内六角螺丝及平头螺丝沉头孔设计参数
- 格式:xls
- 大小:32.50 KB
- 文档页数:4
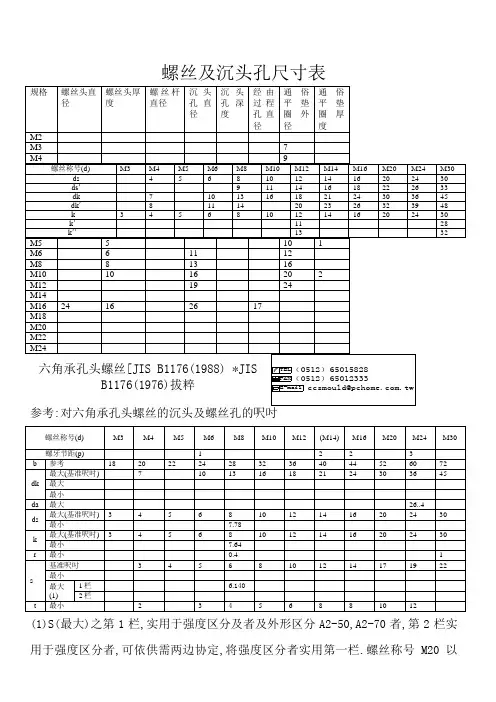
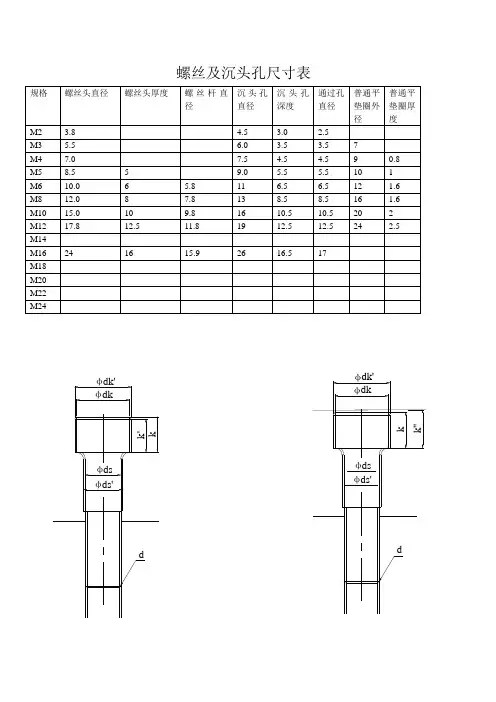
螺丝及沉头孔尺寸表
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹
TEL FAX E-mail
*******************.tw
(0512)65015828(0512)65012333
参考:对六角承孔头螺丝的沉头及螺丝孔的呎吋
(1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者.
(2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值.。

螺丝及沉头孔尺寸表
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹
参考:对六角承孔头螺丝的沉头及螺丝孔的尺寸
(1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者.
(2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值.。
m6内六角螺栓沉头孔尺寸摘要:一、内六角螺栓简介二、m6内六角螺栓沉头孔尺寸1.沉头孔尺寸概述2.沉头孔尺寸表三、m6内六角螺栓沉头孔尺寸的应用1.应用场景2.注意事项正文:一、内六角螺栓简介内六角螺栓,简称内六角螺丝,是指螺丝头部为六边形的螺栓。
它与螺母配合使用,可以连接两个零件,广泛应用于各种机械设备、电子产品、家具等领域。
内六角螺栓有多种规格,其中m6内六角螺栓是较为常见的一种。
二、m6内六角螺栓沉头孔尺寸1.沉头孔尺寸概述沉头孔,是指在零件上钻出的头部呈凹陷的孔,用于容纳内六角螺栓的头部。
m6内六角螺栓沉头孔尺寸,通常是指沉头孔的直径和深度。
2.沉头孔尺寸表根据相关标准规定,m6内六角螺栓沉头孔的尺寸如下:- 直径:6mm- 深度:8.5mm需要注意的是,实际应用中,沉头孔尺寸可能会因生产工艺、材料等因素而略有差异。
在选择m6内六角螺栓时,应根据实际应用需求和实际情况,选择合适的沉头孔尺寸。
三、m6内六角螺栓沉头孔尺寸的应用1.应用场景m6内六角螺栓沉头孔尺寸广泛应用于各种机械设备、电子产品、家具等领域。
例如,在机械设备中,沉头孔可以用于固定螺栓,以连接两个零件;在电子产品中,沉头孔可以用于固定电子元件,以保证产品的稳定性;在家具中,沉头孔可以用于连接家具部件,以提高家具的结构稳定性。
2.注意事项在实际应用中,选择m6内六角螺栓沉头孔尺寸时,应考虑以下因素:- 螺栓的材质和强度- 沉头孔的加工工艺和材料- 零件的连接方式和受力情况综上所述,m6内六角螺栓沉头孔尺寸在实际应用中具有重要意义。

m6内六角螺栓沉头孔尺寸摘要:I.引言- 介绍内六角螺栓沉头孔的概念II.m6 内六角螺栓沉头孔尺寸的标准- 国内标准和国外标准- 常用尺寸表III.m6 内六角螺栓沉头孔尺寸的计算方法- 头部直径和厚度- 沉头孔尺寸- 台阶孔尺寸IV.m6 内六角螺栓沉头孔尺寸的应用- 实际工程案例- 注意事项V.结论- 总结内六角螺栓沉头孔尺寸的重要性正文:I.引言内六角螺栓沉头孔是机械连接中常见的一种形式,其具有良好的连接性能和稳定的力学性能,被广泛应用于各种工程结构中。
m6 内六角螺栓沉头孔尺寸作为内六角螺栓的一种,有着严格的标准和计算方法。
II.m6 内六角螺栓沉头孔尺寸的标准m6 内六角螺栓沉头孔尺寸的标准包括国内标准和国外标准。
