微小孔加工技术现状及发展趋势
- 格式:pdf
- 大小:483.02 KB
- 文档页数:6

制造业微小孔加工技术现在存在的问题【建筑工程类独家文档首发】目前,制造业中微小孔加工钻头的直径一般为φ100~φ300μm,刀具材料为超细晶粒硬质合金,WC粒径大致在90~1000nm左右。
过去由于硬质合金韧性不足,钻头加工可靠性较差,现在这些缺陷已基本消除,工具的抗折断性能、刚性和耐磨性等均远比高速钢钻头优越。
微型钻头主要用于印刷电路板、燃料喷嘴(内燃机)、化纤细丝喷嘴等的微小孔加工。
被加工材料为GFRP、合金钢、不锈钢、特殊陶瓷等。
趋势随着移动电话功能的增多,印刷电路板线路分布日益向密集方向发展,电路板的微孔直径也更加细小,加工难度进一步增大。
内燃机燃料喷嘴的发展趋势也大致如此。
化纤丝喷嘴的喷出孔最小直径约10μm,喷嘴材料为不锈钢,要求在不锈钢上加工出数百至数千个喷出孔,加工难度极大。
高精度制作微型钻头的技术要求很高,直径越小,制作越困难。
目前,市场上可见到的硬质合金微型钻头中,经过研磨的麻花钻最小直径为φ30μm,扁钻为φ10μm。
据报道,在研究室里采用电解磨削方式,可制作出φ5μm的极小直径钻头。
工具材料随着钻头最小直径的微细化,要求工具的抗弯强度、刚性、刃尖锋利度、硬度及断裂韧性均应较高,因此,工具厂商不断研究如何使硬质合金晶粒更加微细化,而且已取得可喜的成果。
最近,佳友电工公司已开发出粒径为90nm的超细晶粒硬质合金,ァラィト材料公司宣布,他们已试制出粒径为60nm的高级超细晶粒硬质合金。
存在的问题目前市场上销售的φ100μm以下的微型钻头中,尺寸、形状的偏差极不均匀。
例如,对市场上φ20μm的31支钻头进行测试的结果,直径的平均值为20.1μm,标准偏差1.5μm;芯厚平均值为6.3μm,标准偏差为1.7μm,偏差值明显偏大。

小型冲孔机发展现状随着科技的发展,冲孔机作为一种重要的机械设备,也在不断的发展和创新中。
小型冲孔机作为一种经济实用的设备,其发展现状可从以下几个方面来介绍。
首先,在性能方面,小型冲孔机在结构设计上更加紧凑合理,体积更小,重量更轻,更加方便移动和搬运。
同时,小型冲孔机的速度和精确度也有了很大的提升。
在控制系统方面,采用了更加智能化的控制技术,使得操作更加简单,并且可以实现一键式操作,提高工作效率。
此外,小型冲孔机还具备了更加稳定的性能,噪音更小,运行更平稳。
其次,在冲孔技术方面,小型冲孔机也有了很大的发展。
传统的冲孔方式多采用油压驱动,但是这种方式存在能耗大、噪音大的问题。
而现在的小型冲孔机大多采用伺服电机驱动,使得冲孔过程更加精确、高效,并且具备了自动检测和纠正的功能,大大提高了生产效率。
再次,在应用领域方面,小型冲孔机的适用范围也越来越广泛。
传统的冲孔机主要用于金属材料的冲孔加工,而现在的小型冲孔机不仅能够处理金属材料,还可以处理一些非金属材料,如塑料、橡胶等。
此外,小型冲孔机还逐渐应用于汽车制造、电子设备制造、家电制造等不同行业,为工业生产提供了更加便捷、高效的解决方案。
最后,在市场需求方面,小型冲孔机也受到越来越多企业的青睐。
由于其体积小、价格相对较低,小型冲孔机逐渐成为中小型企业的首选设备。
