横向锯齿形,采用直径为3.2mm的焊条,焊接电流110—120A。
焊条与板件下倾角度为70°—80°。
3)盖面层盖面层施焊的焊条直径、焊接电流、焊条角度,运条方法及接头方法与填充层相同。
2、低碳钢板横焊(1)焊前准备焊前准备的内容与低碳钢平板平焊基本一致,预留反变形角度为5°—6°。
(2)操作要点横焊时液态金属在自重作用下易下淌,在焊缝上侧易产生咬边,下侧易产生焊瘤。
因此,要选用较小直径的焊条、较小的焊接电流,采用多层多道焊、短弧操作。
1)打底焊打底层的焊接要点与平焊基本一致。
采用直径为3.2mm 的焊条,焊接电流110—120A。
焊条与板件下倾角度为70°—80°,与焊接前进方向的夹角约为70°。
选用断弧焊—点击穿法。
2)填充焊填充焊的运条手法为直线运条,不作任何摆动。
采用直径为3.2mm的焊条,焊接电流130—140A。
焊道分布如图2—18所示。
焊下侧焊道时焊条与下试板倾角为90°,焊上侧焊道时焊条与下板倾角60°—70°。
焊道之间搭接要适当,不要产生深沟,以免产生夹渣。
一般两焊道之间搭接1/3—1/2为宜。
最后一层填充层距母材表面2mm。
图2-18 焊缝层次分布简图3)盖面层盖面层施焊的焊条直径为3.2mm的焊条,焊接电流100—110A。
Q345(16mn)钢板对接焊条电弧焊仰焊单面焊双面成形
1.考件图样(见图1—1)_
2. 焊前准备
1)设备:ZX5—400型焊机1台
2)工具:钢丝钳,锤子,钢丝刷,常用锉刀,活扳手,钢丝钳各1把。
焊条保温桶,台虎钳,台式砂轮,角向磨光机各1台。
3)焊条:焊条焊前进行烘干,烘干温度为350~400度,烘干时间为1~2h.。
烘干后将焊条放在保温桶内,随用随拿。
4)考件:考件两端不得安装引弧板,引出板。
焊后仔细清楚焊后焊渣,并保持原始状态。
每个焊件在平行坡口50mm处,用划针划出测量焊缝基准线。
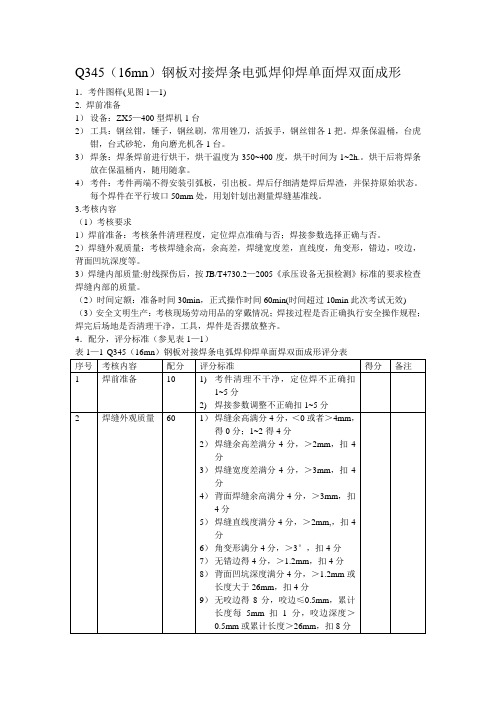
3.考核内容
(1)考核要求
1)焊前准备:考核条件清理程度,定位焊点准确与否;焊接参数选择正确与否。
2)焊缝外观质量:考核焊缝余高,余高差,焊缝宽度差,直线度,角变形,错边,咬边,背面凹坑深度等。
3)焊缝内部质量:射线探伤后,按JB/T4730.2—2005《承压设备无损检测》标准的要求检查焊缝内部的质量。
(2)时间定额:准备时间30min,正式操作时间60min(时间超过10min此次考试无效) (3)安全文明生产:考核现场劳动用品的穿戴情况;焊接过程是否正确执行安全操作规程;焊完后场地是否清理干净,工具,焊件是否摆放整齐。
4.配分,评分标准(参见表1—1)。