国内标准主要有GB/T 1583.1-2008《内六角螺栓》和GB/T 3098.1-2010《紧固件机械性能》等;国外标准主要有ISO 4017-2016《内六角螺栓》和ANSI/ASME B18.3-2016《螺栓、螺钉和螺母》等。
常用的尺寸表如下:- 头部直径:10mm- 头部厚度:5mm- 沉头孔尺寸:8.5mm- 台阶孔尺寸:12mmIII.m6 内六角螺栓沉头孔尺寸的计算方法m6 内六角螺栓沉头孔尺寸的计算方法主要包括头部直径和厚度的计算,沉头孔尺寸的计算以及台阶孔尺寸的计算。
- 头部直径和厚度的计算:头部直径为10mm,厚度为5mm。
- 沉头孔尺寸的计算:沉头孔尺寸为头部直径加上台阶高度,即8.5mm=10mm+台阶高度。
- 台阶孔尺寸的计算:台阶孔尺寸为头部直径减去台阶高度,即12mm=10mm-台阶高度。
IV.m6 内六角螺栓沉头孔尺寸的应用m6 内六角螺栓沉头孔尺寸在实际工程案例中有广泛的应用,如建筑、机械、汽车等行业。
在应用过程中,需要注意以下几点:- 选择合适的螺栓材料和强度等级,以确保连接的稳定性和安全性;- 根据实际连接需求,合理选择沉头孔尺寸和台阶孔尺寸,避免过大或过小;- 在安装过程中,注意螺栓的安装顺序和拧紧力矩,以保证连接的紧密性。

m8内六角螺栓沉头孔尺寸M8内六角螺栓沉头孔尺寸引言:M8内六角螺栓是一种常见的紧固件,广泛应用于机械设备、汽车、航空航天等行业。
其中,沉头孔是螺栓头部的一种设计,具有较为特殊的尺寸要求。
本文将介绍M8内六角螺栓沉头孔的尺寸规格及其应用。
一、M8内六角螺栓沉头孔的尺寸沉头孔是为了使螺栓头部与工件表面平齐,以减少螺栓头部的凸起,提高外观美观和紧固性能。
M8内六角螺栓沉头孔的尺寸包括孔径、孔深和倒角。
1. 孔径:M8螺栓的标准孔径为8.4mm,一般是通过钻孔或者铣削工艺加工得到的。
孔径的尺寸要求要与螺栓头直径相匹配,以保证螺栓能够顺利进入孔中。
2. 孔深:M8螺栓沉头孔的孔深一般为螺栓头部直径的一半,即4mm。
孔深的设计要满足螺栓头部完全嵌入孔中,使其与工件表面平齐。
3. 倒角:M8螺栓沉头孔的倒角是为了减小螺栓头部与孔底之间的压力集中,提高螺栓的承载能力。
倒角的尺寸一般为螺栓头部直径的1/3,即2.67mm。
二、M8内六角螺栓沉头孔的应用M8内六角螺栓沉头孔广泛应用于各个领域的机械装配中,以下是几个常见的应用场景:1. 机械设备:在机械设备的安装中,M8内六角螺栓沉头孔常用于连接机壳和机械零部件,确保机械结构的稳定性和紧固效果。
2. 汽车工业:在汽车制造过程中,M8内六角螺栓沉头孔被广泛应用于车身板件的连接,如车门、引擎盖等。
其尺寸规格的准确性对于确保车身结构的牢固性至关重要。
3. 航空航天:在航空航天领域,M8内六角螺栓沉头孔通常用于飞机结构的组装,如机翼、舱门等。
其尺寸的准确性和承载能力对于飞机的安全性至关重要。
结论:M8内六角螺栓沉头孔的尺寸包括孔径、孔深和倒角,这些尺寸的设计要满足螺栓的安装和紧固要求。
在不同行业和领域中,M8内六角螺栓沉头孔都有着广泛的应用,对于确保机械设备、汽车和航空航天器的安全性和稳定性起着重要的作用。
在实际应用过程中,根据具体的工程需求和标准要求,可选择合适的M8内六角螺栓沉头孔尺寸,并通过合适的加工工艺进行加工和安装。
螺丝和沉头孔尺寸规格表内六角尺寸规格沉孔尺寸Last revision on 21 December 2020
螺丝及沉头孔尺寸表
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔
粹
参考:对六角承孔头螺丝的沉头及螺丝孔的尺寸
(1)S(最大)之第1栏,适用于强度区分及者及形状区分A2-50,A2-70者,第2栏适用于强度区分者,可依供需双方协议,将强度区分者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者.