特别是在小批量定制生产和特殊加工需求方面,小型冲孔机更能满足企业的需求。
同时,随着国家对技术创新和绿色环保的要求越来越高,小型冲孔机因其低能耗和低噪音等特点,也在市场中逐渐占据一席之地。
综上所述,小型冲孔机在发展现状方面取得了一系列的进步和创新。
无论是在性能、技术、应用领域还是市场需求方面,小型冲孔机都呈现出了蓬勃的发展态势。
相信在不久的将来,小型冲孔机会进一步完善和发展,为工业生产带来更多的便利和效益。

微细加工技术的发展与应用随着科技的不断发展,微细加工技术成为现代工业中不可或缺的一部分。
微细加工技术是指对微小物体进行加工的技术,通常用于制造那些需要高精度或者微小尺寸的零件、设备和器件。
微细加工技术的应用范围非常广泛,包括微型机器人、光学器件、医疗器械、生物传感器等领域。
本文将探讨微细加工技术的发展历程、应用和未来发展趋势。
一、微细加工技术的发展历程微细加工技术源远流长。
在过去的几百年间,人们使用了各种手工工具和机械设备进行微细加工。
例如,19世纪英国人约瑟夫·温斯洛在1822年发明了摆线拖动齿轮切削机,实现了金属齿轮的精细加工。
这一技术被广泛应用于英国的纺织工业,并为工业革命的发展做出了贡献。
20世纪初,随着电气工程和电子学的发展,半导体器件的出现推动了微细加工技术的发展。
1947年,贝尔实验室的威廉·肖克利发明了第一个晶体管,奠定了现代电子工业的基础。
从此以后,微细加工技术得到了巨大的发展,出现了各种各样的微细加工工具和设备。
例如,扫描电子显微镜可以对微小物体进行高分辨率成像和表征,电子束光刻机可以用来制造半导体芯片、具有纳米尺度精度的纳米定位台可以用来进行精细的纳米加工等等。
二、微细加工技术的应用微细加工技术已经广泛应用于多个领域。
以下是一些例子:1. 光学器件光学器件包括激光器、光开关、波导器、光电探测器等。
微细加工技术可以提供高精度和可重复加工,适用于制造这些器件的需求。
例如,电子束光刻机已经被广泛应用于制造半导体激光器和光子晶体器件。
2. 医学器械微细加工技术可以用于制造医学器械,例如微型手术器械和医用传感器。
这些器械需要高精度和微小尺寸,以减少对患者的创伤和疼痛。
微细加工技术可以提供这些要求。
3. 生物传感器生物传感器利用生物体内的化学反应或者生物特性来检测生物分子和细胞。
微细加工技术可以用于制造这些传感器。
例如,电子束光刻机可以用来制造生物芯片,这些芯片可以用于生命科学研究和医学诊断。
高分子材料微孔加工全文共四篇示例,供读者参考第一篇示例:高分子材料微孔加工是一种广泛应用于医疗、生物科学、化学工程等领域的加工技术。
通过微孔加工,可以改善高分子材料的性能,增强其功能,提高其应用价值。
本文将介绍高分子材料微孔加工的原理、方法、应用及发展趋势。
一、高分子材料微孔加工的原理高分子材料微孔加工是通过控制高分子材料的结构和形貌,使其具有特定的微孔结构。
微孔结构是指高分子材料内部具有一定大小和形状的孔隙,这种孔隙可以在高分子材料中分布均匀,也可以呈现不规则的分布。
微孔结构可以增加高分子材料的表面积,提高其吸附和扩散性能,改善其力学性能和化学稳定性,增强其应用性能。
高分子材料微孔加工的原理主要有两种:一是物理加工,通过机械、电化学、化学等方法,在高分子材料表面或内部形成微孔;二是模板法加工,通过模板的作用,在高分子材料表面或内部形成微孔。
物理加工方法包括电解加工、离子束加工、激光加工、等离子体加工等,模板法加工方法包括模板刻蚀、溶剂膜转移、自组装等。
高分子材料微孔加工的方法多种多样,可以根据材料的特性和加工要求选择合适的方法。
常用的方法包括:1. 电化学加工:利用电化学腐蚀原理,在高分子材料表面形成微孔。
这种方法可以控制微孔的形貌和尺寸,适用于加工较小尺寸的微孔。
2. 激光加工:利用激光束对高分子材料进行加工,形成微孔。
这种方法加工速度快,精度高,适用于加工复杂的微孔结构。
高分子材料微孔加工在医疗、生物科学、化学工程等领域有着广泛的应用。
具体包括:1. 医疗领域:高分子材料微孔加工可以用于制备生物材料、医疗器械、组织工程材料等。
通过微孔加工,可以改善材料的生物相容性,提高其医疗效果,促进细胞生长和组织再生。
3. 化学工程领域:高分子材料微孔加工可以用于制备分离膜、催化剂载体、储能材料等。
通过微孔加工,可以调控材料的介孔结构和孔径分布,提高其储能效率,增强其分离和催化性能。
高分子材料微孔加工在以上领域有着广泛的应用,可以改善材料的性能,提高其功能,促进其应用领域的发展。
微穴加工技术在微加工中的应用在工业制造中,微加工技术的应用变得越来越普遍,以满足生产和制造过程中精度要求越来越高的需求。
其中,微穴加工技术——一种用于制造微米级小孔的先进制造技术,正逐渐成为制造微小精密器件的有力手段。
一、微穴加工技术的介绍微穴加工技术是以微硬度材料为工件进行加工的一种微加工方法,其特点是在材料表面形成非常小的尺寸(一般在微米到毫米级别)的孔洞。
微穴加工技术主要有两种方法:激光和电火花。
激光微钻孔是在棱镜表面上进行的孔加工工艺。
而电火花微钻孔代表了由劈裂孔到以电腐蚀为基础的刻蚀和半导体电极的形成的一系列代表性工艺。
二、微穴加工技术的应用微穴加工技术的应用范围非常广泛,涉及航空航天、军事、生物医学、电子信息、光学、机械工程等领域。
在导电性质、透光性质和渗透性质方面有很多优异的特点。
因此,微穴加工技术被广泛应用于微电子元器件、微机械组件、传感器、生物芯片、涂层和薄膜等领域。
1. 微加速器当今,越来越多的研究人员开始关注用微小的加速器代替破坏性的、成本昂贵的现代加速器。
微穴加工技术的应用可以打破传统,制造“微加速器”,即利用微穴加工技术,将底层微结构与其他建造组件整合起来,从而大大改进了动力脉冲的加速器利用。
2. 微隔膜微隔膜是一种用于隔离液体或气体的微小组件,主要组成部分为微孔。
微穴加工技术应用于生产微隔膜可以提高生产效率和质量,因为它可以实现对微孔尺寸和壁厚的精确控制,从而制造出严格符合特定应用需求的微孔。
3. 生物芯片生物芯片是一种主要由蛋白质和 DNA 等生物分子组成的微型芯片,可用于医学诊断、基因治疗等。
微穴加工技术可以帮助制备用于制造微小生物芯片的几何形状和周围结构,以及微型药物传输设备。
4. 微透镜微透镜是用于光学成像、操控和探测的一种非常小的元件,与传统光学器件相比,微透镜具有很高的成像精度和分辨率。
利用微穴加工技术的方法制备的微透镜可以实现光学成像的超高分辨率和超高均匀性,从而在各种光学仪器中广泛应用。