(2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值.。
螺丝和沉头孔尺寸规格表内六角尺寸规格沉孔
尺寸
SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
螺丝及沉头孔尺寸表
六角承孔头螺丝[JISB1176(1988)*JISB1176(1976)拔粹
(1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者.
(2)头部侧面应施予直条刻纹等压在刻纹[JISB0591(金花刻纹)],此时,dk(最大)为本表所示,**记号的数值,不需压花刻纹者,由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值.。
M6内六角螺栓沉头孔尺寸1. 介绍M6内六角螺栓是一种常见的机械连接元件,常用于固定和连接各种零部件。
沉头孔是为了使螺栓头部与工件表面齐平,以便更好地安装和固定。
本文将详细介绍M6内六角螺栓沉头孔的尺寸要求,包括孔径、深度、倒角等方面的内容。
2. 孔径M6内六角螺栓沉头孔的孔径是指孔的直径,通常使用公称直径表示。
对于M6内六角螺栓来说,其标准孔径为6mm。
在进行沉头孔加工时,需要选择适当的钻具或铣具,并确保加工出的孔直径与标准要求一致。
过大或过小的孔直径都会影响螺栓与工件的配合性能。
3. 深度M6内六角螺栓沉头孔的深度指的是从表面到底部的距离。
深度需要满足两个方面要求:一是确保螺栓能够完全进入孔中,二是使螺栓头部与工件表面齐平。
根据标准要求,M6内六角螺栓沉头孔的深度应为螺栓长度加上螺栓头部高度的两倍。
例如,如果M6螺栓长度为20mm,头部高度为6mm,则沉头孔的深度应为20mm + 2 * 6mm = 32mm。
在实际加工中,需要注意控制孔的深度,确保其符合标准要求。
过浅的孔会导致螺栓无法完全进入孔中,而过深的孔则会使螺栓头部无法与工件表面齐平。
4. 倒角M6内六角螺栓沉头孔在底部一般需要进行倒角处理。
倒角的目的是减小底部边缘对于螺栓头部的阻碍,使得螺栓能够更容易地进入沉头孔。
常见的倒角方式有45度和60度两种。
选择何种倒角方式需要考虑到具体情况和要求。
一般来说,较小尺寸和较低强度要求可以选择45度倒角,而较大尺寸和较高强度要求则可以选择60度倒角。
在进行倒角处理时,需要注意控制倒角的尺寸和位置,确保其符合标准要求。
过大或过小的倒角都会影响螺栓与工件的配合性能。
5. 加工方法M6内六角螺栓沉头孔可以使用钻床、铣床或数控机床等设备进行加工。
具体加工方法根据实际情况和要求选择。
在进行孔加工前,需要进行适当的定位和固定,以确保孔的位置准确和加工质量良好。
同时,在加工过程中需要注意切削液的使用和切削速度的控制,以避免产生过多热量和损坏刀具。
M6内六角螺栓沉头孔尺寸1. 介绍M6内六角螺栓是一种常见的紧固件,广泛应用于机械设备和结构中。
沉头孔是一种特殊的孔洞设计,在螺栓安装过程中,使得螺栓头部可以完全嵌入孔洞内,从而实现表面平整、无凸起的效果。
本文将详细介绍M6内六角螺栓沉头孔的尺寸标准和设计要求。
2. M6内六角螺栓沉头孔尺寸标准M6内六角螺栓沉头孔的尺寸标准通常基于国际标准ISO 10642。
ISO 10642定义了在机械工程中使用的内六角螺钉(沉头)的尺寸和公差。
2.1 螺钉直径M6指的是螺钉的直径为6毫米。
这是指螺纹部分的直径,不包括头部直径。
2.2 沉头孔直径沉头孔是用来容纳螺钉头部的圆形孔洞。