微机械加工的前沿技术和发展趋势一、微型机械加工技术综述微型机械加工或称微型机电系统或微型系统是指可以批量制作的、集微型机构、微型传感器、微型执行器以及信号处理和控制电路、甚至外围接口、通讯电路和电源等于一体的微型器件或系统。
其主要特点有:体积小(特征尺寸范围为:1μm-10mm)、重量轻、耗能低、性能稳定;有利于大批量生产,降低生产成本;惯性小、谐振频率高、响应时间短。
微型机械的目的不仅仅在于缩小尺寸和体积,其目标更在于通过微型化、集成化来搜索新原理、新功能的元件和系统,开辟一个新技术领域,形成批量化产业。
微型机械系统可以完成大型机电系统所不能完成的任务。
微型机械与电子技术紧密结合,将使种类繁多的微型器件问世,这些微器件采用大批量集成制造,价格低廉,将广泛地应用于人类生活众多领域。
可以预料,在本世纪内,微型机械将逐步从实验室走向适用化,对工农业、信息、环境、生物医疗、空间、国防等领域的发展将产生重大影响。
微细机械加工技术是微型机械技术领域的一个非常重要而又非常活跃的技术领域,其发展不仅可带动许多相关学科的发展,更是与国家科技发展、经济和国防建设息息相关。
微型机械加工技术的发展有着巨大的产业化应用前景。
微型机械加工技术领域的前沿关键技术有:1、微系统设计技术主要是微结构设计数据库、有限元和边界分析、CAD/CAM仿真和拟实技术、微系统建模等,微小型化的尺寸效应和微小型理论基础研究也是设计研究不可缺少的课题,如:力的尺寸效应、微结构表面效应、微观摩擦机理、热传导、误差效应和微构件材料性能等。
2、微细加工技术主要指高深度比多层微结构的硅表面加工和体加工技术,利用X射线光刻、电铸的LIGA和利用紫外线的准LIGA加工技术;微结构特种精密加工技术包括微火花加工、能束加工、立体光刻成形加工;特殊材料特别是功能材料微结构的加工技术;多种加工方法的结合;微系统的集成技术;微细加工新工艺探索等。
3、微型机械组装和封装技术主要指沾接材料的粘接、硅玻璃静电封接、硅键合技术和自对准组装技术,具有三维可动部件的封装技术、真空封装技术等新封装技术的探索。
微小孔加工技术现状及发展趋势唐英1,崔华胜1,崔呔琴1,周友来2,张曼斌2(1。
恶索辩技太学援藏学茨,恐京100083;2。
恶哀枣二忐投辜辜辍厂,北京100072)摘要:微小莸广泛地应臻于各个领域,人钠不仅对予提嵩微小茹加工震董、效率、降低加王成本有着迫切的需求,而且还要在各种难加羔材料上进行微小孔加工,因而发展出多种微小孔加工技术。
本文分析了微小孔加工的技术难点,综述了目前常用的钻削等机械加工微小孔的方法和激光、电火花、超声等特舞加工微小芤缝方、汝,莠着重介绍了它们的原理、特点、发展现状以及未来鳃发展趋势。
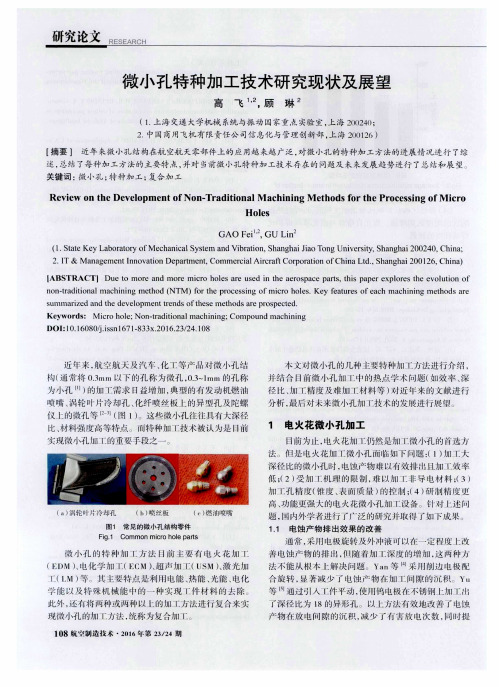
关键词:微小孔;钻削;激光加工;电火花加X-;超声加工中图分类号:TG52;TG66文献标识码:A随着对代的进步,科技的发展,直径小予lmm的微小孔已经广泛地出现在我们生活中的各个领域,大到航空、航天、军事等方面的尖端零件,小到电路板、喷丝扳、模型、喷油嘴、摸具、医疗卫生耀具、钟表等民用零件,微小孔可谓无处不在。
另一方面,微小孔加工是孔加工中最为困难的加工工艺之一。
首先,圭予孔径极小,所以微小孔艇工几乎全部隽长径比大的深孔。
其次,需要加工微小孔的零件材料,一般多为蕊强度高硬度的难加工材料,如耐热钢、不锈钢、硬质合金、晦瓷。
金雕石等。
一为了解决微小孔加工的技术难题,人们在不断改进传统加工方法的同时,也在不断研究新的加工方法。
强前,大约肖50余种微小孔加工方法口]。
按照加工方法的原理不同,可将微小孔加工方法分为两大类:即机械加工方法与特种加工方法。
机械加工方法包括钻、冲、磨等,特种加工方法包括电火花、超声、激光、魄鳃、电子束等。
本文分舅4分缨这两类加工方法的发展现状与发展趋势。
1机械加工微小孔机械加工方法通过使用刀具去除毛坯材料,得到所需的零件尺寸及形状,是一种历史悠久的传统加工方法,在各个加工领域应用广泛。
在微小孔加工领域,常用的机械加工方法是钻削。
钻削具有生产率高、不受材料导电性能限制、加工出的微小孔长径比大、表面屡量翻魏王精发较离,是一种经济、精度、效率都较优越的加工手段。
在电子、精密机械、仪器仪表等行业,仍然倍受关淀。
但微4qL的钻削加工仍存在以下问题:1)由于钻头直径细小,其锚造变得越来越困难。
且因钻头直径的减小,其刚度、强度显著降低,极易在切削力或机床振动等作用下折断。
2)容屑空间小,特剐是加工深孔时,切屑难予排出,从而导致钻头的损坏。
同时由子懿王区散热爨难,钻头的温度较高,使用涛命低。
3)在深小孔钻削时,为了获得一定的甥削速度,需要采用很高的转速,一般要求在10000r/min以上,并且要求主轴的回转误差很小。
4)在加工硬度较商的材料时困难更大醴j。
鸯了勰决钻削微小孔的技术难题,可从加工枧械、工艺手段、刀具等方面进行改进。
在加工机械方面,随着高速电机、电主轴等装备的出现,使得微小孔钻床的主轴转速不断提高,如瑞±Fisher公司翻法国Forest-line公司生产的电主轴,其主轴转速可达180000r/min[引。
利用新型的商品化的电主轴部件浚及更先进懿进绘规构,可以制造体积更小、效率更高的微小孔钻削加工设备。
此外,随着气浮轴承、磁浮轴承等技术的出现,使得主轴网转精度进一步提高。
铹翔,霹本NSK公司生产的精密主辘,其回转精度可达到2擘m。
在工艺手段方薅,为了防止钻头折断,提高钻头寿命及钻孔精度,常常使用钻套或导孑乙,并进行分步钻削。
切削邃度、进给篷、冷却条件等切削参数的优化也是目前研究的一个重要方向。
在刀具方面,新型刀具几何结构、新型刀具材料、涂层技术等都使得微小孔加工钻头的寿命以及使矮性熊得裂了掇蹇,海晶化的钻头的直径也越苯越小,日本住发电工公词推出的一种MDSS型硬质合金钻头,最小直径仅为垂30扯m,最大加工深度为2D=60鼙m;该公逶还生产一种鳓。
2mm硬质合金钻头,最大加工深度达10D=2mm[4]。
除了使用钻削的方法加工微小孔外,还有其它微小孔的机械龆工方法,翔球、磨等,也都在特定鼹领域中发挥羲积极的作用。
2特种加工方法加工微小孔特种加工技术是直接借助电能、热能、声能、光能、电化学能、化学能及特殊机械能等多种能量或将几种能登进行复合以实现材料切除的船工方法瞄]。
特种加工方法有很多,在微小孔加工中常用的有:激光加工、电火花加工、超声加工、电解加工、电子束加工、光致成孑L技术、等离子刻蚀技术等。