其直径应略大于螺钉头部直径,以确保螺钉能够完全嵌入孔洞内。
根据ISO 10642标准,M6内六角螺钉沉头孔的直径应为11.8 - 12.2毫米。
2.3 沉头孔深度沉头孔的深度是指从表面到底部的距离。
沉头孔的深度应该足够容纳螺钉头部,并使其与表面齐平。
根据ISO 10642标准,M6内六角螺钉沉头孔的深度通常为2倍于螺钉直径,即12毫米。
3. M6内六角螺栓沉头孔设计要求M6内六角螺栓沉头孔的设计要求主要包括以下几个方面:3.1 孔洞形状沉头孔通常采用圆形设计,以容纳螺钉头部。
为了确保螺钉能够完全嵌入孔洞内,并且与表面齐平,沉头孔的底部应该是平坦的。
3.2 孔洞尺寸沉头孔的直径应略大于螺钉头部直径,以确保螺钉能够完全嵌入孔洞内。
沉头孔的深度应足够容纳螺钉头部,并使其与表面齐平。
3.3 表面处理沉头孔应该进行适当的表面处理,以提高螺钉与孔洞之间的摩擦力,并防止松动。
常见的表面处理方法包括镀锌、镀铬等。
3.4 安装方法安装M6内六角螺栓时,首先将螺栓插入沉头孔中,然后使用内六角扳手或扳手拧紧。
在拧紧过程中,注意不要过度拧紧,以免损坏螺栓或孔洞。
4. 结论M6内六角螺栓沉头孔尺寸是确保螺栓和结构安装牢固的重要因素之一。
按照ISO 10642标准,M6内六角螺栓沉头孔的直径应为11.8 - 12.2毫米,深度通常为2倍于螺钉直径。
螺丝及沉头孔尺寸表
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹参考:对六角承孔头螺丝的沉头及螺丝孔的呎吋
(1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者.
(2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值.。
过孔尺寸
牙距
螺纹底孔不常用常用φD H=公称直径φA L ΦC φB M3 5.534
0.5 2.56M47450.7 3.38M58.5560.8 4.210M610671511M81389 1.25 6.7514M10161011 1.58.517M12181214 1.7510.2520M1624161821426M20302022
2.517.532M2436242632138M30453032
3.526.549
公称直径≤10φ
D=H+H/2+1φA=H+1公称直径小于>10φD=H+H/2
φA=H+2ΦC=H-L
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)
过孔尺寸
不常用常用φD H φA φB M36 1.7
48M48 2.3510M510 2.8612M612 3.3714M816 4.4
919M1020 5.51123M1224 6.5
1427
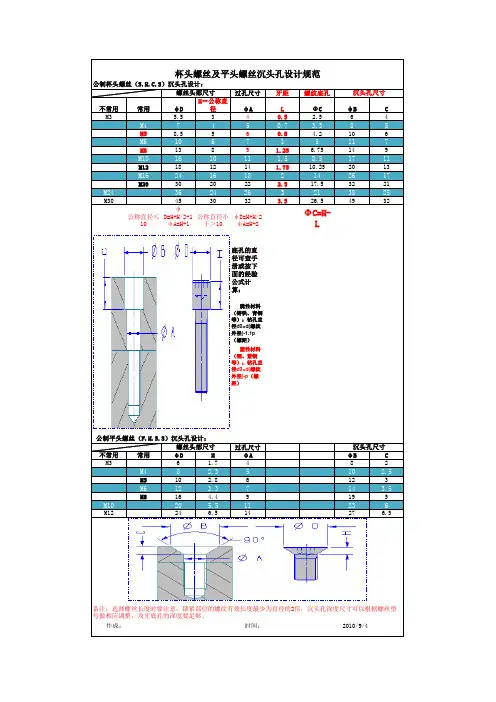
杯头螺丝及平头螺丝沉头孔设计规范
螺丝头部尺寸
沉头孔尺 公制平头螺丝(F.H.S.S)沉头孔设计:
螺丝头部尺寸沉头孔尺公制杯头螺丝(S.H.C.S)沉头孔设计:
备注:选择螺丝长度时要注意,锁紧部位的螺纹有效长度最少为直径的2倍,沉头孔深度尺寸可以根据螺做相应调整,攻牙底孔的深度要足够。
作成:时间:2010-9-4
头孔尺寸
C
4
5
6
7
9
11
13
17
21
25
32
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
头孔尺寸
C
2
2.5
3
3.5
5
6
6.5
根据螺丝型号。