2.1激光加工激光打孑L主要靠光热烧蚀和光化学烧蚀。
光热烧蚀指被加工的材料吸收高能量的激光,在极短时问内加热到熔化并被蒸发掉的成孑L原理。
光化学烧蚀是利用激光波长低于400nm的高能量光子破坏有机材料的长分子链,使之成为更小的微粒,其能量大于原分子,极易从中逸出,在外界强吸力作用下,基板材料被快速除去而形成微小孔。
与钻孔相比,激光打孔的分辨率更高。
激光加工的特点是:1)与材料硬度无关,几乎能在所有材料上打孔,速度快,效率高,热影响区小。
2)不存在工具损耗等问题,加工孔的大小主要取决于激光的波长、能量密度、激光类型和被加工板厚度,对工件几乎无宏观作用力,所以能在易变形的工件上打孔,易实现自动化连续操作。
3)能加工细而深的小孔,小孔直径可小至西4~垂5/2m,长径比可达20:1以上。
4)加工出的小孔粗糙度大,圆度也不好,易形成喇叭口,孑L的精度一般比较低。
5)受输出功率及聚焦的影响,一般只适宜在薄板上加工小孔。
此外,由于激光打小孔的设备价格较贵,限制了它的应用。
为解决激光加工的技术难题,不少企业进行专门研究,研发出了更加实用的专用激光加工中心。
例如德国的德马吉公司(DMG)的DML系列激光加工中心,激光束峰值输出功率可达10~20kW,零件表面粗糙度可达R。
一1肚m,额外的控制轴解决了激光加工中出现的类似拔模斜度的倾角问题。
利用该激光加工中心,可加工出的最小直径为q>5“122,深达20mm的微小孔[6]。
激光微小孔加工技术正Et趋成熟,并被认为是最有希望的微小孔加工技术。
目前在美国、日本、德国等电子技术较发达的国家,激光微小孑L加工已Et益占据了主导地位。
2.2电火花加工电火花加工是一种直接利用电能进行加工的方法。
它通过加工过程中工具和工件之间不断产生脉冲火花放电产生的局部高温把金属除蚀下来。
电火花加工小孔有2种方法,即电火花穿孔和高速电火花小孔加工。
电火花加工可以制出各种形状的孔,这是钻削、激光等加工方法难以比拟的。
而且,加工时几乎没有切削力,对于工具的强度、刚度要求低,因此可以加工极小的孔(≤垂10肚m)。
但是,电火花加工微小孔也存在着严重的缺陷。
首先,使用这种方法加工的孔精度及表面质量较差。
其次,只能加工导电材料,对于不导电的绝缘材料(如PCB板等)不能使用。
另外,加工用的电极制备不易、加工效率较低,这也是影响其广泛应用的主要问题。
针对这些问题,目前电火花微小孔加工主要的研究方向有3个。
1)研发新的电极制备方法,例如,El本的Yamazaki等人提出了通过电极自身加工出的微小孔来加工电极的方法,可提高电极的加工效率,并可以加工异型孑L所需的电极[71。
日本的Takahata等人将微细电火花加工技术同LIGA(光刻)技术结合起来,使微细电火花加工进行批量生产成为可能。
利用这种技术可以加工出垂20“m铜质电极阵列,并加工出垂30~032肚m的微小孔阵列[8]。
2)研究与其它加工方法相结合形成更加高效的加工方法。
如与超声能结合形成的超声电火花加工技术;与机械磨削方法结合形成的电火花磨削技术。
其中超声电火花加工技术在提高异型孔加工效率与质量方面可起到良好的作用。
3)研究专用的电火花加工机械。
目前,发达国家的微细电火花加工技术已进入工业应用甚至商业销售阶段:如日本松下精机、瑞士夏米尔、美国麦威廉斯等公司都有较成熟的产品。
其中日本松下精机生产的设备能稳定地加工出q05肚m的微细孔[9]。
我国哈尔滨工业大学和南京航空航天大学在微细电火花加工研究方面也取得了较大进展,其中哈尔滨工业大学已加工出垂8弘rn的微细孔[1…。
清华大学也正在开发研制能够进行微小孔、槽加工的微细电火花加工设备。
2.3超声加工超声加工是利用超声振动工具在有磨料的液体介质中或千磨料中产生磨料的冲击、抛磨、液压冲击及由此产生的气蚀作用来去除材料。
或利用工件产生超声振动使磨料进行加工的方法[11|。
通过磨料磨削工件进行超声加工,切削力及切削热都很小,不会损伤工件,加工精度及表面质量较高。
这种超声加工方法适用于各种硬脆材料、尤其是可以加工不导电的非金属绝缘材料,如在玻璃板上精密加工微小孔以及加工金刚石模具的变截面圆孔和异型孔。
已有研究者在矽硅酸硼玻璃上加工出微小孔,直径约为qbl80肛m[12|。
磨料磨削的超声加工的缺点是:工具的制备和安装比较困难,工具易于磨损,影响孔加工精度。
在进行微细加工时由于振幅小,功率小,加工速度偏低。
超声加工越来越多地被用来与其它加工方法复合形成瓶的加工方法。
例如前面介绍的超声电火花加工技术。
利用超声振动与微小孔钻削技术相结合形成的超声振动钻削技术,也是一个有前途的研究方向。
此外,研究高效实用的超声加工设备也是其主要的发展方向。
东京大学生产技术研究所成功制作了微细工具并解决了微细工具装夹、工具回转精度等问题,采用工件加振动的工作方式在工程陶瓷材料上加《新技术新工艺》·机械加工工艺与装备2007年第2期·53·王出了煎经最小为5lzm的微小张。
德邈德玛吉公谜(DMG)鼹掇蟾产潞DMS35Uhraso撼C超声振动鸯羹工机床,主轴转速3000~40000r/rain,特别适合加工陶瓷、玻璃、硅等硬脆材料。
与传统加工方式相比,生产效率提高5倍,加互表面裰糙度坟<0.2tim,可加工0.3ITffn精密小孔u引。
北京航空航天大学也已经研裁出可耀予实际生产酶微小孔超声振旗链来[143。
2.4其它加工方法除了上面介缁静兄种方法,还有诲多其它的徽,j、孔船工方法。
饿辩,糕震金鼹在电解滚枣霹泼产生戮极溶勰鲍毫纯学原理来邀行熬工鹃毫解鸯器工方法。
这种烟工方法以工搏掾麓极,采震管状或捧状阴极,翻毂辩截鼹形状与燕工我截面形炊耀鲣。
电解搬工微小孔麓热工任何导电材料,不受坊辩强度、硬度、韧性、熔点、譬热性等的限制。
生产效率与电必花麴互楣毙较高,表礞粗糙凌好,船工表蘧无残余应力和变形,孔蠲没有毛刺和飞边。
缺点是加工微dqL的工具阴极制造较复杂,加工精度不离,且对夹其、撬床等餐腐蚀瑷象,姨面限铡了电鳃按王镦小孔的广泛应用。
此外,在真空条件下,利甭聚焦后的高髓电子乘轰击工僻表露,使树瓣瞬时熔诧、汽讫藤去除耪辩熬逛予柬糖工方法,霸素萋已熊加工盎径≤露3秘趣赫魏,是微小孔加工工艺中一耪重要热工方法[153。
其懿工特点为;霹懿王离强度、离硬度、翥镯毪、赛熔点的金属或非金属糕料;电子柬可以被聚焦碍很细,功率密度斑,加工时材料为瞬间蒸发,不产生宏观应力秘变形;热工麓力强,生产率离;可瓣工茹型我、镶魏和各种曲率的弯孔等;在真空中进行,特别适合于加工易氧化耪料和纯度要求极高的半导体豺料。